
Effect of Food 3D Printing Process on the Rheological Properties of Rice Protein Printing Inks †

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Design
2.2. Protein Ink Preparation
2.3. Rheological Analysis
2.4. Statical Analysis
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ahmed, J.; Ptaszek, P.; Basu, S. Food Rheology: Scientific Development and Importance to Food Industry. In Advances in Food Rheology and Its Applications; Elsevier: Amsterdam, The Netherlands, 2017; pp. 1–4. [Google Scholar]
- Maldonado-Rosas, R.; Tejada-Ortigoza, V.; Cuan-Urquizo, E.; Mendoza-Cachú, D.; Morales-de la Peña, M.; Alvarado-Orozco, J.M.; Campanella, O.H. Evaluation of Rheology and Printability of 3D Printing Nutritious Food with Complex Formulations. Addit. Manuf. 2022, 58, 103030. [Google Scholar] [CrossRef]
- Miri, T. Viscosity and Oscillatory Rheology. In Practical Food Rheology; Wiley: New York, NY, USA, 2011; pp. 7–28. [Google Scholar]
- Kasapis, S.; Bannikova, A. Rheology and Food Microstructure. In Advances in Food Rheology and Its Applications; Elsevier Inc.: Amsterdam, The Netherlands, 2017; pp. 7–46. ISBN 9780081004326. [Google Scholar]
- Lille, M.; Nurmela, A.; Nordlund, E.; Metsä-Kortelainen, S.; Sozer, N. Applicability of Protein and Fiber-Rich Food Materials in Extrusion-Based 3D Printing. J. Food Eng. 2018, 220, 20–27. [Google Scholar] [CrossRef]
- Yun, H.J.; Han, N.R.; An, H.W.; Jung, W.K.; Kim, H.W.; Lee, S.G. Development of an Abalone 3D Food Printing Ink for the Personalized Senior-Friendly Foods. Foods 2022, 11, 3262. [Google Scholar] [CrossRef] [PubMed]
- Cai, Q.; Zhong, Y.; Xu, M.; Huang, Q.; Lu, X. 3D Printed High Oil Custard Cream: Effects of Whey Protein Isolate, Hydroxypropylated Starch and Carrageenan on Physicochemical Properties and Printing Performance. LWT 2022, 156, 113039. [Google Scholar] [CrossRef]
- Hussain, S.; Arora, V.K.; Malakar, S. Formulation of Protein-Enriched 3D Printable Food Matrix and Evaluation of Textural, Rheological Characteristics, and Printing Stability. J. Food Process. Preserv. 2021, 45, e15182. [Google Scholar] [CrossRef]
- Aguilera-Morillo, M.C.; Aguilera, A.M. P-Spline Estimation of Functional Classification Methods for Improving the Quality in the Food Industry. Commun. Stat. Simul. Comput. 2015, 44, 2513–2534. [Google Scholar] [CrossRef]
- R Core Team. R: A Language and Environment for Statistical Computing, 2022. Available online: https://www.r-project.org/ (accessed on 6 September 2023).
- Matas, A.; Igual, M.; García-Segovia, P.; Martínez-Monzó, J. Application of 3D Printing in the Design of Functional Gluten-Free Dough. Foods 2022, 11, 1555. [Google Scholar] [CrossRef] [PubMed]
- Derossi, A.; Caporizzi, R.; Oral, M.O.; Severini, C. Analyzing the Effects of 3D Printing Process per Se on the Microstructure and Mechanical Properties of Cereal Food Products. Innov. Food Sci. Emerg. Technol. 2020, 66, 102531. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
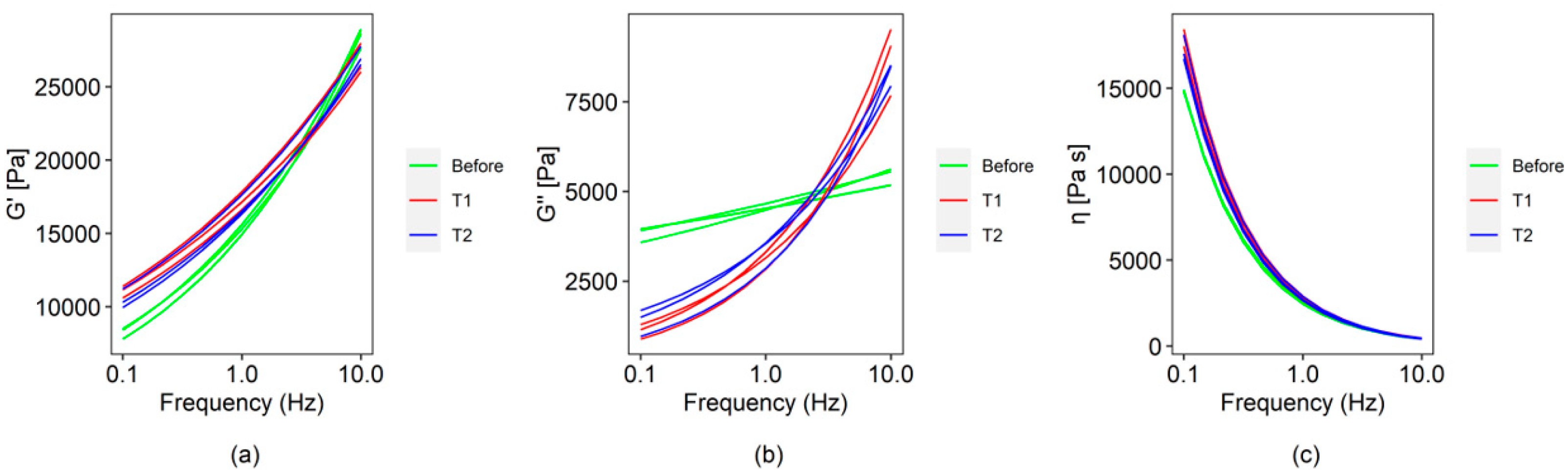
| G′ [Pa] | G″ [Pa] | η* [Pa s] | |
|---|---|---|---|
| Frequency to 1 Hz | |||
| Before | 15,284.3 ± 193.6 a | 4556.5 ± 54.3 a | 2542.5 ± 44.2 a |
| T1 | 17,193.7 ± 357.1 b | 3090.6 ± 139.8 b | 2817 ± 50.8 ab |
| T2 | 16,832.7 ± 404.7 b | 3317 ± 233.1 b | 2735.6 ± 74.9 b |
| Frequency to 10 Hz | |||
| Before | 28,400.4 ± 386.6 a | 5447.7 ± 137.9 a | 435.5 ± 15.4 a |
| T1 | 26,775.2 ± 602.9 a | 8753.1 ± 555 b | 441.4 ± 8.8 a |
| T2 | 27,059.8 ± 369 a | 8317.1 ± 187.9 b | 433.2 ± 12.9 a |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barrios-Rodríguez, Y.F.; Igual-Ramo, M.; Martínez-Monzó, J.; García-Segovia, P. Effect of Food 3D Printing Process on the Rheological Properties of Rice Protein Printing Inks. Biol. Life Sci. Forum 2023, 26, 15. https://doi.org/10.3390/Foods2023-15061
Barrios-Rodríguez YF, Igual-Ramo M, Martínez-Monzó J, García-Segovia P. Effect of Food 3D Printing Process on the Rheological Properties of Rice Protein Printing Inks. Biology and Life Sciences Forum. 2023; 26(1):15. https://doi.org/10.3390/Foods2023-15061
Chicago/Turabian StyleBarrios-Rodríguez, Yeison Fernando, Marta Igual-Ramo, Javier Martínez-Monzó, and Purificación García-Segovia. 2023. "Effect of Food 3D Printing Process on the Rheological Properties of Rice Protein Printing Inks" Biology and Life Sciences Forum 26, no. 1: 15. https://doi.org/10.3390/Foods2023-15061
APA StyleBarrios-Rodríguez, Y. F., Igual-Ramo, M., Martínez-Monzó, J., & García-Segovia, P. (2023). Effect of Food 3D Printing Process on the Rheological Properties of Rice Protein Printing Inks. Biology and Life Sciences Forum, 26(1), 15. https://doi.org/10.3390/Foods2023-15061