3.1. Ballistics Testing of Residual Velocity (Stand-Alone Target)
To verify the resistance of the composite plates produced at each reinforcement volume fraction, a residual velocity test was conducted. The results enabled the estimation of essential data regarding the ballistic properties of composites reinforced with carnauba fibers. Consequently, the absorbed energy (Eabs) and the limit velocity (VL) of each tested sample were determined.
Figure 8 shows the experimental points obtained during the ballistics tests for the tested composite samples. The data were derived from the Doppler radar spectrum, along with the continuous polynomial curve adjusted for the analyzed conditions.
A sudden drop in the projectile’s velocity was observed at around 839 m/s, marking the moment of impact on the target. This velocity was defined as the impact velocity (Vi), while the minimum velocity reached after impact was the residual velocity (Vr).
Similar graphs were obtained for the other study conditions. Based on the data from these curves, the limit velocity (V
L) and absorbed energy (E
abs) were determined.
Table 6 presents the results for the average projectile impact velocity (V
i), average residual velocity (V
r), E
abs and its percentage relative to the total energy (%E
abs), and the estimated V
L.
A more effective way to evaluate the absorbed energy values of the composites presented in
Table 6 is through graphical representation of the test data, as shown in
Figure 9.
Table 6 presents the ballistics data obtained for different materials, including pure epoxy (EPO), Kevlar
®, and epoxy composites reinforced with carnauba fibers in volume fractions of 10% (EC10), 20% (EC20), 30% (EC30), and 40% (EC40). The parameters evaluated include the initial velocity (V
i), residual velocity (V
r), absorbed energy (E
abs), percentage of absorbed energy (%E
abs), and the limiting velocity (V
L). These results were used to evaluate the efficiency and the potential use of the tested materials.
Pure epoxy (EPO) exhibited a high residual velocity (Vr = 827.0 ± 6.0 m/s) and absorbed relatively low energy (Eabs = 241.0 ± 42.0 J), indicating limited resistance to ballistics. The limit velocity (VL = 196.0 ± 32.0 m/s) was lower compared with the composites with carnauba fibers, confirming the low efficiency of pure epoxy for ballistics applications. Kevlar®, widely used in armor, showed a residual velocity (Vr = 841.0 ± 7.0 m/s) similar to that of pure epoxy, but absorbed significantly less energy (Eabs = 58.0 ± 29.0 J). The limit velocity (VL = 109.0 ± 7.0 m/s) was lower than that of all the epoxy–carnauba composites, although the fiber-reinforced materials showed greater capacity to dissipate the projectile’s kinetic energy.
Carnauba fiber-reinforced epoxy composites demonstrated superior performance compared with Kevlar® or pure epoxy. EC10 (10% fibers) showed the highest absorbed energy (Eabs = 264.5 ± 15.0 J) and the highest percentage of absorbed energy (%Eabs = 8.1 ± 0.55%), reflecting good interaction between the epoxy matrix and the fiber reinforcement at the lowest volumetric fraction. Its limit velocity (VL = 233.4 ± 6.7 m/s) was the highest among all materials tested, demonstrating high resistance to ballistic impact.
With the increase in the fiber volume fraction, there was a reduction in the absorbed energy and in the overall efficiency of the material. EC20 (20% fibers) and EC30 (30% fibers) presented lower absorbed energy values (237.8 ± 9.3 J and 221.9 ± 33.9 J, respectively) and lower percentage efficiency (7.4 ± 4.3% and 6.8 ± 0.9%, respectively). These results may have been associated with interlaminar failures or lower cohesion between the fibers and the epoxy matrix as the reinforcement fraction increased.
The EC40 (40% fibers) demonstrated an interesting balance between energy absorption (Eabs = 240.0 ± 24.7 J) and dimensional stability after impact, with a limiting velocity (VL = 222.2 ± 11.2 m/s) close to that of the EC10. Despite presenting a slightly lower percentage efficiency (%Eabs = 7.0 ± 0.7%), this composite stood out for its structural resistance and ability to maintain integrity in the face of ballistic impact, which is essential for armor.
In summary, the epoxy–carnauba composites showed greater efficiency than pure epoxy and Kevlar®, especially in their ability to absorb kinetic energy. EC40 stood out as the most suitable material, combining good energy absorption and structural stability, reinforcing its potential for use in multilayer armor systems.
Joint analysis of the data from
Table 6 and
Figure 9, considering the average values, revealed variation in the absorbed energy results. A reduction in the average absorbed energy was observed for composites with 20% and 30% fiber volume, a trend also identified in other studies [
52]. In contrast, composites with 40% fiber volume exhibited higher average absorbed energy than those with 10%, 20%, or 30% fiber volume. The composite with 10% fibers showed higher average absorbed energy compared with those with 20% or 30% fiber volume. This behavior may have been associated with the brittle nature of the matrix, leading to formation of fractures on the surface after ballistic impact [
53].
To assess the influence of fiber percentage in the composites on absorbed energy, variance analysis (ANOVA) was applied to the obtained values.
Table 7 presents the ANOVA results for absorbed energy as a function of fiber percentage in the composites.
Table 7 presents the statistical parameters affecting the reliability of the results. Comparing the calculated F-value (F
calc = 3.586) with the tabulated F-value (F
Tab = 2.947) shows that F
calc < F
Tab. This confirms with 95% confidence the hypothesis of equality between the treatment means. Consequently, the fiber volume fraction in the composite did not have a direct influence on the absorption of kinetic energy from the projectile.
To determine which composites exhibited variations in absorbed energy concerning the percentage of carnauba fibers, the Tukey test with a 95% confidence level was applied for comparison of means. The minimum significant difference (
m.s.d) found was 37.0.
Table 8 presents the comparison of data between treatment means.
The Tukey test results in
Table 8 indicate that the composite with 30% carnauba fibers (EC30—221.9 J) showed a significant difference in its average absorbed energy compared with the composite with 10% fibers (EC10—264.5 J). With a 95% confidence level, this confirmed a significant difference in the absorbed energy values between these two composites as the fiber fraction increased.
Another important factor when evaluating materials for ballistics shielding is dimensional integrity. In this test, all samples were perforated and penetrated by the projectile, allowing determination of the parameters presented in
Table 6. The tested samples are shown in
Figure 10.
The plate with 10% carnauba fiber reinforcement exhibited fracture and fragmentation of the brittle epoxy matrix after ballistic impact, as highlighted in
Figure 10a. In ballistics applications, fragmentation is an undesirable issue, as it compromises material integrity. Similarly, the plate with 20% fiber volume displayed delamination cracking following the ballistic impact, as shown in
Figure 10b.
The samples with 30% fiber reinforcement (
Figure 10c) exhibited better dimensional stability than those with 10% or 20% fibers. However, they developed small cracks along their length. These visible cracks suggested potential failures due to delamination, likely to have been caused by exposure to multiple ballistic impacts [
54,
55].
The 40% fiber-reinforced plates demonstrated better structural integrity after ballistic impact (
Figure 10d), with no visible cracks or deformations observed along their surface. This behavior is highly desirable for materials intended for ballistics applications, as supported by several studies [
29,
56].
The composite with 40% fibers (EC40) stood out as the best among those evaluated, due to its greater dimensional stability after ballistic impact. This can be attributed to the higher proportion of fibers in the polymer matrix, contributing to a more efficient distribution of impact energy. This feature resulted in less permanent deformation and better structural integrity after impact.
Furthermore, the greater fraction of fibers increased the material’s capacity to absorb and redistribute ballistic energy (Eabs), even though, according to the data presented, there were no significant differences in the absolute values of absorbed energy (Eabs) between the composites. However, the EC40 structure enabled more optimized behavior, minimizing critical failures and promoting superior performance under impact conditions.
Finally, the synergy between the epoxy matrix and the carnauba fibers in the EC40 composite may have provided a better fiber–matrix interface, ensuring greater use of the mechanical properties of the fibers and better overall performance in ballistic applications.
To gain a better understanding of the fracture mechanisms occurring during ballistic impact, SEM micrographs were taken of the regions impacted by the projectile. The images obtained for samples with 10% and 40% fiber volume are shown in
Figure 11.
Analyzing the behavior of the composite with 10% fibers (
Figure 11a,b), several fracture mechanisms were identified. Although there was no significant difference in the absorbed kinetic energy value, the 10% fiber composite exhibited relatively higher absorption than the other composites. This characteristic was associated with brittle fracture mechanisms of the matrix, combined with absorption of kinetic energy in the reinforcement phase (
Figure 11b) [
29,
57]. However, considering the post-impact appearance, the behavior observed in the composite with 10% fibers was undesirable, indicating that the fiber reinforcement was not effective at this fraction [
58].
In the composite with 40% fibers (
Figure 11c,d), the ballistic impact region exhibited chaotic behavior, making it difficult to identify the dominant fracture mechanisms due to the higher fiber concentration. As the fiber volume fraction in the composite increased, the impact resistance of the material also improved, leading to the activation of more complex fracture mechanisms [
58].
Although the average absorbed kinetic energy of the 40% fiber composites was statistically similar to that of the other composites, these samples exhibited superior dimensional stability after ballistic impact. This characteristic is highly desirable for materials used in ballistics armor.
For all fiber fractions analyzed, the parameters obtained in the residual velocity test exceeded the energy absorbed by Kevlar fabric (58 J) [
59]. This, combined with the dimensional stability observed in the 40% fiber composite, underscores the promising performance and quality of the studied composites.
Given the above findings, it can be concluded that when used individually in the dimensions studied, the composite plates reinforced with carnauba fibers were unable to withstand the energy levels generated in the ballistic event analyzed. Therefore, these composites, when applied alone, cannot endure the stresses involved in a level III ballistic event and cannot provide effective protection against 7.62 mm projectiles. For this type of ammunition, the projectile velocity exceeds 800 m/s, as shown in
Table 6, whereas the studied materials could only withstand projectile velocities between 213 and 233 m/s.
3.2. Back-Face Signature (BFS) Depth Testing of the Multilayered Armor System (MAS)
The BFS tests aimed to assess the feasibility of using epoxy–carnauba composites as an intermediate layer in an MAS. The trauma results obtained after ballistic impact for the evaluated MAS are presented in
Table 9 and
Figure 12.
Table 9 presents the ballistic deformation depth (BFS—back-face signature) values for epoxy composites reinforced with carnauba fibers, evaluated as the second layer of a multilayer armor system (MAS) against 7.62 mm ammunition projectiles. The data compare the different volume fractions of fibers in the composites (EC20, EC30 and EC40), while the maximum acceptable deformation limit is established at 44 mm, according to literature reference [
29].
The EC20 composites (20% fibers) showed an average deformation depth of 34.9 ± 2.6 mm, well below the acceptable limit of 44 mm. This result indicates good performance in dissipating ballistic impact energy, despite higher deformation than composites with a higher volume fraction of fibers. The EC30 composites (30% fibers) showed an even smaller deformation depth, with an average value of 32.8 ± 5.7 mm. Compared with EC20, this reduction suggests that the increase in fiber fraction improved resistance to impact deformation, which is in line with the expectations for a more structurally reinforced material. The EC40 composites (40% fibers) presented the best results with the lowest deformation depth among the analyzed groups, reaching 31.2 ± 2.9 mm. This performance demonstrated the superiority of composites with a higher volume fraction of fibers in terms of structural stability and their ability to resist the transfer of impact energy to the side opposite the plate.
Pure epoxy (EPO) and composite materials with 10% fibers (EC10) were not evaluated in this configuration, because they are not considered viable or sufficiently resistant for application as a second layer in an MAS.
In general terms, all the composites tested (EC20, EC30 and EC40) presented deformation depths well below the maximum limit of 44 mm established as a safety criterion. This highlights the potential of carnauba fibers as reinforcement in epoxy composites for ballistics armor, with emphasis on the EC40 composite that demonstrated the lowest deformation and consequently, the highest efficiency.
In all the MAS configurations evaluated, the projectile did not penetrate the target. The EC40 samples exhibited the lowest average trauma depth (31.2 mm), while EC20 samples had the highest average depth (34.9 mm). However, considering the sampling deviation highlighted in
Figure 12, the samples demonstrated similar behavior. This finding is further confirmed by
Table 10, showing the results of ANOVA used to compare the trauma depths resulting from ballistic impact.
Since F
cal (1.33) < F
Tab (3.68), the hypothesis of a significant difference between the means of the evaluated groups was rejected at a 95% confidence level. However, the EC20, EC30, and EC40 samples showed trauma depths below the maximum limit (44 mm) set by NIJ. The samples after ballistic impact are illustrated in
Figure 13.
Comparing the data from this study with the values reported by Da Luz et al. [
29] for a Dyneema
® (UHMWPE) plate, commonly used in ballistic vests, the epoxy–carnauba composites exhibited lower indentation values. This finding underscores the feasibility of using these materials as a component in an MAS for level III armor.
3.3. Computer Simulations
3.3.1. Engineering Constants Obtained with the RVE Model
According to the applied RVE model, representative unit cells of the studied composites were generated, incorporating the mechanical properties of epoxy resin and natural carnauba fiber [
12,
13]. The obtained representative volumes are illustrated in
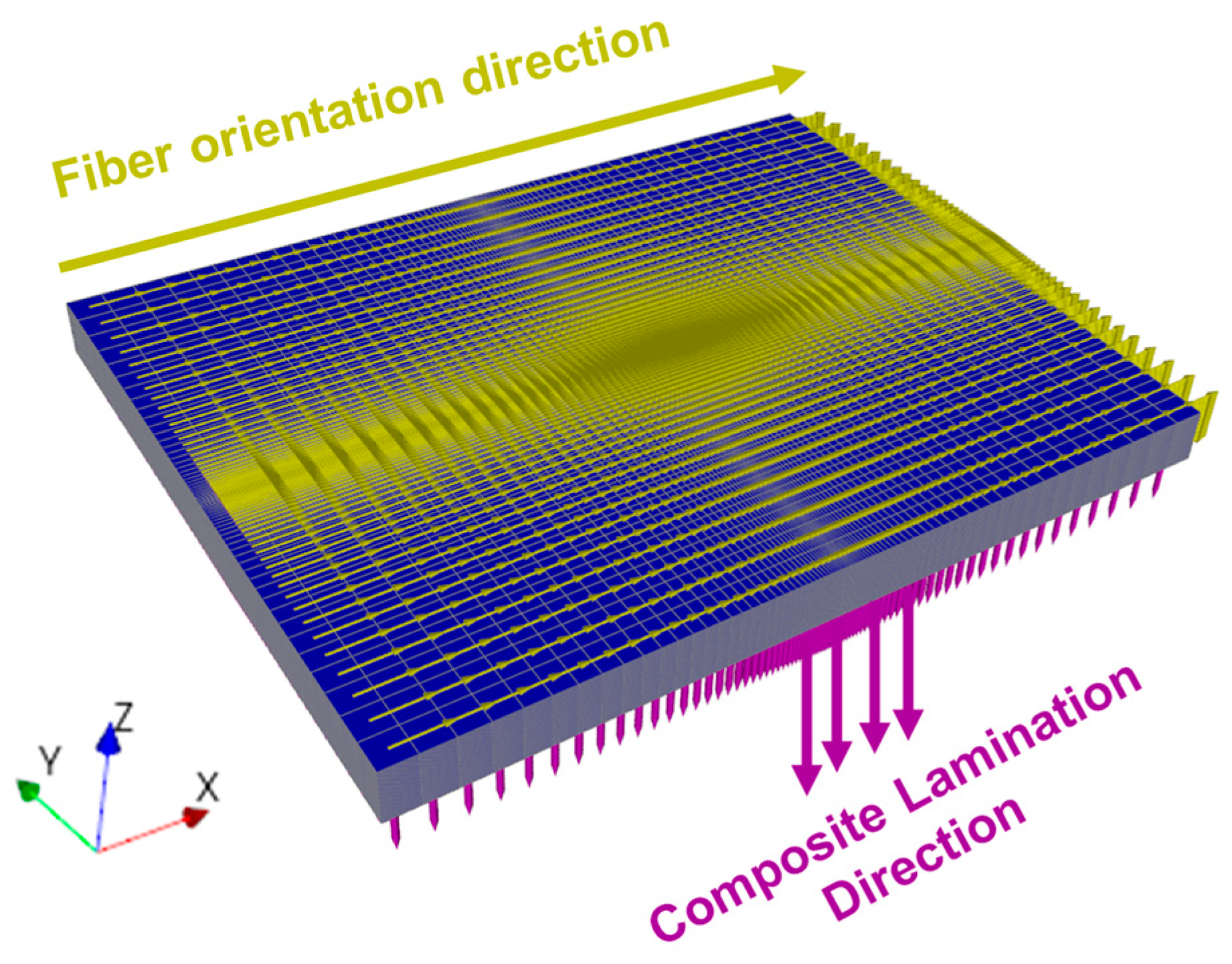
Figure 14, along with the generated meshes and the tensor orientation of the fibers.
The analysis shown in
Figure 14 revealed that the generated elements exhibited a well-distributed arrangement within the RVE, with a regular mesh, ensuring test stability and enhancing the reliability of the obtained properties [
13,
48]. The engineering constants determined using the RVE model for composites with 10%, 20%, 30%, and 40% carnauba fiber volume are presented in
Table 11.
Table 11 presents the engineering constants obtained through the RVE (representative volume element) model for epoxy composites reinforced with carnauba fibers in different fiber volume fractions: 10% (EC10), 20% (EC20), 30% (EC30), and 40% (EC40). The parameters analyzed include the elastic moduli in different directions (E
1, E
2, E
3), the shear moduli (G
12, G
23, G
31), the Poisson’s ratios (ν
12, ν
13, ν
23), and the density of the composites. These values are essential for characterizing the mechanical behavior of the materials.
The elastic moduli (E1, E2, E3) showed a decreasing trend with the increase in the volume fraction of fibers. For the EC10 composite, the moduli had close values (E1 = 1648.1 ± 0.88 MPa, E2 = 1647.6 ± 0.93 MPa, E3 = 1647.6 ± 0.93 MPa), indicating isotropic behavior in the principal directions. At EC40, the values dropped to E1 = 1612.4 ± 0.84 MPa, E2 = 1610.9 ± 0.87 MPa, E3 = 1610.9 ± 0.84 MPa, suggesting that increasing the fiber fraction reduced the material stiffness, possibly due to the less efficient matrix–fiber interface at high concentrations of reinforcement.
The shear moduli (G12, G23, G31) followed the same trend of reduction with the increase in the fiber fraction. At EC10, the values were around 611.59 ± 0.23 MPa, while at EC40, they fell to 602.02 ± 0.22 MPa, evidencing lower shear strength as more fibers were introduced into the composite.
Poisson’s ratios (ν12, ν13, ν23) varied little between samples and remained around 0.34, indicating that lateral deformation was relatively constant in relation to longitudinal deformation, regardless of the fiber volume fraction. This stability in Poisson’s ratios suggests that the elastic behavior of the composite was not significantly affected by the changes in fiber content.
The density of the composites increased with the volume fraction of fibers, going from 1.10 ± 2.23 g/cm3 in EC10 to 1.11 ± 2.10 g/cm3 in EC40. This increase was associated with the higher concentration of fibers, which had a higher density than the epoxy matrix. This feature is important in applications where weight is a critical factor, such as in the armor industry.
In summary, the table shows that increasing the volume fraction of carnauba fibers reduced the elastic and shear moduli, while increasing the density of the composite. Despite the reduction in stiffness, the values obtained still indicated good mechanical performance, especially for intermediate fiber fractions, as in the case of EC20 and EC30, which presented a balance between stiffness and density. This highlights the potential of these composites for applications where weight reduction and good mechanical properties are essential.
When comparing the modulus of elasticity in direction 1 (E
1) obtained from the RVE model against data from other studies on epoxy–carnauba composites, it was observed that the values in the present research were relatively lower than those reported by Junio [
12]. Additionally, E
1 values tended to decrease as the fiber volume fraction increased, in contrast with the trend reported by Junio [
12]. This variation can be attributed to the significant variability in the mechanical properties of natural lignocellulosic fibers (NLFs) within the composite [
60,
61]. Factors that influence mechanical behavior, such as surface roughness and interfacial tension between materials, were not explicitly accounted for in the RVE model. Consequently, this limited discretization led to differences between the RVE-predicted properties and those obtained in the experimental tests [
62].
The properties obtained in this section were assigned as layers in the modeling of the composite plate, considering fiber volume fractions of 10%, 20%, 30%, and 40%. The homogenized properties of the composites are presented in the following section.
3.3.2. Composite Modeling (ACP)
The assembly of composites using ACP has proven to be a valuable tool for studying composite laminates, offering various features to predict the mechanical properties of the analyzed materials [
25,
26].
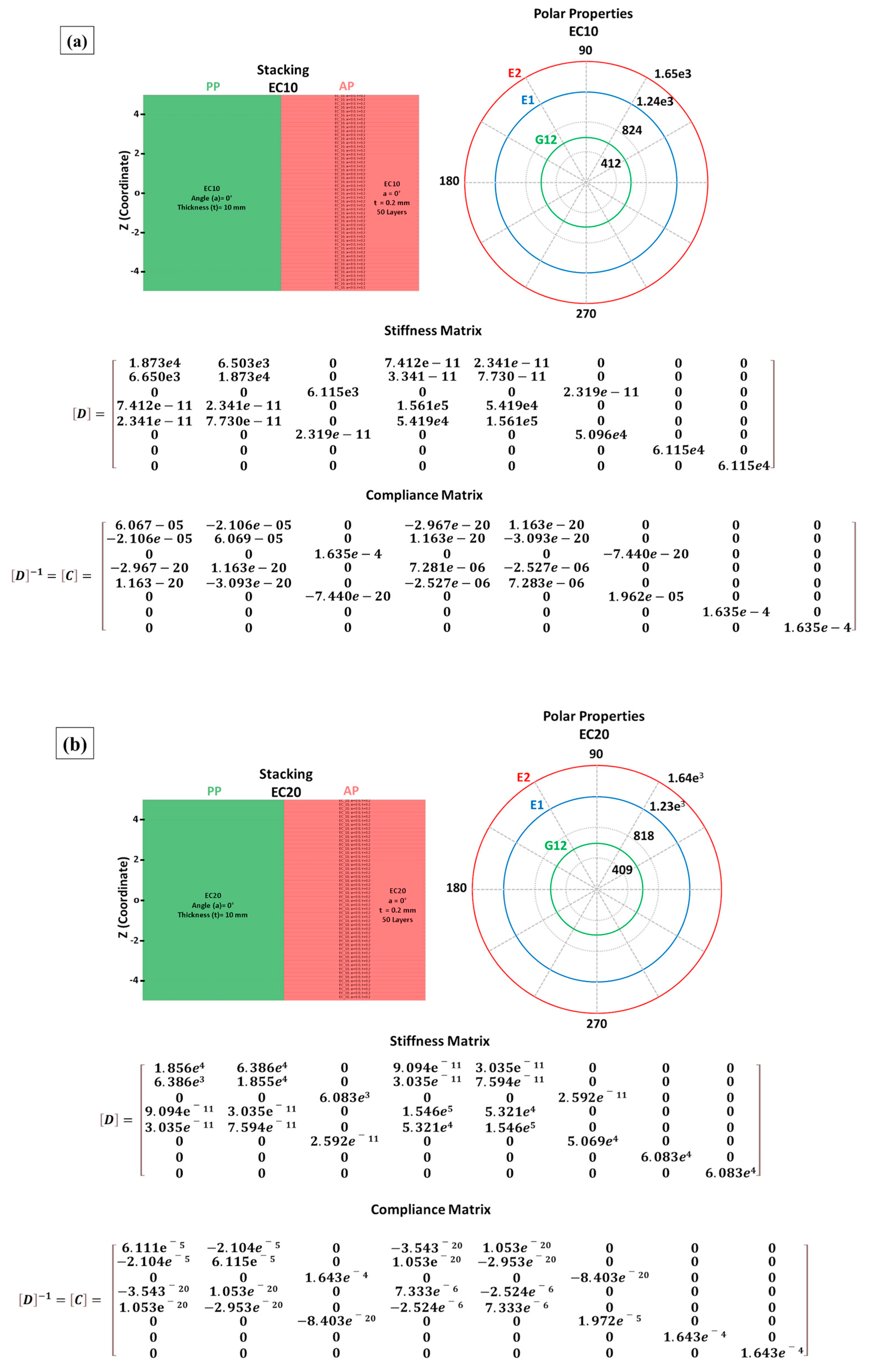
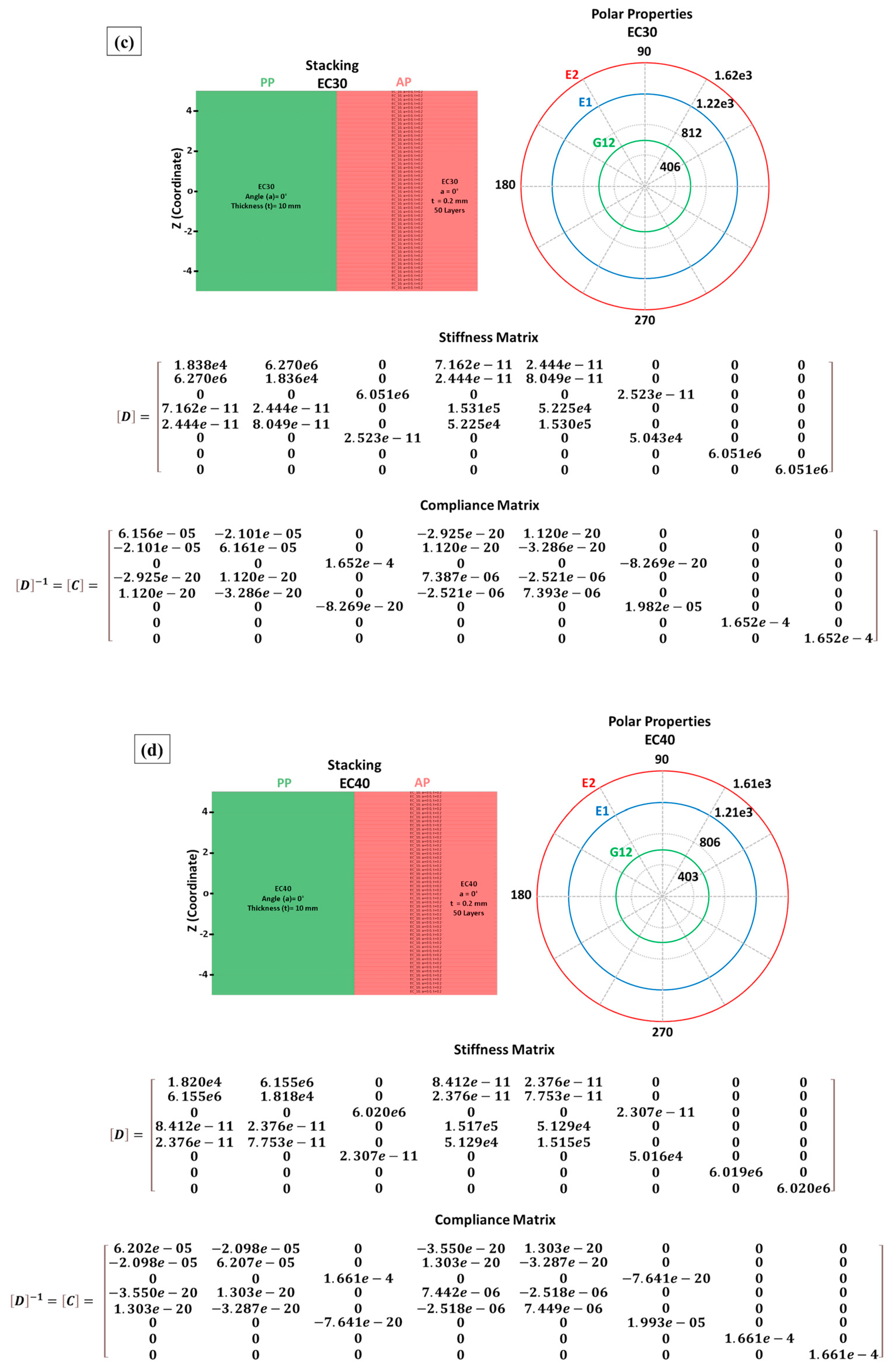
Figure 15 illustrates the discretized layers, polar properties, stiffness matrix, and compliance for each evaluated composite.
The properties shown in
Figure 15 can be better understood by determining the engineering constants related to the laminate [
1,
63]. This approach was applied, and the obtained values are presented in
Table 12.
The data in
Table 12 reveal a trend of decreasing laminate properties as the fiber volume fraction increased. This occurred because the model partially applied the rule of mixtures to estimate some properties [
64], using the relationships between fiber properties and their fractions as a basis for calculation. Additionally, the laminate exhibited properties similar to those obtained by the RVE model. This similarity arose because the laminate was discretized as unidirectional, as shown in
Figure 5, meaning there was no fiber angulation between layers. Consequently, no significant variation in properties occurred between the modeled layers, leading to results consistent with those predicted by the RVE model [
1,
21].
The composite assembly, along with the mechanical properties obtained for the laminates, was imported into the Ansys Explicit Dynamics® module for ballistics simulation. The data obtained from the Explicit Dynamics simulation are presented in the next section.
3.3.3. Stand-Alone Ballistics Simulation
According to the NIJ standard, used as a reference to validate the results of this study, the average projectile velocity is 850 m/s. This velocity was adopted as the initial velocity in the simulation [
65,
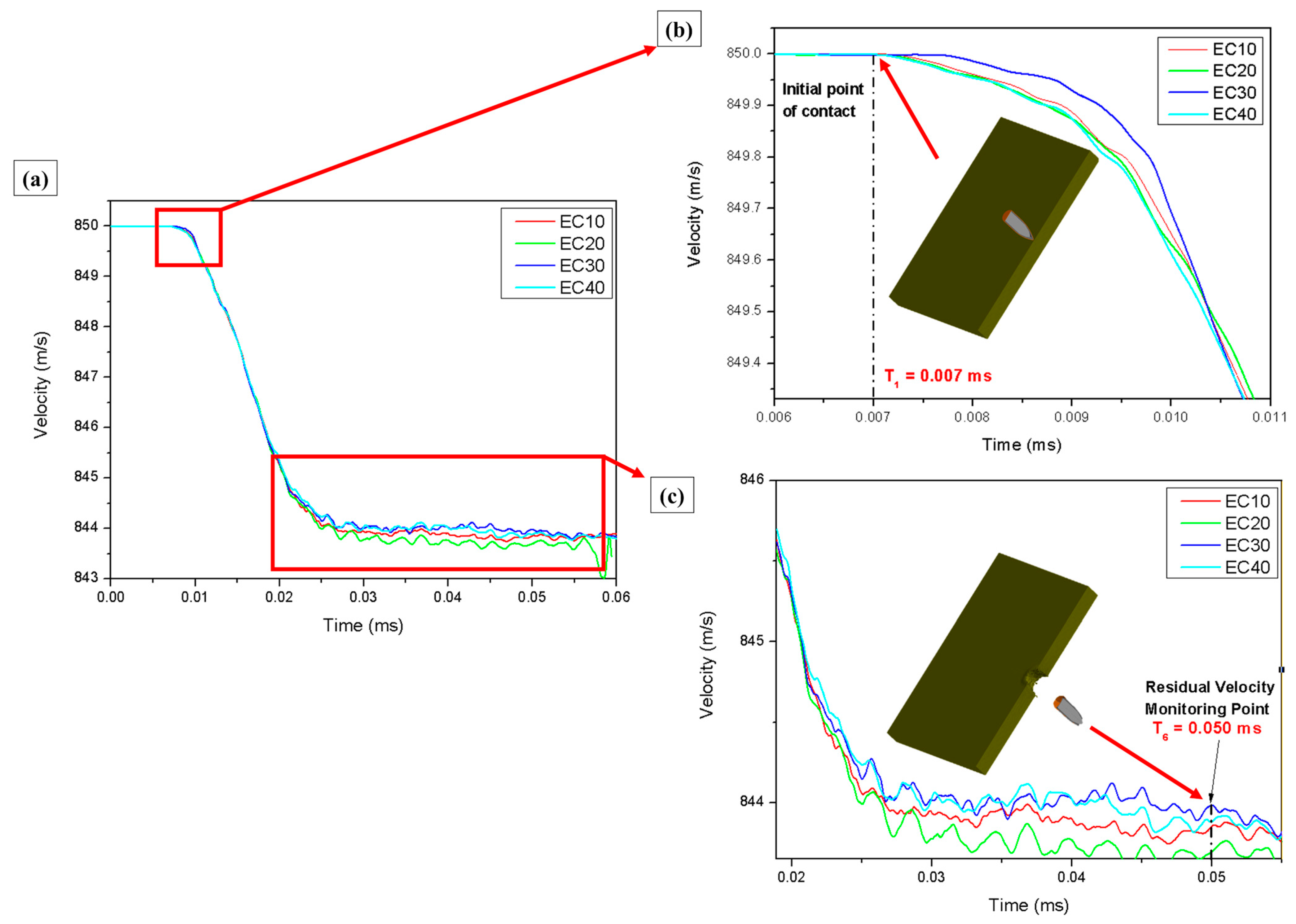
66]. The curves obtained from the computer simulation of the ballistics event are shown in
Figure 16.
Figure 16 shows that the initial projectile velocity (850 m/s) was observed at T
0 (0 ms) under all simulation conditions. After T
1 (0.007 ms), a decrease in projectile velocity began, marking the moment of initial contact between the projectile and the target, as highlighted in
Figure 16b. The residual velocity in the simulation was determined based on the velocity recorded at T
6 (0.050 ms). The residual velocities obtained for each test at T
6 are presented in
Table 13, alongside the average values from the experimental tests for comparison.
As detailed in
Table 13, the initial velocity in the experiments was slightly lower than that used in the simulations. The residual velocity in the experiments was considerably lower than in the simulations, implying greater absorption of energy in the real tests. The energy absorbed by the materials in the experiments was much higher than that predicted by the simulation, which can be attributed to simplifications or limitations of the numerical model used.
Among the possible causes for the variation in the properties presented in the numerical model, material properties (elasticity modulus, tensile strength, density, etc.) were generally assumed to be constant and homogeneous, while in the real world, they can vary due to factors such as heterogeneity of the epoxy–carnauba matrix and uneven distribution of fibers. The real behavior of reinforcements such as carnauba fibers includes complex interactions between the matrix and the fibers, which may not be adequately represented in simulation.
During ballistic impact, materials experience complex dynamic behaviors (such as delamination, cracking, and plastic deformation) that can be difficult to model accurately. Also, the simulation may not accurately capture projectile contact and interactions with the material, such as friction and energy dissipation due to local deformation.
Numerical ballistics simulations have advanced significantly, providing greater accuracy in predicting the behavior of projectiles and targets. However, there are still computational limitations that affect the fidelity of analysis compared with experimental tests. Detailed ballistics models require high processing power, especially when involving methods such as the finite element method (FEM).
The need for refined meshes and complex calculations can make simulations slow, limiting their scalability to multiple scenarios. Ballistic materials such as metal alloys, ceramics, and polymers have highly non-linear dynamic behaviors that are difficult to represent accurately. Models that do not correctly include phenomena such as dynamic fatigue, thermomechanical effects, and phase transitions can lead to inaccurate predictions. The fragmentation behavior of the target material and the projectile are still difficult to model with high accuracy, especially when secondary fragmentation and multiple interactions between particles occur. Lack of precision in this aspect can result in discrepancies between simulated and experimental results.
Although ballistics simulations have advanced significantly, there are still computational challenges that impact their accuracy and applicability. The integration of new computational techniques, improvements in materials modeling, and the use of AI can provide more reliable and efficient simulations. However, to ensure the accuracy of the models, rigorous validation with experimental data is essential, maintaining a continuous cycle of improvement between simulation and physical testing. With these improvements, computational models can become increasingly robust tools for applications in defense engineering, armor development, ammunition design, and forensic investigations, reducing costs and optimizing ballistics processes.
The simulation process reached a total time of 0.06 ms. During the first 0.03 ms, the projectile’s velocity decreased exponentially, followed by a steady decline until it came to a complete stop. Comparing the simulation results with the experimental tests, a difference in residual velocity was observed. The experimental values showed a lower residual velocity than those predicted by the simulation model [
46,
67]. Additionally, the impact velocities in the experimental tests were lower than the velocity used in the simulation, which naturally led to lower residual velocities in the experiments. It is also important to note that the proposed model does not account for external factors such as gravity and air friction. As a result, the simulation did not include reductions in velocity due to these interactions. Furthermore, the model does not consider brittle fracture-induced cracks, which play a significant role in dissipating the kinetic energy of the projectile after impact [
29].
Numerical ballistics simulation has become an essential tool to complement and optimize experimental tests in various applications, from the military industry to the development of ballistics protection materials. The correlation between simulations and experimental results allows the validation of computational models and reduces the need for expensive physical tests. Numerical methods such as the finite element method (FEM) are used to predict the behavior of projectiles when impacting different targets. These computational models take into account variables such as initial projectile velocity, impact angle, material composition, and thermodynamic effects. Comparing these results with real experiments, one can adjust the model’s parameters and improve its accuracy. For the development of armor, numerical simulation allows evaluation of different compositions and thicknesses of materials before building real prototypes, while in military and security training, numerical models can help predict the effectiveness of protective barriers and defensive structures in different scenarios. By integrating numerical simulations with experimental data, ballistics research gains in efficiency, cost-effectiveness and reliability, allowing faster and more accurate technological advances in this area.
The proposed model enabled the generation of images depicting the projectile’s kinematics upon impact with the target plate at the specified velocity [
42,
68].
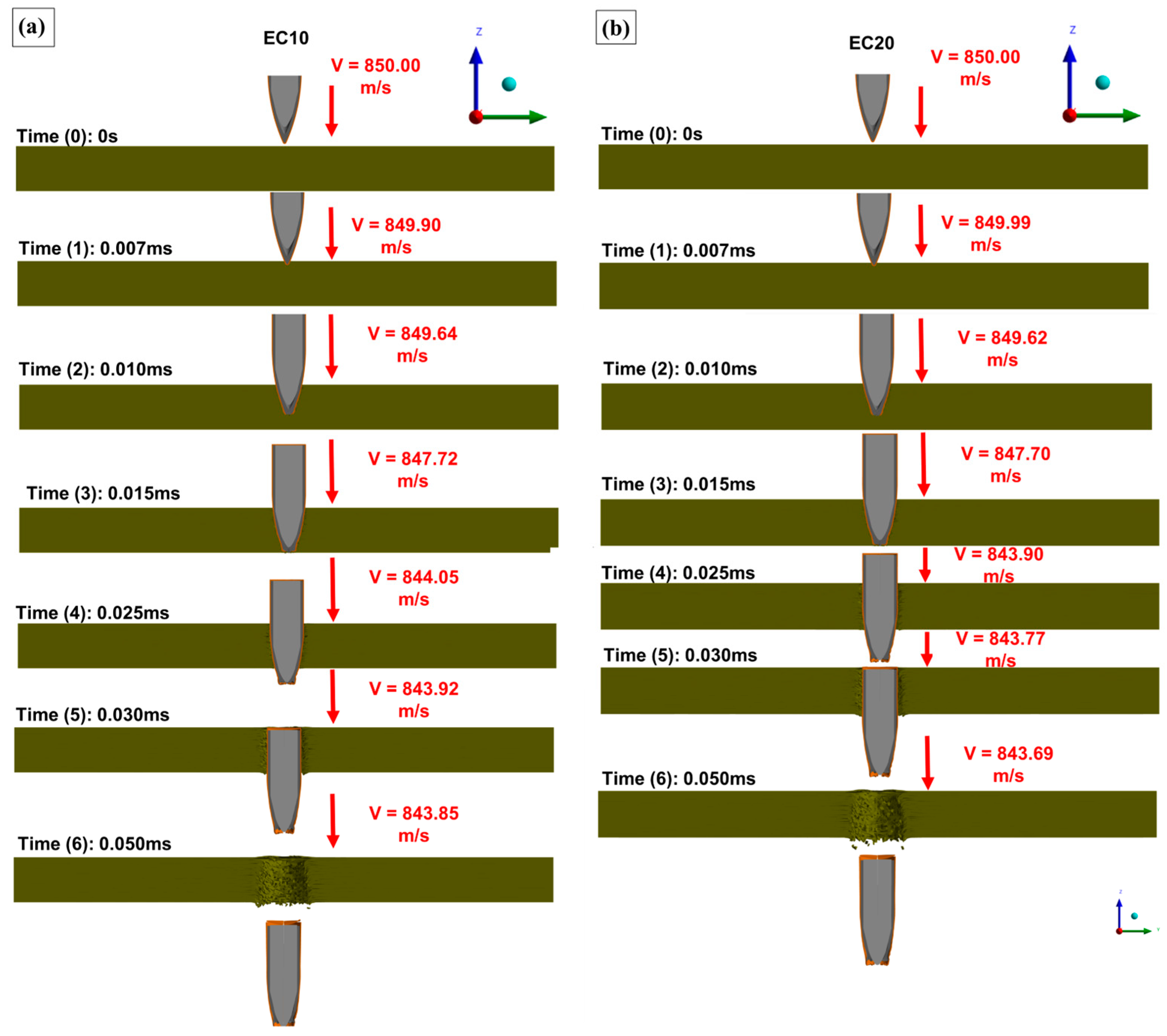
Figure 17 illustrates the ballistic impact phenomenon observed under the four evaluated conditions, with the projectile–target assembly plotted in a cross-sectional view for analysis.
In
Figure 17, the projectile penetration process in the evaluated targets can be identified. The selected simulation time frames shown in
Figure 17a–d represent different stages of projectile penetration, highlighting the precise position of the projectile at each time interval. Additionally, flaws in the modeled layers due to projectile penetration were observed, enabling comparison between the projectile’s perforation of the targets and the residual velocities plotted in
Figure 16. This visual representation provided a better understanding of the modeled behavior during ballistic impact [
69]. A plot of the damaged sections of the composites was generated, and the equivalent plastic strain (EPS) was monitored using rainbow and grayscale representations. This plot is shown in
Figure 18.
Analyzing
Figure 18, the failure behavior of the composites was found to be similar to that observed in the experimental tests. The projectile fully perforated all plates during the simulation, mirroring the results obtained in the experimental analyses (
Figure 10). The rupture of the layers primarily occurred due to shearing, with plastic deformation regions surrounding the failed areas, highlighted in light blue tones [
29,
58]. Additionally, grayscale plotting revealed delamination between the modeled layers, characterized by dark longitudinal regions visible in the figures. Fragments from the plates, which emerged after the ballistic impact, were also identified, and are likely to have resulted from layer failures in the modeled composite.
Another important factor to highlight is that the EC10 and EC20 samples exhibited macroscopic longitudinal cracks after ballistic impact. However, this behavior was not replicated in the simulation model, as the EC10 and EC20 simulations did not account for brittle fracture mechanisms due to the absence of brittle fracture modeling. A plastic deformation process was observed in the projectile, as highlighted in
Figure 18, resulting from its interaction with the composite layers [
66]. Significant degradation was identified in the brass and lead components of the projectile was identified, attributed to the erosion processes applied in the model. In contrast, the steel core of the projectile exhibited minimal deformation compared with the other metals, due to its higher mechanical strength. Overall, both the projectile and the targets demonstrated acceptable plastic deformation behavior, providing valuable insights into the deformation mechanisms of the materials involved in the ballistic event [
70].
Another way to understand the efforts generated during the simulation in question is by plotting the total energy of the event and recorded contact forces, as shown in
Figure 19a and
Figure 19b, respectively. The energy graphs were plotted for a projectile velocity of 850 m/s, with the projectile mass reported by the simulation as (9.4 × 10
−3 kg), generating a projectile kinetic energy of 3395 J delivered to the target [
71]. In the case of the ballistics event in question, the main energy absorption mechanisms were shear, friction between the target and projectile, and stretching or failure due to traction in the fiber region. The compression caused by the projectile on the target also absorbed part of the kinetic energy, and the rest of the energy from the process dissipated via other mechanisms [
72,
73].
Figure 19b shows the contact forces on the target (C
FT) and projectile (C
FP) that occurred during the ballistic event, highlighting the position of the projectile in relation to the simulation times (T
0, T
1, T
2, T
3, T
4, T
5, T
6). A contact time of 0.043 ms was identified, being the time elapsed from the beginning of contact (T
0 = 0 ms; C
FT = 0 N) of the projectile with the target until exit (T
6 = 0.050 ms; C
FT = 0 N). A sudden increase in the contact force was initially observed until the time interval T
1 (0.007; C
FT = 3617 N), at which time the projectile made contact with the target and promoted the first shear fractures; this increase in contact force represents the target’s resistance to penetration at instant T. At T
2 (0.010 ms; C
FT = 4807 N) there was a variation in the contact force; this characteristic indicates the passage of the sharp tip of the projectile as the thickest section of the projectile (side) comes into contact with the fractured region of the target. At T
4, the greatest contact force was identified during the simulation process (C
FT = 6922 N) at the point representing the largest area of surface contact between the projectile and the interior of the target. This time translated into the fracture of the last layer to be broken from the composite, after which there was a significant reduction in the target contact force [
74,
75]. At T
4 (0.025 ms; C
FT = 290 N) and T
5 (0.030 ms; C
FT = 49 N), rupture of the last layer of the composite had already occurred and the contact force between the projectile and the target translated into just the friction between the surfaces of materials. This fact highlights the decision taken to monitor this time interval as a residual velocity monitoring point.



 ,
, 



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}