
Development of a Screen-Printable Carbon Paste to Achieve Washable Conductive Textiles




Abstract
1. Introduction
2. Materials and Methods
2.1. Justification of the Conductive Material
2.2. Justification of the Binder Material Selection
2.3. Textile Material
2.4. Formulation of the Carbon Black Paste
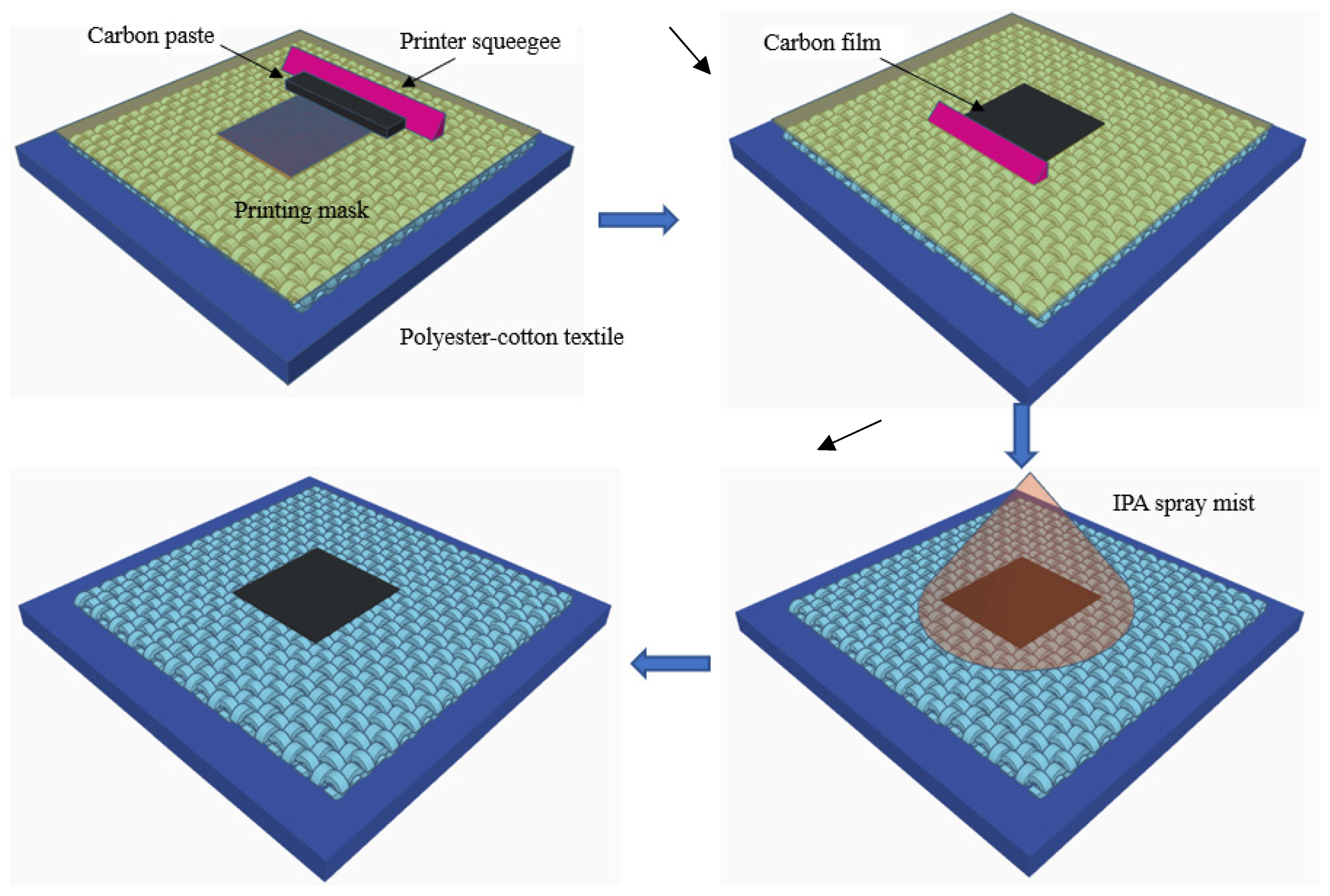
2.5. Printing of the Carbon Black Paste
2.6. Electrical Conductivity and Scanning Electron Microscope (SEM) Testing
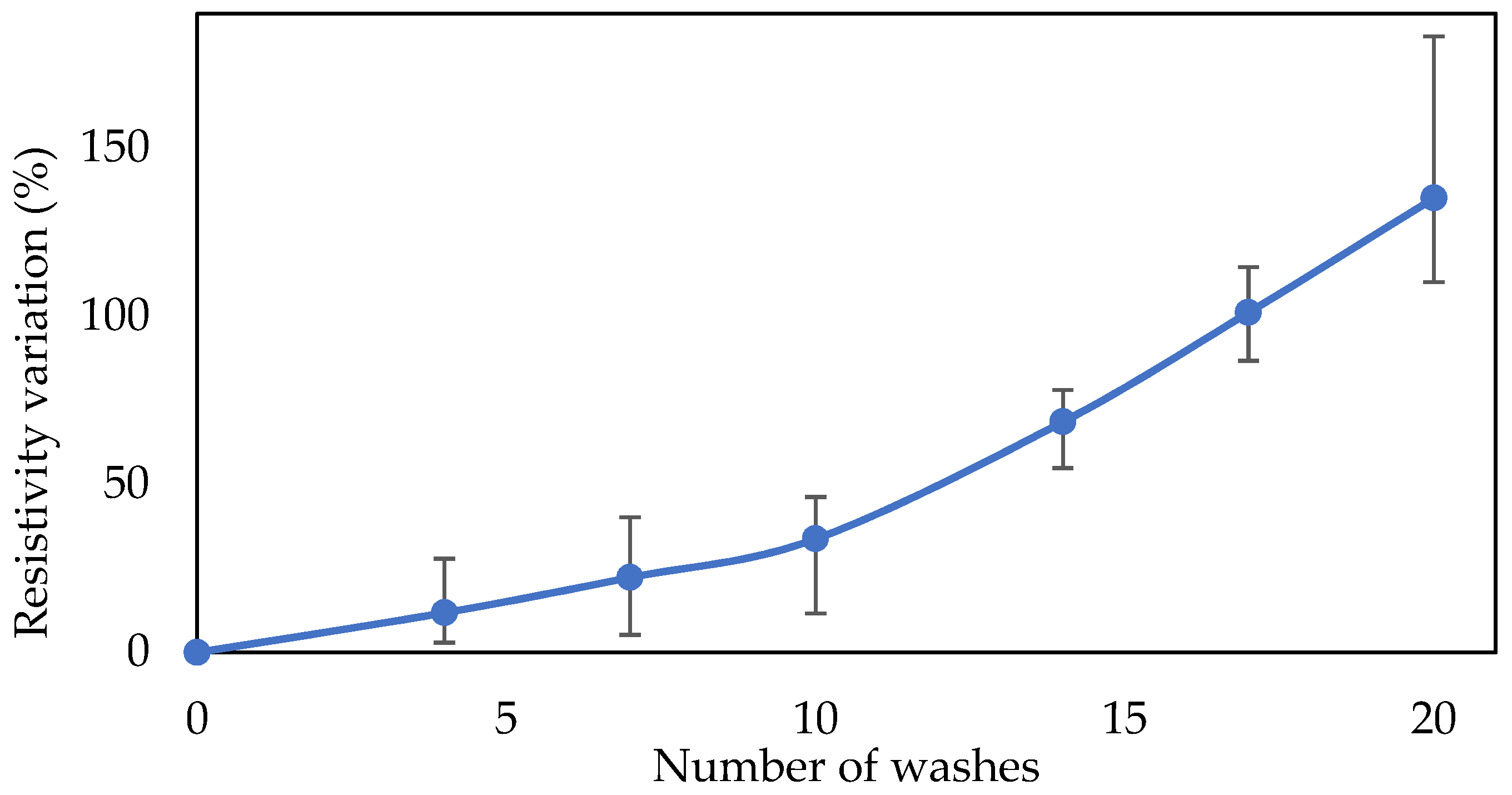
2.7. Wash Testing
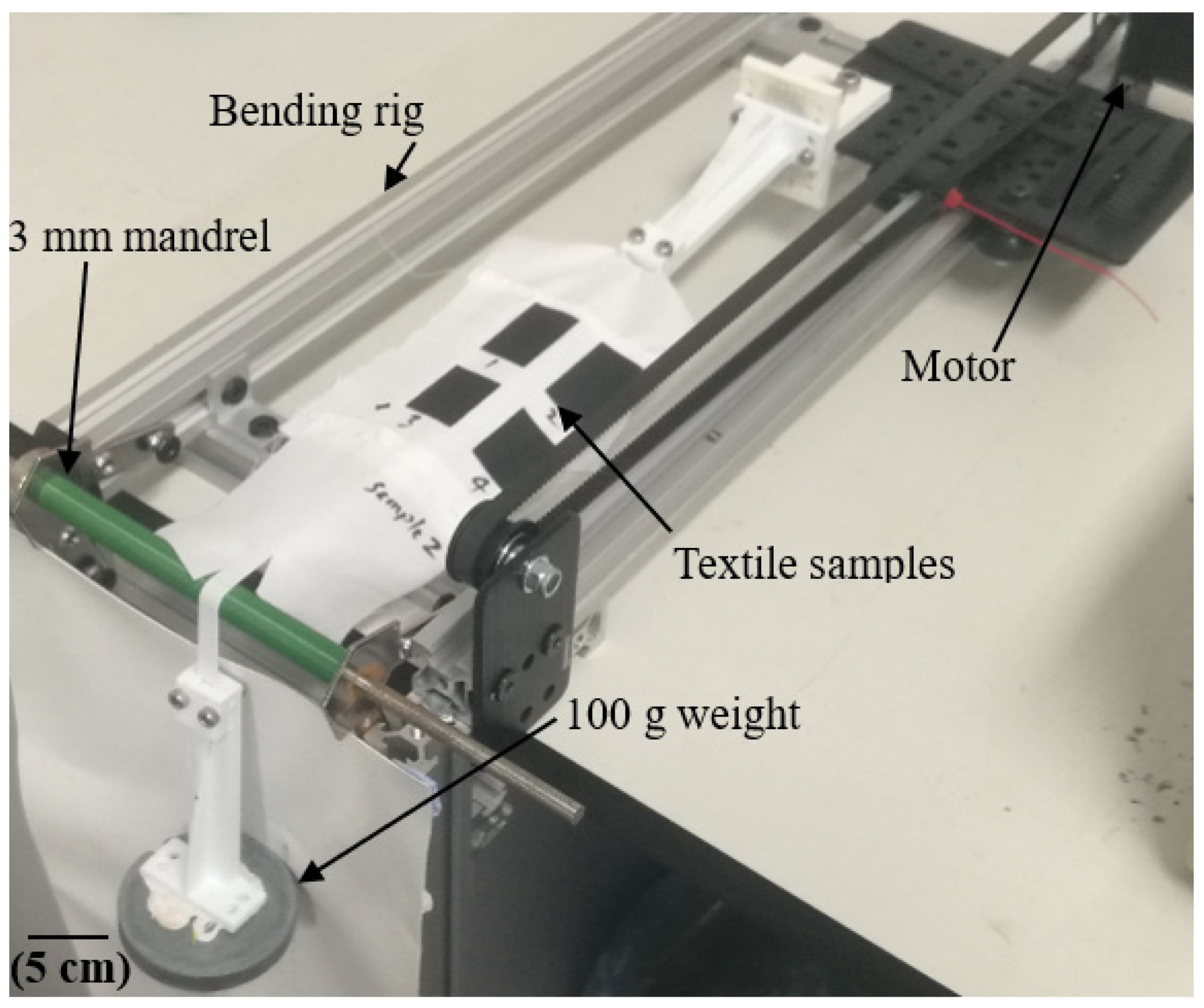
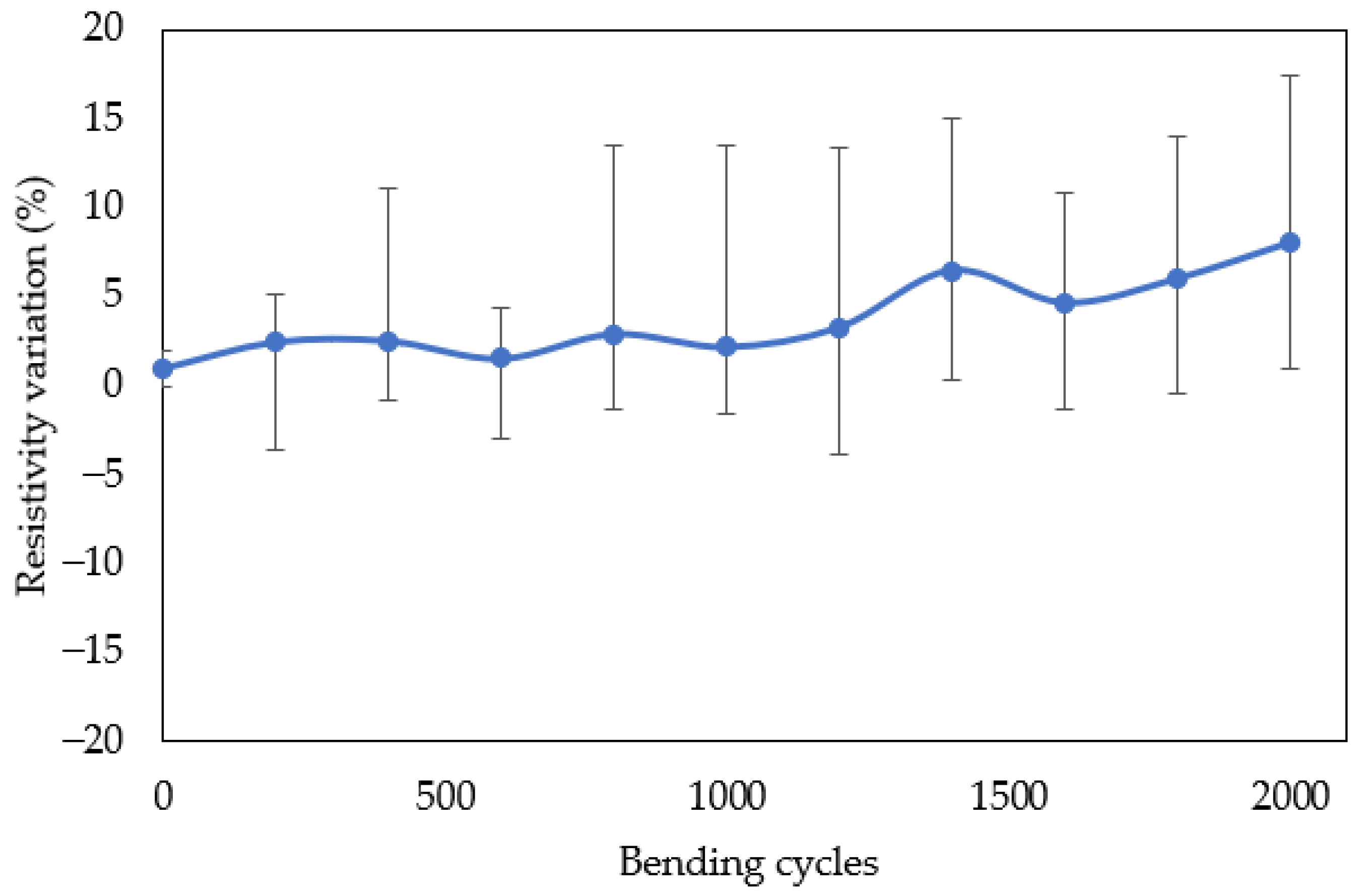
2.8. Bend Testing
3. Results and Discussion
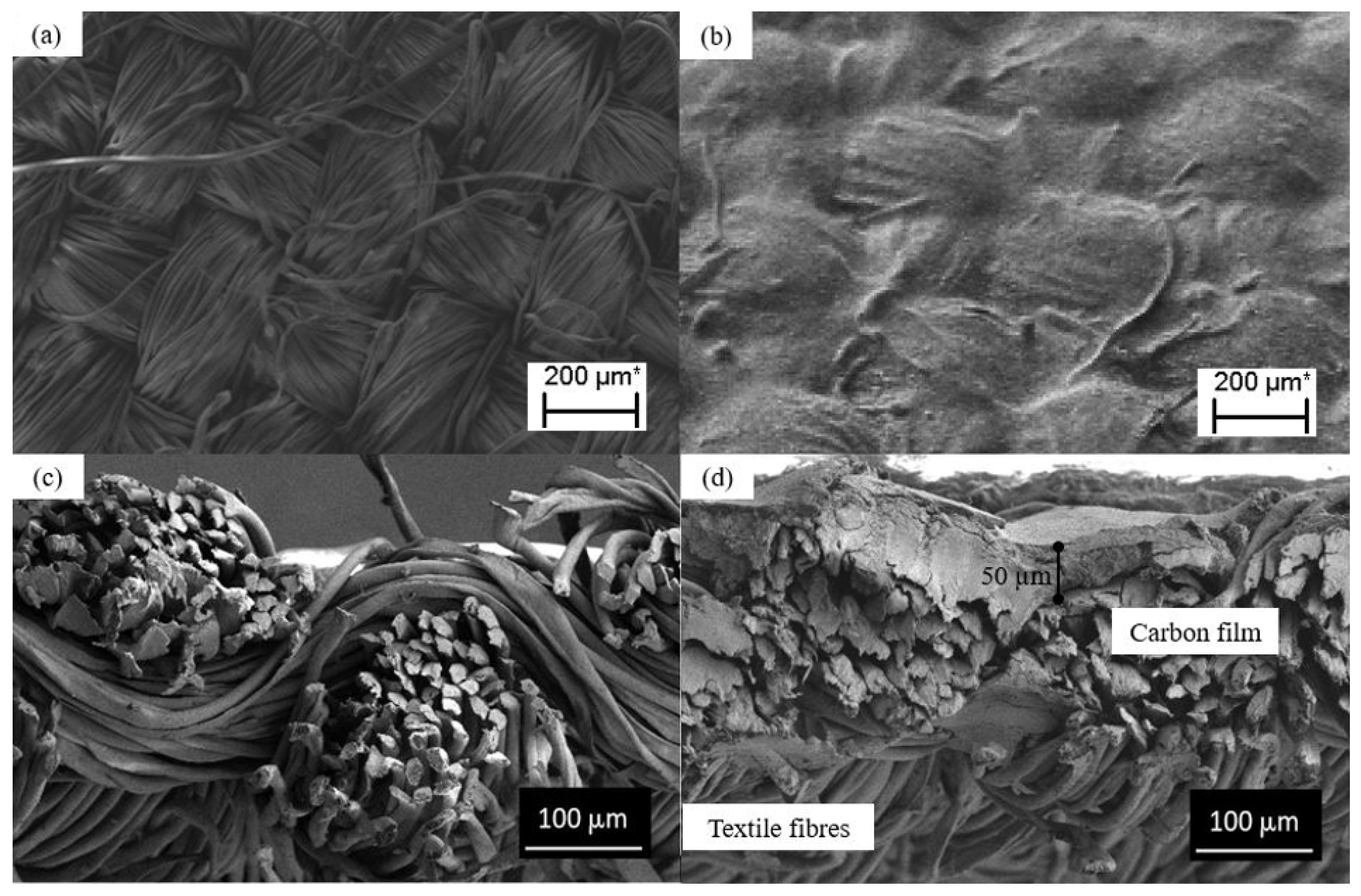
3.1. SEM Analysis
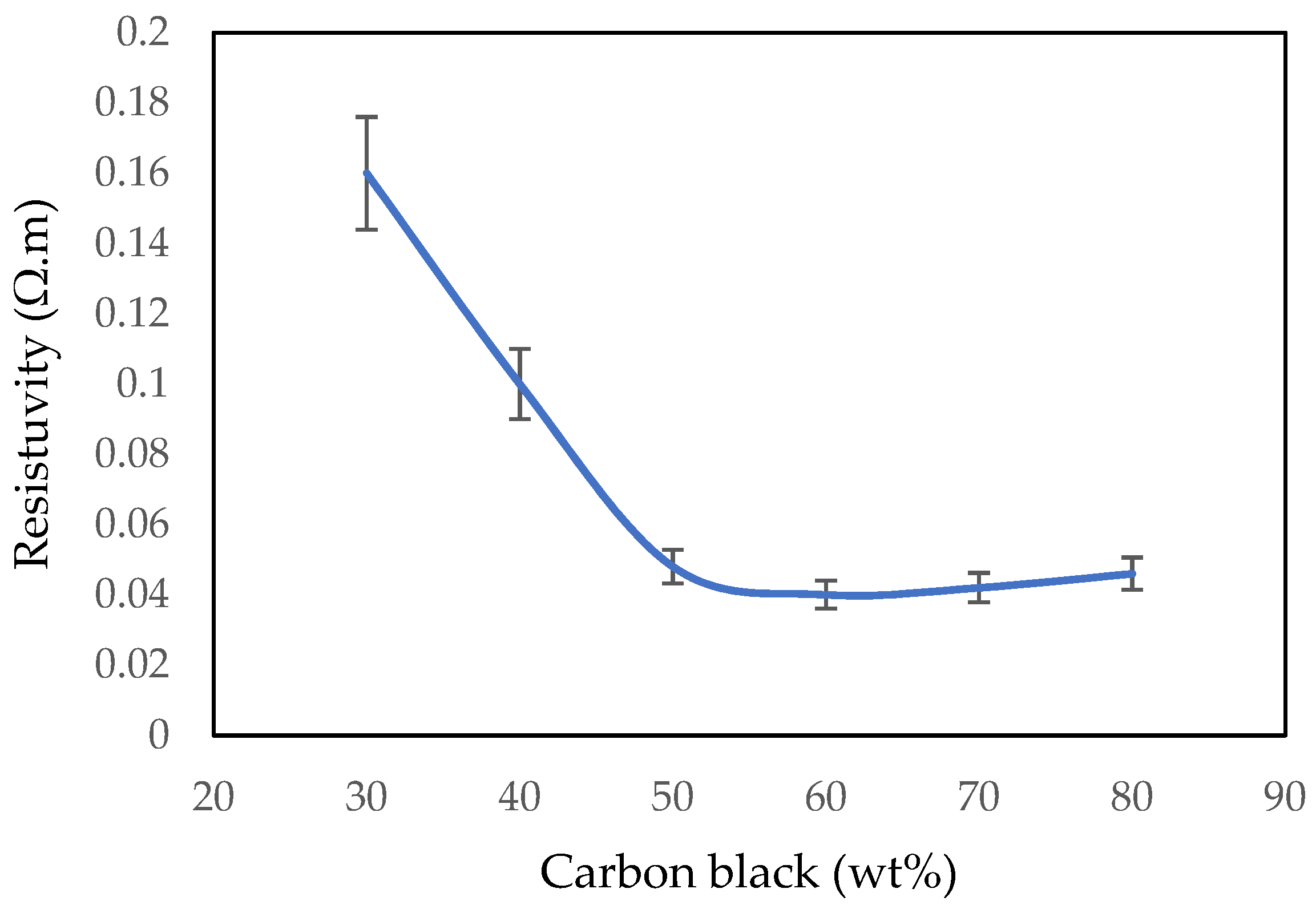
3.2. Electrical Conductivity and Mechanical Properties of the Conductive Textile
3.3. Bending and Washing Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fernández-Caramés, T.; Fraga-Lamas, P. Towards the internet of smart clothing: A review on IoT wearables and garments for creating intelligent connected e-textiles. Electronics 2018, 7, 405. [Google Scholar] [CrossRef]
- Komolafe, A.; Torah, R.; Wei, Y.; Nunes-Matos, H.; Li, M.; Hardy, D.; Dias, T.; Tudor, M.; Beeby, S. Integrating Flexible Filament Circuits for E-Textile Applications. Adv. Mater. Technol. 2019, 4, 1900176. [Google Scholar] [CrossRef]
- Lee, S.W.; Jung, H.G.; Jang, J.W.; Park, D.; Lee, D.; Kim, I.; Kim, Y.; Cheong, D.Y.; Lee, G.; Yoon, D.S. Graphene-Based Electronic Textile Sheet for Highly Sensitive Detection of NO2 and NH3. Sens. Actuators B Chem. 2021, 345, 130361. [Google Scholar] [CrossRef]
- Tang, Z.; Yao, D.; Hu, S.; Du, D.; Shao, W.; Tang, B.; Fan, J.-M.; Tang, X.-G.; Gao, J. Highly conductive, washable and super-hydrophobic wearable carbon nanotubes e-textile for vacuum pressure sensors. Sens. Actuators A Phys. 2020, 303, 111710. [Google Scholar] [CrossRef]
- Hamedi, M.; Herlogsson, L.; Crispin, X.; Marcilla, R.; Berggren, M.; Inganäs, O. Fiber-embedded electrolyte-gated field-effect transistors for e-textiles. Adv. Mater. 2009, 21, 573. [Google Scholar] [CrossRef]
- De Medeiros, M.S.; Goswami, D.; Chanci, D.; Moreno, C.; Martinez, R.V. Washable, breathable, and stretchable e-textiles wirelessly powered by omniphobic silk-based coils. Nano Energy 2021, 87, 106155. [Google Scholar] [CrossRef]
- Yong, S.; Shi, J.; Beeby, S. Wearable Textile Power Module Based on Flexible Ferroelectret and Supercapacitor. Energy Technol. 2019, 7, 1800938. [Google Scholar] [CrossRef]
- Yong, S.; Owen, J.; Beeby, S. Solid-State Supercapacitor Fabricated in a Single Woven Textile Layer for E-Textiles Applications. Adv. Eng. Mater. 2018, 20, 1700860. [Google Scholar] [CrossRef]
- Hong, H.; Jiang, L.; Tu, H.; Hu, J.; Moon, K.-S.; Yan, X.; Wong, C.-P. Rational design and evaluation of UV curable nano-silver ink applied in highly conductive textile-based electrodes and flexible silver-zinc batteries. J. Mater. Sci. Technol. 2021. [Google Scholar] [CrossRef]
- Castano, L.; Flayau, A. Smart fabric sensors and e-textile technologies: A review. Smart Mater. Struct. 2014, 23, 053001. [Google Scholar] [CrossRef]
- Achilli, A.; Pani, D.; Bonfiglio, A. Characterization of Screen-Printed Textile Electrodes Based on Conductive Polymer for ECG Acquisition. In Proceedings of the 2017 Computing in Cardiology Conference (CinC), Rennes, France, 24–27 September 2017; pp. 1–4. [Google Scholar]
- Jari, S.; Toni, B.; Mahmoud, M.; Timo, K.; Pekka, I.; Leena, U.; Jukka, V.; Matti, M. Screen-printing fabrication and characterization of stretchable electronics. Sci. Rep. 2016, 6, 25784. [Google Scholar]
- Hong, H.; Hu, J.; Yan, X. UV Curable Conductive Ink for the Fabrication of Textile-Based Conductive Circuits and Wearable UHF RFID Tags. ACS Appl. Mater. Interfaces 2019, 11, 27318–27326. [Google Scholar] [CrossRef]
- Lakshitha, R.; Induni, W.; Nadeeka, D.; Ruchira, N.; Nalin, S. Carbon black functionalized stretchable conductive fabrics for wearable heating applications. RSC Adv. 2017, 7, 19174–19180. [Google Scholar]
- Ali, M.; Lin, L.; Cartridge, D. High electrical conductivity waterborne inks for textile printing. J. Coat. Technol. Res. 2019, 16, 1337–1349. [Google Scholar] [CrossRef]
- Yang, K.; Meadmore, K.; Freeman, C.T.; Grabham, N.J.; Hughes, A.-M.; Wei, Y.; Torah, R.N.; Glanc-Gostkiewicz, M.; Beeby, S.P.; Tudor, J. Development of User-Friendly Wearable Electronic Textiles for Healthcare Applications. Sensors 2018, 18, 2410. [Google Scholar] [CrossRef] [PubMed]
- Dudem, B.; Kim, D.H.; Yu, J.S. Triboelectric nanogenerators with gold-thin-film-coated conductive textile as floating electrode for scavenging wind energy. Nano Res. 2017, 11, 101–113. [Google Scholar] [CrossRef]
- Jia, L.-C.; Ding, K.-Q.; Ma, R.-J.; Wang, H.-L.; Sun, W.-J.; Yan, D.-X.; Li, B.; Li, Z.-M. Highly Conductive and Machine-Washable Textiles for Efficient Electromagnetic Interference Shielding. Adv. Mater. Technol. 2019, 4, 1800503. [Google Scholar] [CrossRef]
- Narian, E.; Arami, M.; Bahrami, H.; Pajootan, E. Modification of Nickel Ferrite with Cationic Surfactant: Dye Removal from Textile Wastewater Using Magnetic Separation. J. Environ. Eng. 2015, 141, 05014006. [Google Scholar] [CrossRef]
- Yu, J.; Xin, B.; Shen, C. Preparation and characterization of PSA/PEDOT conductive composite yarns. Text. Res. J. 2016, 87, 528–541. [Google Scholar] [CrossRef]
- Lee, E.; Cho, G. Polyurethane nanoweb-based textile sensors treated with single-walled carbon nanotubes and silver nanowire. Text. Res. J. 2018, 89, 2938–2951. [Google Scholar] [CrossRef]
- Xu, X.; Luo, M.; He, P.; Yang, J. Washable and flexible screen printed graphene electrode on textiles for wearable healthcare monitoring. J. Phys. D Appl. Phys. 2020, 53, 125402. [Google Scholar] [CrossRef]
- Schäl, P.; Junger, I.J.; Grimmelsmann, N.; Ehrmann, A. Development of graphite-based conductive textile coatings. J. Coat. Technol. Res. 2018, 15, 875–883. [Google Scholar] [CrossRef]
- Villanueva, R.; Ganta, D.; Guzman, C. Mechanical, in-situ electrical and thermal properties of wearable conductive textile yarn coated with polypyrrole/carbon black composite. Mater. Res. Express 2018, 6, 016307. [Google Scholar] [CrossRef]
- Yehia, E. Elmogahzy, Engineering Textiles, 2nd ed.; Woodhead Publishing: Cambridge, UK, 2020; Chapter 14.2.1; ISBN 978-0-08-102488-1. [Google Scholar]
- Mishra, A.K. Conducting Polymers: Concepts and Applications. J. At. Mol. Condens. Nano Phys. 2018, 5, 159–193. [Google Scholar] [CrossRef]
- Cinti, S.; Arduini, F.; Carbone, M.; Sansone, L.; Cacciotti, I.; Moscone, D.; Palleschi, G. Screen-Printed Electrodes Modified with Carbon Nanomaterials: A Comparison among Carbon Black, Carbon Nanotubes and Graphene. Electroanalysis 2015, 27, 2230–2238. [Google Scholar] [CrossRef]
- Rashedul, I.; Nipa, K.; Dewan, M.A.; Hasan, S. Fabrication of low cost and scalable carbon-based conductive ink for E-textile applications. Mater. Today Commun. 2019, 19, 32–38. [Google Scholar]
- Smart Fabric Lnks Ltd. Available online: https://www.fabinks.com/ (accessed on 18 June 2021).
- Toghchi, M.J.; Campagne, C.; Cayla, A.; Bruniaux, P.; Loghin, C.; Cristian, I.; Burgnies, L.; Chen, Y. Electrical conductivity enhancement of hybrid PA6,6 composite containing multiwall carbon nanotube and carbon black for shielding effectiveness application in textiles. Synth. Met. 2019, 251, 75–84. [Google Scholar] [CrossRef]
- Gultekin, N.D. Investigation of Thermal and Electrical Conductivity Properties of Carbon Black Coated Cotton Fabrics. Marmara Fen Bilim. Derg. 2015, 27, 91–94. [Google Scholar] [CrossRef][Green Version]
- Mazzotta, G.; Dollmann, M.; Habisreutinger, S.N.; Christoforo, M.G.; Wang, Z.; Snaith, H.J.; Riede, M.K.; Nicholas, R.J. Solubilization of Carbon Nanotubes with Ethylene-Vinyl Acetate for Solution-Processed Conductive Films and Charge Extraction Layers in Perovskite Solar Cells. ACS Appl. Mater. Interfaces 2019, 11, 1185–1191. [Google Scholar] [CrossRef]
- Chen, Z.; Guo, X.; Liu, Y.; Zhang, W.; Tang, X.; Zheng, Y.; Wang, Y.; Li, L.; Wang, Z.; Zhao, Y. Facile preparation of graphene nanowalls/EVA hybrid film for ultraflexible transparent electrodes. J. Solid State Electrochem. 2019, 23, 1473–1480. [Google Scholar] [CrossRef]
- Shen, Y.; Chen, Z.; Zhou, Y.; Lei, Z.; Liu, Y.; Feng, W.; Zhang, Z.; Chen, H. Solvent-free electrically conductive Ag/ethylene vinyl acetate (EVA) composites for paper-based printable electronics. RSC Adv. 2019, 9, 19501–19507. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, D.; Li, C.; Wei, L. Highly conductive ethylene evinyl acetate copolymer/carbon nanotube paper for lightweight and flexible supercapacitors. J. Power Sources 2014, 248, 1248–1255. [Google Scholar] [CrossRef]
- Jiang, S.; Wang, K.; Zhang, H.; Ding, Y.; Yu, Q. Encapsulation of PV Modules Using Ethylene Vinyl Acetate Copolymer as the Encapsulant. Macromol. React. Eng. 2015, 9, 522–529. [Google Scholar] [CrossRef]
- Khuzakhanov, R.M.; Kapitskaya, Y.V.; Stoyanov, O.V.; Nikitina, N.N. Adhesive compositions based on modified ethylene-vinyl acetate copolymers. Polym. Sci. Ser. C 2007, 49, 205–208. [Google Scholar] [CrossRef]
- Lo, W.-T.; Wong, D.P.; Yick, K.-L.; Ng, S.P.; Yip, J. The biomechanical effects and perceived comfort of textile-fabricated insoles during straight line walking. Prosthet. Orthot. Int. 2018, 42, 153–162. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhai, T.; Lu, X.; Yu, M.; Tong, Y.; Mai, K. Conductive membranes of EVA filled with carbon black and carbon nanotubes for flexible energy-storage devices. J. Mater. Chem. A 2013, 1, 505–509. [Google Scholar] [CrossRef]
- Klopman. Available online: https://www.klopman.com/ (accessed on 18 June 2021).
- Agnieszka, K.; Vankelecom, F. Understanding and guiding the phase inversion process for synthesis of solvent resistant nanofiltration membranes. J. Appl. Polym. Sci. 2015, 132, 42130. [Google Scholar]
- Vandezande, P.; Li, X.; Gevers, L.; Vankelecom, I.F. High throughput study of phase inversion parameters for polyimide-based SRNF membranes. J. Membr. Sci. 2009, 330, 307–318. [Google Scholar] [CrossRef]
- Yang, K.; Freeman, C.; Torah, R.; Beeby, S.; Tudor, J. Screen printed fabric electrode array for wearable functional electrical stimulation. Sens. Actuators A Phys. 2014, 213, 108–115. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Curing Method | wt% of Carbon Black in Conductive Layer in Textile | |||
|---|---|---|---|---|
| 40% | 50% | 60% | 70% | |
| Room temperature (23 °C) for 6 h | 2550 | 1100 | 1100 | 1150 |
| Fan oven at 130 °C for 15 min | 12,000 | 10,000 | 7000 | 7500 |
| Vacuum oven at 100 °C for 2 h | 4000 | 2000 | 1600 | 1800 |
| Rinse with IPA followed by fan oven at 130 °C for 5 min | 2500 | 1200 | 1000 | 1050 |
| Number of Layers | 1 | 2 | 3 | 4 |
|---|---|---|---|---|
| Film thickness (μm) | 44 | 85 | 121 | 161 |
| Resistance (Ω) | 975 | 450 | 265 | 183 |
| Resistivity (Ω·m) | 3.43 × 10−2 | 3.06 × 10−2 | 2.66 × 10−2 | 2.42 × 10−2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yong, S.; Liu, M.; Komolafe, A.; Tudor, J.; Yang, K. Development of a Screen-Printable Carbon Paste to Achieve Washable Conductive Textiles. Textiles 2021, 1, 419-432. https://doi.org/10.3390/textiles1030022
Yong S, Liu M, Komolafe A, Tudor J, Yang K. Development of a Screen-Printable Carbon Paste to Achieve Washable Conductive Textiles. Textiles. 2021; 1(3):419-432. https://doi.org/10.3390/textiles1030022
Chicago/Turabian StyleYong, Sheng, Meijing Liu, Abiodun Komolafe, John Tudor, and Kai Yang. 2021. "Development of a Screen-Printable Carbon Paste to Achieve Washable Conductive Textiles" Textiles 1, no. 3: 419-432. https://doi.org/10.3390/textiles1030022
APA StyleYong, S., Liu, M., Komolafe, A., Tudor, J., & Yang, K. (2021). Development of a Screen-Printable Carbon Paste to Achieve Washable Conductive Textiles. Textiles, 1(3), 419-432. https://doi.org/10.3390/textiles1030022