Effect of Binding and Dispersion Behavior of High-Entropy Alloy (HEA) Powders on the Microstructure and Mechanical Properties in a Novel HEA/Diamond Composite

Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
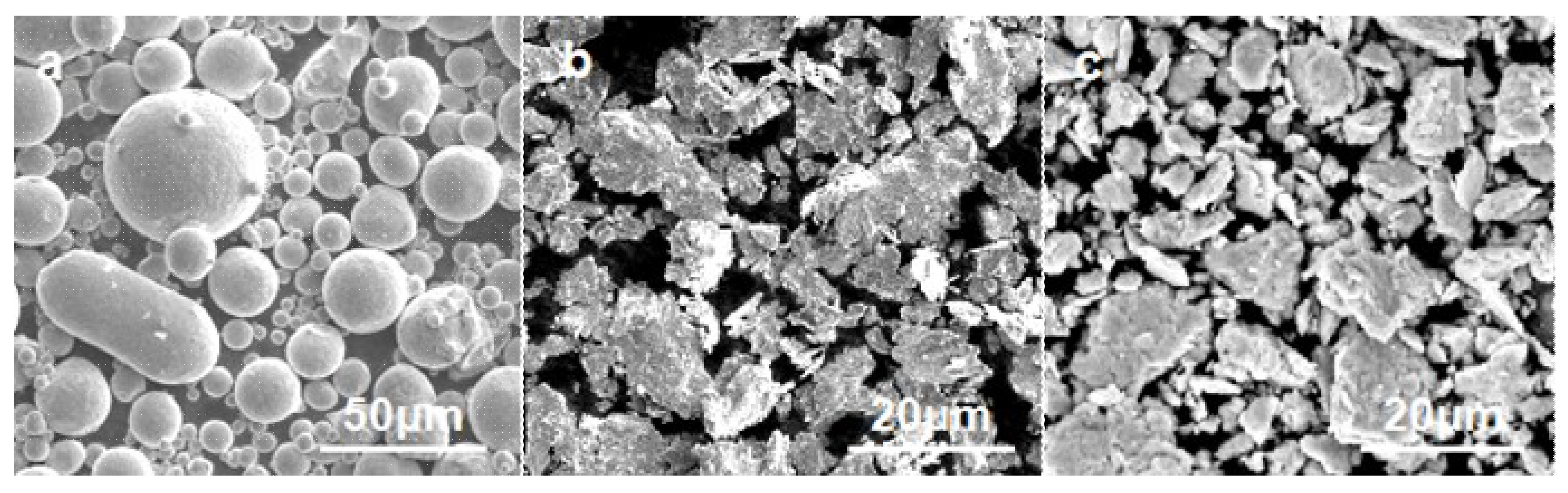
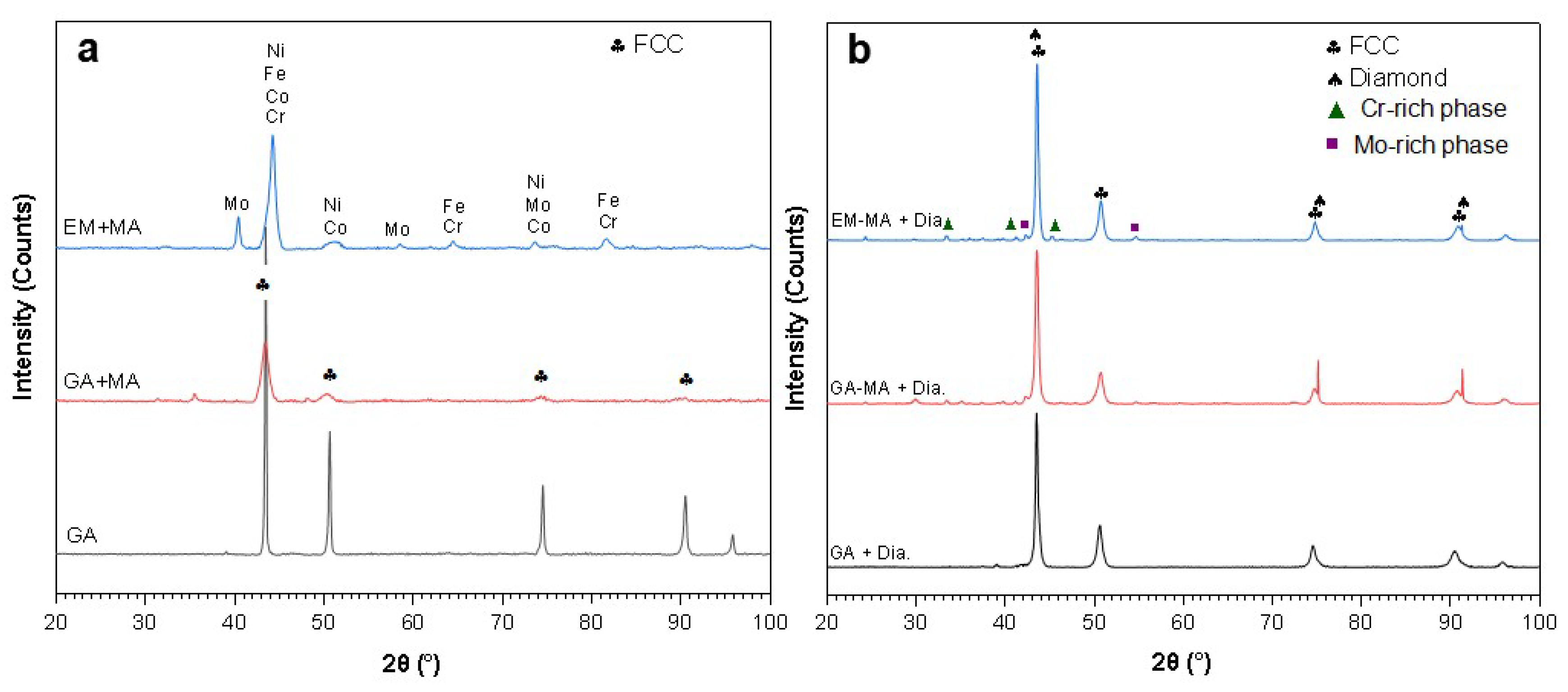
3.1. Characterization of the Powders
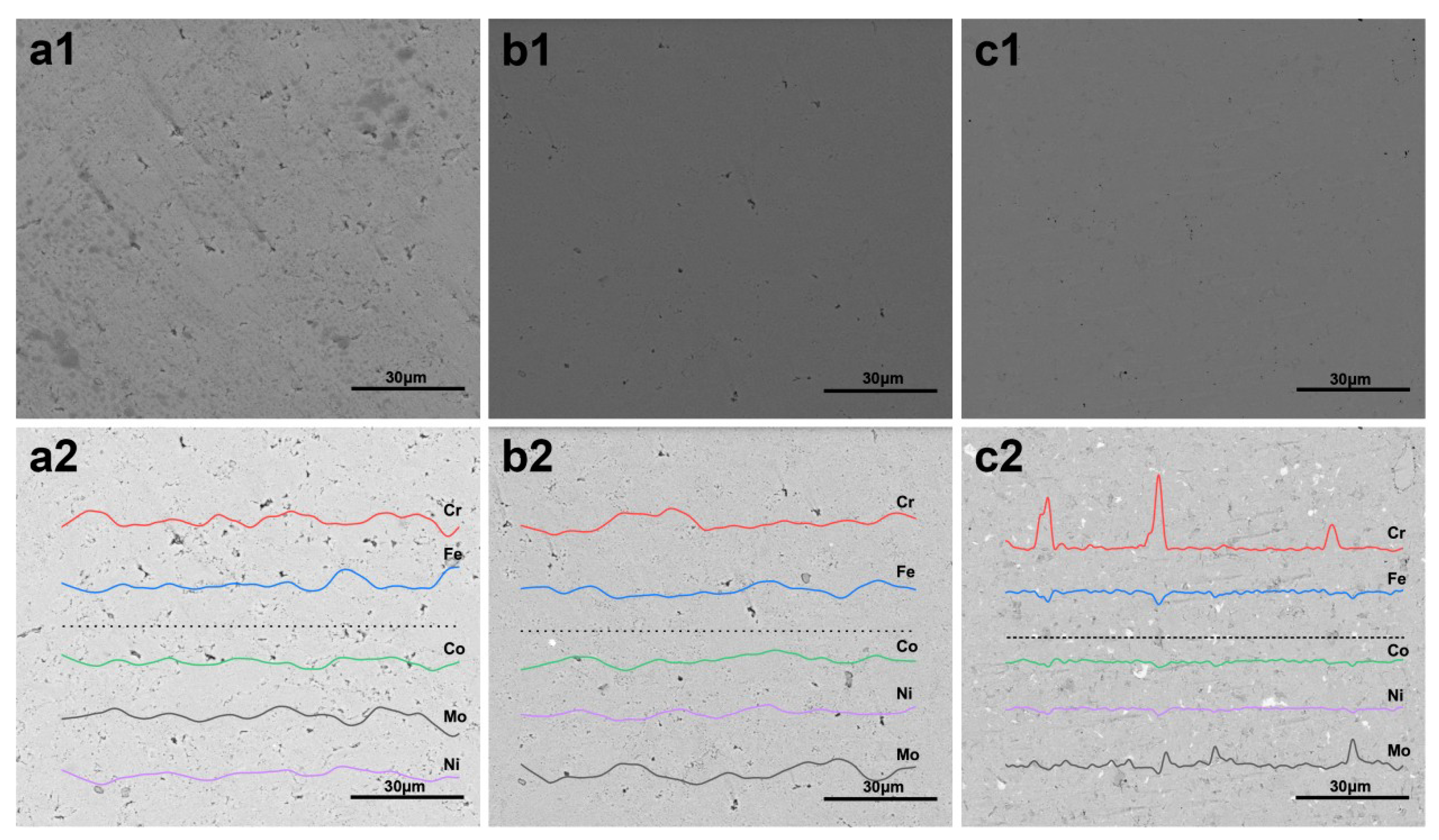
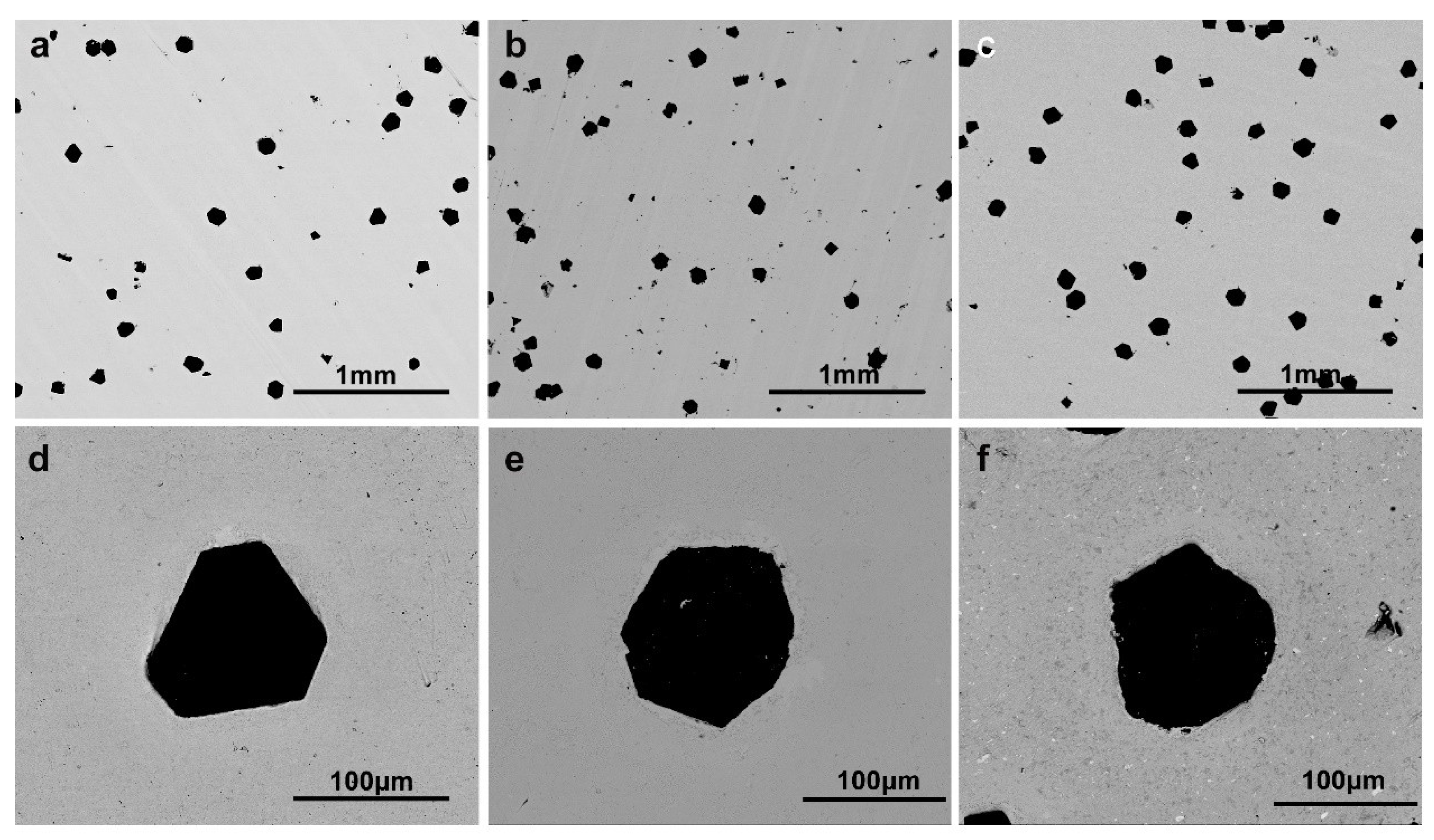
3.2. Microstructure of HEA/Diamond Composites
3.3. Mechanical Properties of HEA/Diamond Composites
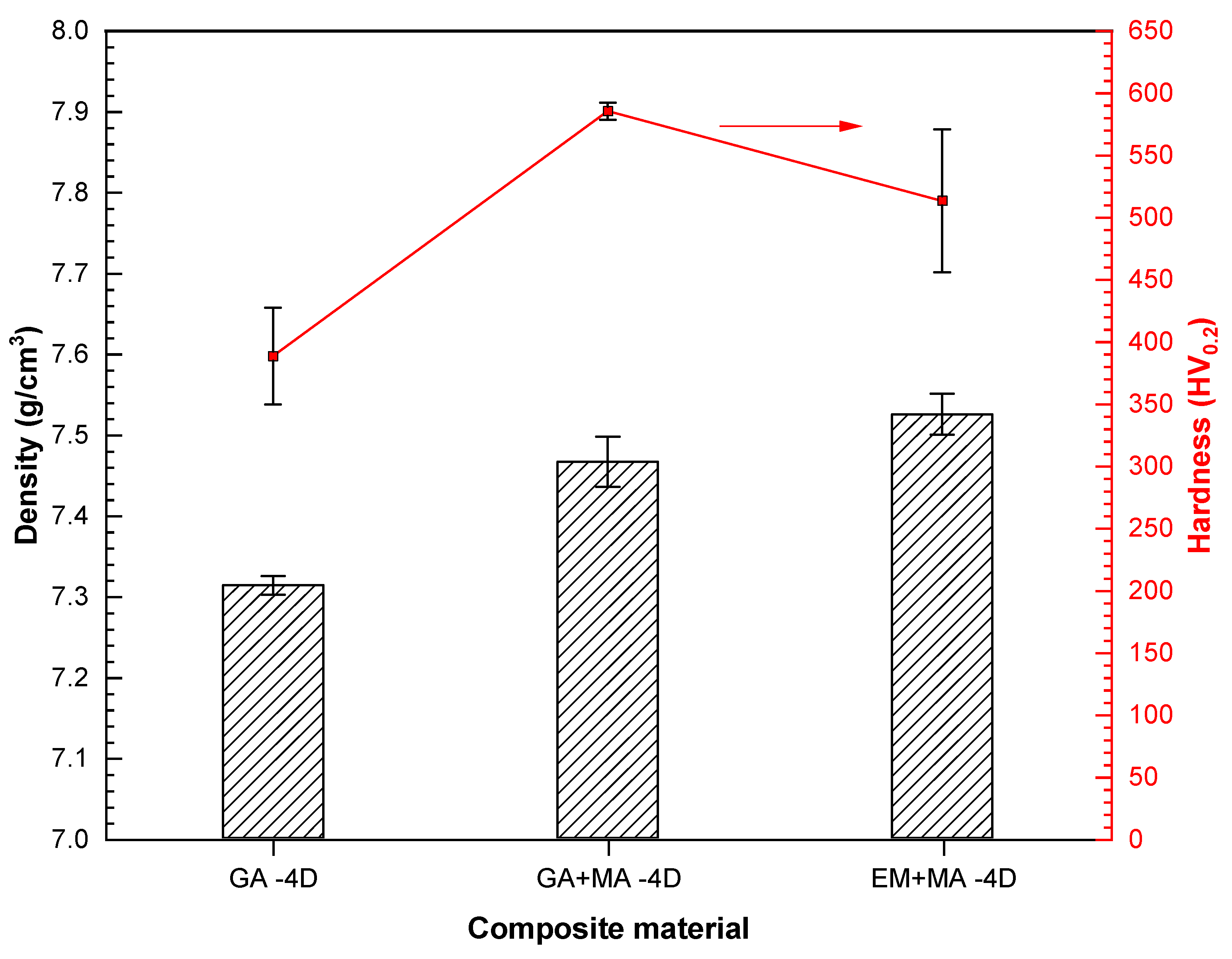
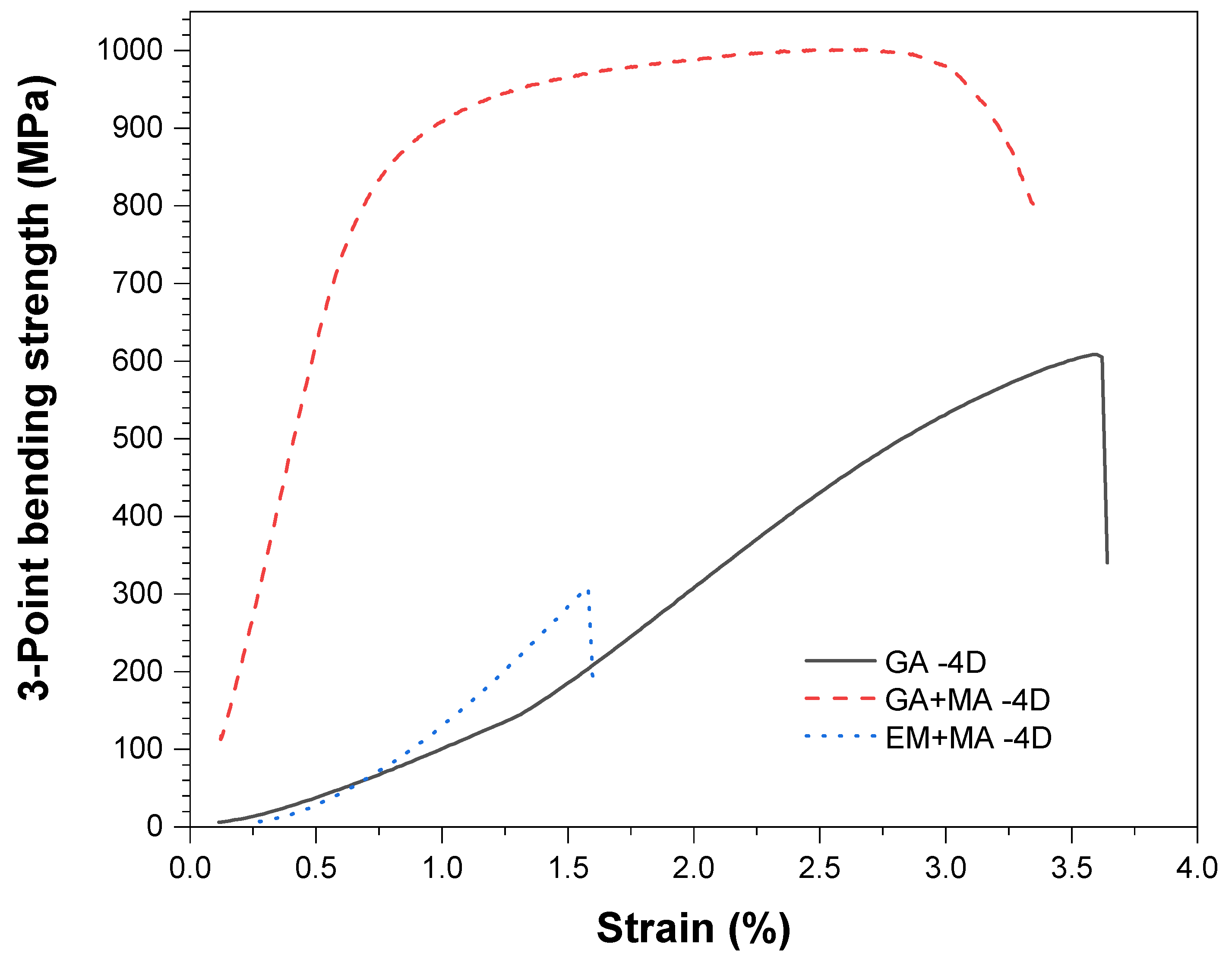
3.3.1. Hardness and Bending Strength
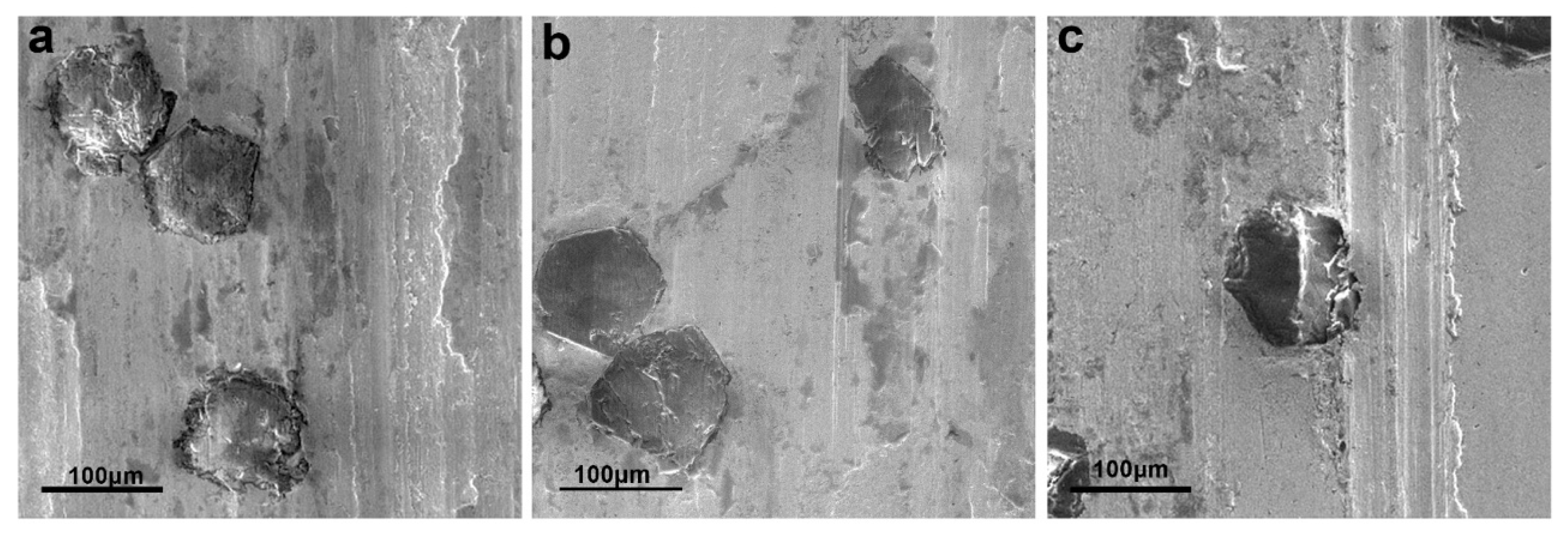
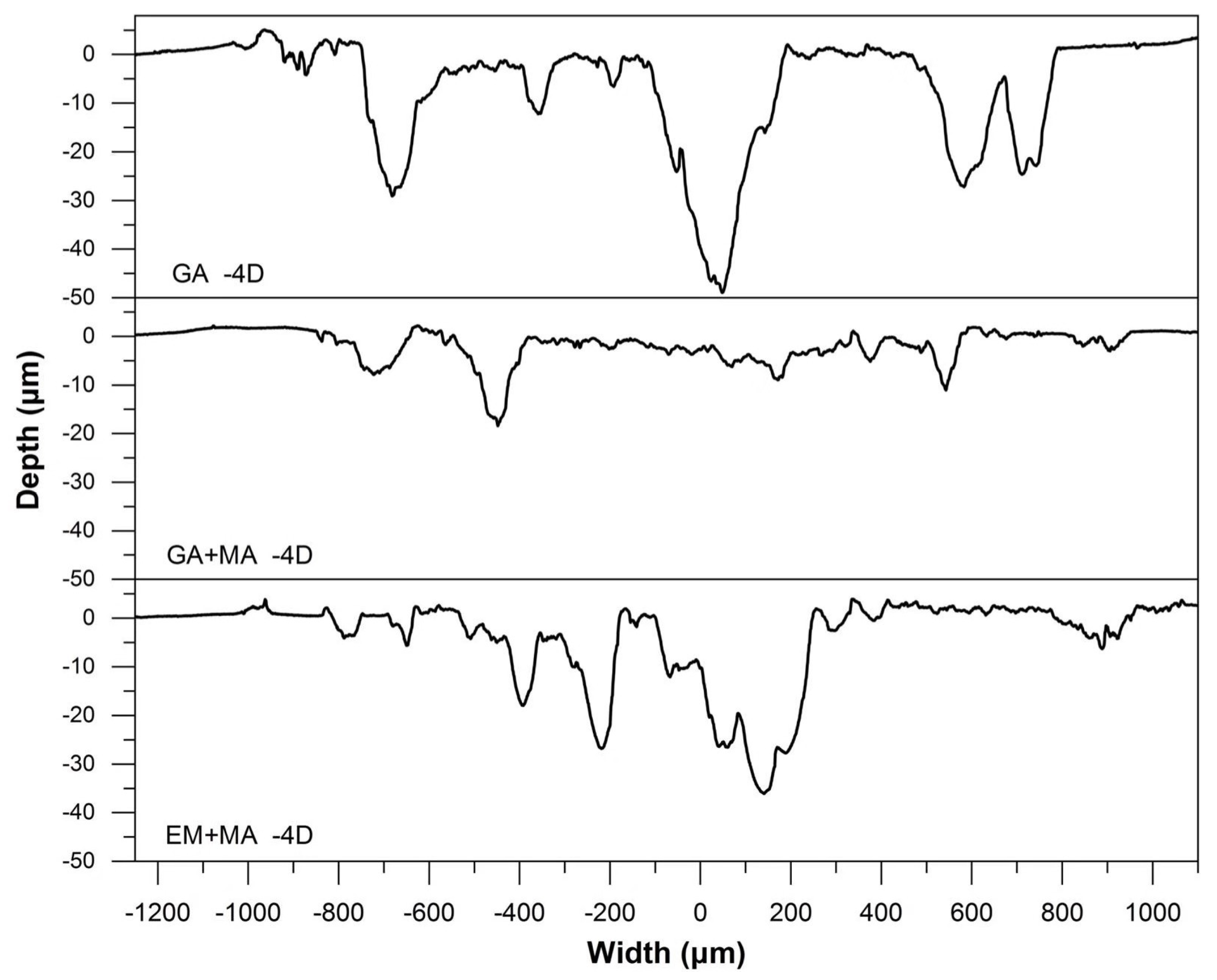
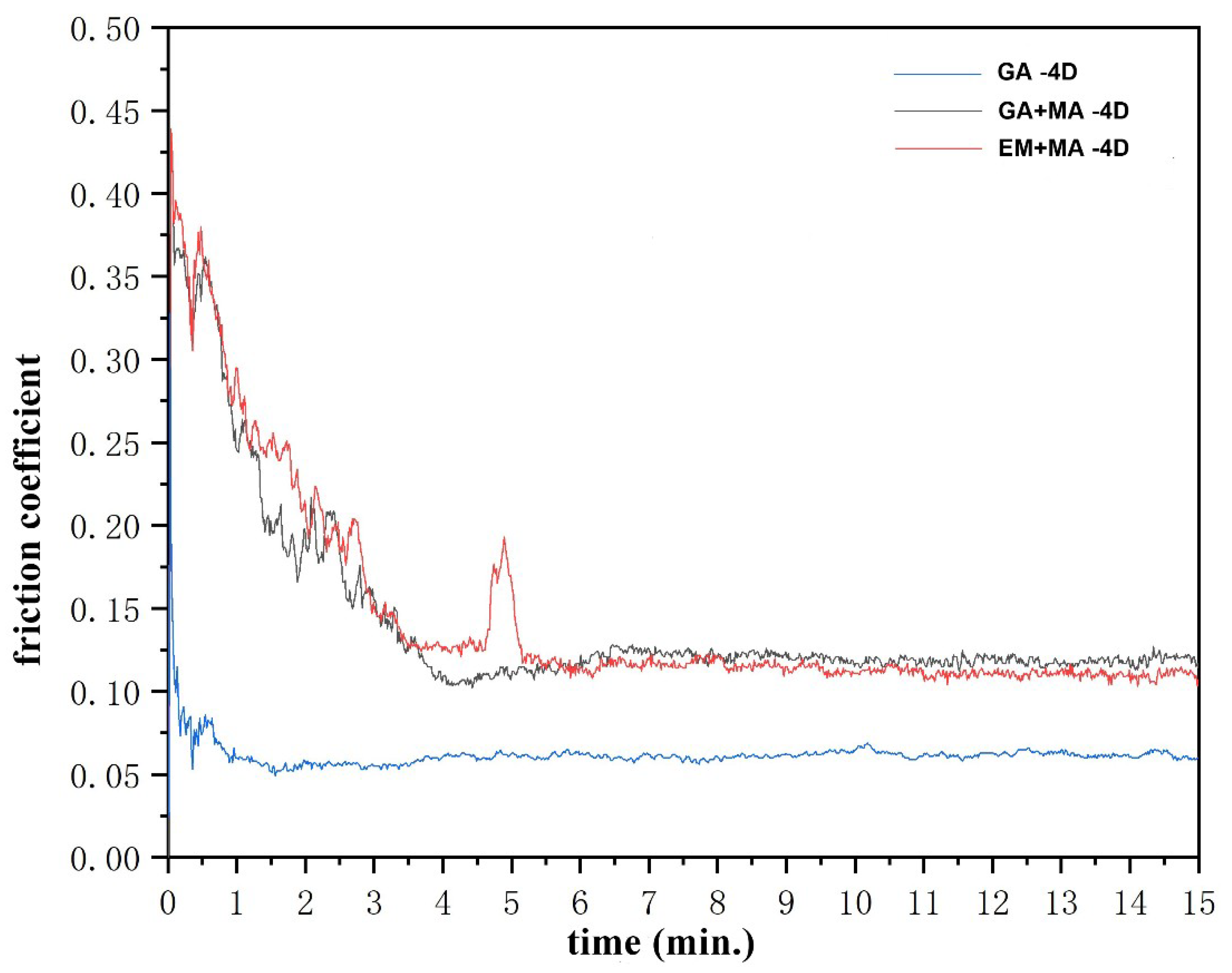
3.3.2. Wear Properties
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Kobaru, Y.; Kondo, E.; Iwamoto, R. Ultra-Precision cutting of single crystal silicon using diamond tool with large top corner radius. Key Eng. Mater. 2012, 523, 81–86. [Google Scholar] [CrossRef]
- Chon, K.S.; Takahashi, H.; Namba, Y. Wear inspection of a single-crystal diamond tool used in electroless nickel turning. Opt. Eng. 2014, 53, 1709–1717. [Google Scholar] [CrossRef]
- Webb, S.W. Diamond retention in sintered cobalt bonds for stone cutting and drilling. Diam. Relat. Mater. 1999, 8, 2043–2052. [Google Scholar] [CrossRef]
- Xu, H.J.; Fu, Y.C.; Xiao, B.; Xu, J.H. Fabrication of monolayer brazed diamond tools with optimum grain distribution. Key Eng. Mater. 2004, 259, 6–9. [Google Scholar] [CrossRef]
- Chuang, M.H.; Tsai, M.H.; Wang, W.R.; Lin, S.J.; Yeh, J.W. Microstructure and wear behavior of AlxCo1.5CrFeNi1.5Tiy high-entropy alloys. Acta Mater. 2011, 59, 6308–6317. [Google Scholar] [CrossRef]
- Senkov, O.N.; Wilks, G.B.; Scott, J.M.; Miracle, D.B. Mechanical properties of Nb25Mo25Ta25W25 and V20Nb20Mo20Ta20W20 refractory high entropy alloys. Intermetallics 2011, 19, 698–706. [Google Scholar] [CrossRef]
- Zhang, Y.; Zuo, T.T.; Tang, Z.; Gao, M.C.; Dahmen, K.A.; Liaw, P.K.; Lu, Z.P. Microstructures and properties of high-entropy alloys. Prog. Mater. Sci. 2014, 61, 1–93. [Google Scholar] [CrossRef]
- Hemphill, M.A.; Yuan, T.; Wang, G.Y.; Yeh, J.W.; Tsai, C.W.; Chuang, A.; Liaw, P.K. Fatigue behavior of Al0.5CoCrCuFeNi high entropy alloys. Acta Mater. 2012, 60, 5723–5734. [Google Scholar] [CrossRef]
- Stepanov, N.D.; Yurchenko, N.Y.; Sokolovsky, V.S.; Tikhonovsky, M.A.; Salishchev, G.A. An AlNbTiVZr0.5 high-entropy alloy combining high specific strength and good ductility. Mater. Lett. 2015, 161, 136–139. [Google Scholar] [CrossRef]
- Gludovatz, B.; Hohenwarter, A.; Catoor, D.; Chang, E.H.; George, E.P.; Ritchie, R.O. A fracture-resistant high-entropy alloy for cryogenic applications. Science 2014, 345, 1153–1158. [Google Scholar] [CrossRef] [PubMed]
- Riva, S.; Tudball, A.; Mehraban, S.; Lavery, N.P.; Brown, S.G.R.; Yusenko, K.V. A novel High-Entropy Alloy-based composite material. J. Alloy. Comp. 2018, 730, 544–551. [Google Scholar] [CrossRef]
- Budin, S.; Almanar, I.P.; Kamaruddin, S.; Maideen, N.C.; Zulkifli, A.H. Modeling of vial and ball motions for an effective mechanical milling process. J. Mater. Process. Tech. 2009, 209, 4312–4319. [Google Scholar] [CrossRef]
- Zhou, P.; Liu, Y.; Yu, Y.; Xiao, D. Phase evolution and mechanical properties of AlCoCrFeNi high entropy alloys by spark plasma sintering. Mater. Rev. 2016, 30, 95–103. [Google Scholar]
- Moravcik, I.; Cizek, J.; Gavendova, P.; Sheikh, S.; Guo, S.; Dlouhy, I. Effect of heat treatment on microstructure and mechanical properties of spark plasma sintered AlCoCrFeNiTi0.5 high entropy alloy. Mater. Lett. 2016, 174, 53–56. [Google Scholar] [CrossRef]
- Bernard, F.; Le Gallet, S.; Spinassou, N.; Paris, S.; Gaffetm, E.; Woolman, J.N.; Munir, Z.A. Dense nanostructured materials obtained by spark plasma sintering and field activated pressure assisted synthesis starting from mechanically activated powder mixtures. Sci. Sinter. 2004, 36, 155–164. [Google Scholar] [CrossRef]
- Tsai, M.H.; Chang, K.C.; Li, J.H.; Tsai, R.C.; Cheng, A.H. A second criterion for sigma phase formation in high-entropy alloys. Mater. Res. Lett. 2016, 4, 1–6. [Google Scholar] [CrossRef]
- Upadhyaya, G.S. Powder Metallurgy Technology; Cambridge International Science Publishing: Cambridge, UK, 2002; p. 26. [Google Scholar]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Wu, P.; Du, H.M.; Chen, X.L.; Li, Z.Q.; Bai, H.L.; Jiang, E.Y. Influence of WC particle behavior on the wear resistance properties of Ni-WC composite coatings. Wear 2004, 257, 142–147. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Fe | Co | Cr | Ni | Mo |
|---|---|---|---|---|---|
| Nominal composition (at. %) | 24.10 | 24.10 | 24.10 | 24.10 | 3.6 |
| GA powders | 23.83 ± 0.15 | 22.89 ± 0.23 | 30.31 ± 0.34 | 18.53 ± 0.45 | 4.44 ± 0.23 |
| GA-MA powders | 26.70 ± 0.75 | 22.41 ± 0.50 | 29.07 ± 0.32 | 18.13 ± 0.34 | 3.68 ± 0.67 |
| EM-MA powders | 27.17 ± 14.13 | 15.41 ± 11.10 | 40.33 ± 29.17 | 14.07 ± 10.42 | 3.03 ± 2.00 |
| Composites | Wear Rate (mg/min) |
|---|---|
| GA-dia | 0.27 |
| (GA + MA)-dia | 0.04 |
| (EM + MA)-dia | 0.06 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, M.; Zhang, W.; Liu, F.; Peng, Y.; Hu, S.; Liu, Y. Effect of Binding and Dispersion Behavior of High-Entropy Alloy (HEA) Powders on the Microstructure and Mechanical Properties in a Novel HEA/Diamond Composite. Entropy 2018, 20, 924. https://doi.org/10.3390/e20120924
Zhang M, Zhang W, Liu F, Peng Y, Hu S, Liu Y. Effect of Binding and Dispersion Behavior of High-Entropy Alloy (HEA) Powders on the Microstructure and Mechanical Properties in a Novel HEA/Diamond Composite. Entropy. 2018; 20(12):924. https://doi.org/10.3390/e20120924
Chicago/Turabian StyleZhang, Mingyang, Wei Zhang, Fangzhou Liu, Yingbo Peng, Songhao Hu, and Yong Liu. 2018. "Effect of Binding and Dispersion Behavior of High-Entropy Alloy (HEA) Powders on the Microstructure and Mechanical Properties in a Novel HEA/Diamond Composite" Entropy 20, no. 12: 924. https://doi.org/10.3390/e20120924
APA StyleZhang, M., Zhang, W., Liu, F., Peng, Y., Hu, S., & Liu, Y. (2018). Effect of Binding and Dispersion Behavior of High-Entropy Alloy (HEA) Powders on the Microstructure and Mechanical Properties in a Novel HEA/Diamond Composite. Entropy, 20(12), 924. https://doi.org/10.3390/e20120924