
High-Speed Spindle Fault Diagnosis with the Empirical Mode Decomposition and Multiscale Entropy Method

Abstract
:1. Introduction
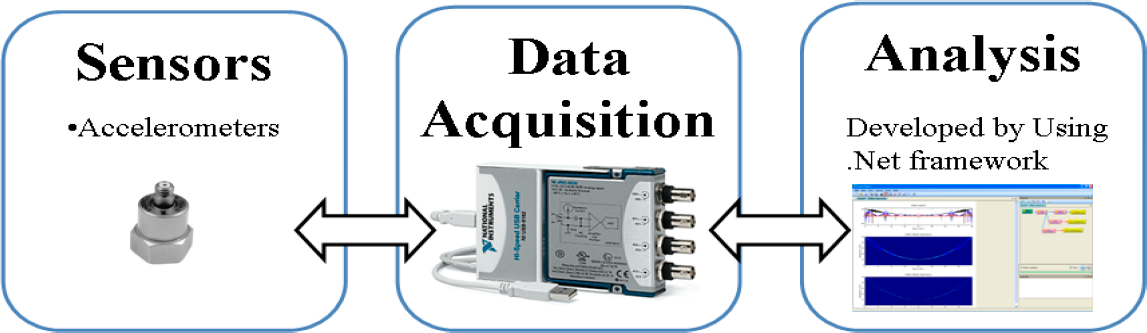
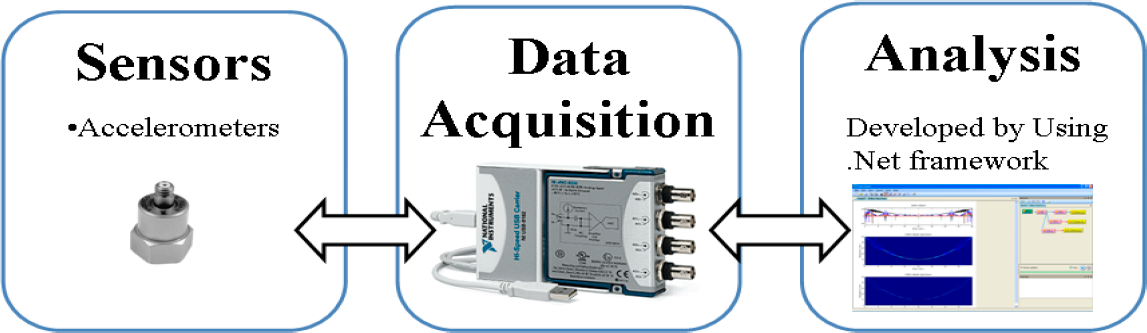
2. Experiment Setup and Measurement System
- the data sampling rate was set to 51,200 Hz (maximum achievable) for the acquisition system for the extraction of vibration signals;
- a maximum rotational speed of 24,000 RPM (400 Hz);
- three accelerometers mounted using magnets on the front-side bearings of the spindle;
- total measurement time of 10 s.
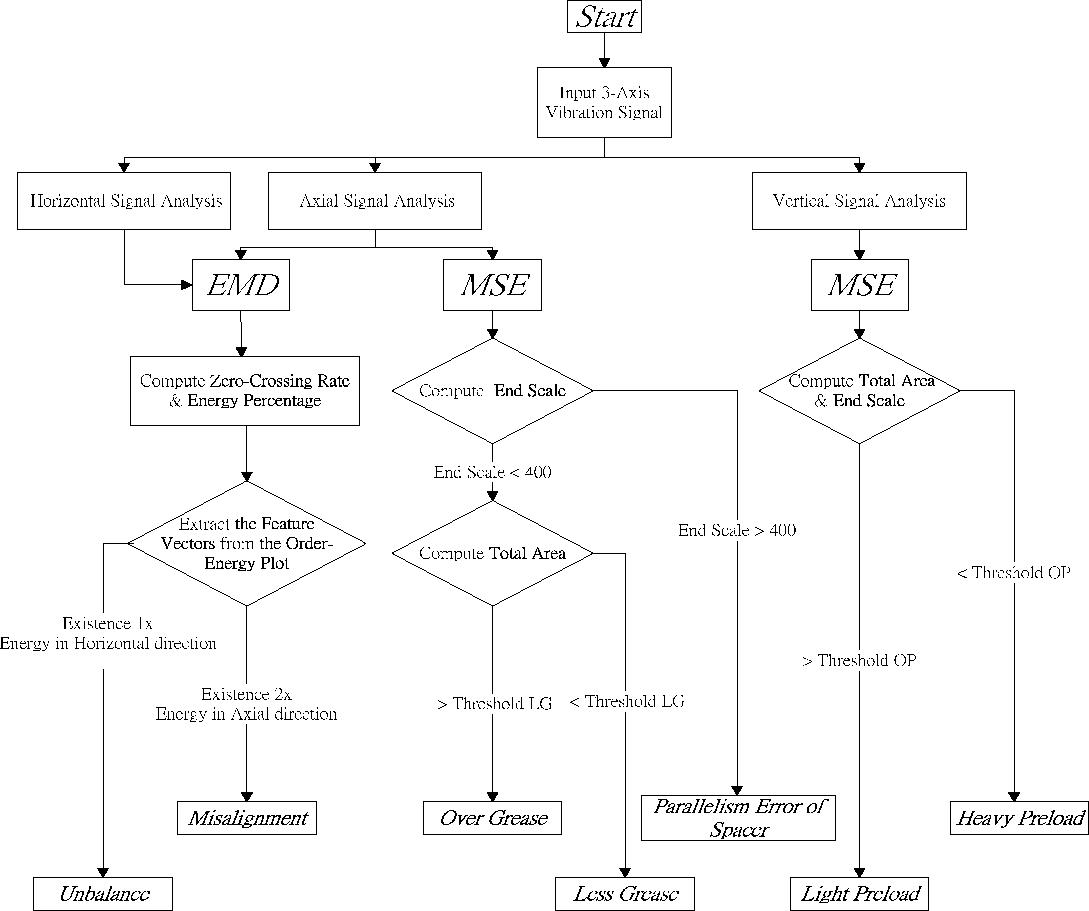
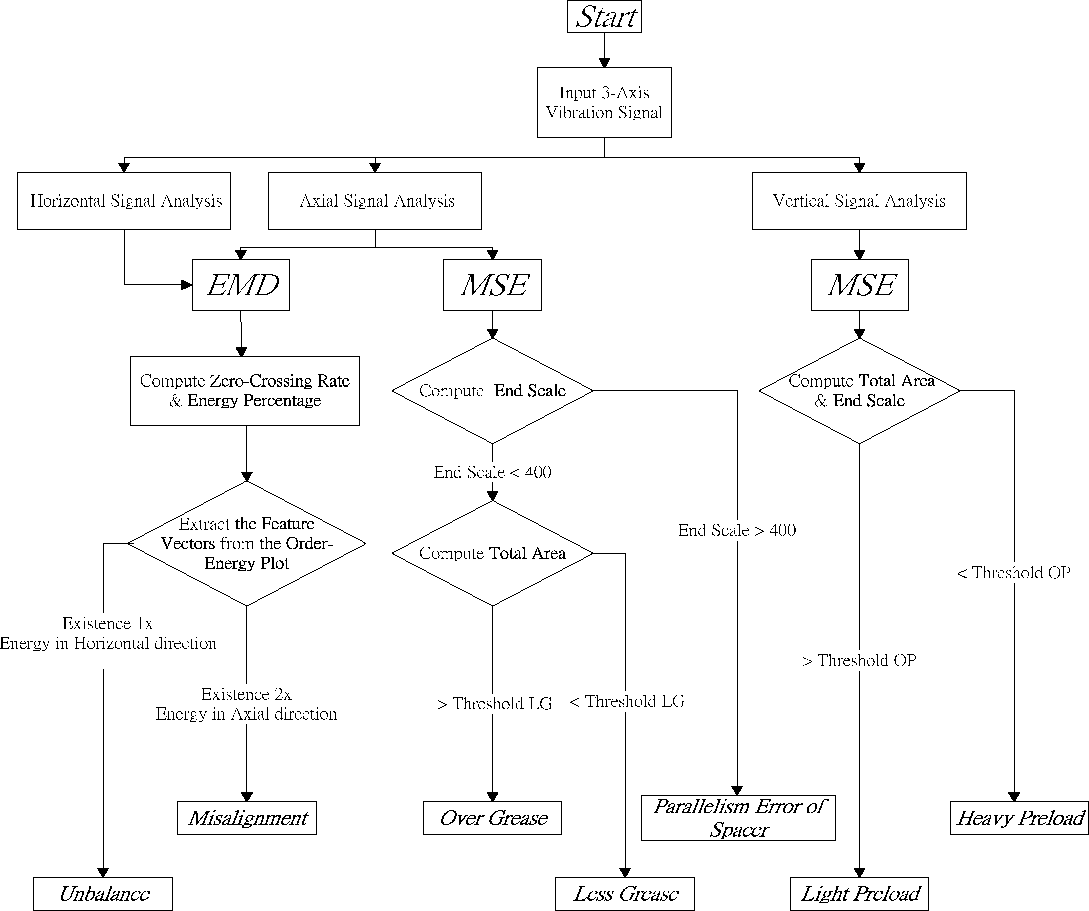
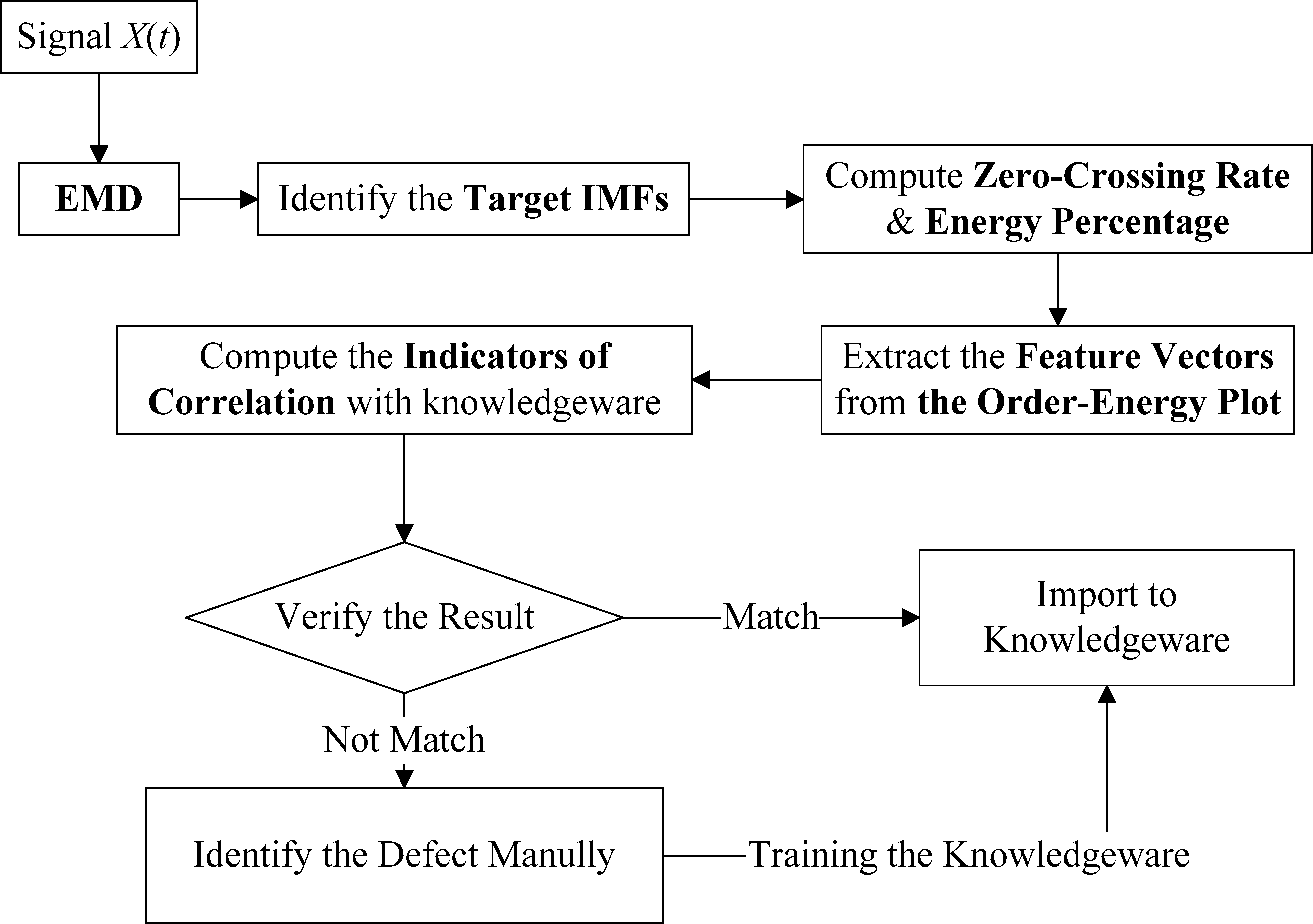
3. Rotating Machinery Fault Diagnosis Method
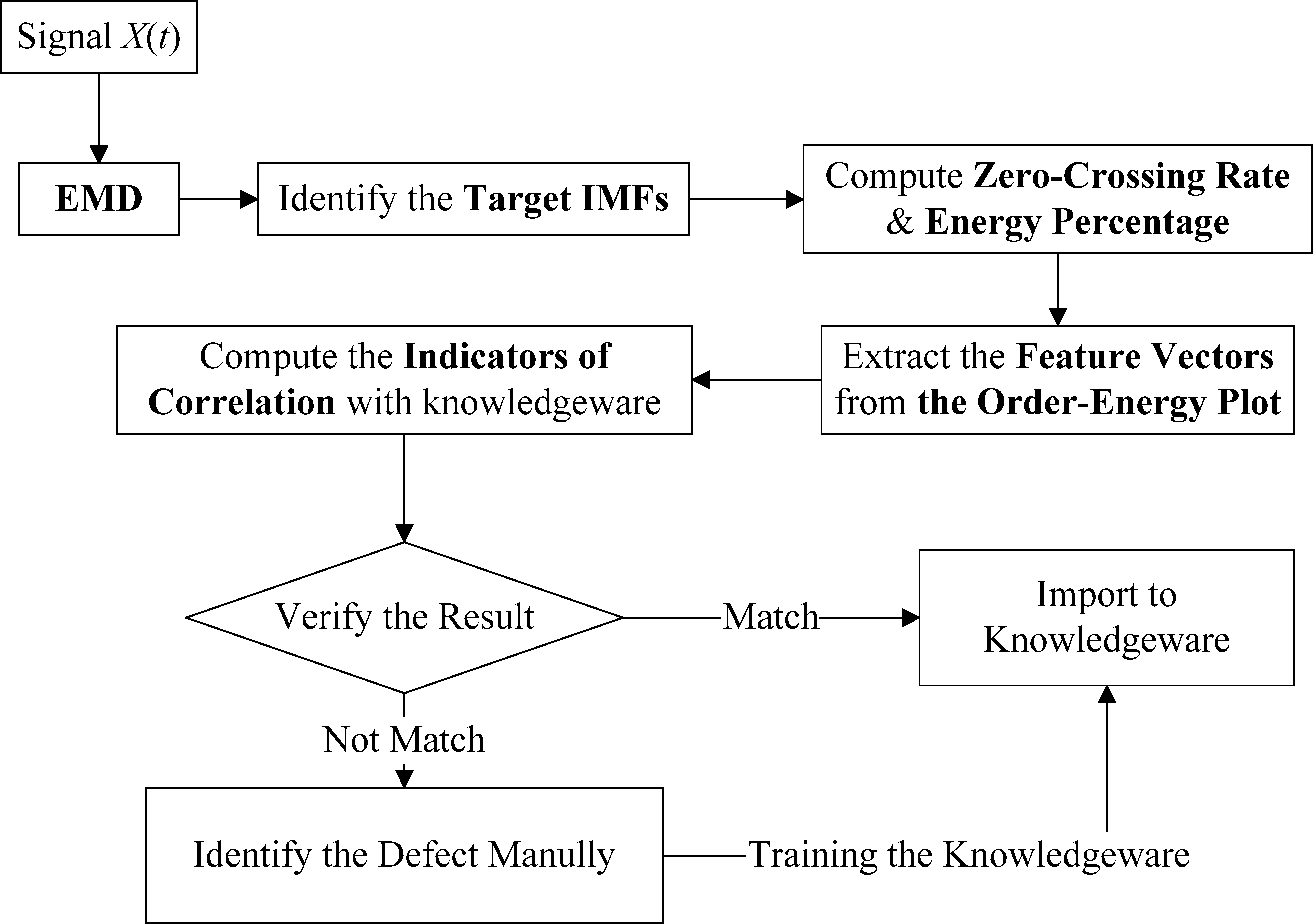
3.1. Brief Outline of the EMD Method
3.1.1. Characteristics of the Intrinsic Mode Function
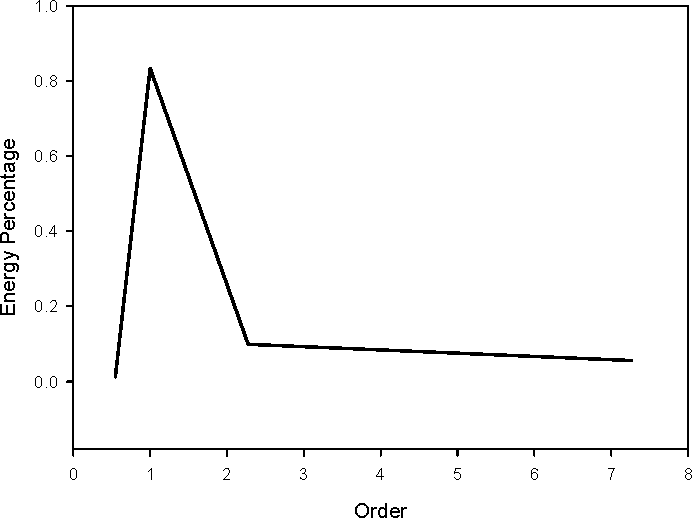
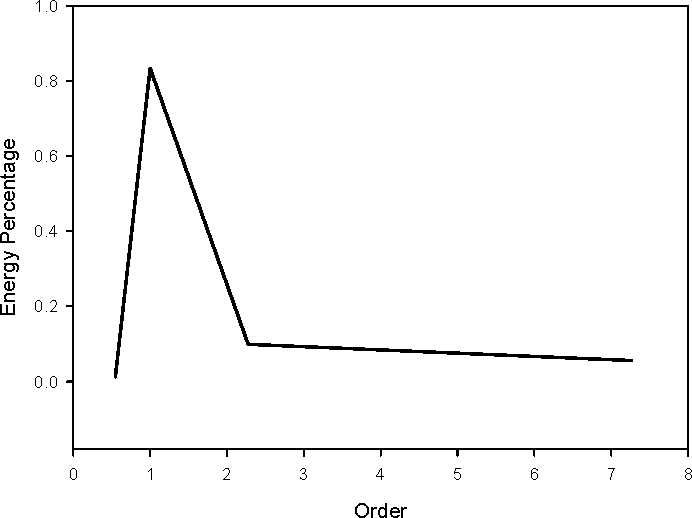
3.1.2. Order-Energy Plot
3.2. MSE Approach
4. Types of Artificial Defect
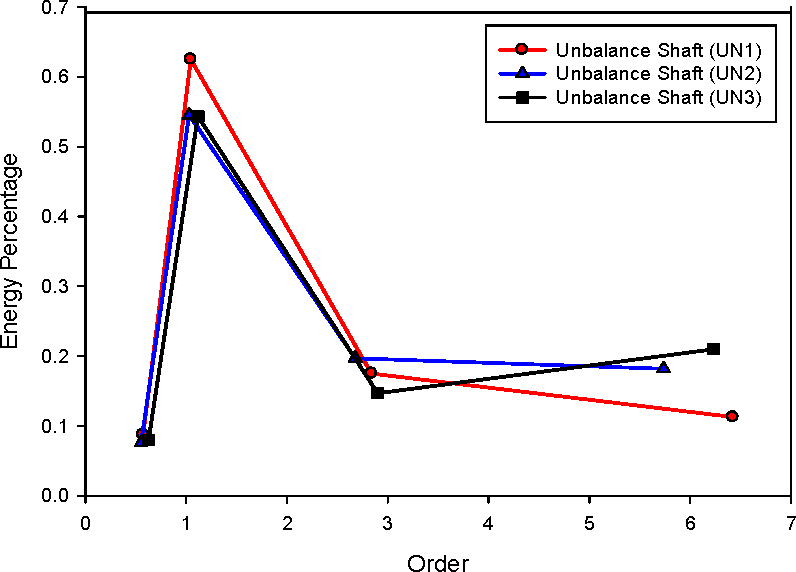
4.1. Unbalanced
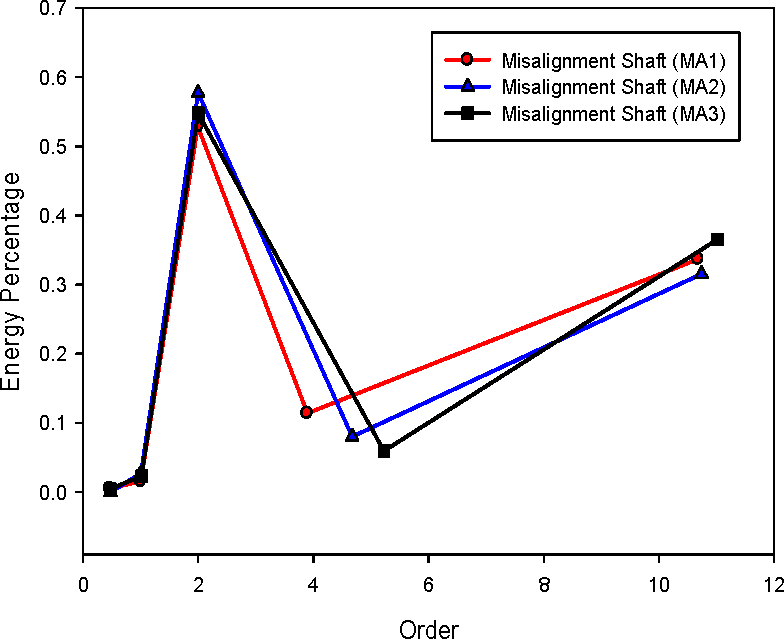
4.2. Misalignment
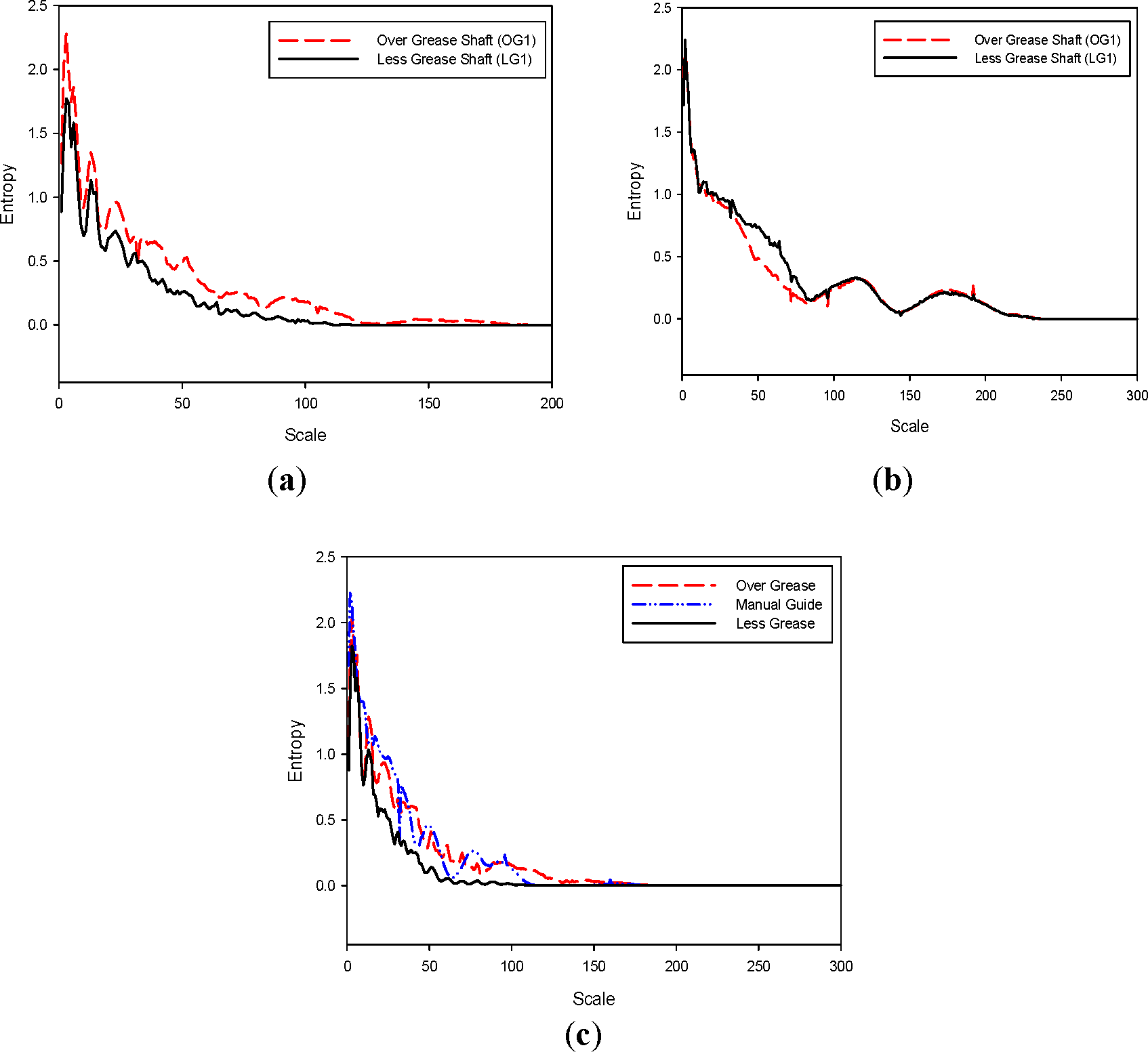
4.3. Lubricant
4.4. Preload
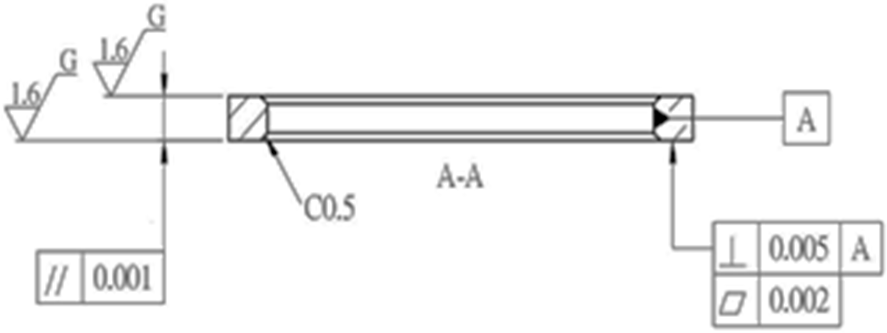
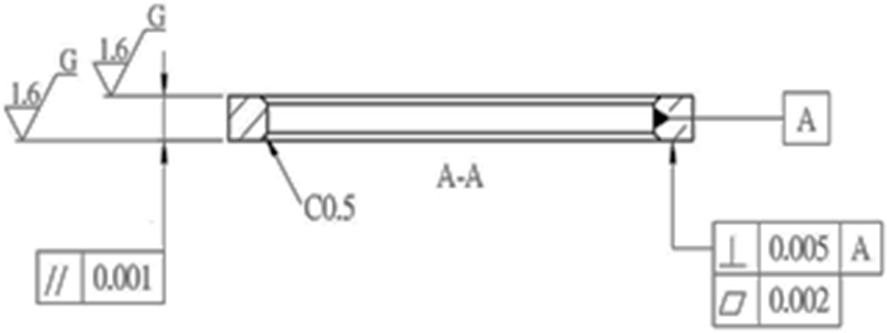
4.5. Error in Parallel Positioning of Bearing Spacer Ring
5. Result
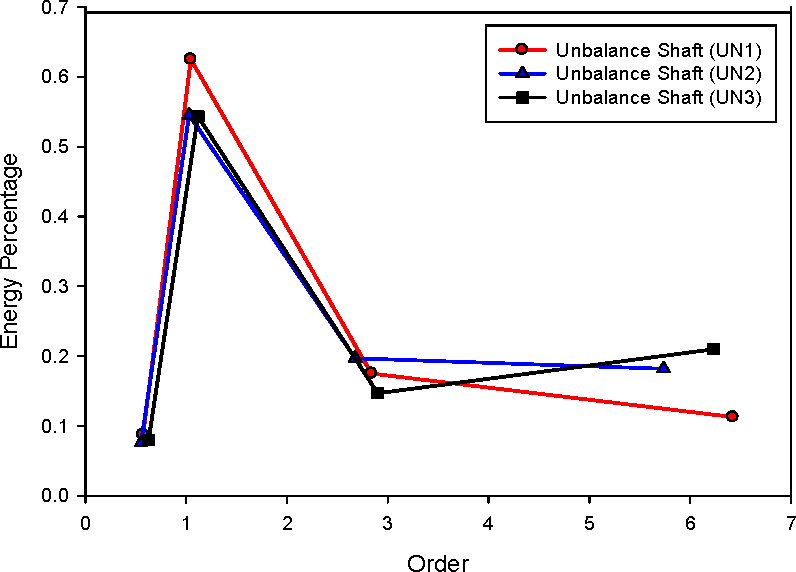
5.1. Unbalance
5.2. Misalignment
5.3. Less and Over-Grease
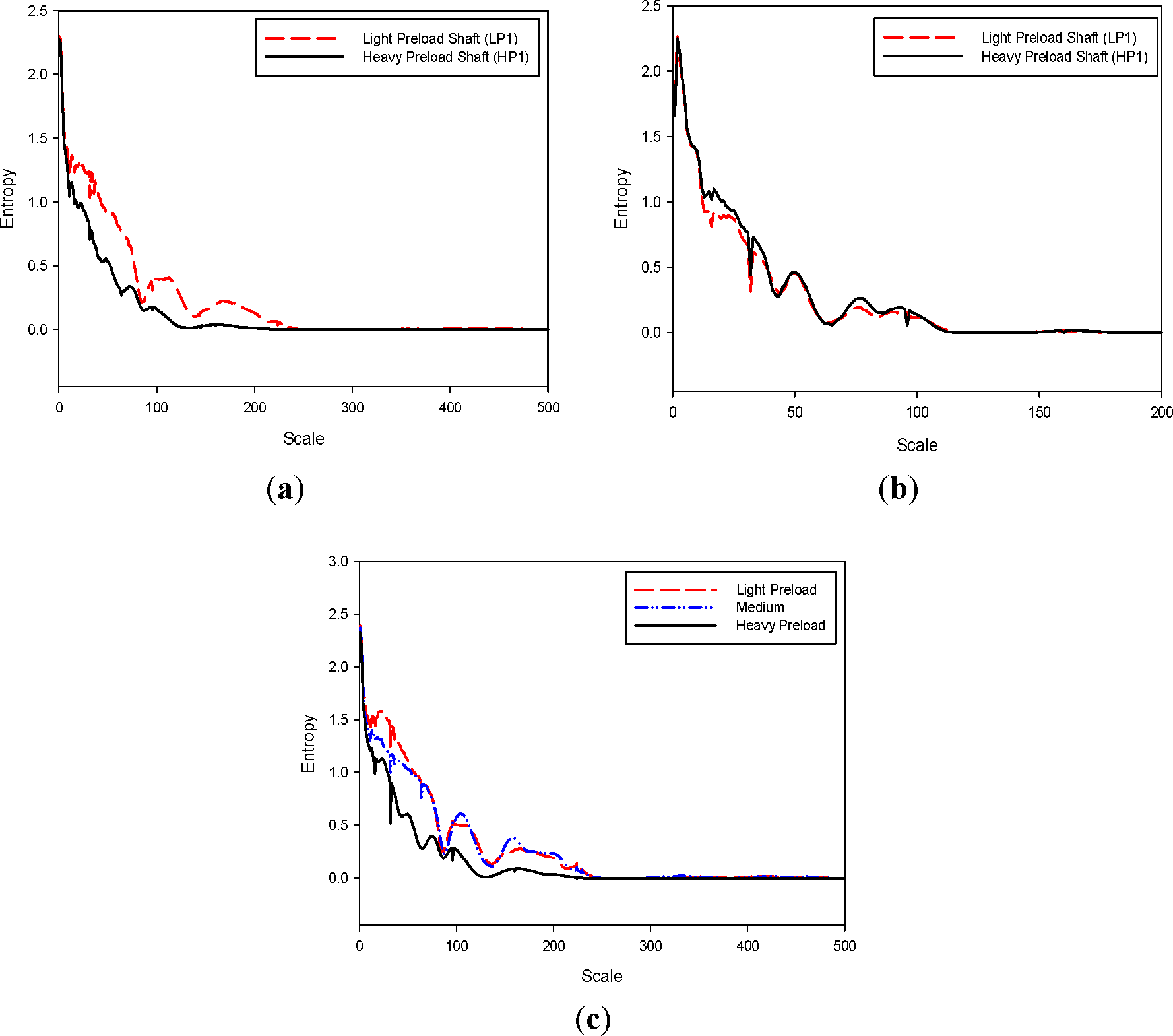
5.4. Light and Heavy Preload
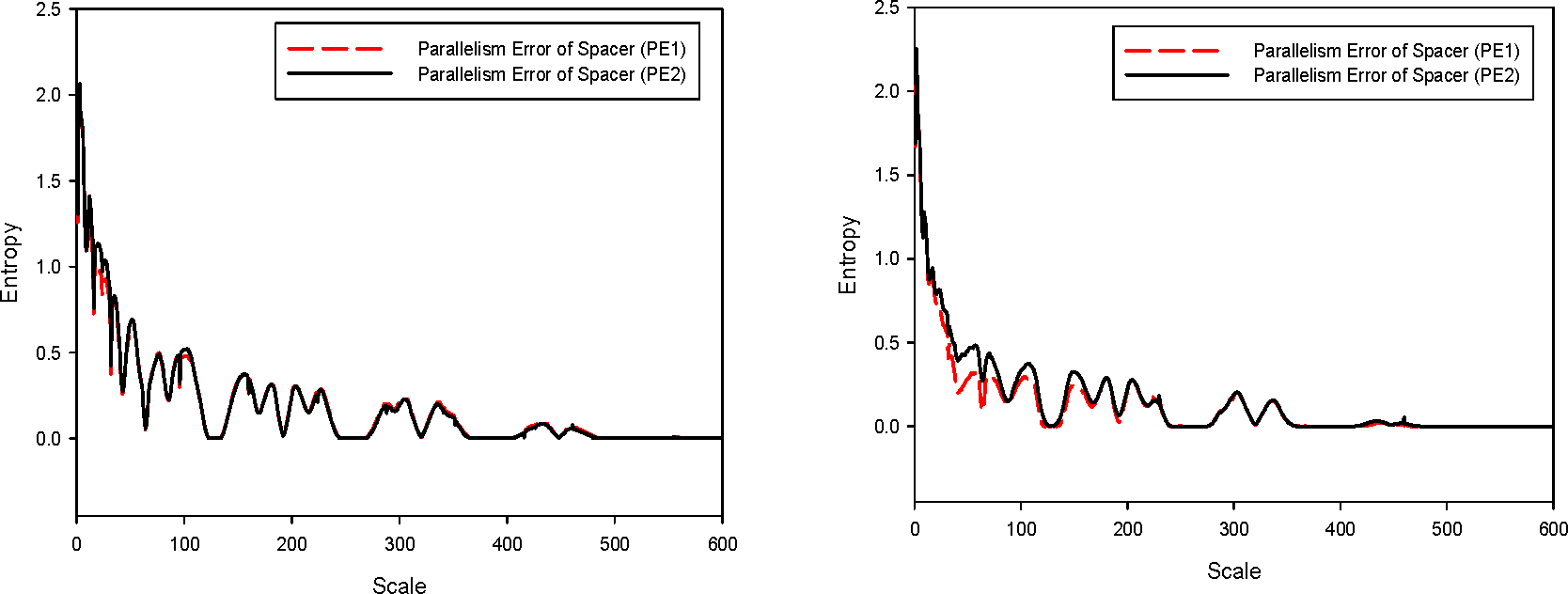
5.5. Parallelism Error of Spacer
6. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Xiong, X.; Yang, S.; Gan, C. A new procedure for extracting fault feature of multi-frequency signal from rotating machinery. Mech. Syst. Signal Process 2012, 32, 306–319. [Google Scholar]
- Tsao, W.-C.; Li, Y.-F.; Le, D. D.; Pan, M.-C. An insight concept to select appropriate IMFs for envelope analysis of bearing fault diagnosis. Measurement 2012, 45, 1489–1498. [Google Scholar]
- Saravanan, S.; Yadava, G.S.; Rao, P.V. Condition monitoring studies on spindle bearing of a lathe. Int. J. Adv. Manuf. Technol. 2006, 28, 993–1005. [Google Scholar]
- Lei, Y.; He, Z.; Zi, Y. Application of the EEMD method to rotor fault diagnosis of rotating machinery. Mech. Syst. Signal Process 2009, 23, 1327–1338. [Google Scholar]
- Lei, Y.; Lin, J.; He, Z.; Zuo, M.J. A review on empirical mode decomposition in fault diagnosis of rotating machinery. Mech. Syst. Signal Process 2013, 35, 108–126. [Google Scholar]
- Al-Hamdan, A. Effect of misalignment on the cutting force signature in drilling. J. Mater. Process. Technol. 2002, 124, 83–91. [Google Scholar]
- Wu, T.Y.; Chen, J.C.; Wang, C.C. Characterization of gear faults in variable rotating speed using Hilbert-Huang Transform and instantaneous dimensionless frequency normalization. Mech. Syst. Signal Process 2012, 30, 103–122. [Google Scholar]
- Huang, N.E.; Shen, Z.; Long, S.R.; Wu, M.C.; Shih, H.H.; Zheng, Q.; Yuen, N.C.; Tung, C.C.; Liu, H.H. The empirical mode decomposition and the Hilbert spectrum for nonlinear and non-stationary time series analysis. Proc. R. Soc. Lond. 1998, 454A, 903–995. [Google Scholar]
- Peng, Y. Empirical model decomposition based time-frequency analysis for the effective detection of tool breakage. J. Manuf. Sci. Eng. 2006, 128, 154–166. [Google Scholar]
- Jiang, H.; Li, C.; Li, H. An improved EEMD with multiwavelet packet for rotating machinery multi-fault diagnosis. Mech. Syst. Signal Process 2013, 36, 225–239. [Google Scholar]
- Yu, D.; Cheng, J.; Yang, Y. Application of EMD method and Hilbert spectrum to the fault diagnosis of roller bearings. Mech. Syst. Signal Process 2005, 19, 259–270. [Google Scholar]
- Cheng, J.; Yu, D.; Yu, Y. A fault diagnosis approach for roller bearings based on EMD method and AR model. Mech. Syst. Signal Process 2006, 20, 350–362. [Google Scholar]
- Rai, V.K.; Mohanty, A.R. Bearing fault diagnosis using FFT of intrinsic mode functions in Hilbert-Huang transform. Mech. Syst. Signal Process 2007, 21, 2607–2615. [Google Scholar]
- Peng, Z.K.; Tse, P.W.; Chu, F.L. A comparison study of improved Hilbert-Huang transform and wavelet transform: Application to fault diagnosis for rolling bearing. Mech. Syst. Signal Process 2005, 19, 974–988. [Google Scholar]
- Lin, W.-Y.; Chuang, L.-C.; Young, H.-T. Condition-based shaft fault diagnosis with the empirical mode decomposition method. Proc. IMechE Part B: J. Eng. Manuf. 2010, 225, 723–734. [Google Scholar]
- Pincus, S.M. Approximate entropy as a measure of system complexity. Proc. Natl. Acad. Sci. USA 1991, 88, 2297–2301. [Google Scholar]
- Yan, R.; Gao, R.X. Approximate entropy as a diagnostic tool form machine health monitoring. Mech. Syst. Signal Process 2007, 21, 824–839. [Google Scholar]
- Ocak, H. Automatic detection of elileptic seizures in EEG using discrete wavelet transform and approximate entropy. Expert Syst. Appl. 2009, 36, 2027–2036. [Google Scholar]
- Richman, J.S.; Moorman, J.R. Physiological time-series analysis using approximate entropy and sample entropy. Am J. Physiol. Heart. Circ. Physiol. 2000, 278, H2039–H2049. [Google Scholar]
- Costa, M.; Goldberger, A.L.; Peng, C.-K. Multiscale entropy analysis of complex physiologic time series. Phys. Rev. Lett. 2002, 89, 068102. [Google Scholar]
- Zhang, L.; Xiong, G.; Liu, H.; Zou, H.; Guo, W. Bearing fault diagnosis using multi-scale entropy and adaptive neuro-fuzzy inference. Expert Syst. Appl. 2010, 37, 6077–6085. [Google Scholar]
- Lin, J.-L.; Liu, J.Y.-C.; Li, C.-W.; Tsai, L.F.; Chung, H.-Y. Motor shaft misalignment detection using multiscale entropy with wavelet denoising. Expert Syst. Appl. 2010, 37, 7200–7204. [Google Scholar]
- Serrato, R.; Maru, M.M.; Padovese, L.R. Effect of lubricant viscosity grade on mechanical vibration of roller bearings. Tribol. Int. 2007, 40, 1270–1275. [Google Scholar]
- Wilosn, J.S. Sensor Technology Handbook; Newnes: Oxford, UK, 2005. [Google Scholar]
- Hansen, T.F. Accelerometer mounting techniques. B&K Web Course 2007. [Google Scholar]
- Yang, Z.; Yu, Z.; Xie, C.; Huang, Y. Application of Hilbert-Huang transform to acoustic emission signal for burn feature extraction in surface grinding process. Measurement 2014, 47, 14–21. [Google Scholar]
- Peng, Z.K.; Tse, P.W.; Chu, F.L. An improved Hilbert-Huang transform and its application in vibration signal analysis. J. Sound Vib 2005, 286, 187–205. [Google Scholar]
- Huang, N.E.; Shen, Z.; Long, S.R. A new view of nonlinear water waves: The Hilbert Spectrum. Annu. Rev. Fluid Mech 1999, 31, 417–457. [Google Scholar]
- Costa, M.; Goldberger, A.L.; Peng, C.-K. Multiscale entropy analysis of biological signals. Phys. Rev. E 2005, 71, 021906. [Google Scholar]
- Wu, C.-H.; Kung, Y.-T. A parametric study on oil/air lubrication of a high-speed spindle. Precis. Eng. 2005, 29, 162–167. [Google Scholar]
- Spiewak, S.A.; Nickel, T. Vibration based preload estimation in machine tool spindles. Int. J. Mach. Tools Manuf 2001, 41, 567–588. [Google Scholar]
- Saleem, A.; Diwakar, G.; Satyanarayana, M.R.S. Detection of unbalance in rotating machines using shaft deflection measurement during its operation. J. Mech. Civil Eng 2012, 3, 8–20. [Google Scholar]
- SKF-Catalogue 4950/IE, 2000.
- Cao, H.; Holkup, T.; Altintas, Y. A comparative study on the dynamics of high speed spindles with respect to different preload mechanisms. Int. J. Adv. Manuf. Technol. 2011, 57, 871–883. [Google Scholar]
- Vibration Diagnostic Guide, SKF Reliability Systems, Application Note 5003. Available online: www.budmgt.com/machanic/mcn-pdf/vibration-guide.pdf accessed on 13 April 2015.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Bearing Specification | Grease Charge for Bearings
| ||
|---|---|---|---|
| Less Grease | Recommended Amount | Over-Grease | |
| 7010CE | 0.8 cc | 1.2 cc | 1.6 cc |
| 71908CD | 0.4 cc | 0.48 cc | 0.8 cc |
| Less Grease | Recommended Amount | Over-Grease | |
|---|---|---|---|
| End Scale | 164 | 222 | 230 |
| Total Area | 31 | 55 | 60 |
| Heavy Preload | Medium | Light Preload | |
|---|---|---|---|
| End Scale | 234 | 485 | 493 |
| Total Area | 69 | 99 | 132 |
© 2015 by the authors; licensee MDPI, Basel, Switzerland This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hsieh, N.-K.; Lin, W.-Y.; Young, H.-T. High-Speed Spindle Fault Diagnosis with the Empirical Mode Decomposition and Multiscale Entropy Method. Entropy 2015, 17, 2170-2183. https://doi.org/10.3390/e17042170
Hsieh N-K, Lin W-Y, Young H-T. High-Speed Spindle Fault Diagnosis with the Empirical Mode Decomposition and Multiscale Entropy Method. Entropy. 2015; 17(4):2170-2183. https://doi.org/10.3390/e17042170
Chicago/Turabian StyleHsieh, Nan-Kai, Wei-Yen Lin, and Hong-Tsu Young. 2015. "High-Speed Spindle Fault Diagnosis with the Empirical Mode Decomposition and Multiscale Entropy Method" Entropy 17, no. 4: 2170-2183. https://doi.org/10.3390/e17042170
APA StyleHsieh, N.-K., Lin, W.-Y., & Young, H.-T. (2015). High-Speed Spindle Fault Diagnosis with the Empirical Mode Decomposition and Multiscale Entropy Method. Entropy, 17(4), 2170-2183. https://doi.org/10.3390/e17042170