
Metallic Bipolar Plate Production Through Additive Manufacturing: Contrasting MEX/M and PBF-LB/M Approaches


Abstract
1. Introduction
2. Manufacturing Methods
2.1. MEX/M
2.2. PBF-LB/M
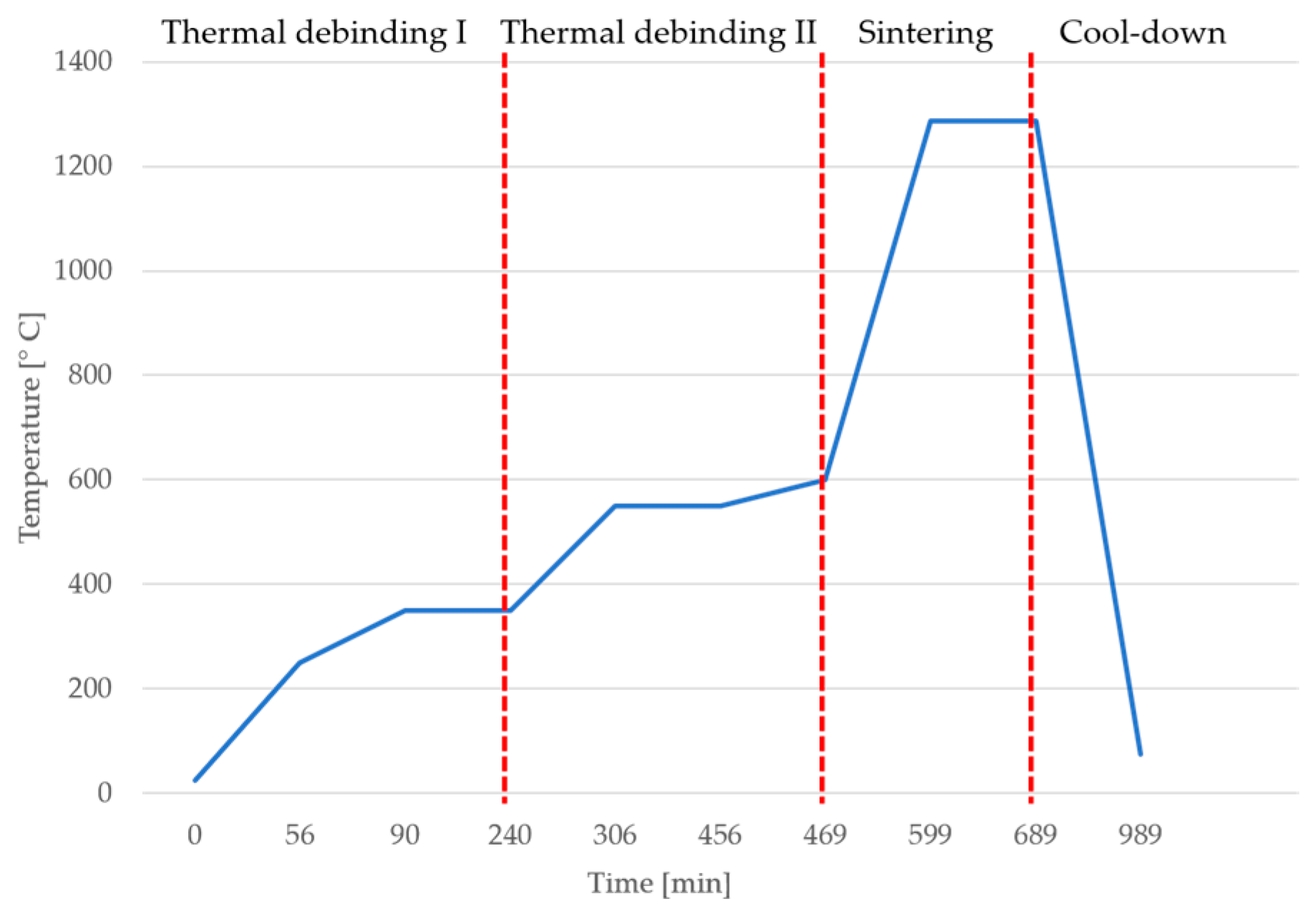
3. Methodology
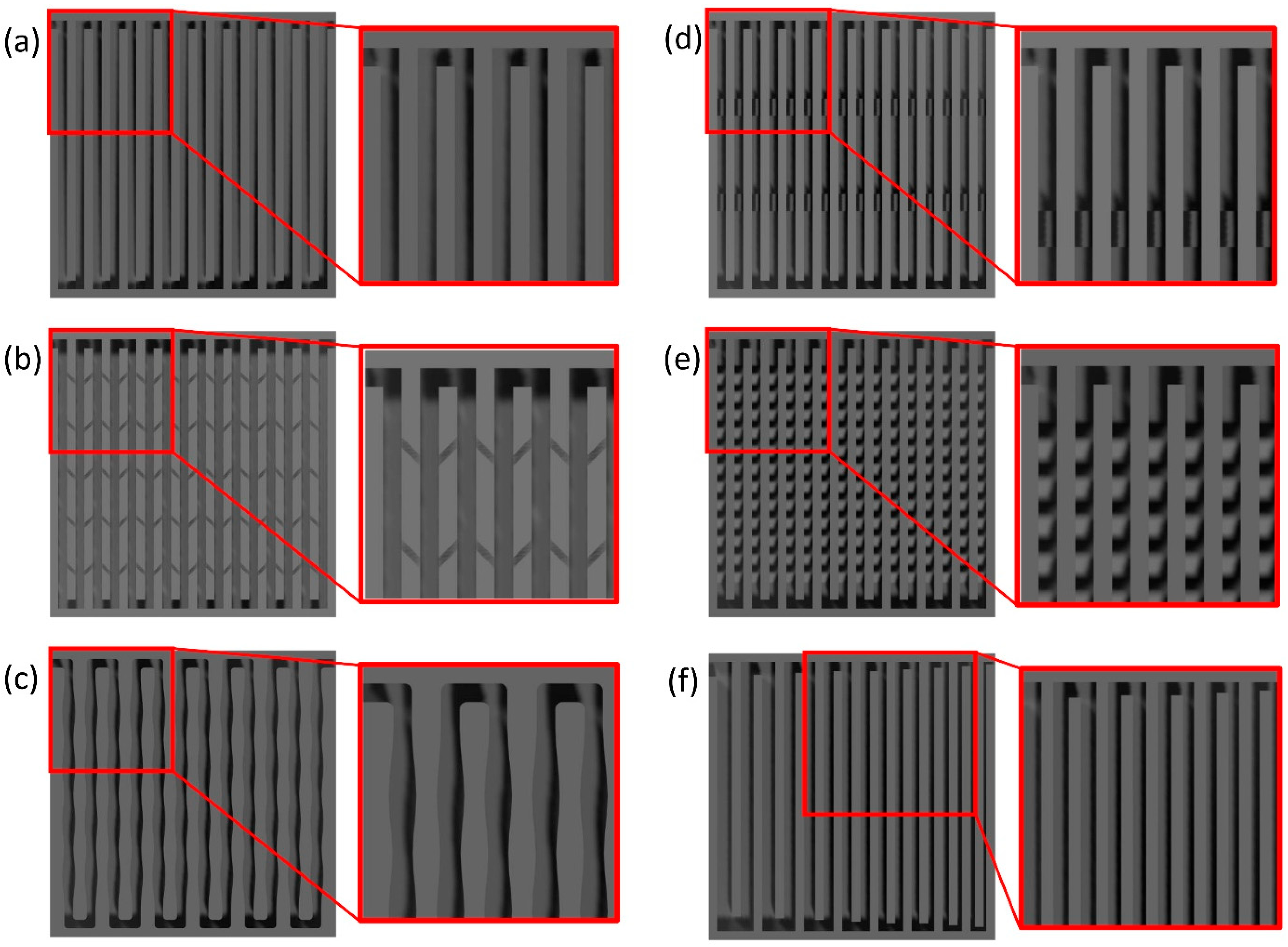
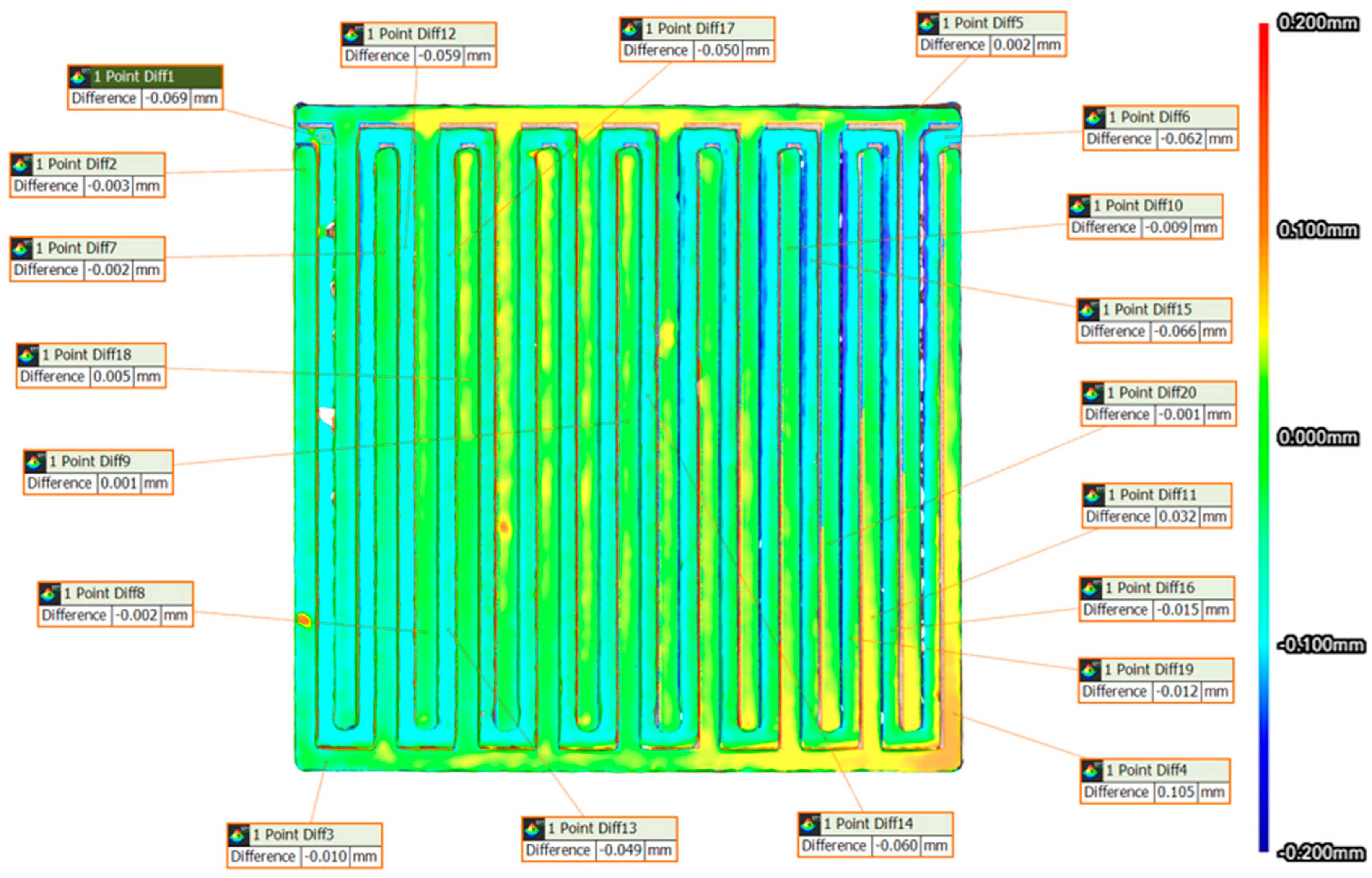
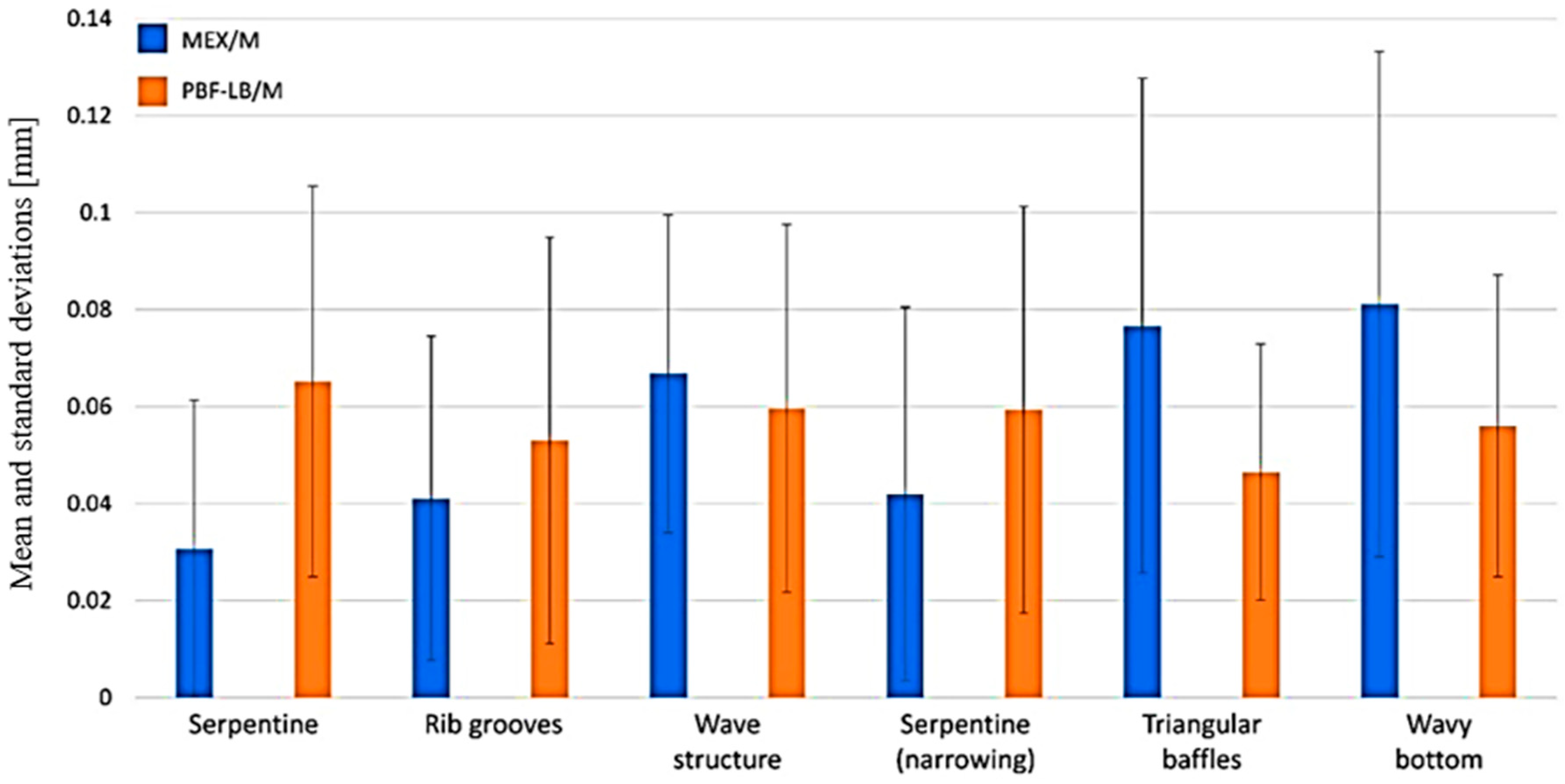
4. Results and Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| 3D | Three-dimensional |
| AM | Additive manufacturing |
| BPPs | Bipolar plates |
| CAD | Computer-aided design |
| FDM | Fused deposition modeling |
| HIP | Hot isostatic pressing |
| MEX/M | Material extrusion of metals |
| MIM | Metal injection molding |
| MPIF 35 | Materials Standard 35 for MIM Parts |
| PBF-LB/M | Laser powder bed fusion of metals |
| PEMEC/PEMFC | Proton exchange membrane electrolyzer/fuel cell |
| SS | Stainless steel |
| STL | Standard tessellation language |
| TPMS | Triply periodic minimal surface |
References
- Agyekum, E.B.; Nutakor, C.; Agwa, A.M.; Kamel, S. A Critical Review of Renewable Hydrogen Production Methods: Factors Affecting Their Scale-Up and Its Role in Future Energy Generation. Membranes 2022, 12, 173. [Google Scholar] [CrossRef] [PubMed]
- Züttel, A.; Remhof, A.; Borgschulte, A.; Friedrichs, O. Hydrogen: The future energy carrier. Philos. Transact. A Math. Phys. Eng. Sci. 2010, 368, 3329–3342. [Google Scholar] [CrossRef] [PubMed]
- Sarmah, M.K.; Singh, T.P.; Kalita, P.; Dewan, A. Sustainable hydrogen generation and storage—A review. RSC Adv. 2023, 13, 25253–25275. [Google Scholar] [CrossRef]
- Budsberg, E.; Crawford, J.T.; Morgan, H.; Chin, W.S.; Bura, R.; Gustafson, R. Hydrocarbon bio-jet fuel from bioconversion of poplar biomass: Life cycle assessment. Biotechnol. Biofuels 2016, 9, 170. [Google Scholar] [CrossRef]
- Howarth, R. Methane emissions and climatic warming risk from hydraulic fracturing and shale gas development: Implications for policy. Energy Emiss. Control Technol. 2015, 2015, 45–54. [Google Scholar] [CrossRef]
- Melnyk, O.; Shumylo, O.; Onishchenko, O.; Mykhailova, I.; Obniavko, T.; Korobko, T. Concept and Prospects for the Use of Hydrogen Fuel in Maritime Transport. Collect. Sci. Works Ukr. State Univ. Railw. Transp. 2023, 203, 96–105. [Google Scholar] [CrossRef]
- Bessarabov, D.; Wang, H.; Li, H.; Zhao, N. (Eds.) PEM Electrolysis for Hydrogen Production: Principles and Applications, 1st ed.; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar] [CrossRef]
- Sun, X.; Xu, K.; Fleischer, C.; Liu, X.; Grandcolas, M.; Strandbakke, R.; Bjørheim, T.S.; Norby, T.; Chatzitakis, A. Earth-Abundant Electrocatalysts in Proton Exchange Membrane Electrolyzers. Catalysts 2018, 8, 657. [Google Scholar] [CrossRef]
- Esposito, D.V.; Yim, K.; Fraga Alvarez, D.V.; Cohen, L.; Jin, J.; West, A.C.; Weimer, M.S.; Moulton, S.; Dameron, A.A.; Ayers, K.E.; et al. (Invited) Proton Exchange Membrane Electrolyzers Based on Sub-Micron Thick Membranes. ECS Meet. Abstr. 2023, MA2023-01, 2028. [Google Scholar] [CrossRef]
- Kassim, Z.; Shaffee, S.N.A.; Aminuddin, F.A.; Krishnan, R.K.; Ghapar, N.A.A.; Russell, L.; Perez, V.G.; Sarawagi, A. Improving Green Hydrogen Production through Proton Exchange Membrane Electrolyzer Simulation Study. In Proceedings of the SPE Gas & Oil Technology Showcase and Conference, Dubai, United Arab Emirates, 8 May 2024; SPE: Dubai, United Arab Emirates, 2024; p. D021S018R002. [Google Scholar] [CrossRef]
- Motupally, S.; Mishra, L.; Subramanian, V.R. (Digital Presentation) Modeling Water Transport in Proton Exchange Membrane Electrolyzers through First Principles. ECS Meet. Abstr. 2023, MA2023-02, 2158. [Google Scholar] [CrossRef]
- Zeng, Z.; Bliznakov, S.; Bonville, L.J.; Maric, R. Advanced Porous Transport Layers for PEM Water Electrolyzers: Impact of the Interfacial and Bulk Properties of the PTLs on the Electrolyzers Performance. ECS Meet. Abstr. 2023, MA2023-01, 2056. [Google Scholar] [CrossRef]
- Bliznakov, S.; Zeng, Z.; Ouimet, R.; Niedzwiecki, A.; Capuano, C.; Ayers, K.E.; Bonville, L.J.; Maric, R. (Invited) Innovative Membrane Electrode Assemblies for the Next Generation Proton Exchange Membrane Water Electrolyzers. ECS Meet. Abstr. 2023, MA2023-01, 1992. [Google Scholar] [CrossRef]
- Lettenmeier, P.; Wang, R.; Abouatallah, R.; Burggraf, F.; Gago, A.S.; Friedrich, K.A. Coated Stainless Steel Bipolar Plates for Proton Exchange Membrane Electrolyzers. J. Electrochem. Soc. 2016, 163, F3119–F3124. [Google Scholar] [CrossRef]
- Sun, C.; Wang, Y.; McMurtrey, M.D.; Jerred, N.D.; Liou, F.; Li, J. Additive manufacturing for energy: A review. Appl. Energy 2021, 282, 116041. [Google Scholar] [CrossRef]
- Kamal, M.; Rizza, G. Design for metal additive manufacturing for aerospace applications. In Additive Manufacturing for the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2019; pp. 67–86. [Google Scholar] [CrossRef]
- Sheoran, A.J.; Kumar, H.; Arora, P.K.; Moona, G. Bio-Medical applications of Additive Manufacturing: A Review. Procedia Manuf. 2020, 51, 663–670. [Google Scholar] [CrossRef]
- Lin, K.; Li, X.; Dong, H.; Du, S.; Lu, Y.; Ji, X.; Gu, D. Surface modification of 316 stainless steel with platinum for the application of bipolar plates in high performance proton exchange membrane fuel cells. Int. J. Hydrogen Energy 2017, 42, 2338–2348. [Google Scholar] [CrossRef]
- Lin, K.; Qiao, J.; Gu, D.; Wang, H.; Shi, B.; Zhang, W.; Shan, J.; Xu, Y.; Tian, L. Active screen plasma nitriding of laser powder bed fusion processed 316L stainless steel for the application of fuel cell bipolar plates. Virtual Phys. Prototyp. 2023, 18, e2225490. [Google Scholar] [CrossRef]
- Lin, K.; Xu, Y.; Gu, D.; Shan, J.; Shi, K.; Zhang, W. Laser Powder Bed Fusion of Multifunctional Bio-inspired Vertical Honeycomb Sandwich Structures: For the Application of Lightweight Bipolar Plates of Proton Exchange Membrane Fuel Cells. Chin. J. Mech. Eng. 2024, 37, 102. [Google Scholar] [CrossRef]
- Lin, K.; Qiao, J.; Shi, K.; Dong, W.; Gu, D. Laser powder bed fusion of micro-channels for the application of proton exchange membrane fuel cell bipolar plates. CIRP J. Manuf. Sci. Technol. 2023, 43, 193–204. [Google Scholar] [CrossRef]
- ISO/ASTM 52900:2021; Additive Fertigung—Grundlagen—Terminologie. ISO: Geneva, Switzerland, 2022.
- Suwanpreecha, C.; Manonukul, A. A Review on Material Extrusion Additive Manufacturing of Metal and How It Compares with Metal Injection Moulding. Metals 2022, 12, 429. [Google Scholar] [CrossRef]
- Meng, F.; Beretta, M.; Selema, A.; Sergeant, P.; Vleugels, J.; Desplentere, F.; Ferraris, E. Production and characterisation of filament-based Material Extrusion (MEX) additively manufactured copper parts. Procedia CIRP 2024, 121, 234–239. [Google Scholar] [CrossRef]
- Santos, C.; Gatões, D.; Cerejo, F.; Vieira, M.T. Influence of Metallic Powder Characteristics on Extruded Feedstock Performance for Indirect Additive Manufacturing. Materials 2021, 14, 7136. [Google Scholar] [CrossRef]
- Galantucci, L.M.; Pellegrini, A.; Guerra, M.G.; Lavecchia, F. 3D Printing of parts using metal extrusion: An overview of shaping debinding and sintering technology. Adv. Technol. Mater. 2022, 47, 25–32. [Google Scholar] [CrossRef]
- Asami, K.; Crego Lozares, J.M.; Ullah, A.; Bossen, B.; Clague, L.; Emmelmann, C. Material extrusion of metals: Enabling multi-material alloys in additive manufacturing. Mater. Today Commun. 2024, 38, 107889. [Google Scholar] [CrossRef]
- Caminero, M.Á.; Romero Gutiérrez, A.; Chacón, J.M.; García-Plaza, E.; Núñez, P.J. Effects of fused filament fabrication parameters on the manufacturing of 316L stainless-steel components: Geometric and mechanical properties. Rapid Prototyp. J. 2022, 28, 2004–2026. [Google Scholar] [CrossRef]
- Obadimu, S.O.; Kourousis, K.I. Shrinkage behaviour of material extrusion steel 316L: Influence of primary 3D printing parameters. Rapid Prototyp. J. 2022, 28, 92–101. [Google Scholar] [CrossRef]
- Ahn, J.; Doh, J.; Kim, S.; Park, S. Knowledge-Based Design Algorithm for Support Reduction in Material Extrusion Additive Manufacturing. Micromachines 2022, 13, 1672. [Google Scholar] [CrossRef]
- Gonzalez-Gutierrez, J.; Cano, S.; Schuschnigg, S.; Kukla, C.; Sapkota, J.; Holzer, C. Additive Manufacturing of Metallic and Ceramic Components by the Material Extrusion of Highly-Filled Polymers: A Review and Future Perspectives. Materials 2018, 11, 840. [Google Scholar] [CrossRef]
- Martucci, A.; Aversa, A.; Lombardi, M. Ongoing Challenges of Laser-Based Powder Bed Fusion Processing of Al Alloys and Potential Solutions from the Literature—A Review. Materials 2023, 16, 1084. [Google Scholar] [CrossRef]
- Salmi, M. Additive Manufacturing Processes in Medical Applications. Materials 2021, 14, 191. [Google Scholar] [CrossRef]
- Dimopoulos, A.; Chryssinas, G.; Mavroforaki, D.; Gan, T.-H.; Chatzakos, P. An Interactive Web-Based Platform for Support Generation and Optimisation for Metal Laser Powder Bed Fusion. Materials 2024, 17, 1639. [Google Scholar] [CrossRef]
- Holder, D.; Henn, M.; Buser, M.; Hagenlocher, C.; Onuseit, V.; Graf, T. Bridging additive and subtractive manufacturing: Exceeding the limits of conventional manufacturing with combined continuous-wave and ultrafast lasers. PhotonicsViews 2024, 21, 50–53. [Google Scholar] [CrossRef]
- Kimm, J.; Hanke, S.; Weber, S.; Lentz, J. Processing of High Interstitial Austenitic Steel with Powder Bed Fusion-Laser Beam/Metal: Evolution of Chemical Inhomogeneity and Microstructural Features during Postprocessing. Adv. Eng. Mater. 2024, 26, 2301902. [Google Scholar] [CrossRef]
- Hunter, L.W.; Brackett, D.; Brierley, N.; Yang, J.; Attallah, M.M. Assessment of trapped powder removal and inspection strategies for powder bed fusion techniques. Int. J. Adv. Manuf. Technol. 2020, 106, 4521–4532. [Google Scholar] [CrossRef]
- Sing, S.L.; An, J.; Yeong, W.Y.; Wiria, F.E. Laser and electron-beam powder-bed additive manufacturing of metallic implants: A review on processes, materials and designs. J. Orthop. Res. 2016, 34, 369–385. [Google Scholar] [CrossRef]
- Huber, F.; Rasch, M.; Schmidt, M. Laser Powder Bed Fusion (PBF-LB/M) Process Strategies for In-Situ Alloy Formation with High-Melting Elements. Metals 2021, 11, 336. [Google Scholar] [CrossRef]
- Venkatesh Kumaran, S.; Torralba, J.M. Laser Powder Bed Fusion Processing of Low Cost CoCrFeNiMoxNby High Entropy Alloys with Promising High-Temperature Properties via In Situ Alloying Commercial Powders. Metals 2024, 14, 500. [Google Scholar] [CrossRef]
- Paillier, G.; Prätzsch, N. Beam shaping to tackle laser powder bed fusion challenges: Multi-plane light conversion to increase the printing speed and reduce hot-cracking. PhotonicsViews 2024, 21, 30–35. [Google Scholar] [CrossRef]
- Yin, W.; Guo, P.; Wei, J.; Peng, J.; Bian, N.; Xing, H. Development Status of Flow Field Design for Bipolar Plates in Hydrogen Fuel Cells. J. Eng. Res. Rep. 2024, 26, 250–261. [Google Scholar] [CrossRef]
- Balamurugan, C.; Jeno, S.; Adhikesavan, C.; Praveen, A. Design and Analysis of Bipolar Plates in Proton Exchange Membrane Fuel Cells Using Computational Fluid Dynamics Analysis; SAE International: Columbus, OH, USA, 2024; p. 2024-01-4324. [Google Scholar] [CrossRef]
- Asami, M.K.; Roth, S.; Hünting, J.; Röver, T.; Emmelmann, C. Metallic Bipolar Plate Production Through Additive Manufacturing: Contrasting MEX/M and PBF-LB/M Approaches; TUHH Universitätsbibliothek: Hamburg, Germany, 2025. [Google Scholar] [CrossRef]
- Marappan, M.; Palaniswamy, K.; Velumani, T.; Chul, K.B.; Velayutham, R.; Shivakumar, P.; Sundaram, S. Performance Studies of Proton Exchange Membrane Fuel Cells with Different Flow Field Designs—Review. Chem. Rec. 2021, 21, 663–714. [Google Scholar] [CrossRef]
- Koresawa, R.; Utaka, Y. Water control by employing microgrooves inside gas channel for performance improvement in polymer electrolyte fuel cells. Int. J. Hydrogen Energy 2015, 40, 8172–8181. [Google Scholar] [CrossRef]
- Seyhan, M.; Akansu, Y.E.; Murat, M.; Korkmaz, Y.; Akansu, S.O. Performance prediction of PEM fuel cell with wavy serpentine flow channel by using artificial neural network. Int. J. Hydrogen Energy 2017, 42, 25619–25629. [Google Scholar] [CrossRef]
- Barati, S.; Khoshandam, B.; Ghazi, M.M. An investigation of channel blockage effects on hydrogen mass transfer in a proton exchange membrane fuel cell with various geometries and optimization by response surface methodology. Int. J. Hydrogen Energy 2018, 43, 21928–21939. [Google Scholar] [CrossRef]
- Sun, F.; Su, D.; Yin, Y.; Pang, B.; Guo, J. Effects of Combined Baffles on the Proton Exchange Membrane Fuel Cell Performance. Int. J. Electrochem. Sci. 2022, 17, 221134. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, P.; Ren, J.; Jin, Z.; Han, X. Effect of flow channel shapes of proton exchange membrane fuel Cell on its performances. Int. J. Electrochem. Sci. 2022, 17, 220319. [Google Scholar] [CrossRef]
- Wang, C.-T.; Ou, Y.-T.; Wu, B.-X.; Thangavel, S.; Hong, S.-W.; Chung, W.-T.; Yan, W.-M. A modified serpentine flow slab for in Proton Exchange Membrane Fuel Cells (PEMFCs). Energy Procedia 2017, 142, 667–673. [Google Scholar] [CrossRef]
- Asami, K.; Herzog, D.; Bossen, B.; Klemp, C.; Geyer, L.; Emmelmann, C. Design Guidelines For Green Parts Manufactured From Stainless Steel In The Filament Based Material Extrusion Process For Metals (MEX|M). In World PM2022 Proceedings; EPMA: Lyon, France, 2022. [Google Scholar] [CrossRef]
- Asami, K.; Roth, S.; Krukenberg, M.; Röver, T.; Herzog, D.; Emmelmann, C. Predictive modeling of lattice structure design for 316L stainless steel using machine learning in the L-PBF process. J. Laser Appl. 2023, 35, 042046. [Google Scholar] [CrossRef]
- Technical Data Sheet m4pTM 316 l. Feistritz i.R. Available online: https://www.metals4printing.com/path/app/?qs_page=F2E685075C7378F5FE3FA2BE952763874D72F446&qs_productId=31D00E5751FA4C775C33275302EACA5B918A58C5# (accessed on 5 February 2025).
- Metall Filamente für FFF/FDM. Available online: http://www.pt-a.de/filament%20en.htm (accessed on 5 February 2025).
- Quarto, M.; Carminati, M.; D’Urso, G. Density and shrinkage evaluation of AISI 316L parts printed via FDM process. Mater. Manuf. Process. 2021, 36, 1535–1543. [Google Scholar] [CrossRef]
- Shaikh, M.Q.; Singh, P.; Kate, K.H.; Freese, M.; Atre, S.V. Finite Element-Based Simulation of Metal Fused Filament Fabrication Process: Distortion Prediction and Experimental Verification. J. Mater. Eng. Perform. 2021, 30, 5135–5149. [Google Scholar] [CrossRef]
- Singh, P.; Balla, V.K.; Atre, S.V.; German, R.M.; Kate, K.H. Factors affecting properties of Ti-6Al-4V alloy additive manufactured by metal fused filament fabrication. Powder Technol. 2021, 386, 9–19. [Google Scholar] [CrossRef]
- Asami, K.; Herzog, D.; Deutschmann, T.; Röver, T.; Kelbassa, I.; Emmelmann, C. Methodology for Cost Estimation Using Characteristic Factors in Additive Manufacturing. J. Jpn. Soc. Powder Powder Metall. 2025, 72, S75–S82. [Google Scholar] [CrossRef]
- Asami, M.K.; Herzog, D.; Deutschmann, T.; Röver, T.; Kelbassa, I.; Emmelmann, C. Cost Application for the Publication: Methodology for Cost Estimation Using Characteristic Factors in Additive Manufacturing; TUHH Universitätsbibliothek: Hamburg, Germany, 2024. [Google Scholar] [CrossRef]
- Ghorbani, J.; Koirala, P.; Shen, Y.-L.; Tehrani, M. Eliminating voids and reducing mechanical anisotropy in fused filament fabrication parts by adjusting the filament extrusion rate. J. Manuf. Process. 2022, 80, 651–658. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AM Machine | Renkforce RF 2000 |
|---|---|
| Extrusion temperature | 135 °C |
| Heat bed temperature | 40 °C |
| Nozzle diameter | 0.4 mm |
| Printing speed | 2100 mm/s |
| Extrusion multiplier | 1.35 |
| Skirt layer | 2 |
| Retraction distance | 4.5 mm |
| Layer height | 200 µm |
| Material | 316L stainless steel |
| AM Machine | One Click Metal MPrint |
|---|---|
| Laser power | 200 W |
| Scan speed | 800 mm/s |
| Hatch distance | 0.1 mm |
| Layer thickness | 40 µm |
| Laser diameter | 70 µm |
| Material | 316L stainless steel |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Asami, K.; Roth, S.; Hünting, J.; Röver, T.; Emmelmann, C. Metallic Bipolar Plate Production Through Additive Manufacturing: Contrasting MEX/M and PBF-LB/M Approaches. J. Exp. Theor. Anal. 2025, 3, 12. https://doi.org/10.3390/jeta3020012
Asami K, Roth S, Hünting J, Röver T, Emmelmann C. Metallic Bipolar Plate Production Through Additive Manufacturing: Contrasting MEX/M and PBF-LB/M Approaches. Journal of Experimental and Theoretical Analyses. 2025; 3(2):12. https://doi.org/10.3390/jeta3020012
Chicago/Turabian StyleAsami, Karim, Sebastian Roth, Jan Hünting, Tim Röver, and Claus Emmelmann. 2025. "Metallic Bipolar Plate Production Through Additive Manufacturing: Contrasting MEX/M and PBF-LB/M Approaches" Journal of Experimental and Theoretical Analyses 3, no. 2: 12. https://doi.org/10.3390/jeta3020012
APA StyleAsami, K., Roth, S., Hünting, J., Röver, T., & Emmelmann, C. (2025). Metallic Bipolar Plate Production Through Additive Manufacturing: Contrasting MEX/M and PBF-LB/M Approaches. Journal of Experimental and Theoretical Analyses, 3(2), 12. https://doi.org/10.3390/jeta3020012