
Influence of Subsequent Heat Treatment on Fatigue Behavior of Shear-Cut Electrical Steel Sheets


Abstract
1. Introduction
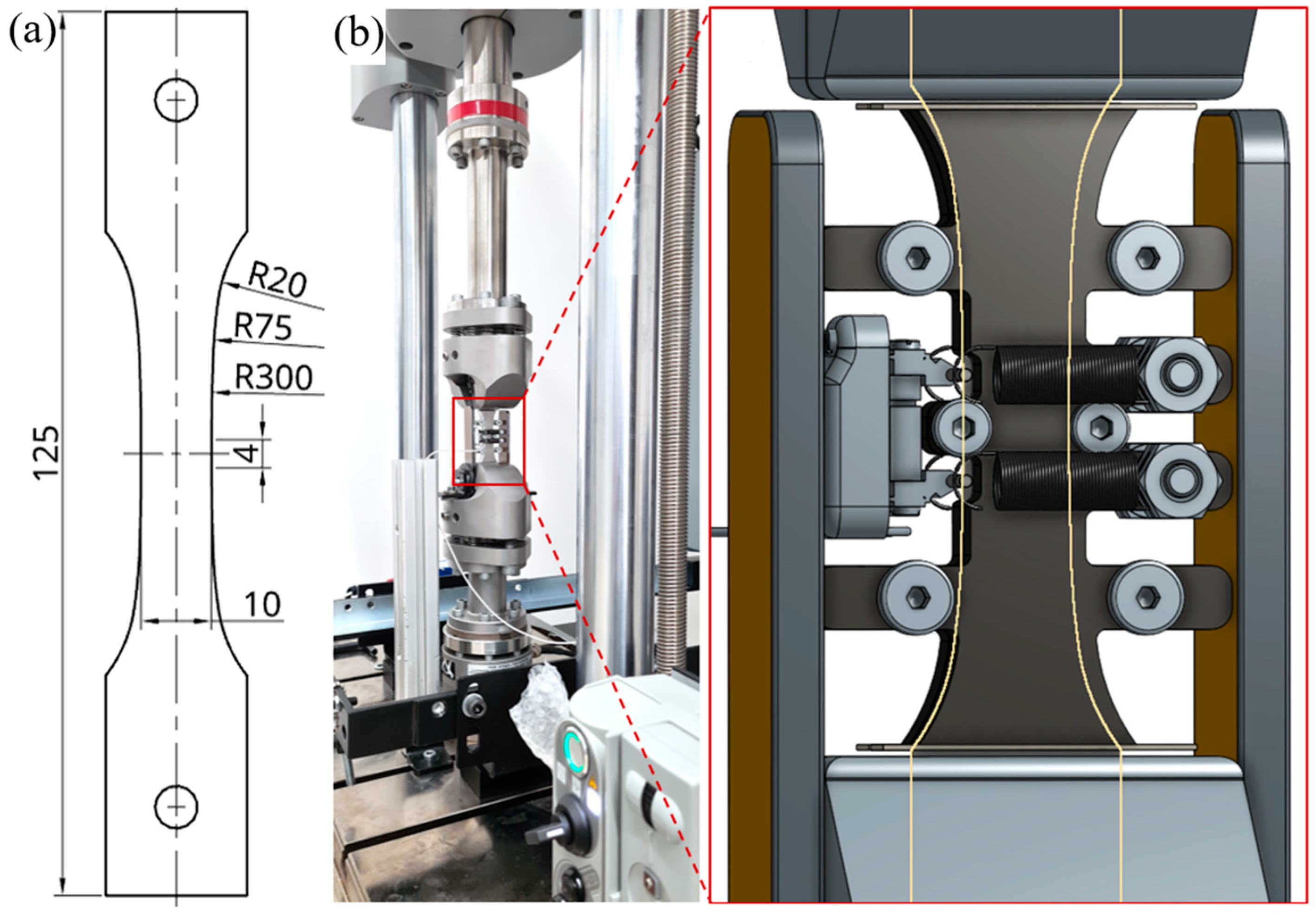
2. Materials and Methods
3. Results
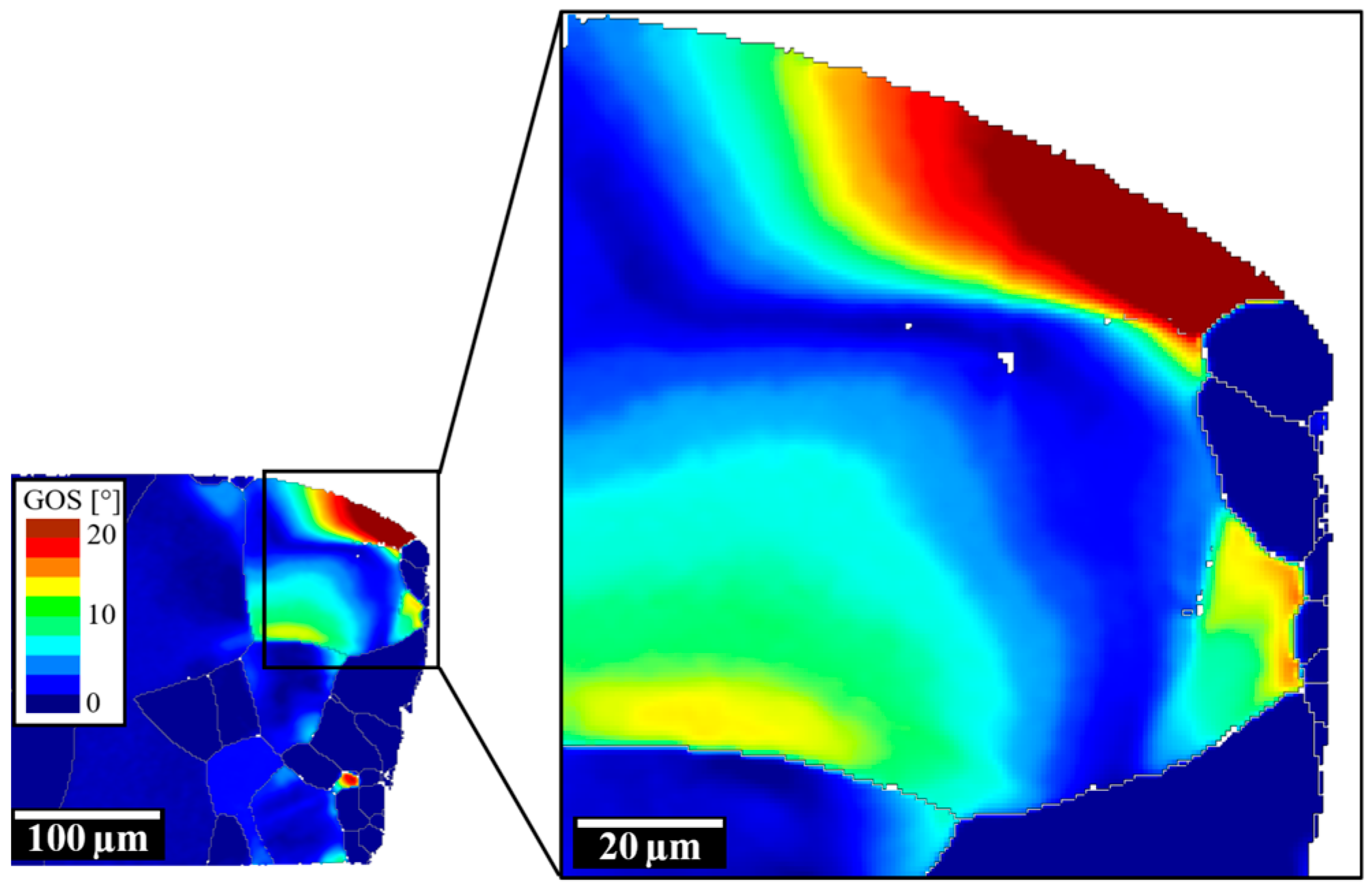
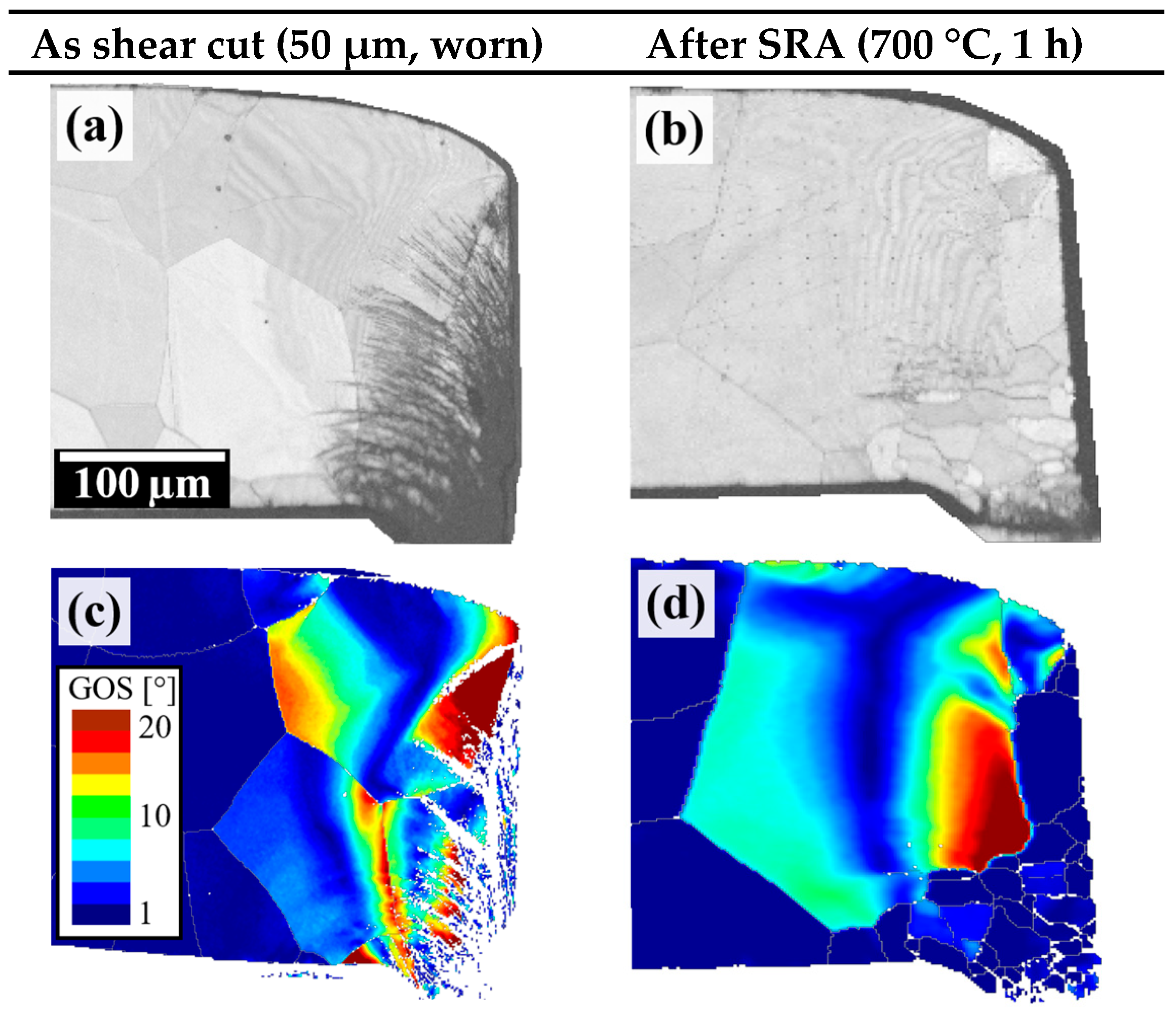
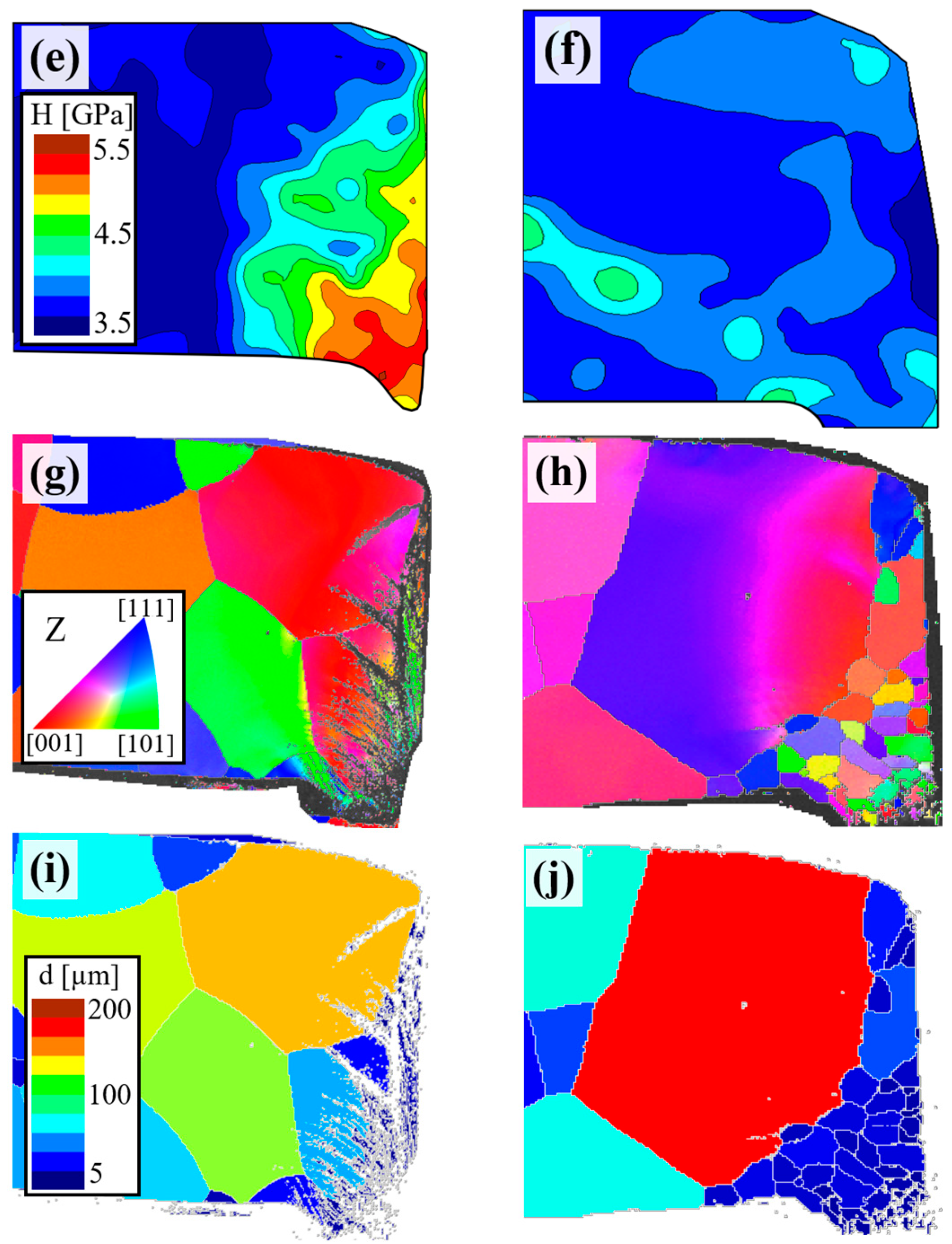
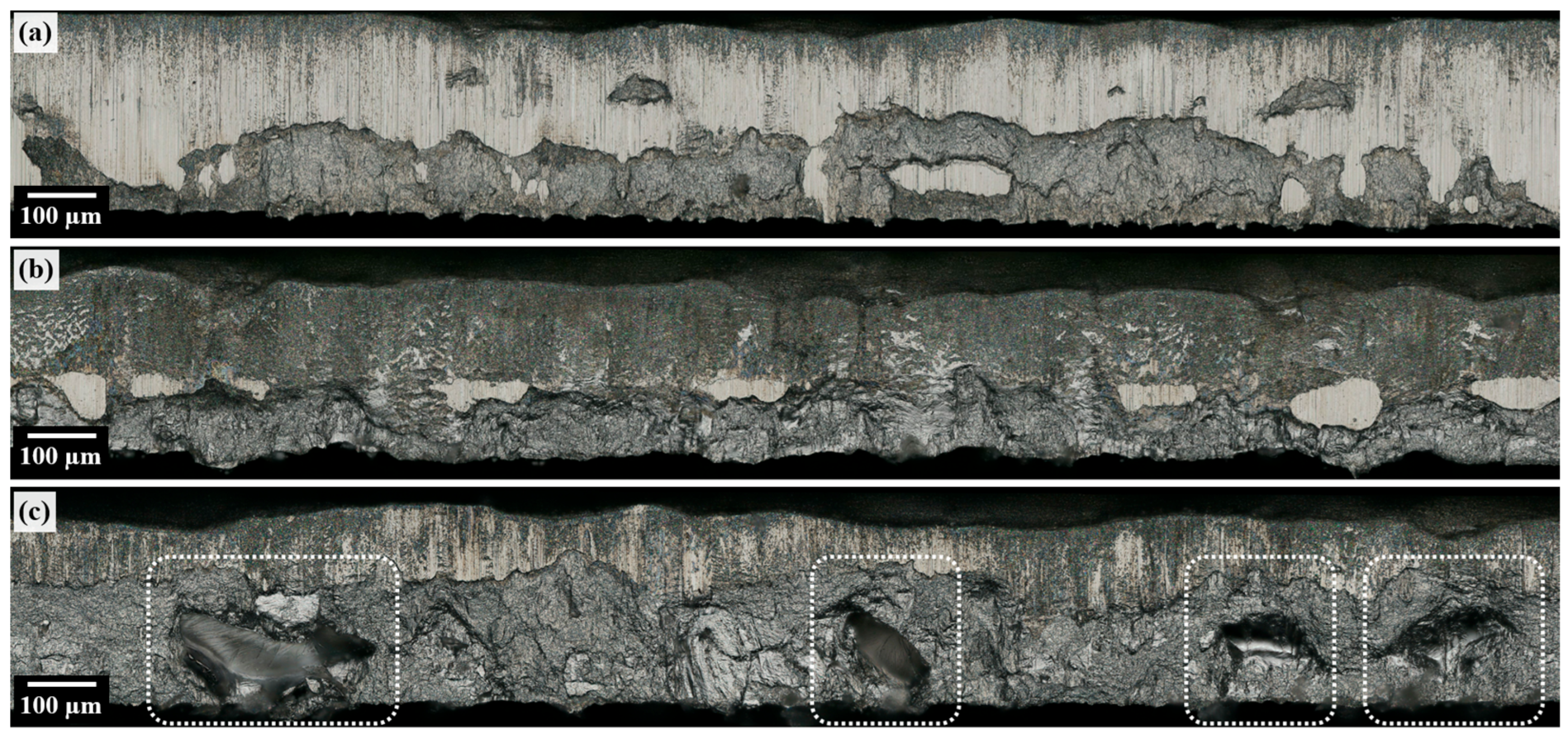
3.1. Influence of SRA on Microstructure
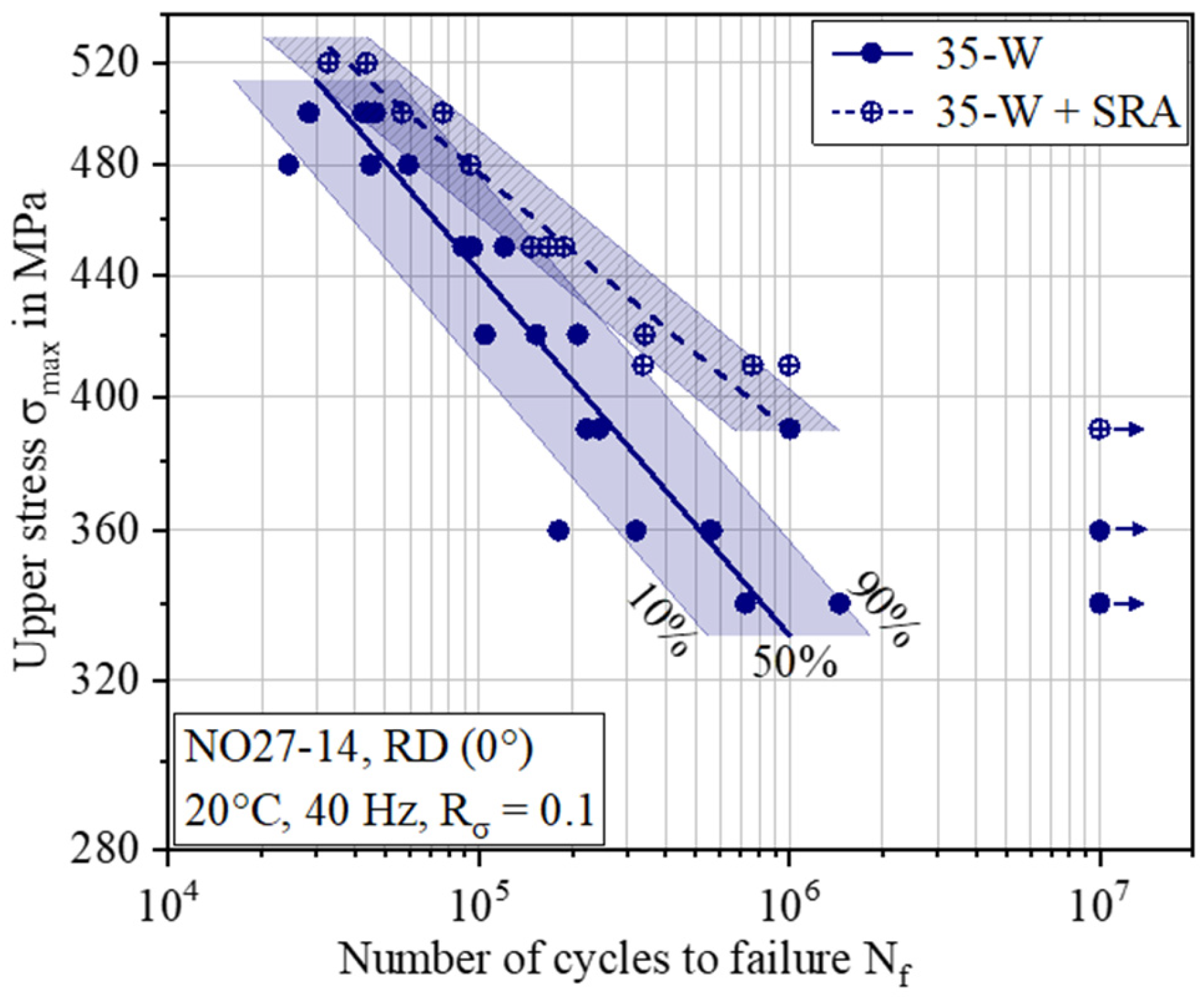
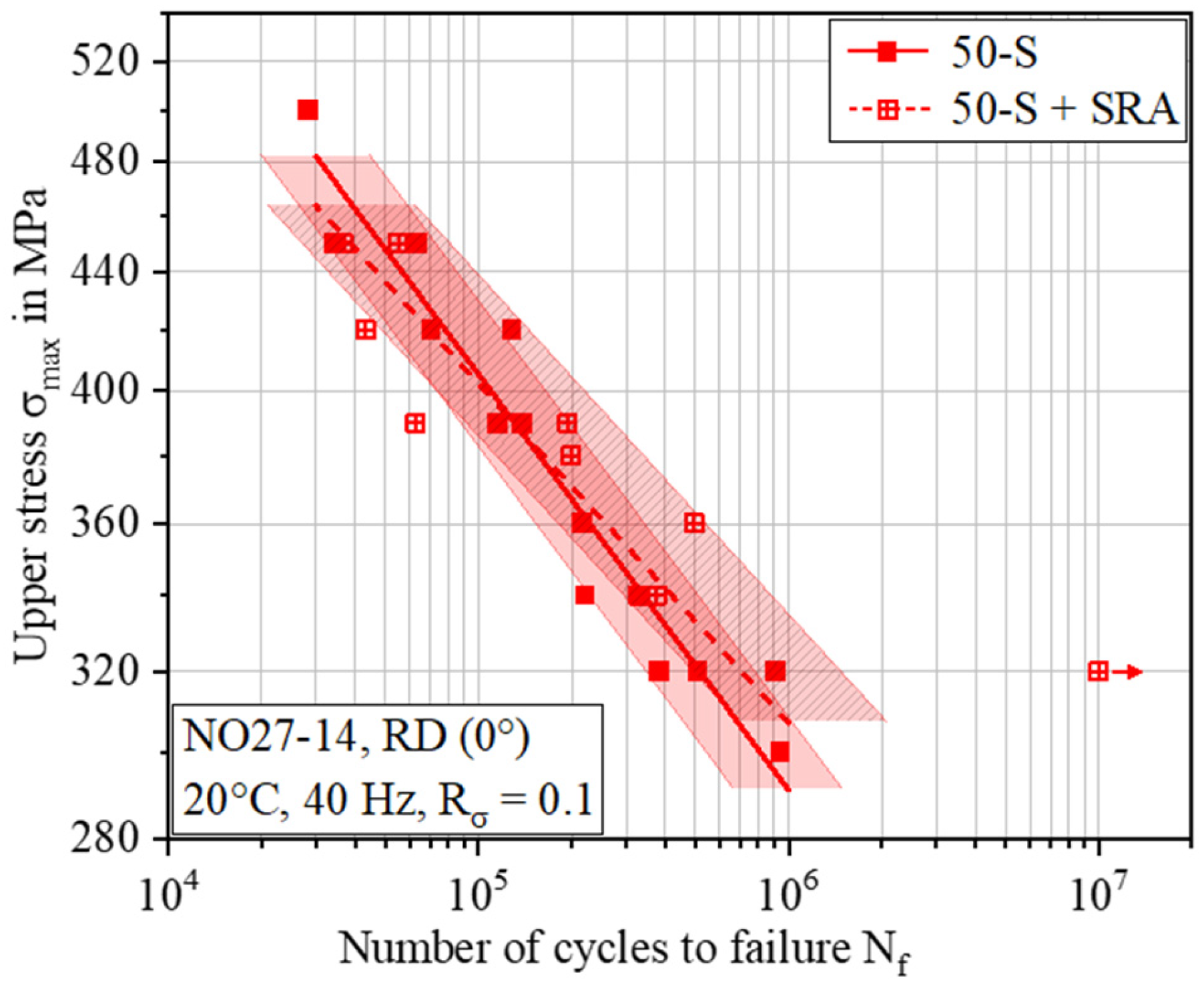
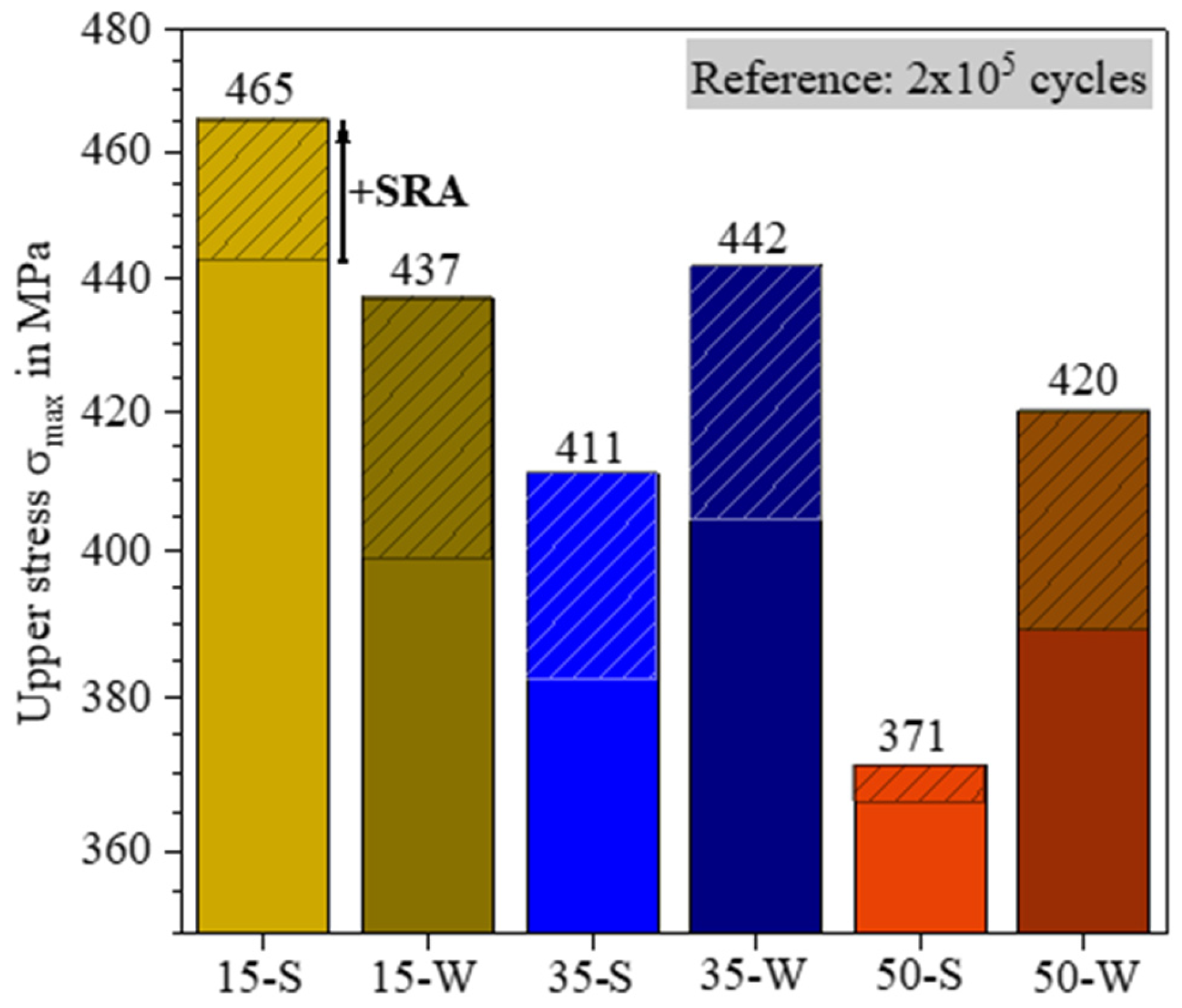
3.2. Influence of SRA on Fatigue Life
4. Discussion
4.1. Differences in SRA Improvement
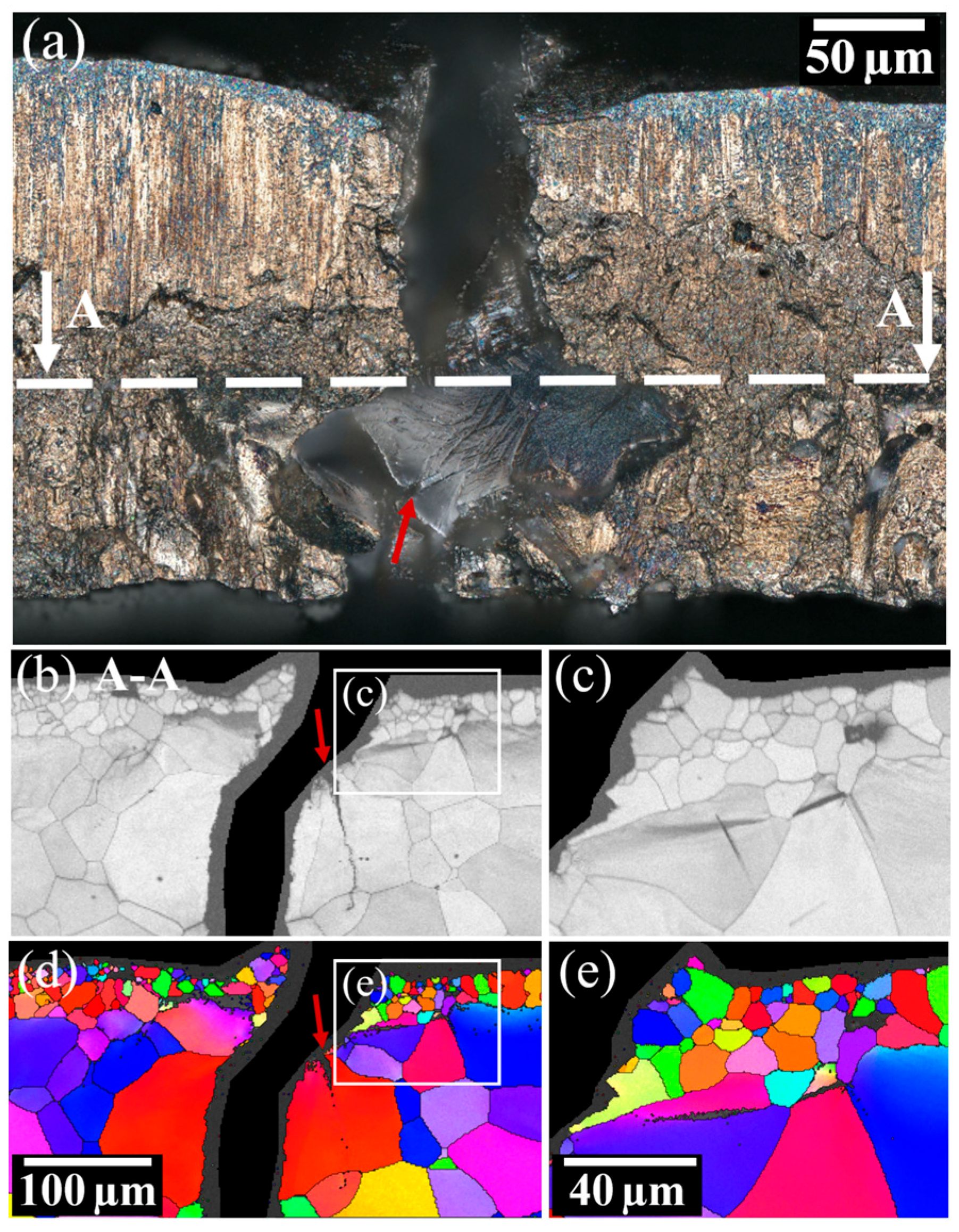
4.2. Microstructural Cause of Grain Debonding
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Knetsch, D.; Funk, M.; Kennerknecht, T.; Eberl, C. Load Data Calculation in Electric Axle Drives and Fatigue Assessment for the Electric Motor Subsystem. Mater. Test. 2014, 7–8, 535–541. [Google Scholar] [CrossRef]
- Gao, Y.; Long, R.; Pang, Y.; Lindenmo, M. Fatigue Properties of an Electrical Steel and Design of EV/HEV IPM Motor Rotors for Durability and Efficiency; SAE Technical Paper Series; SAE: Warrendale, PA, USA, 2010. [Google Scholar]
- Haefele, P.; Thum, M.; Knerr, T. Life-Time-Assessment for Rotors for Electric Drives. In Proceedings of the Third International Conference on Engineering Science and Innovative Technology (ESIT), Bangkok, Thailand, 19–22 April 2018. [Google Scholar]
- Winter, K.; Liao, Z.; Ramanathan, R.; Axinte, D.; Vakil, G.; Gerada, C. How non-conventional machining affects the surface integrity and magnetic properties of non-oriented electrical steel. Mater. Des. 2021, 210, 110051. [Google Scholar] [CrossRef]
- Gottwalt-Baruth, A.; Kubaschinski, P.; Waltz, M.; Tetzlaff, U. Influence of shear cutting parameters on the punched edges and fatigue behavior of non-oriented electrical steel sheets. Mater. Sci. Eng. Technol. 2024; to be published. [Google Scholar]
- Dehmani, H.; Brugger, C.; Palin-Luc, T.; Mareau, C.; Koechlin, S. High cycle fatigue strength assessment methodology considering punching effects. Procedia Eng. 2013, 213, 691–698. [Google Scholar] [CrossRef]
- Alves, E.M.M.; Silveira, C.C.; da Cunha, M.A. Influence of stress relief annealing temperature on the cutting edge microstructure and on the recovery of magnetic properties of grain oriented electrical steel. Mater. Charact. 2020, 166, 110408. [Google Scholar] [CrossRef]
- Nunes, C.D.S.; Neto, A.S.; Miranda, V.A.Q.; Matos, L.C.S.; Favarato, L.N.O.; Rocco, D.L. Influence of the cutting process, heat treatment, and maximum magnetic induction on the magnetic properties of highly oriented electrical steels. J. Magn. Magn. Mater. 2021, 537, 168211. [Google Scholar] [CrossRef]
- Naumoski, H.; Riedmüller, B.; Minkow, A.; Herr, U. Investigation of the influence of different cutting procedures on the global and local magnetic properties of non-oriented electrical steel. J. Magn. Magn. Mater. 2015, 392, 126–133. [Google Scholar] [CrossRef]
- Dehmani, H.; Brugger, C.; Palin-Luc, T.; Mareau, C.; Koechlin, S. Experimental study of the impact of punching operations on the high cycle fatigue strength of Fe–Si thin sheets. Int. J. Fatigue 2016, 82, 721–729. [Google Scholar] [CrossRef]
- Kentaro, I.; Tatsuya, O.; Teppei, M.; Masaki, K.; Keisuke, S. Fatigue Life Prediction of Motor Rotor Considering Influence of Die-cutting on Electrical Steel. Trans. Soc. Automot. Eng. Jpn. 2020, 51, 422–427. [Google Scholar]
- Nakata, T.; Nakano, M.; Kawahara, K. Effects of Stress Due to Cutting on Magnetic Characteristics of Silicon Steel. IEEE Transl. J. Magn. Jpn. 1992, 7, 453–457. [Google Scholar] [CrossRef]
- Gottwalt, A.; Kubaschinski, P.; Waltz, M.; Glatzel, U.; Tetzlaff, U. An experimental setup for fatigue testing of thin electrical steel sheets. Int. J. Fatigue 2022, 162, 106987. [Google Scholar] [CrossRef]
- Herbert, E.G.; Pharr, G.M.; Oliver, W.C.; Lucas, B.N.; Hay, J.L. On the Measurement of Stress-Strain Curves by Spherical Indentation. In MRS Proceedings; Materials Research Society: Warrendale, PA, USA, 2000; Volume 649. [Google Scholar]
- Beausir, B.; Fundenberger, J.-J. Analysis Tools for Electron and X-Ray Diffraction, ATEX-Software; Université de Lorraine: Metz, France, 2017; Available online: www.atex-software.eu (accessed on 2 November 2023).
- Lara, A.; Picas, I.; Casellas, D. Effect of the cutting process on the fatigue behaviour of press hardened and high strength dual phase steels. J. Mater. Process. Technol. 2013, 11, 1908–1919. [Google Scholar] [CrossRef]
- Boettner, R.; McEvily, A. Fatigue slip band formation in silicon-iron. Acta Metall. 1965, 9, 937–946. [Google Scholar] [CrossRef]
- Heller, M.; Gibson, J.S.K.-L.; Pei, R.; Korte-Kerzel, S. Deformation of µm- and mm-sized Fe2.4wt.%Si single- and bi-crystals with a high angle grain boundary at room temperature. Acta Mater. 2020, 194, 452–463. [Google Scholar] [CrossRef]
- Iordache, V. Characterisation of Mechanical Stresses in Ferromagnetic Steels by Using Magnetic Measurements; Université de Technologie de Compiègne: Compiègne, France, 2003. [Google Scholar]
- Libovický, S.; Šesták, B. Influence of the Silicon Content on the Crystallography of Slip in Iron—Silicon Alloy Single Crystals. J. Appl. Phys. 1963, 34, 2919–2921. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Mn | Si | P | S | Al | Fe |
|---|---|---|---|---|---|---|---|
| wt.% | 0.007 | 0.16 | 3.32 | 0.01 | 0.002 | 1.1 | 95.3 |
| E [GPa] | ν [-] | Re [MPa] | Rm [MPa] | A [%] |
|---|---|---|---|---|
| 187 | 0.28 | 447 | 540 | 15.3 |
| 15-S | 15-W | 35-S | 35-W | 50-S | 50-W | |
|---|---|---|---|---|---|---|
| σYY [MPa] | 213 ± 35 | 168 ± 54 | 204 ± 49 | 213 ± 48 | 196 ± 43 | 220 ± 50 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gottwalt-Baruth, A.; Kubaschinski, P.; Waltz, M.; Tetzlaff, U. Influence of Subsequent Heat Treatment on Fatigue Behavior of Shear-Cut Electrical Steel Sheets. Alloys 2024, 3, 281-294. https://doi.org/10.3390/alloys3040017
Gottwalt-Baruth A, Kubaschinski P, Waltz M, Tetzlaff U. Influence of Subsequent Heat Treatment on Fatigue Behavior of Shear-Cut Electrical Steel Sheets. Alloys. 2024; 3(4):281-294. https://doi.org/10.3390/alloys3040017
Chicago/Turabian StyleGottwalt-Baruth, Albin, Paul Kubaschinski, Manuela Waltz, and Ulrich Tetzlaff. 2024. "Influence of Subsequent Heat Treatment on Fatigue Behavior of Shear-Cut Electrical Steel Sheets" Alloys 3, no. 4: 281-294. https://doi.org/10.3390/alloys3040017
APA StyleGottwalt-Baruth, A., Kubaschinski, P., Waltz, M., & Tetzlaff, U. (2024). Influence of Subsequent Heat Treatment on Fatigue Behavior of Shear-Cut Electrical Steel Sheets. Alloys, 3(4), 281-294. https://doi.org/10.3390/alloys3040017