Effect of Carbon Fillers on the Wear Resistance of PA6 Thermoplastic Composites



Abstract
:1. Introduction
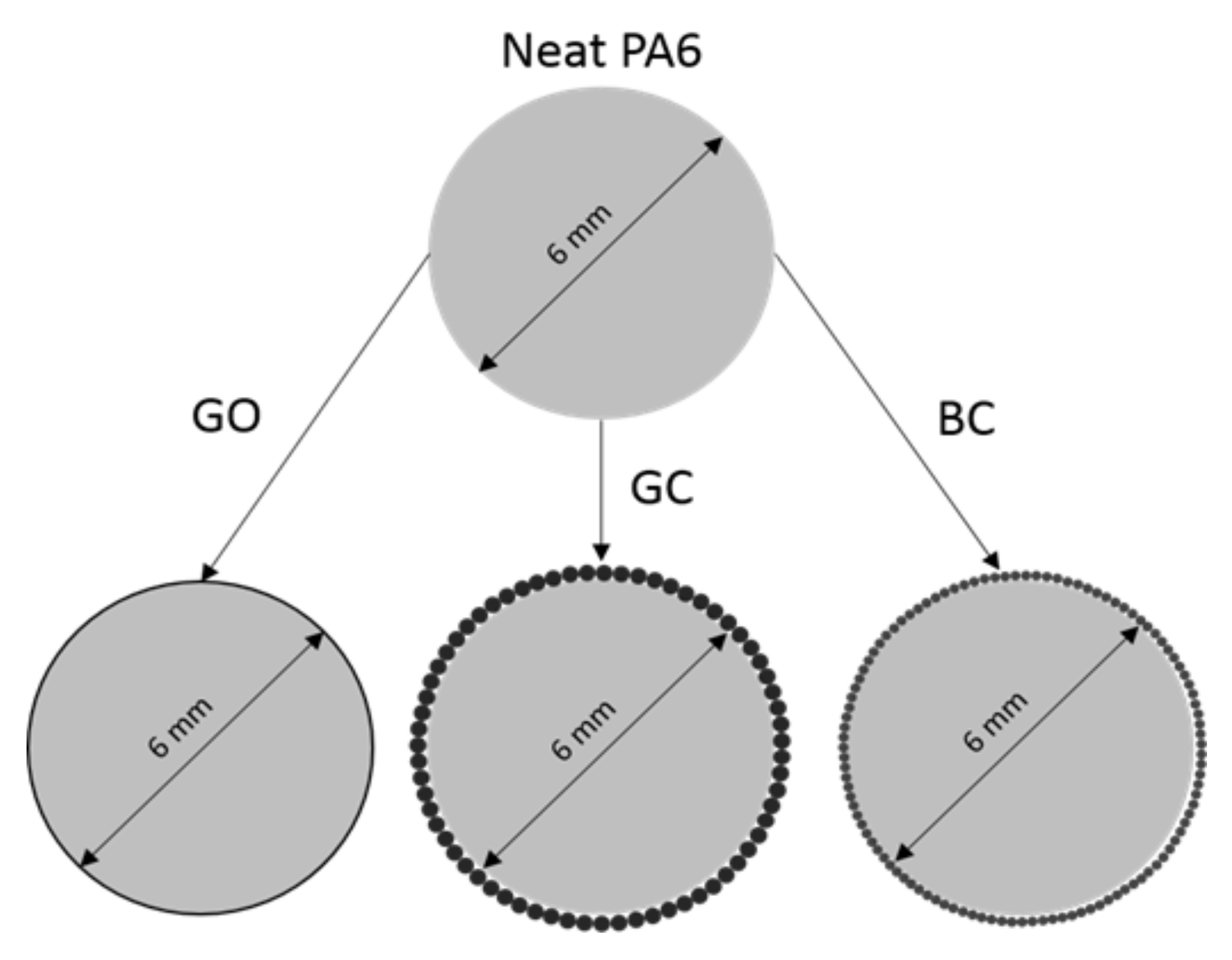
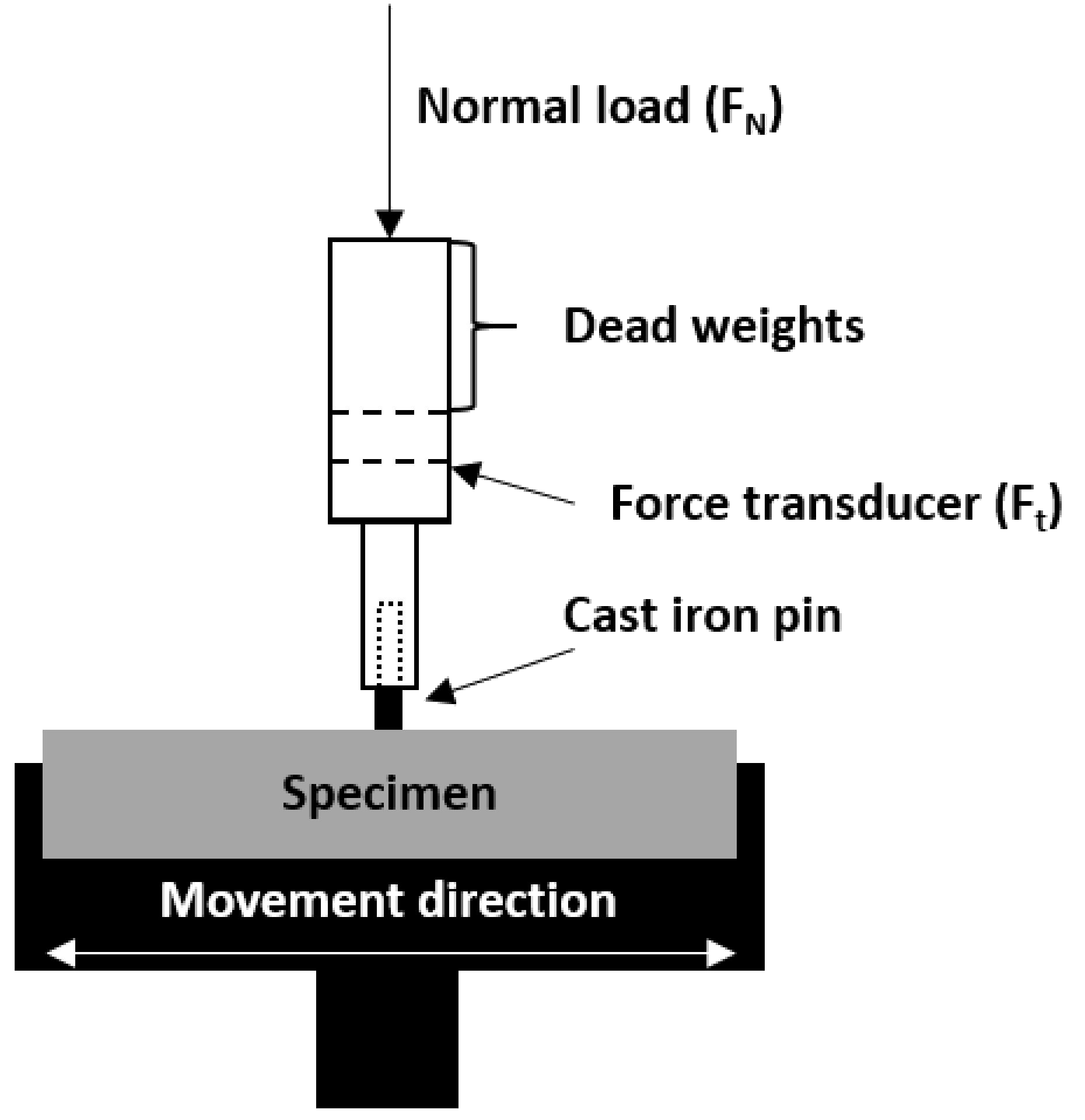
2. Materials and Methods
3. Results and Discussion
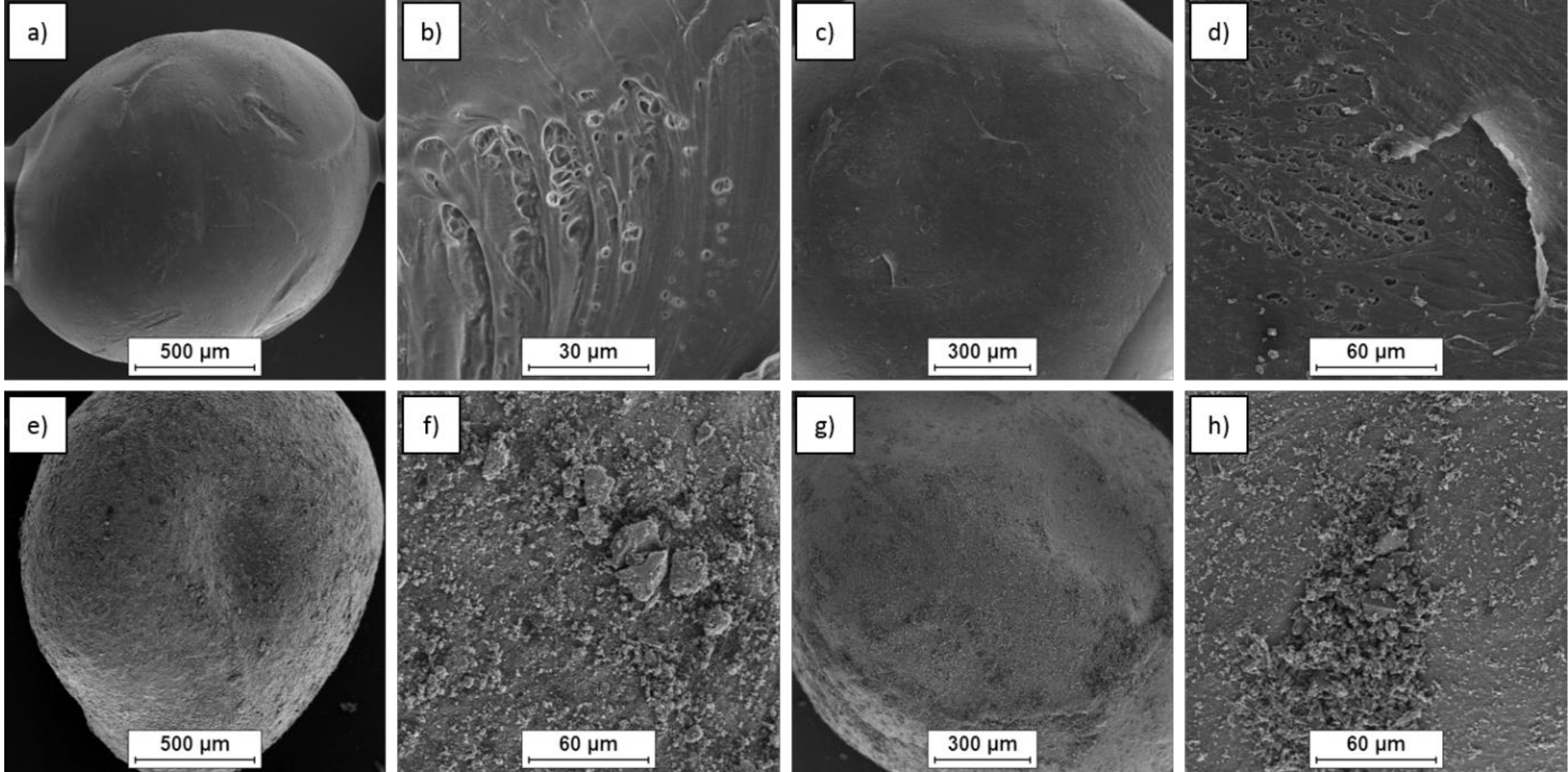
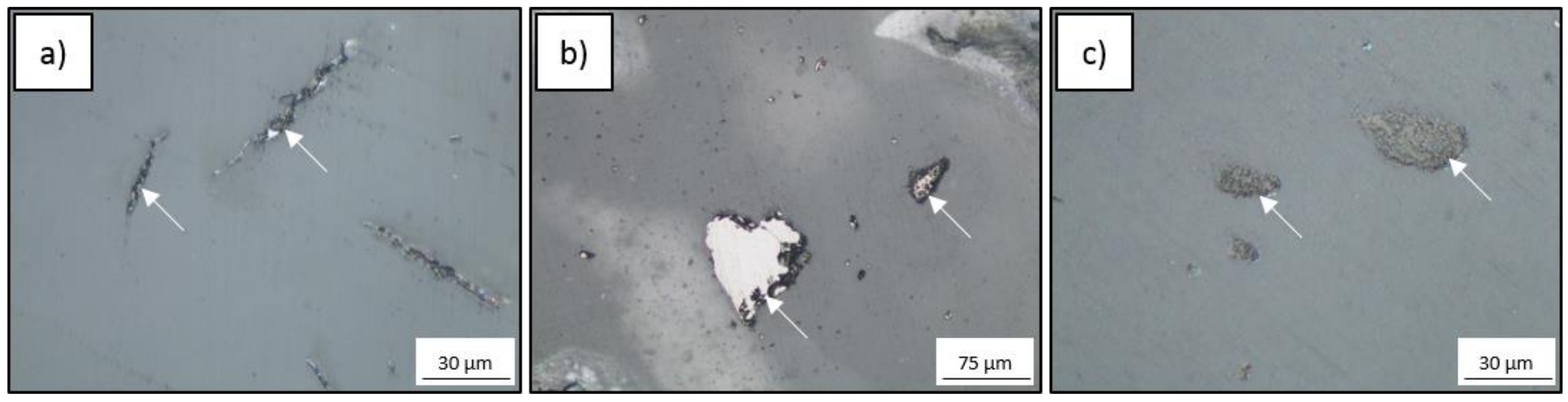
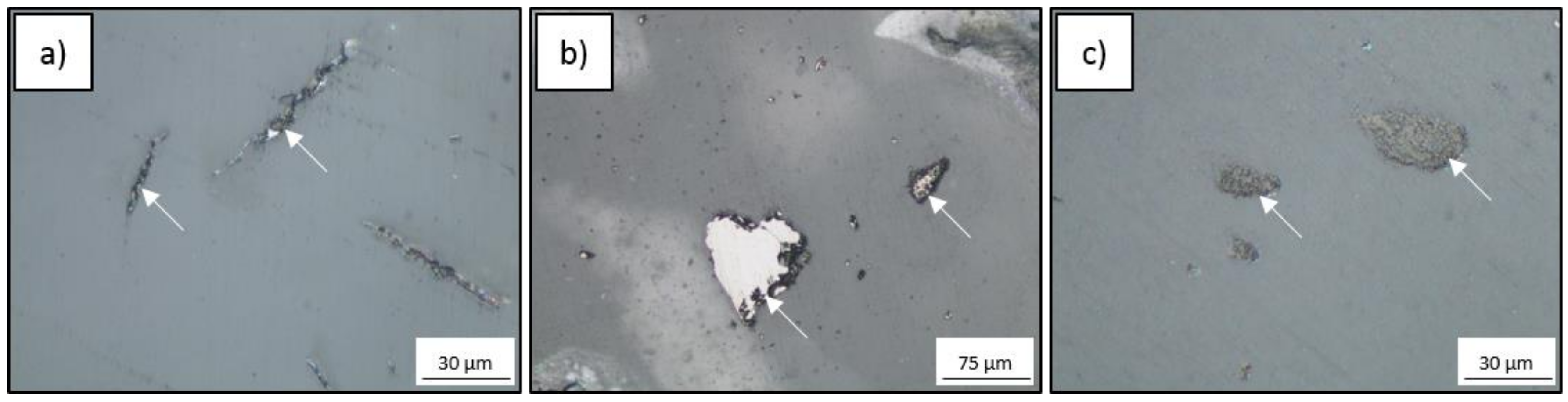
3.1. Microstructure and Technological Properties
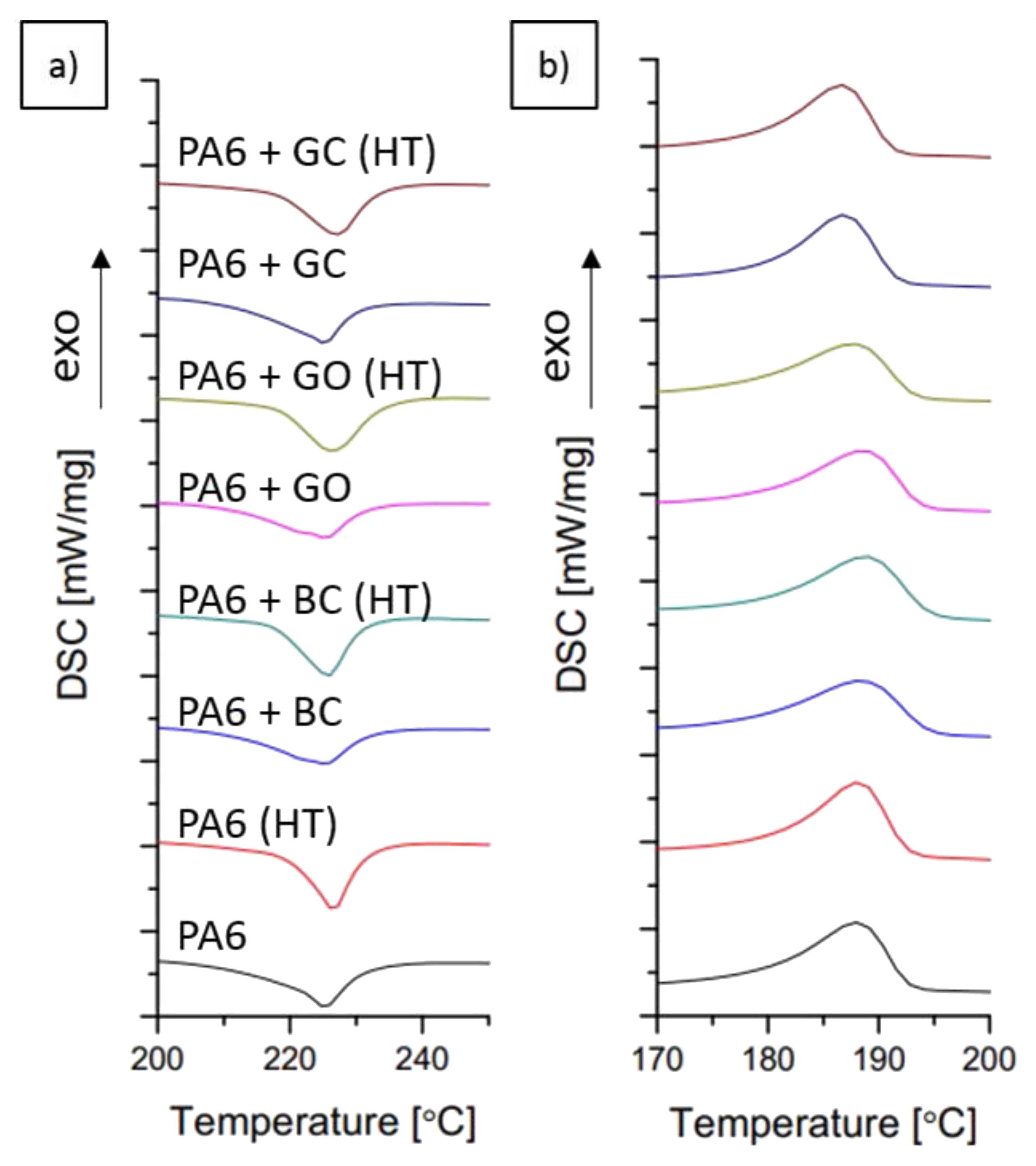
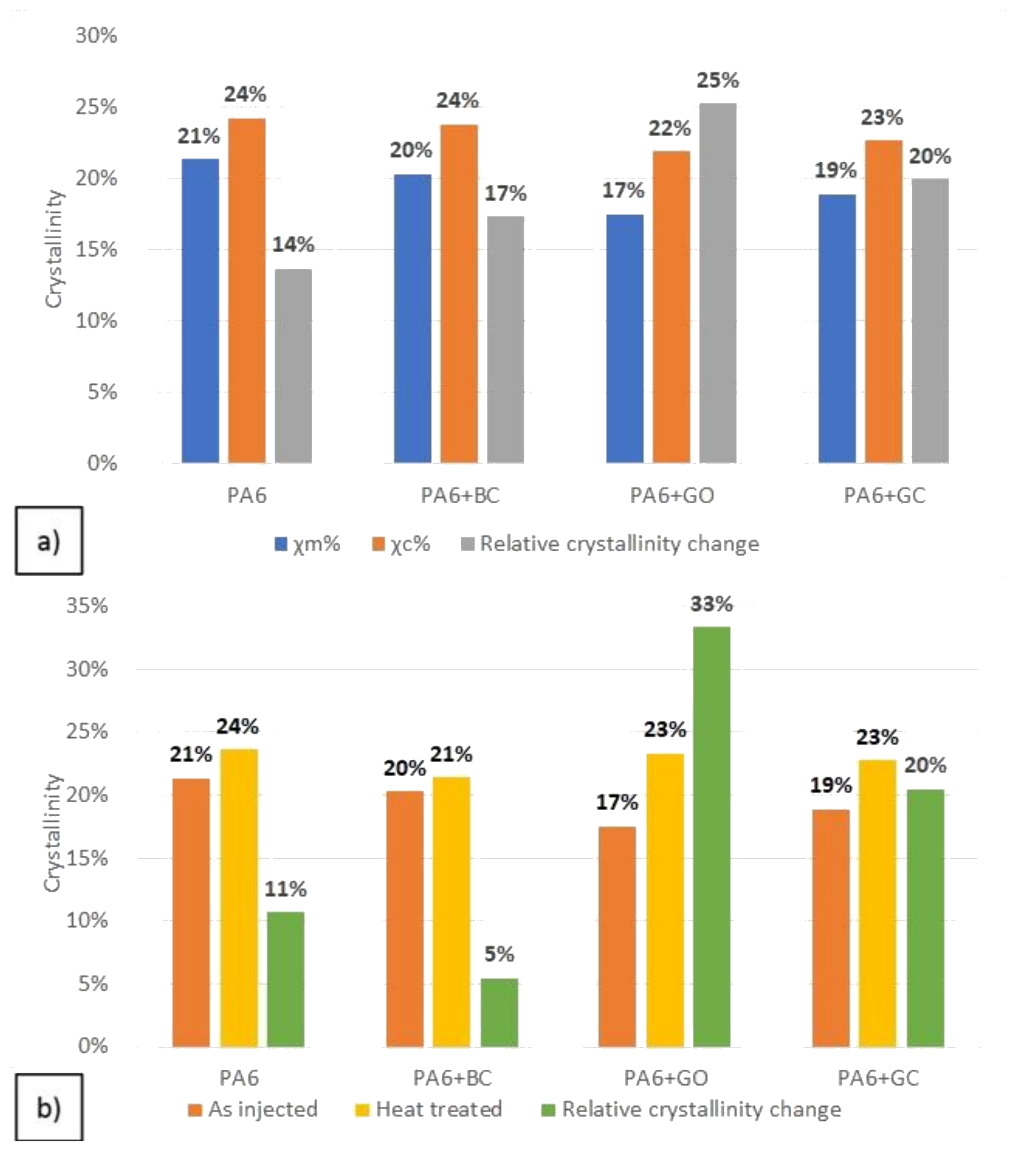
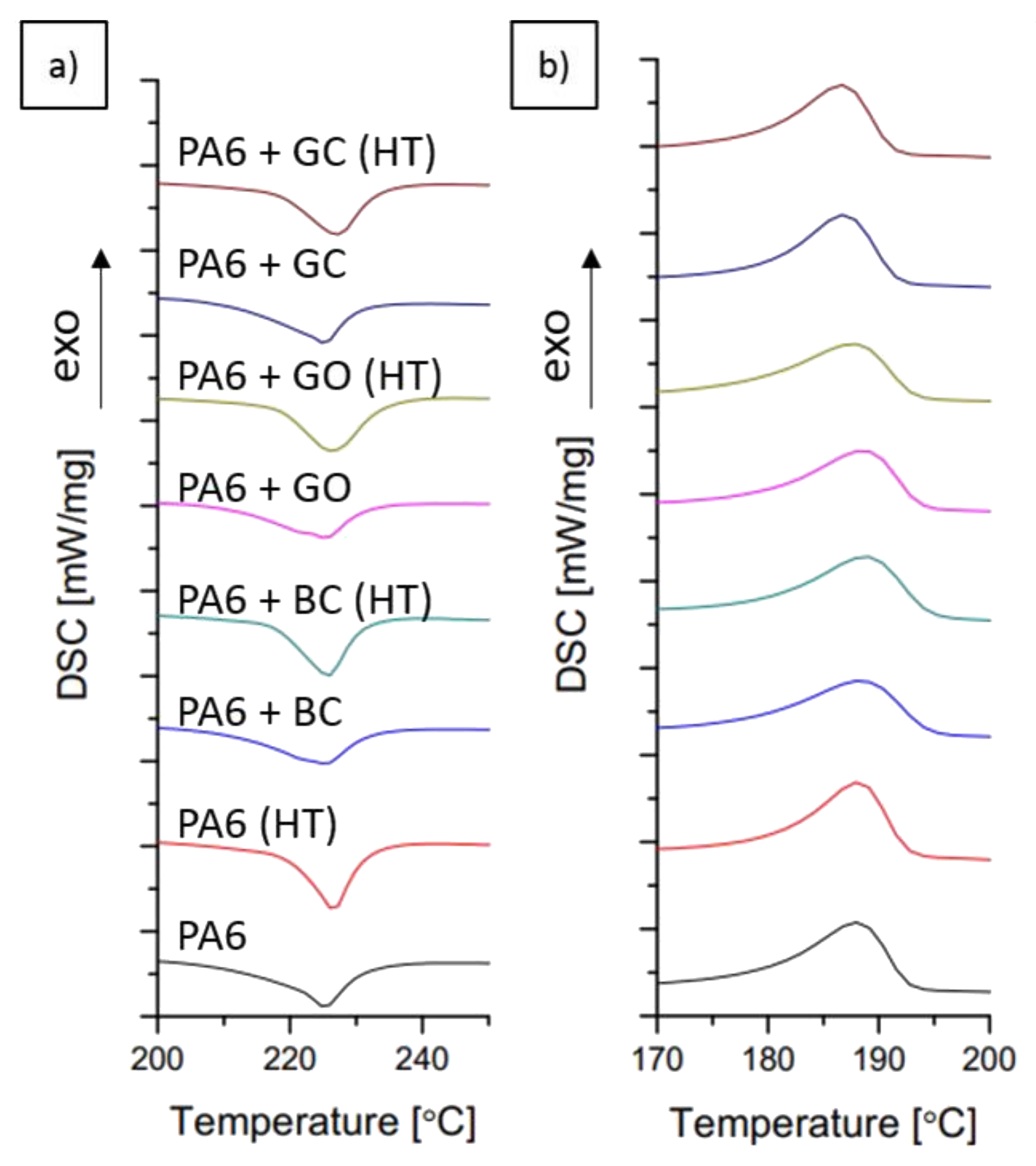
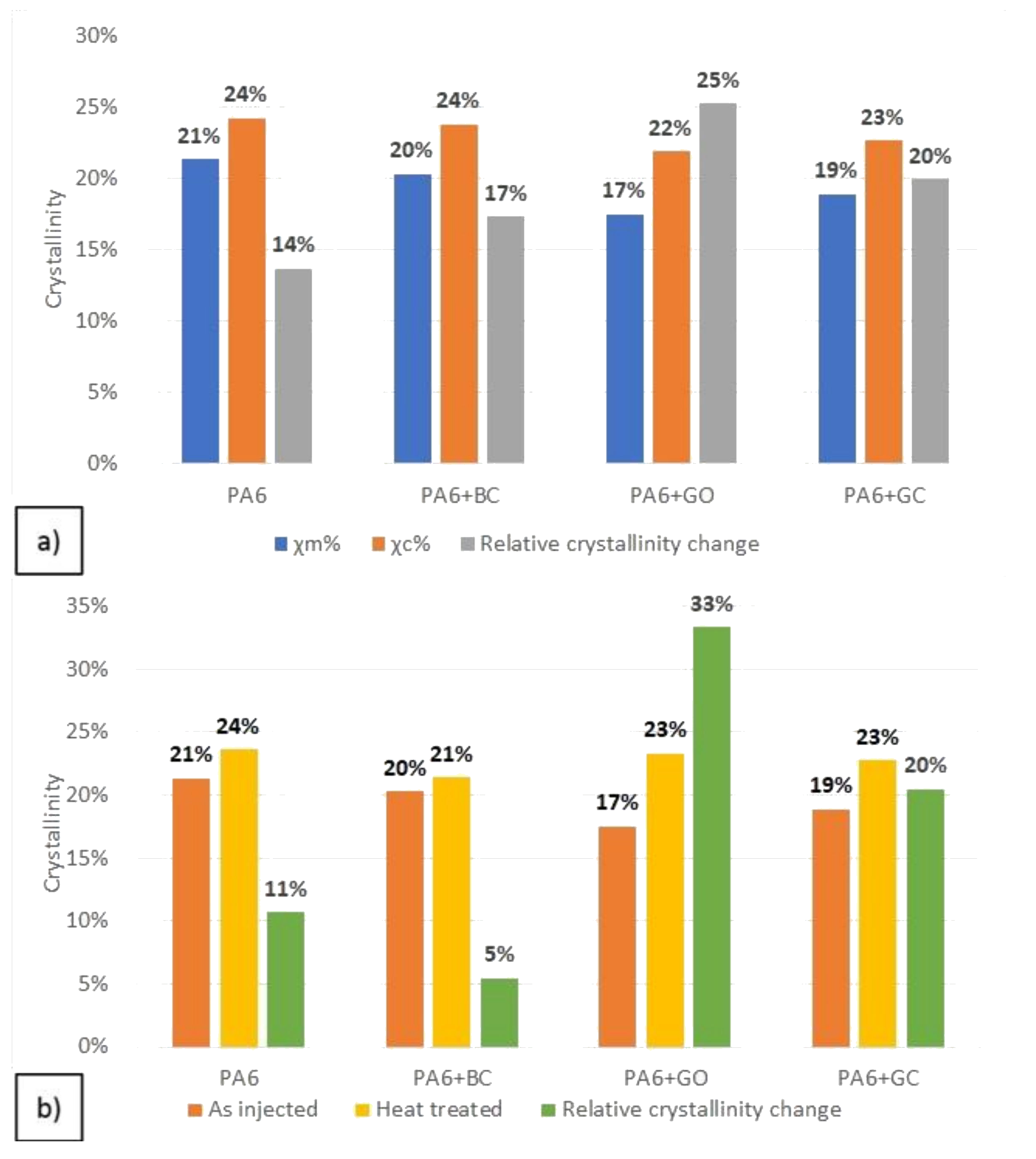
3.2. Crystallinity Analysis by DSC Method
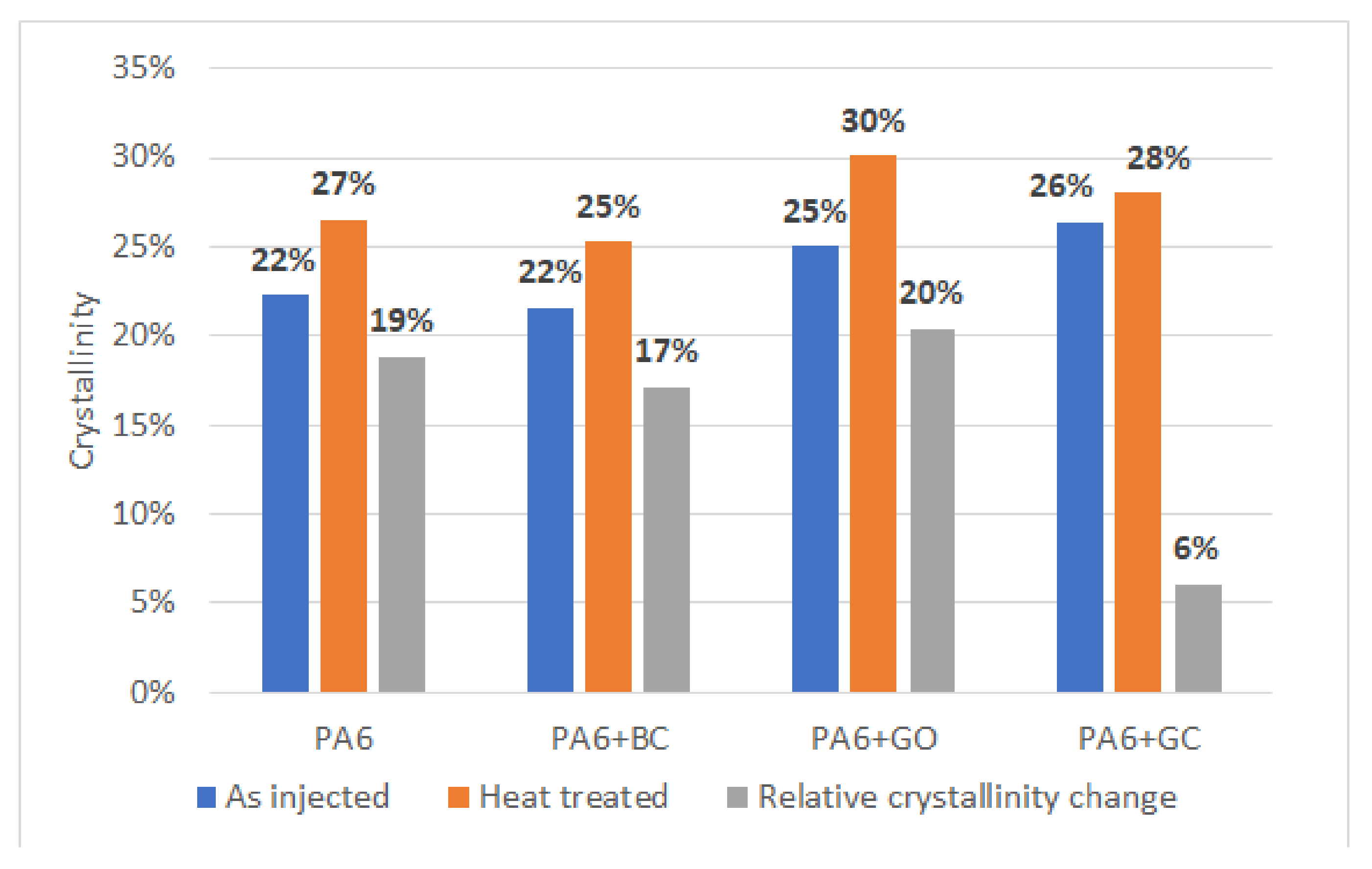
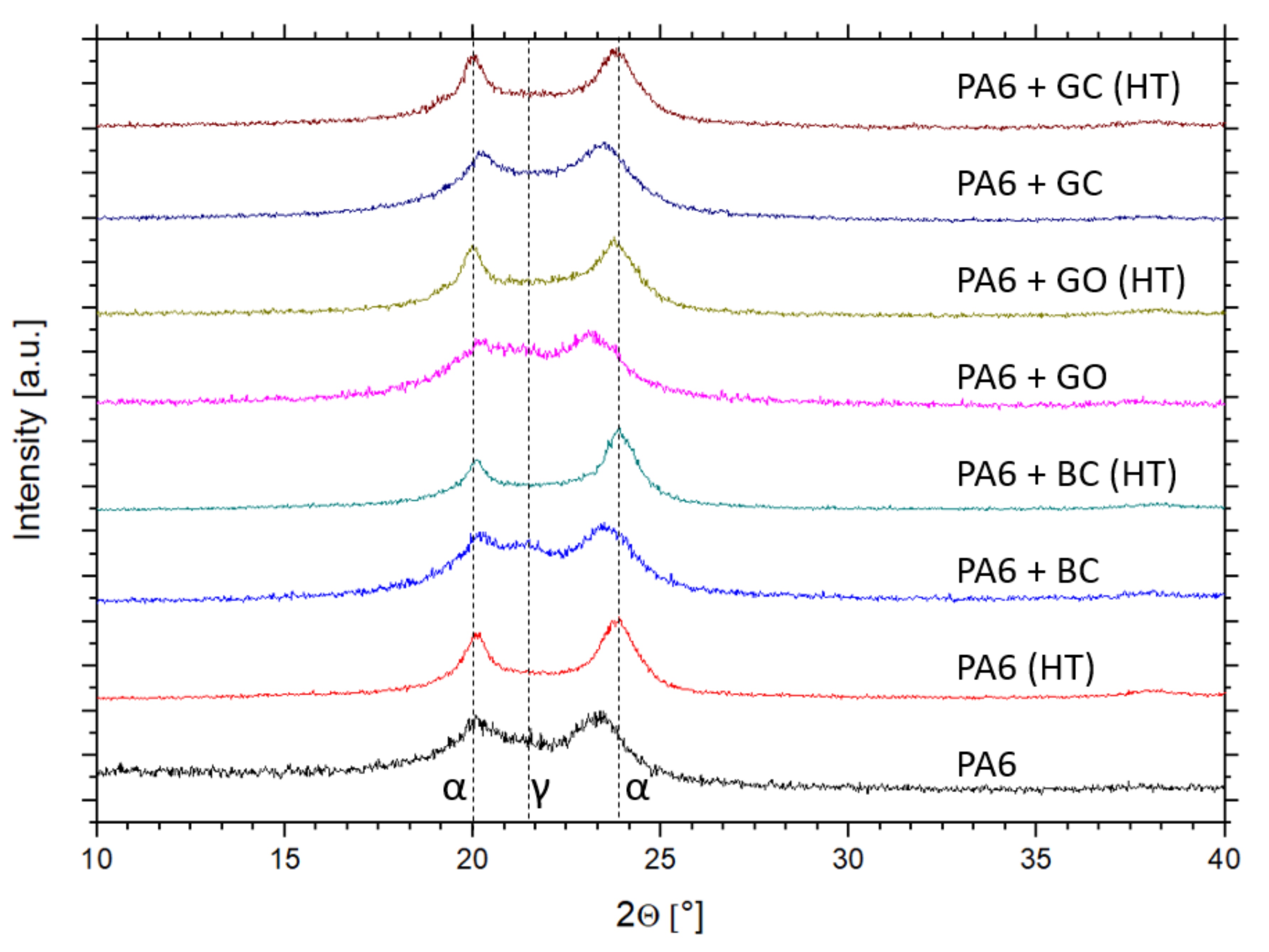
3.3. Crystallinity Analysis by XRD Method
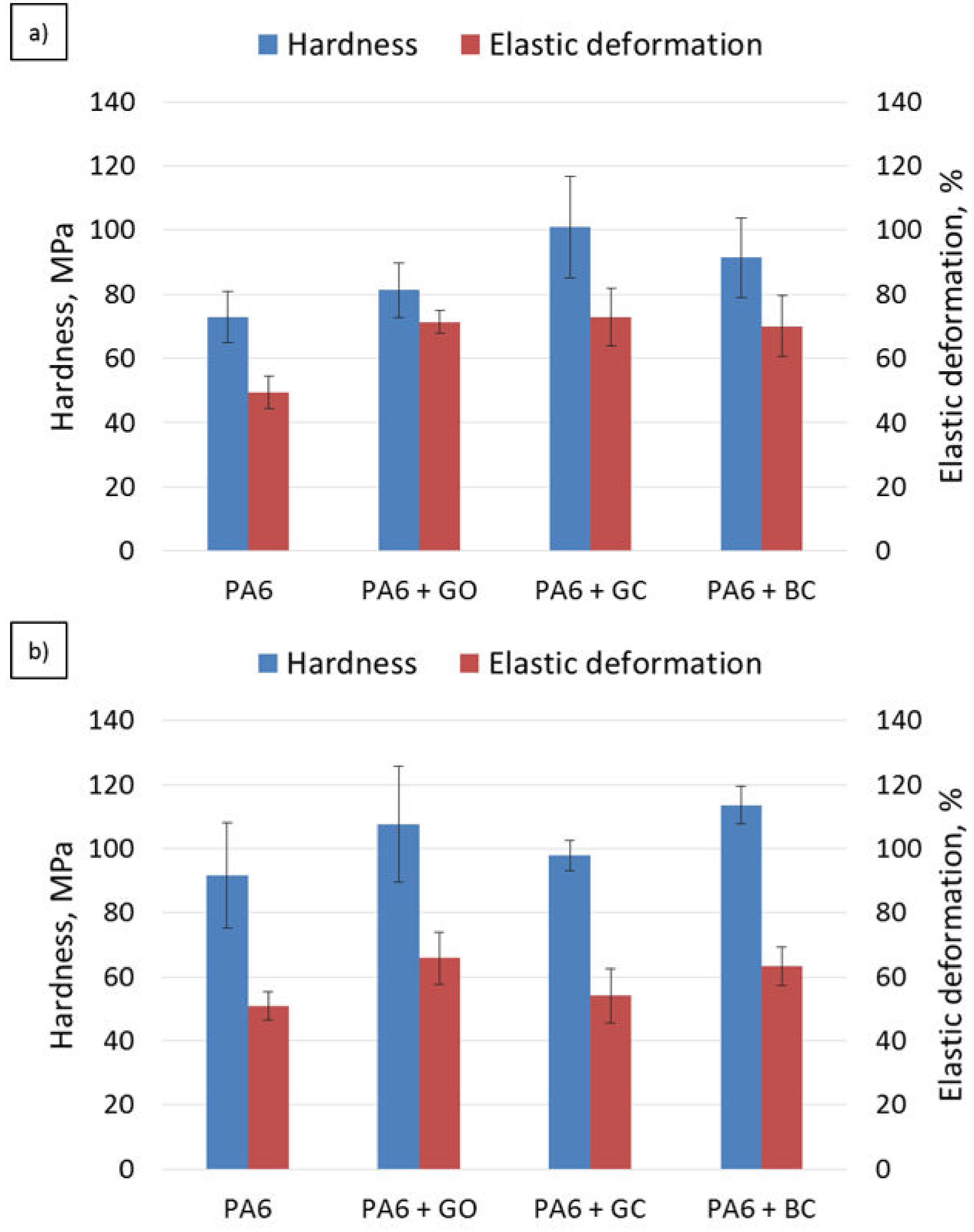
3.4. Hardness and Tribological Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Klata, E.; Borysiak, S.; Van de Velde, K.; Garbarczyk, J.; Krucińska, I. Crystallinity of Polyamide-6 Matrix in Glass Fiber/Polyamide-6 Composites Manufactured from Hybrid Yarns. Fibres Text. East. Eur. 2004, 12, 64–69. [Google Scholar]
- Doumeng, M.; Ferry, F.; Delbé, K.; Mérian, T.; Chabert, F.; Berthert, F.; Marsan, O.; Nassiet, V.; Denape, J. Evolution of crystallinity of PEEK and glass-fibre reinforced PEEK under tribological conditions using Raman spectroscopy. WearElsevier 2019, 426–427, 1040–1046. [Google Scholar] [CrossRef] [Green Version]
- Jianpeng, F.; Ling, Z.; Chunzhong, L. Polyamide 6 composite with highly improved mechanical properties by PEI-CNT grafted glass fibers through interface wetting, infiltration and crystallization. Polymer 2019, 172, 253–264. [Google Scholar]
- Nema, A.K.; Deshmukh, A.V.; Palanivelu, K.; Sharma, S.K.; Malik, T. Effect of exo- and endothermic blowing and wetting agents on morphology, density and hardness of thermoplastic polyurethanes foams. J. Cell. Plast. 2008, 44, 277–292. [Google Scholar] [CrossRef]
- Olesik, P.; Godzierz, M.; Kozioł, M. Preliminary Characterization of Novel LDPE-Based Wear-Resistant Composite Suitable for FDM 3D Printing. Materials 2019, 12, 2520. [Google Scholar] [CrossRef] [Green Version]
- Stafin, K.; Leszczyńska, A.; Pielichowski, K. Effect of silicon-based nanofillers on the foaming extrusion of thermoplastic polyurethane. Przemysł Chemiczny 2016, 95, 2054–2058. [Google Scholar]
- Latko-Durałek, P.; Dydek, K.; Sobczak, M.; Boczkowska, A. Processing and characterization of thermoplastic nanocomposite fibers of hot melt copolyamide and carbon nanotubes. J. Thermoplast. Compos. Mater. 2018, 31, 359–375. [Google Scholar] [CrossRef]
- Latko-Durałek, P.; Macutkevic, J.; Kay, C.; Boczkowska, A.; McNally, T. Hot-melt adhesives based on co-polyamide and multiwalled carbon nanotubes. J. Appl. Polym. Sci. 2018, 135. [Google Scholar] [CrossRef]
- Al-Saleh, M.H. Synergistic effect of CNT/CB hybrid mixture on the electrical properties of conductive composites. Mater. Res. Express 2019, 6. [Google Scholar] [CrossRef]
- Ates, M.; Fernandez, C. Ruthenium oxide-carbon-based nanofiller-reinforced conducting polymer nanocomposites and their supercapacitor applications. Polym. Bull. 2019, 76, 2601–2619. [Google Scholar] [CrossRef]
- Arya, A.; Saykar, N.G.; Sharma, A.L. Impact of shape (nanofiller vs. nanorod) of TiO2 nanoparticle on free-standing solid polymeric separator for energy storage/conversion devices. J. Appl. Polym. Sci. 2019, 136. [Google Scholar] [CrossRef]
- Qiu, F.; Yin, X.; Qu, J.P. Formation of polypropylene/functional graphene oxide nanocomposites with Different FGs loading in elongation flow condition. Polym. Eng. Sci. 2019, 59, 830–837. [Google Scholar] [CrossRef]
- Gandhi, R.A.; Palanikumar, K.; Ragunath, B.K.; Davim, J.P. Role of carbon nanotubes (CNTs) in improving wear properties of polypropylene (PP) in dry sliding condition. Mater. Des. 2013, 48, 52–57. [Google Scholar] [CrossRef]
- Lahiri, D.; Hec, F.; Thiesse, M.; Durygin, A.; Zhang, C.; Agarwal, A. Nanotribological behavior of graphene nanoplatelet reinforced ultra-high molecular weight polyethylene composites. Tribol. Int. 2014, 70, 165–169. [Google Scholar] [CrossRef]
- Li, Y.; Wang, S.; Wang, Q. Enhancement of tribological properties of polymer composites reinforced by functionalized grapheme. Compos. Part B Eng. 2017, 120, 83–91. [Google Scholar] [CrossRef]
- Aly, A.A.; Zeidan, E.B.; Alshennawy, A.A.; El-Masry, A.A.; Wasel, W.A. Friction and Wear of Polymer Composites Filled by Nano-Particles: A Review. J. Nano Sci. Eng. 2012, 2, 32–39. [Google Scholar] [CrossRef] [Green Version]
- Cakić, S.M.; Ristić, I.S.; Stojiljković, D.T.; Nikolić, N.N.; Todorović, B.Ž.; Radosavljević-Stevanović, N.V. Effect of the silica nanofiller on the properties of castor oil-based waterborne polyurethane hybrid dispersions based on recycled PET waste. Polym. Bull. 2019, 76, 1217–1238. [Google Scholar] [CrossRef]
- Ahmad, F.; Hassan, M.A. Structure and Physical Properties of Al2O3 Nanofillers Embedded in Poly(Vinyl Alcohol). Polym. Compos. 2019, 40, 647–653. [Google Scholar] [CrossRef]
- Kozioł, M.; Jesionek, M.; Szperlich, P. Addition of a small amount of multiwalled carbon nanotubes and flaked graphene to epoxy resin. J. Reinf. Plast. Compos. 2017, 36, 640–654. [Google Scholar] [CrossRef]
- Shipway, P.H.; Ngao, N.K. Microscale abrasive wear of polymeric materials. Wear 2003, 255, 742–750. [Google Scholar] [CrossRef]
- Panin, S.V.; Kornienko, L.A.; Alexenko, V.O.; Buslovich, D.G.; Bochkareva, S.A.; Lyukshin, B.A. Increasing wear resistance of UHMWPE by loading enforcing carbon fibers: Effect of irreversible and elastic deformation, friction heating and filler size. Materials 2020, 13, 388. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, L.L.; Zhang, L.Q.; Tian, M. Mechanical and tribological properties of acrylonitrile–butadiene rubber filled with graphite and carbon black. Mater. Des. 2012, 39, 450–457. [Google Scholar] [CrossRef]
- Zhou, S.; Zhang, Q.; Wu, C.; Huang, J. Effect of carbon fiber reinforcement on the mechanical and tribological properties of polyamide6/polyphenylene sulfide composites. Mater. Des. 2013, 44, 493–499. [Google Scholar] [CrossRef]
- Szeluga, U.; Pusz, S.; Kumanek, B.; Myalski, J.; Hekner, B.; Tsyntsarski, B.; Oliwa, R.; Trzebicka, B. Carbon foam based on epoxy/novolac precursor as porous micro-filler of epoxy composites. Compos. Part A Appl. Sci. Manuf. 2018, 105, 28–39. [Google Scholar] [CrossRef]
- Myalski, J.; Posmyk, A.; Hekner, B.; Godzierz, M. The influence of glassy carbon and its forms on tribological properties of aluminium matrix composites. Tribologia 2019, 285, 79–87. [Google Scholar] [CrossRef]
- Olszówka-Myalska, A.; Myalski, J.; Godzierz, M.; Wrześniowski, P. Magnesium matrix composite with open-celled carbon foams obtained by powder metallurgy. Arch. Met. Mater. 2018, 63, 825–831. [Google Scholar] [CrossRef]
- Paszkiewicz, S.; Szymczyk, A.; Pawlikowska, D.; Subocz, J.; Zenker, M.; Masztak, R. Electrically and thermally conductive low-density polyethylene-based nanocomposites reinforced by MWCNT or hybrid MWCNT/graphene nanoplatelets with improved thermo-oxidative stability. Nanomaterials 2018, 8, 264. [Google Scholar] [CrossRef] [Green Version]
- Batista, N.L.; Olivier, P.; Bernhart, G.; Rezende, M.C.; Botelho, E.C. Correlation between degree of crystallinity, morphology and mechanical properties of PPS/carbon fiber laminates. Mater. Res. 2016, 19, 195–201. [Google Scholar] [CrossRef] [Green Version]
- Lee, T.H.; Boey, F.Y.C.; Khor, K.A. On the determination of polymer crystallinity for a thermoplastic PPS composite by thermal analysis. Compos. Sci. Technol. 1995, 53, 259–274. [Google Scholar] [CrossRef]
- Battegazzore, D.; Bocchini, S.; Frache, A. Crystallization kinetics of poly(lactic acid)-talc composites. Express Polym. Lett. 2011, 5, 849–858. [Google Scholar] [CrossRef] [Green Version]
- Campoy, I.; Gómez, M.A.; Marco, C. Structure and thermal properties of blends of nylon 6 and a liquid crystal copolyester. Polymer 1998, 39, 6279–6288. [Google Scholar] [CrossRef]
- Millot, C.; Fillot, L.; Lame, O.; Sotta, P.; Seguela, R. Assessment of polyamide-6 crystallinity by DSC. J. Anal. Calorim. 2015, 122, 307–314. [Google Scholar] [CrossRef]
- Sambale, A.; Kurkowski, M.; Stommel, M. Determination of moisture gradients in polyamide 6 using StepScan DSC. Thermochim. Acta 2019, 672, 150–156. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PA6 | PA6 + GO | PA6 + GC | PA6 + BC | |
|---|---|---|---|---|
| MFI (g/10 min) | 13.7 ± 1.4 | 10.9 ± 3.3 | 12.9 ± 1.9 | 12.7 ± 1.1 |
| PA6 | PA6 (HT) | PA6 + BC | PA6 + BC (HT) | PA6 + GO | PA6 + GO (HT) | PA6 + GC | PA6 + GC (HT) | |
|---|---|---|---|---|---|---|---|---|
| ΔHm (J/g) | 40.53 | 44.87 | 36.99 | 39.00 | 32.55 | 43.40 | 34.73 | 41.84 |
| ΔHc (J/g) | 46.06 | 45.20 | 43.40 | 43.70 | 40.78 | 42.88 | 41.65 | 44.02 |
| χm % | 21.3 | 23.6 | 20.3 | 21.4 | 17.5 | 23.3 | 18.9 | 22.7 |
| χc % | 24.2 | 23.8 | 23.8 | 24.0 | 21.9 | 23.0 | 22.6 | 23.9 |
| Tm (°C) | 225.3 | 226.6 | 225.5 | 225.8 | 225.4 | 226.4 | 225.2 | 227.0 |
| Tc (°C) | 188.0 | 188.2 | 188.3 | 188.7 | 188.5 | 187.7 | 186.8 | 186.7 |
| Phase | Crystal System | Space Group | Lattice Parameters (Å) | |||||
|---|---|---|---|---|---|---|---|---|
| A | b | c | α | β | γ | |||
| α—polyamide (#00-043-1661) | Anorthic | P*, −1 | 9.377 | 21.762 | 5.120 | 92.48 | 100.87 | 80.92 |
| γ—polyamide (#00-060-0987) | Monoclinic | P21/n | 7.997 | 16.880 | 4.780 | 90 | 90.18 | 90 |
| PA6 | PA6 + GO | PA6 + GC | PA6 + BC | |
|---|---|---|---|---|
| Coefficient of friction, μ, as injected | 0.15 ± 0.04 | 0.07 ± 0.02 | 0.13 ± 0.05 | 0.14 ± 0.05 |
| Coefficient of friction, μ, after heat treatment | 0.10 ± 0.01 | 0.06 ± 0.01 | 0.09 ± 0.01 | 0.13 ± 0.02 |
| Sample | As Injected | After Heat Treatment | ||||
|---|---|---|---|---|---|---|
| Total Wear of Composite, (mg) | Weight of PA6 Debris, (mg) | Wear without PA6 Debris, (mg) | Total Wear of Composite, (mg) | Weight of PA6 Debris, (mg) | Wear without PA6 Debris, (mg) | |
| PA6 | 1.46 | 0.58 | 0.88 | 3.40 | 3.06 | 0.34 |
| PA6 + GC | 1.68 | 0.79 | 0.89 | 3.66 | 3.55 | 0.11 |
| PA6 + BC | 1.06 | 0.37 | 0.69 | 3.19 | 3.03 | 0.16 |
| PA6 + GO | 1.20 | 0.59 | 0.61 | 3.46 | 3.43 | 0.03 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Myalski, J.; Godzierz, M.; Olesik, P. Effect of Carbon Fillers on the Wear Resistance of PA6 Thermoplastic Composites. Polymers 2020, 12, 2264. https://doi.org/10.3390/polym12102264
Myalski J, Godzierz M, Olesik P. Effect of Carbon Fillers on the Wear Resistance of PA6 Thermoplastic Composites. Polymers. 2020; 12(10):2264. https://doi.org/10.3390/polym12102264
Chicago/Turabian StyleMyalski, Jerzy, Marcin Godzierz, and Piotr Olesik. 2020. "Effect of Carbon Fillers on the Wear Resistance of PA6 Thermoplastic Composites" Polymers 12, no. 10: 2264. https://doi.org/10.3390/polym12102264
APA StyleMyalski, J., Godzierz, M., & Olesik, P. (2020). Effect of Carbon Fillers on the Wear Resistance of PA6 Thermoplastic Composites. Polymers, 12(10), 2264. https://doi.org/10.3390/polym12102264