
Development of Thermally Insulating Nonwovens from Milkweed Fibers Using an Air-Laid Spike Process



Abstract
:1. Introduction
2. Materials and Methods
2.1. Material
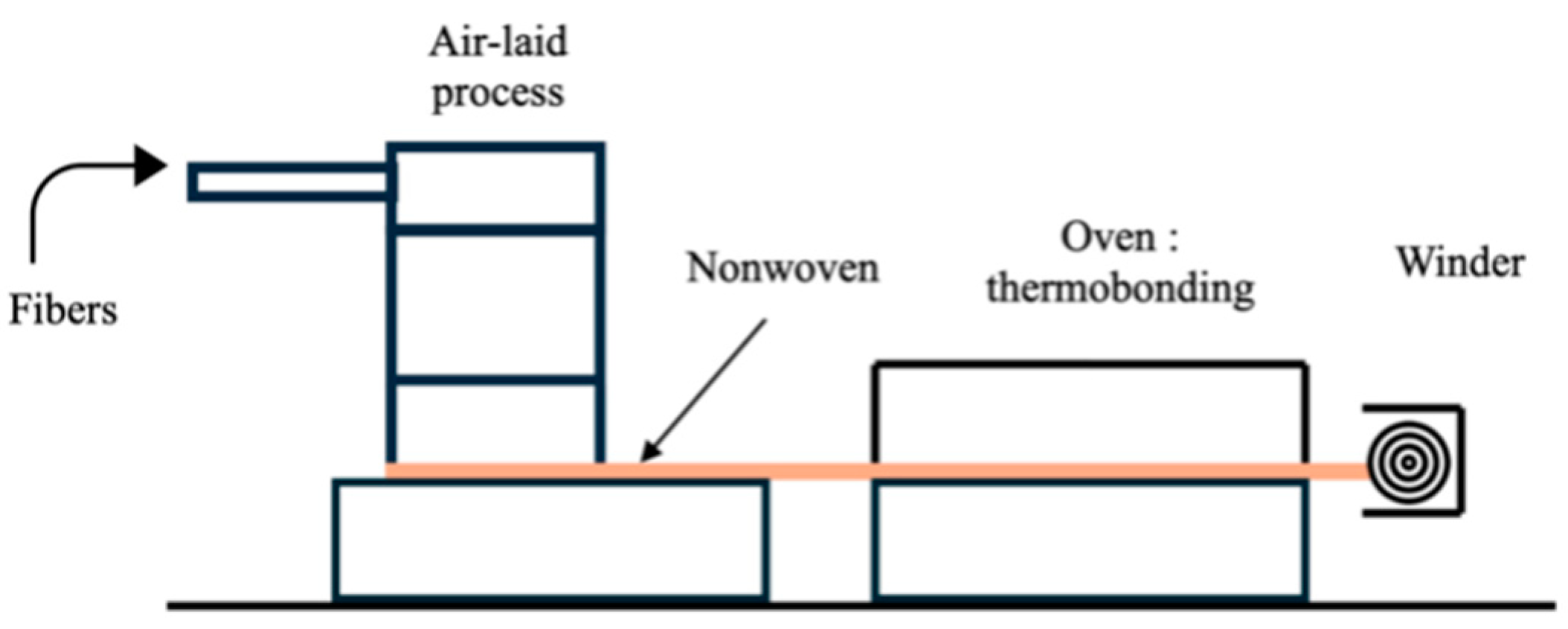
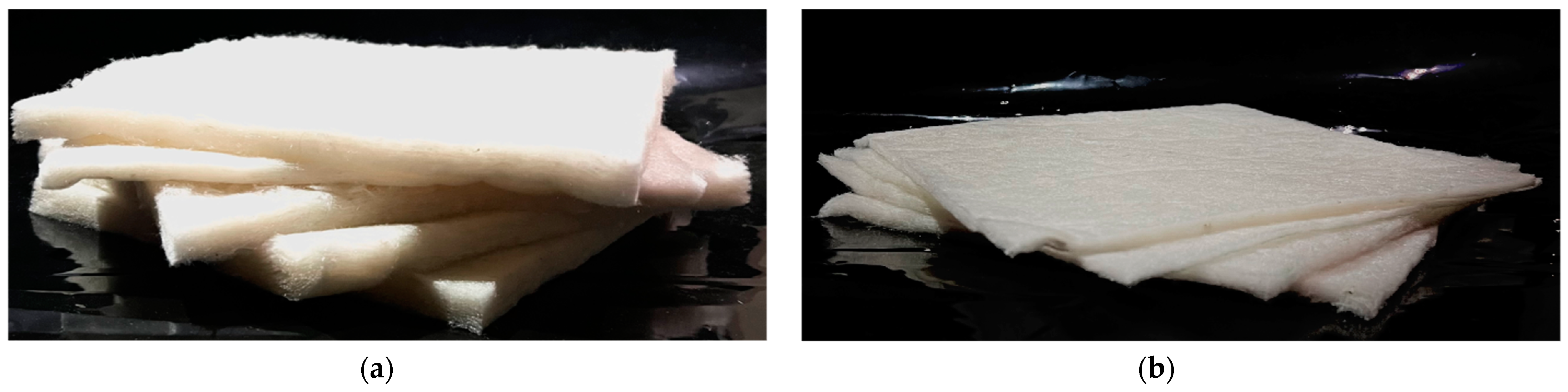
2.2. Sample Preparation
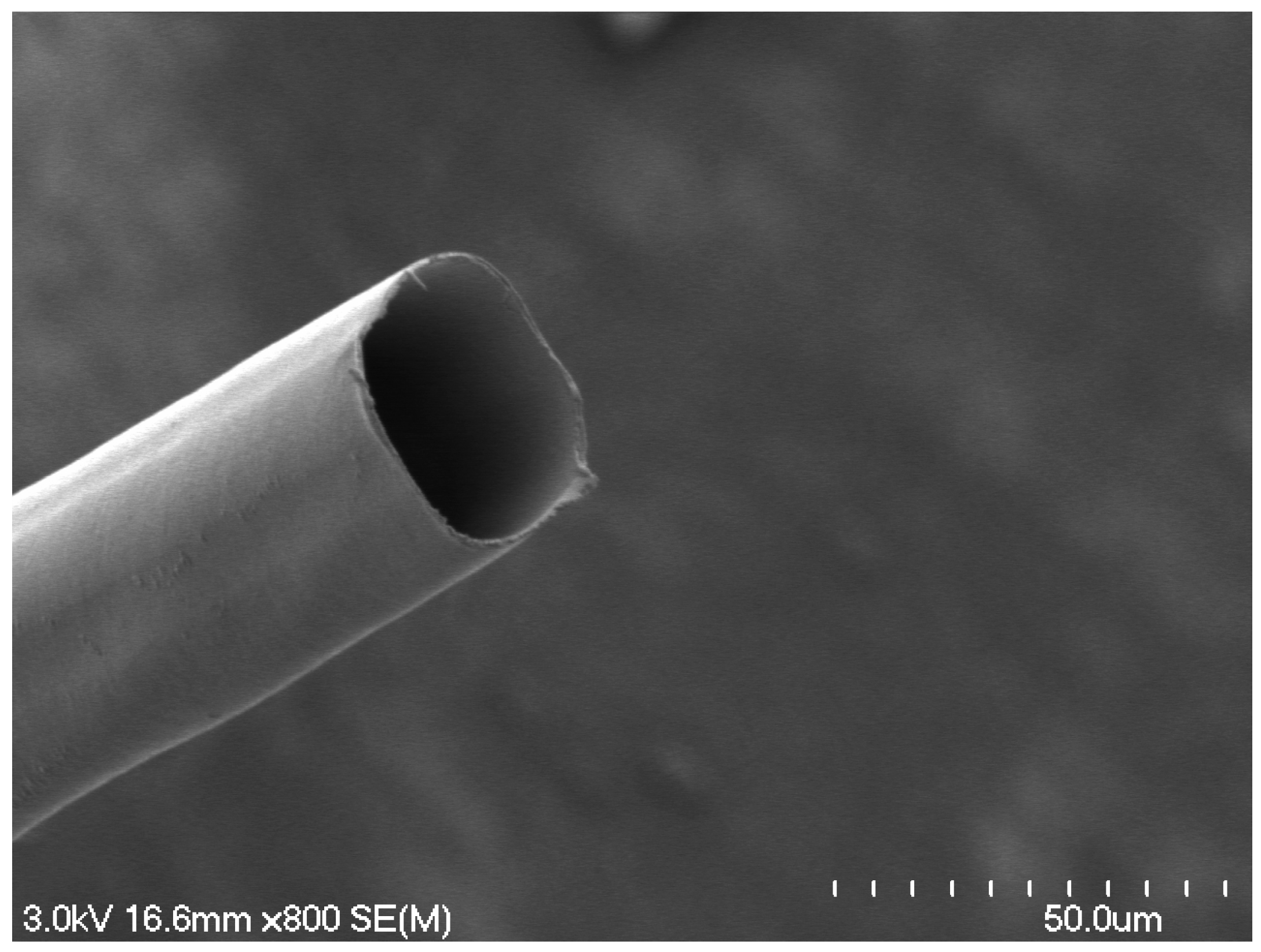
2.3. Characterization of Raw Fibers
Fineness
2.4. Characterization of the Nonwovens
2.4.1. Physical Properties
2.4.2. Thermal Resistance Properties
2.4.3. Compression and Short-Term Compression Recovery Properties
2.4.4. Porosity
2.4.5. Moisture Regain (MR)
3. Results and Discussion
3.1. Properties of Nonwovens
3.2. Thermal Conductivity
3.2.1. Thermal Resistance
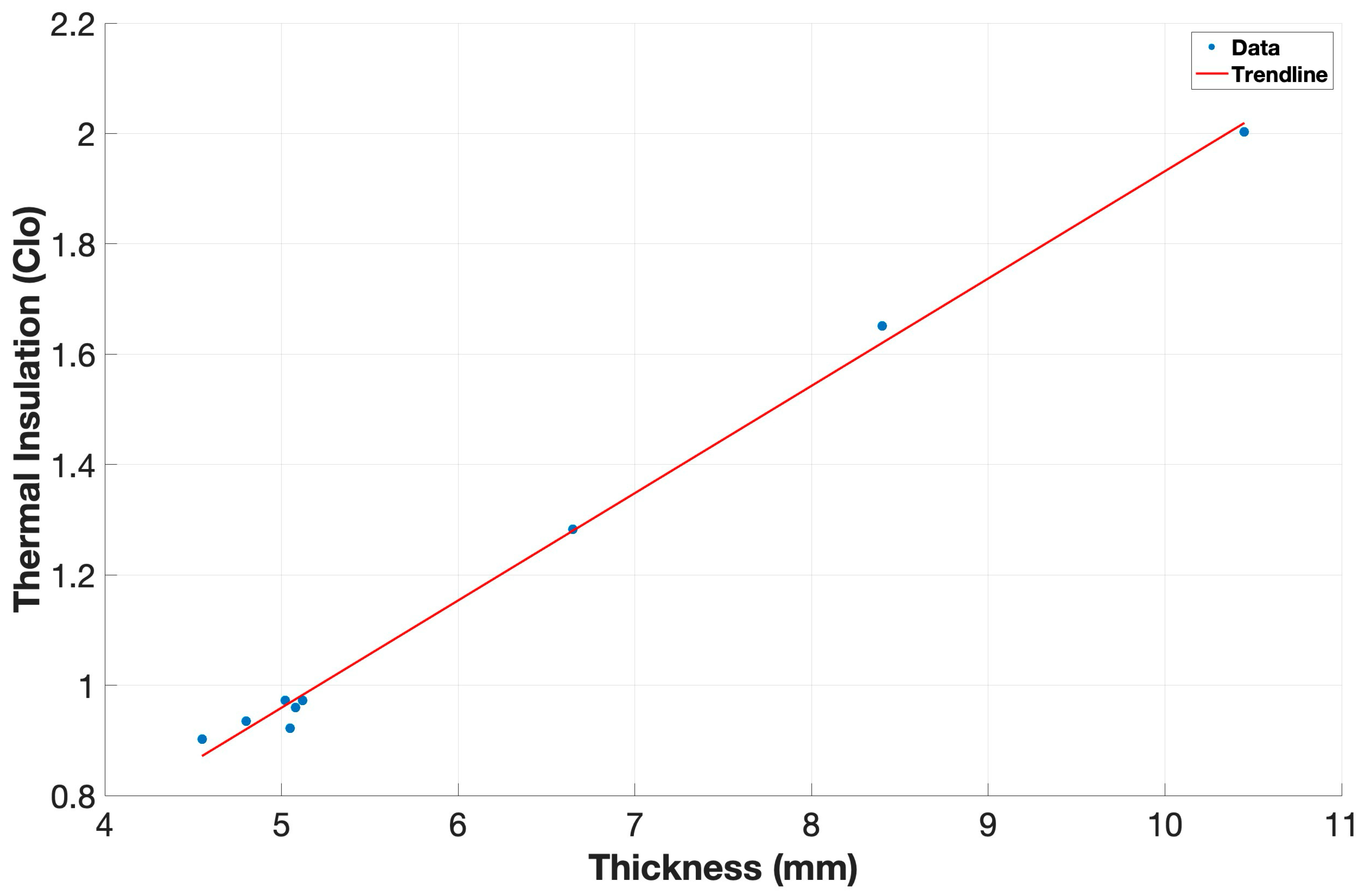
3.2.2. Thermal Insulation
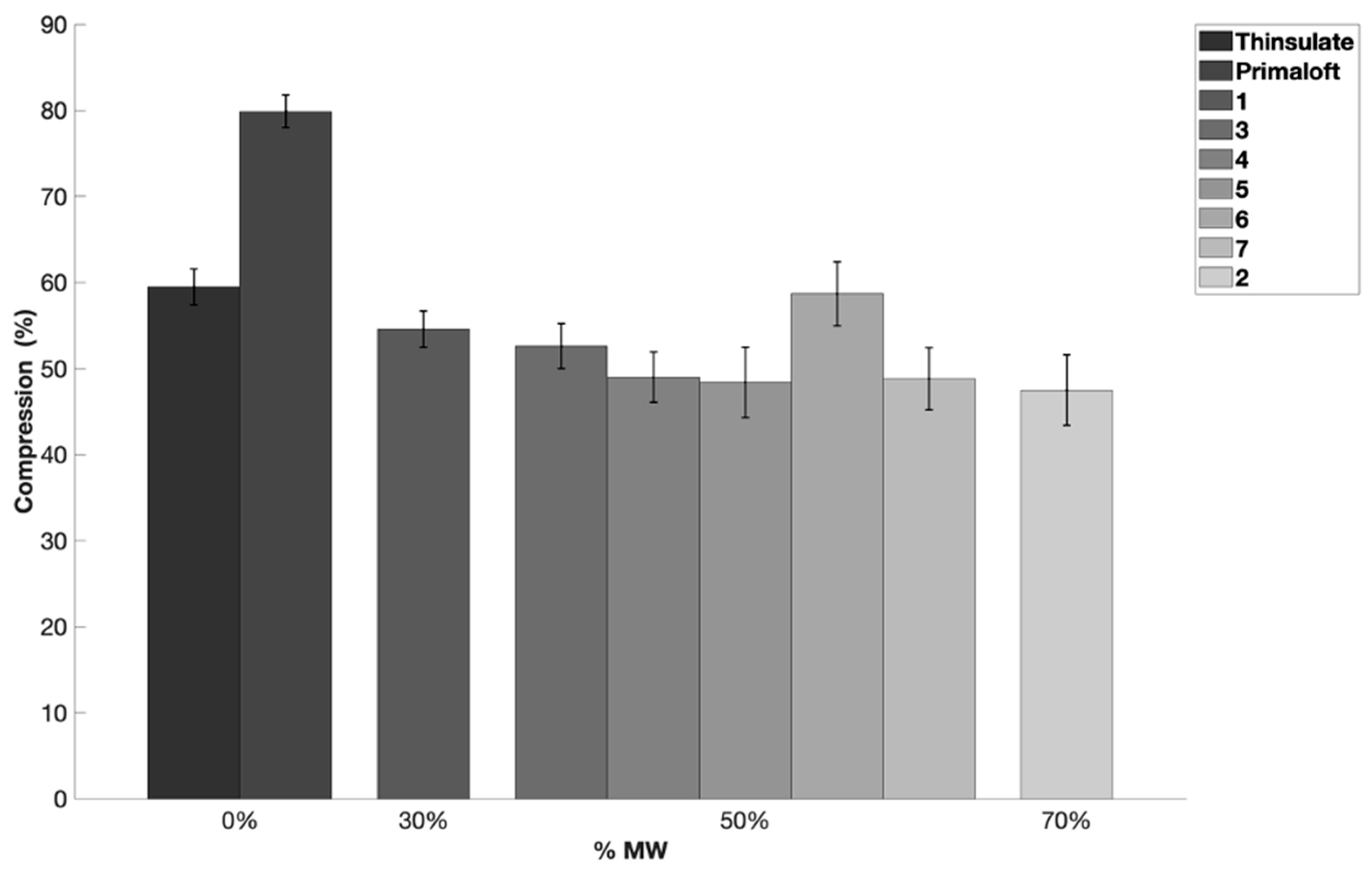
3.3. Compression and Short-Term Compression Recovery
3.4. Moisture Regain
3.5. Air-Laid Efficiency
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Desore, A.; Narula, S.A. An overview on corporate response towards sustainability issues in textile industry. Environ. Dev. Sustain. 2018, 20, 1439–1459. [Google Scholar] [CrossRef]
- Centobelli, P.; Abbate, S.; Nadeem, S.; Garza-Reyes, J.A. Slowing the fast fashion industry: An all-round perspective. Curr. Opin. Green Sustain. Chem. 2022, 38, 100684. [Google Scholar] [CrossRef]
- Nikolina, S. Environmental Impact of Textile and Clothes Industry. Report, European Parliamentary Research Service, European Parliamentary Research Service. 2019. Available online: https://www.europarl.europa.eu/RegData/etudes/BRIE/2019/633143/EPRS_BRI(2019)633143_EN.pdf (accessed on 22 September 2024).
- Kim, S.; Kim, E.; Park, Y. Thermal insulation and morphology of natural and synthetic filled outdoor sportswear by repeated water washing and dry cleaning. Int. J. Cloth. Sci. Technol. 2018, 30, 428–443. [Google Scholar] [CrossRef]
- Preferred Fiber & Materials Market Report-Textile Exchange. Available online: https://textileexchange.org/knowledge-center/reports/materials-market-report-2023/ (accessed on 21 September 2024).
- Milanese, A.C.; Cioffi, M.O.; Voorwald, H.J. Thermal and mechanical behaviour of sisal/phenolic composites. Compos. Part B Eng. 2012, 43, 2843–2850. [Google Scholar] [CrossRef]
- Thakur, V.; Thakur, M.; Gupta, R. Review: Raw Natural Fiber–Based Polymer Composites. Int. J. Polym. Anal. Charact. 2014, 19, 256–271. [Google Scholar] [CrossRef]
- Baley, C. Fibres naturelles de renfort pour matériaux composites. In Archives; Techniques de l’ingénieur: Paris, France, 2013; Réf AM5130 V2. [Google Scholar]
- Bledzki, A.K.; Gassan, J. Composites reinforced with cellulose based fibres. Prog. Polym. Sci. 1999, 24, 221–274. [Google Scholar] [CrossRef]
- Penu, C.; Helou, M. Acide polylactique (PLA). In Matériaux Fonctionnels—Matériaux Biosourcés; Techniques de l’ingénieur: Paris, France, 2017; Réf AM3317 V1. [Google Scholar]
- Karthik, T.; Murugan, R. A Potential Sustainable Natural Fibre Crop. In Sustainable Fibre for Fashion Industry; Muthu, S.S., Gardetti, M., Eds.; Springer: Singapore, 2016; pp. 111–146. [Google Scholar]
- Ovlaque, P. Valorisation de la Fibre D’asclépiade Pour le Renforcement de Matrices Organiques. Ph.D. Thesis, University of Sherbrooke, Sherbrooke, QC, Canada, 2019. [Google Scholar]
- Sanchez-Diaz, S.; Elkoun, S.; Robert, M. Thermal Insulation Properties of Milkweed Floss Nonwovens: Influence of Temperature, Relative Humidity, and Fiber Content. J. Compos. Sci. 2024, 8, 16. [Google Scholar] [CrossRef]
- Campeau, S.; Panneton, R.; Elkoun, S. Experimental Validation of an Acoustical Micro-Macro Model for Random Hollow Fibre Structure. Acta Acust. United Acust. 2019, 105, 240–247. [Google Scholar] [CrossRef]
- Hornsby, P.; Hinrichsen, E.; Tarverdi, K. Preparation and properties of polypropylene composites reinforced with wheat and flax straw fibres: Part I Fibre characterization. J. Mater. Sci. 1997, 32, 443–449. [Google Scholar] [CrossRef]
- Oksman, K. High Quality Flax Fibre Composites Manufactured by the Resin Transfer Moulding Process. J. Reinf. Plast. Compos. 2001, 20, 621–627. [Google Scholar] [CrossRef]
- Oksman, K.; Wallström, L.; Berglund, L.; Filho, T. Morphology and mechanical properties of unidirectional sisal–epoxy composites. R. J. Appl. Polym. Sci. 2002, 84, 2358–2365. [Google Scholar] [CrossRef]
- Azwa, Z.N.; Yousif, B.F.; Manalo, A.C.; Karunasena, W. A review on the degradability of polymeric composites based on natural fibres. Mater. Des. 2013, 47, 424–442. [Google Scholar] [CrossRef]
- Richard, C.; Cousin, P.; Foruzanmehr, M.; Elkoun, S.; Robert, M. Characterization of components of milkweed floss fiber. Sep. Sci. Technol. 2019, 54, 3091–3099. [Google Scholar] [CrossRef]
- Sanchez-Diaz, S.; Ouellet, C.; Elkoun, S.; Robert, M. Evaluating the Properties of Native and Modified Milkweed Floss for Applications as a Reinforcing Fiber. J. Nat. Fibers 2023, 20, 2174630. [Google Scholar] [CrossRef]
- Gharehaghaji, A.A.; Davoodi, S.H. Mechanical damage to estabragh fibers in the production of thermobonded layers. J. Appl. Polym. Sci. 2008, 109, 3062–3069. [Google Scholar] [CrossRef]
- Karthik, T.; Murugan, R. Spinnability of cotton/milkweed blends on ring, compact and rotor spinning systems. Indian J. Fibre Text. Res. 2016, 41, 26–32. [Google Scholar]
- Dréan, J.Y.F.; Patry, J.J.; Lombard, G.F.; Weltrowski, M. Mechanical Characterization and Behavior in Spinning Processing of Milkweed Fibers. Text. Res. J. 1993, 8, 443–450. [Google Scholar] [CrossRef]
- Thangavel, K.; Murugan, R. Influence of spinning parameters on milkweed/cotton DREF-3 yarn properties. J. Text. Inst. 2013, 104. [Google Scholar]
- Bahl, M.; Arora, C.; Parmar, M.; Rao, J.V. Surface modification of milkweed fibres to manufacture yarns. Res. J. 2013, 60, 33–35. [Google Scholar]
- Sakthivel, J.C.; Mukhopadhyay, S.; Palanisamy, N.K. Some Studies on Mudar Fibers. J. Ind. Text. 2005, 35, 63–76. [Google Scholar] [CrossRef]
- Parmar, M.S.; Bahl, M.; Rao, J.V. Milkweed blended fabrics and their thermal insulation and UV protection properties. Indian J. Fibre Text. Res. 2015, 40, 351–355. [Google Scholar]
- Crews, P.C.; Sievert, S.A.; Woeppel, L.T.; Mccullough, E.A. Evaluation of Milkweed Floss as an Insulative Fill Material. Text. Res. J. 1991, 61, 203–210. [Google Scholar] [CrossRef]
- ISO 9073-1:2023; Nonwovens—Test Methods—Part 1: Determination of Mass per Unit Area. ISO: Geneva, Switzerland, 2023.
- ISO 9073-2:21995; Nonwovens—Test Methods—Part 2: Determination of Thickness. ISO: Geneva, Switzerland, 1995.
- ASTM C518-21; Standard Test Method for Steady-State Thermal Transmission Properties by Means of the Heat Flow Meter Apparatus. ASTM: West Conshohocken, PA, USA, 2021.
- ASHRAE ANSI/ASHRAE Standard 55-1992; Thermal Environmental Conditions for Human Occupancy. American Society of Heating, Refrigerating, and Air-Conditioning Engineers, Inc.: Atlanta, GA, USA, 1992.
- McCullough, E.A.; Jones, B.; Huck, J. Factors affecting the resistance to heat transfer provided by clothing. J. Therm. Biol. 1991, 18, 405–407. [Google Scholar] [CrossRef]
- ASTM D6571-22; Standard Test Method for Determination of Compression Resistance and Recovery Properties of Highloft Nonwoven Fabric Using Static Force Loading. ASTM: West Conshohocken, PA, USA, 2022.
- ASTM D2654-22; Standard Test Methods for Moisture in Textiles. ASTM: West Conshohocken, PA, USA, 2022.
- ASTM D1776/D1776M-20; Standard Practice for Conditioning and Testing Textiles. ASTM: West Conshohocken, PA, USA, 2020.
- Sakthivel, S.; Ramachandran, T. Thermal conductivity of non-woven materials using reclaimed fibres. Int. J. Eng. Res. 2012, 2, 2986. [Google Scholar]
- Varkiyani, S.M.; Rahimzadeh, H.; Bafekrpoor, H.; Jeddi, A.A. Influence of Punch Density and Fiber Blends on Thermal Conductivity on Nonwoven. Open Text. J. 2011, 4, 1–6. [Google Scholar] [CrossRef]
- Yachmenev, V.G.; Parikh, D.V.; Calamari, T.A. Thermal Insulation Properties of Cellulosic-based Nonwoven Composites. J. Ind. Text. 2002, 36, 73–87. [Google Scholar] [CrossRef]
- Wang, C.; Zuo, Q.; Lin, T.; Anuar, N.I.S.; Mohd Salleh, K.; Gan, S.; Yousefani, S.H.S.; Zuo, H.; Zakaria, S. Predicting thermal conductivity and mechanical property of bamboo fibers/polypropylene nonwovens reinforced composites based on regression analysis. Int. Commun. Heat Mass Transf. 2020, 118, 104895. [Google Scholar] [CrossRef]
- Kucukali Ozturk, M.; Venkataraman, M.; Mishra, R. Influence of structural parameters on thermal performance of polypropylene nonwovens. Polym. Adv. Technol. 2018, 29, 3027–3034. [Google Scholar] [CrossRef]
- Kaufman, W.C.; Bothe, D.; Meyer, S.D. Thermal Insulating Capabilities of Outdoor Clothing Materials. Science 1982, 215, 690–691. [Google Scholar] [CrossRef]
- Kothari, V.K.; Das, A.; Sarkar, A. Effect of processing parameters on properties of layered composite needle- punched nonwoven air filters. Indian J. Fibre Text. Res. 2007, 32, 196–201. [Google Scholar]
- Debnath, S. Thermal insulation, compression and air permeability of polyester needle-punched nonwoven. J. Fibre Text. Res. 2010, 35, 38–44. [Google Scholar]
- Debnath, S.; Madhusoothanan, M. Compression Properties of Polyester Needlepunched Fabric. J. Eng. Fibers Fabr. 2009, 4, 155892500900400404. [Google Scholar] [CrossRef]
- Lee, S.H.; Song, W.S. Modification of polylactic acid fabric by two lipolytic enzyme hydrolysis. Text. Res. J. 2013, 83, 229–237. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fiber | Fineness (dtex) | Fiber Length (mm) | Fiber Diameter (μm) | Density (g/cm3) |
|---|---|---|---|---|
| MW | 0.84–2.2 | 25 ± 3 | 22 ± 6 | 0.30 [12] |
| LM 2.2 | 1.98–2.42 * | 12 ± 0.02 | 16 ± 3 | 1.43 |
| PLA | 1.5 * | 51 ± 0.4 | 12.2 ± 1 | 1.28 |
| Samples | MW (wt%) | LM 2.2 (wt%) | PLA (wt%) | Type of Product |
|---|---|---|---|---|
| 1 | 30 | 10 | 60 | Web |
| 2 | 70 | 10 | 20 | Web |
| 3 | 50 | 20 | 30 | Web |
| 4 | 50 | 10 | 40 | TNW |
| 5 | 50 | 20 | 30 | TNW |
| 6 | 50 | 40 | 10 | TNW |
| 7 | 50 | 20 | 30 | Web |
| Samples | MW (wt%) | Mean Ma (g/m2) | Standard Deviation Ma (g/m2) | Mean TH (mm) | Standard Deviation TH (mm) | Density (kg/m3) |
|---|---|---|---|---|---|---|
| 1 | 30 | 55.34 | 1.47 | 5.05 | 0.16 | 10.96 |
| 2 | 70 | 60.75 | 1.61 | 4.80 | 0.35 | 12.66 |
| 3 | 50 | 60.51 | 1.56 | 5.12 | 0.24 | 11.82 |
| 4 | 50 | 161.45 | 1.54 | 8.40 | 0.46 | 19.22 |
| 5 | 50 | 113.20 | 1.98 | 6.65 | 0.24 | 17.02 |
| 6 | 50 | 170.15 | 2.22 | 10.45 | 0.60 | 16.28 |
| 7 | 50 | 56.90 | 1.07 | 4.55 | 0.60 | 12.51 |
| Thinsulate® | 0 | 166.84 | 0.60 | 5.02 | 0.39 | 33.24 |
| Primaloft® | 0 | 86.86 | 0.30 | 5.08 | 0.12 | 17.10 |
| Samples | MW (wt%) | Average λ (mW/m·K) | Standard Deviation λ (mW/m·K) | Thermal Resistance R (m2·K)/W | Specific Thermal Resistance Rspecific (m2·K)/(W·kg/m3) | Thermal Insulation (clo) |
|---|---|---|---|---|---|---|
| 1 | 30 | 35.32 | 0.04 | 0.143 | 0.013 | 0.922 |
| 2 | 70 | 33.13 | 0.03 | 0.145 | 0.011 | 0.935 |
| 3 | 50 | 33.96 | 0.09 | 0.151 | 0.013 | 0.972 |
| 4 | 50 | 32.81 | 0.02 | 0.256 | 0.014 | 1.651 |
| 5 | 50 | 33.44 | 0.01 | 0.199 | 0.012 | 1.283 |
| 6 | 50 | 33.65 | 0.02 | 0.311 | 0.019 | 2.003 |
| 7 | 50 | 32.55 | 0.07 | 0.140 | 0.011 | 0.902 |
| Thinsulate® | 0 | 33.31 | 0.09 | 0.151 | 0.005 | 0.972 |
| Primaloft® | 0 | 34.14 | 0.02 | 0.149 | 0.009 | 0.960 |
| Samples | C (%) | N (%) |
|---|---|---|
| 1 | 54.6 ± 2.1 | 84.6 ± 4.2 |
| 2 | 47.5 ± 2.6 | 93.1± 2.1 |
| 3 | 52.6 ± 2.9 | 84.0 ± 3.4 |
| 4 | 49.0 ± 4.1 | 88.4 ± 3.6 |
| 5 | 48.4 ± 3.7 | 84.6 ± 3.1 |
| 6 | 58.7 ± 3.6 | 87.3 ± 2.8 |
| 7 | 48.8 ± 4.1 | 90.6 ± 2.5 |
| Thinsulate® | 59.5 ± 2.1 | 95.1± 2.4 |
| Primaloft® | 79.9 ± 1.9 | 99.8 ± 1.8 |
| Samples | MW (wt%) | Moisture Regain (%) | Porosity (%) | Average λ (mW/m·K) Before Saturation | Standard Deviation λ (mW/m·K) | Average λ After Water Saturation at a RH of 90% (mW/m·K) | Standard Deviation λ After Water Saturation at a RH of 90% (mW/m·K) |
|---|---|---|---|---|---|---|---|
| 1 | 30 | 8.41 ± 0.51 | 98.95 ± 0.10 | 35.32 | 0.04 | 35.69 | 0.06 |
| 2 | 70 | 33.35 ± 0.18 | 98.16 ± 0.12 | 33.13 | 0.03 | 33.38 | 0.04 |
| 3 | 50 | 19.80 ± 0.47 | 98.63 ± 0.18 | 33.96 | 0.09 | 34.02 | 0.03 |
| 4 | 50 | 18.94 ± 1.59 | 97.76 ± 0.21 | 32.81 | 0.02 | 32.83 | 0.05 |
| 5 | 50 | 21.21 ± 2.33 | 98.05 ± 0.11 | 33.44 | 0.01 | 33.57 | 0.03 |
| 6 | 50 | 23.43 ± 0.36 | 98.19 ± 0.10 | 33.65 | 0.02 | 33.69 | 0.04 |
| 7 | 50 | 20.29 ± 0.36 | 98.59 ± 0.12 | 32.55 | 0.07 | 32.59 | 0.05 |
| Thinsulate® | 0 | 0.99 ± 0.10 | 97.58 ± 0.13 | 33.31 | 0.09 | 33.67 | 0.07 |
| Primaloft® | 0 | 3.32 ± 0.20 | 98.84 ± 0.10 | 34.14 | 0.02 | 34.17 | 0.04 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lupescu, D.; Robert, M.; Sanchez-Diaz, S.; Elkoun, S. Development of Thermally Insulating Nonwovens from Milkweed Fibers Using an Air-Laid Spike Process. Textiles 2025, 5, 5. https://doi.org/10.3390/textiles5010005
Lupescu D, Robert M, Sanchez-Diaz S, Elkoun S. Development of Thermally Insulating Nonwovens from Milkweed Fibers Using an Air-Laid Spike Process. Textiles. 2025; 5(1):5. https://doi.org/10.3390/textiles5010005
Chicago/Turabian StyleLupescu, Deborah, Mathieu Robert, Simon Sanchez-Diaz, and Said Elkoun. 2025. "Development of Thermally Insulating Nonwovens from Milkweed Fibers Using an Air-Laid Spike Process" Textiles 5, no. 1: 5. https://doi.org/10.3390/textiles5010005
APA StyleLupescu, D., Robert, M., Sanchez-Diaz, S., & Elkoun, S. (2025). Development of Thermally Insulating Nonwovens from Milkweed Fibers Using an Air-Laid Spike Process. Textiles, 5(1), 5. https://doi.org/10.3390/textiles5010005