Abstract
Cement is widely used as an efficient binding agent in concrete; however, the production of cement is the second-largest source of carbon emissions. Therefore, there is an urgent need to explore alternative materials with similar properties. CoRncrete, a corn-based material, shows potential as an eco-friendly substitute. Our previous study showed that oven-dried CoRncrete achieved a maximum compressive strength of 18.9 MPa, which is 37% lower than traditional concrete. Nonetheless, in light of this limitation, CoRncrete still stands as a feasible choice for internal structural applications. This study aims to enhance CoRncrete’s strength by modifying drying conditions and incorporating lightweight thermoplastic polymers as admixtures. Air-drying for 7, 14, 21, and 28 days was tested, with durations of 21 days and greater showing improved internal curing, reduced porosity, and enhanced strength (23.9 MPa). Various high-strength, low-density polymers, including carboxy methyl cellulose (CMC), chitosan (CS), polyvinyl alcohol (PVA), and polyvinylpyrrolidone (PVP), were utilized. PVA demonstrated favorable interactions with cornstarch, also showing improved performance in water durability properties. Air-dried CoRncrete with PVA admixture had maximal water durability properties (up to 20 days) compared to the other samples. Micro-structural analysis revealed reduced porosity in air-dried and polymer-bound samples. Future investigations should extend to an in-depth study on air-drying duration for polymer-bound CoRn-crete and explore novel admixtures to further improve strength and water durability.
1. Introduction
Concrete is widely used worldwide in many constructions like buildings, pavements, bridges, etc., for its valuable mechanical and durable properties. However, cement, the primary raw material in concrete production, contributes significantly to environmental pollution, specifically CO2 emissions [1,2]. Being highly energy-intensive, cement manufacturing processes account for over 7% of total global carbon dioxide emissions, with predictions indicating a continued rise in the coming decades [3]. This necessitates the exploration of alternative cementation materials to reduce the use of cement in construction materials with the use of viable, cost-effective, energy-saving, and environmentally friendly alternatives.
Modifications have been made to cement, aiming to decrease its carbon footprint and/or enhance physical properties [2]. The most common mechanical property of concrete is compressive strength because it shows the ability of the material to resist the axial compressive load. The target compressive strength often depends on the specific application. This ranges from 20 to 40 MPa, depending on the area of use. Several factors have helped reduce CO2 emissions from cement in concrete. For instance, admixtures like glass powder and metamorphic rock cut cement use by 30% without compromising strength [4,5]. Alternatives such as fly ash, slag cement, silica fume, rice husk ash, geopolymers, hempcrete, and recycled aggregate can also replace traditional cement in construction [6,7,8].
Very recently, starch, a polysaccharide consisting predominantly of linear amylose and branched amylopectin, has been found to hold significant potential in the construction sector [9]. The explored applications of starch extend to the building and construction industry, where it has been used as a binder in thermally insulated composites [10,11,12,13,14], an admixture for viscosity modification in concrete [15,16,17,18,19,20], a modifier in asphalt [21], and a retarder in the cement hydration process [22]. Among the various starch types, cornstarch stands out as a compatible and cost-effective option compared to others, making it widely available for construction applications [23]. With a typical composition of 71% starch, 9% protein, and 4% oil on a dry basis, cornstarch has been studied for its positive impact on cement strength. Previous research demonstrated that incorporating 2.5% and 5% starch by weight of cement led to strength increases of up to 9% and 3%, respectively [24]. Notably, Kulshreshtha et al. (2017) used 100% cornstarch to develop an intriguing and environmentally friendly construction material known as CoRncrete. This lightweight biodegradable material was created by heating an unmodified blend of cornstarch, sand, and water, exhibiting a maximum compression strength of up to 13.7 MPa, comparable to conventional red clay bricks [25]. In our previous study, we improved the compressive strength to 18.9 MPa by optimizing the factors that affect strength [26]. However, the Scanning Electron Microscopy (SEM) and X-ray micro-computed tomography (microCT) images produced by Tulip et al. (2023) revealed a porous internal structure in corn-based CoRncrete compared to traditional concrete, prompting us to explore if rapid drying in the oven, during which moisture leaves quickly, results in larger pore spaces [26].
Semicrystalline starch granules comprise a blend of amylose and amylopectin, with crystalline areas formed by clusters of branched amylopectin chains, while linear amylose chains are interspersed randomly. Upon heating in the presence of water, these granules undergo gelatinization, transitioning into an amorphous state. Subsequently, during storage, gelatinized starch tends to reassociate into an ordered crystalline structure, a phenomenon known as retrogradation [27]. The degree of retrogradation primarily hinges on temperature and storage duration, with an initial rapid phase followed by gradual deceleration. Initially, retrograded starch gels exhibit increased firmness and elasticity during storage at a consistent temperature, with subsequent changes becoming marginal over time [28,29,30,31,32]. Amylopectin contributes to long-term rheological and structural alterations associated with retrogradation, while amylose primarily influences short-term modifications. Both short- and long-term retrogradation rates depend on temperature, moisture availability, and the amylose-to-amylopectin ratio [33]. In the context of corn-based construction materials like CoRncrete, retrogradation is pivotal for enhancing strength through crystallization. To overcome the retrogradation concern, researchers have explored combinations of starch with biodegradable synthetic and natural polymers, such as polyvinyl alcohol (PVA), polyvinyl pyrrolidone (PVP), carboxymethyl cellulose (CMC), and chitosan (CS), exhibiting promising prospects across various fields [34]. Among these polymers, polyvinyl alcohol (PVA) has garnered significant attention due to its synthetic biodegradability and impressive mechanical properties [35,36]. The combination of PVA and starch leads to the formation of strong hydrogen bonds between hydroxyl groups (-OH), resulting in enhanced system integrity and synergistic stability. It also has hydrophobic characteristics, which helps it to be more durable in water. Another water-soluble synthetic polymer, polyvinyl pyrrolidone (PVP), is commonly employed as a binder, thickening agent, and coating agent in various industries, including in pharmaceuticals, paper, fibers, textiles, ceramics, and biomaterials [37,38,39,40]. PVP acts as an effective binder, offering appropriate hardness, good adhesion, and plastic deformability [41]. It is frequently combined with cornstarch to enhance cohesive characteristics in tablet and capsule manufacturing [42]. In addition to synthetic polymers, natural polymers like carboxymethyl cellulose (CMC) and chitosan (CS) possess their own binding properties and can enhance the strength of starch films when blended with cornstarch [43,44]. CMC and CS are both favored for their versatile functional characteristics, including binding, thickening, and stabilizing. Previous studies have demonstrated that the incorporation of CMC and CS in cornstarch films can reduce water vapor permeability while increasing tensile strength and elastic modulus [44,45]. Therefore, these polymers offer potential avenues for improving the performance and strength of starch-based materials by filling the pores that were found in the SEM and microCT images in our previous study.
Hence, this study investigates the potential of CoRncrete as a sustainable alternative to conventional construction materials by analyzing the performance of different polymeric cementation materials. The primary objective of this study is to explore the potential of blending various natural and synthetic polymers to reduce the porosity of CoRncrete, thereby improving its physical and mechanical strength. Additionally, this study aims to conduct a comprehensive analysis of starch retrogradation to enhance the crystallization process by adopting different drying techniques and times, leading to further improvements in the strength of CoRncrete. The innovation lies in the integration of polymer blending with advanced drying techniques to optimize porosity reduction and crystallization, providing a novel approach to enhancing the performance of starch-based construction materials.
2. Materials and Methods
2.1. Preparation of Materials
The CoRncrete material was made of cornstarch, water, and sand. General-purpose cornstarch (Argo Corn Starch, Food Service) and all-purpose sand were purchased from Menards superstore in Fargo, ND, USA. Cornstarch was selected as the primary binder, while the sand served as the aggregate component in CoRncrete. To ensure the desired sand grain size range of 0.250–0.425 mm [26], a laboratory sieve shaker was used (Gilson SS-15 8 Inch Sieve Shaker, OH, USA) along with a laboratory sieve set consisting of appropriately sized sieves to achieve the precise separation and grading of the sand particles. In the formulation process, normal tap water at room temperature (22.5 °C) was used to mix the CoRncrete. Additionally, four different types of polymers, namely carboxymethyl cellulose (CMC), chitosan (CS-derived from crustacean chitin), polyvinyl alcohol (PVA), and polyvinyl pyrrolidone (PVP), were purchased from VWR (Chicago, IL, USA). These polymers were specifically chosen to explore their impact on the properties of CoRncrete. A ceramic stirring hotplate (Thermo Fisher Scientific, Madison, WI, USA) was used to prepare polyvinyl alcohol and CMC polymer solutions.
2.2. Experimental Design
A full factorial design of experiment (DOE) was implemented using Minitab statistical software version 21 (Minitab Inc.; State College, PA, USA) to comprehensively investigate the effects of polymer addition, the processing conditions, and their interactions on CoRncrete strength. The experimental design presented in Table 1 incorporated two independent factors: the polymers and the air-drying time at different levels. This offered 20 unique experimental runs. The response variable for the statistical experiment was the compressive strength of the prepared CoRncrete.

Table 1.
The factors and levels used in the experimental design to study the effect of polymer addition and different air-drying times on the compressive strength of CoRncrete.
2.3. Sample Preparation
From our previous study, optimized process conditions such as the mixture ratio (starch, water, and sand) of 1:1:5, the sand grain size of 0.250–0.425 mm, the curing temperature of 110 °C, and the curing time of 24 h for the fabrication of CoRncrete were held constant for this study [26]. The only process condition that was added was the drying type and time. To create a uniform mixture, cornstarch and sand were mixed in a plastic container for 3 min using a 3-bladed propeller agitator with a 30 cm shaft length and 2.54 cm blade length pitched at 45°. The agitator was powered by a cordless driver (Bosch, model DDB 140: Peoria, IL, USA). To create fresh CoRncrete with no polymers, normal tap water at room temperature was added and mixed with the agitator described above. This mixture with no polymers was considered the control mixture. After mixing, curing was performed at a temperature of 110 °C for 24 h. The cured samples were then divided into two groups and half were dried in a convection oven (Precision Scientific, Inc; Winchester, IL, USA) for 24 h at 100 °C, whereas the rest were air-dried in the lab at a room temperature of 22.5 °C and a relative humidity of approximately 30%. Air-drying durations of 7, 14, 21, and 28 days were maintained based on the respective experimental runs. Each experimental run was performed in triplicate, and the compressive strengths were averaged for subsequent calculations.
To produce CoRncrete with individual polymer admixtures, the water-soluble polymers listed in Table 1 were used to partially replace the starch in the mixture. Specifically, 4% of the starch content in the original 1:1:5 ratio of starch, water, and sand (on a mass basis) was replaced with the polymer. As a result, the modified ratio became 1:5:0.96:0.04, representing the proportions of water, sand, starch, and polymer, respectively, by mass. This substitution ensured that the polymer was seamlessly integrated into the mixture while maintaining the overall material balance. The optimal percentage of polymer addition relative to starch was determined based on previous research and some preliminary experiments [43]. To prepare the polymer solution, each polymer was initially mixed with water. For polymers like CS and PVP, which are soluble in water at room temperature (22.5 °C), water and the starch–sand mixture were combined directly without any additional procedures. However, the CMC and PVA polymers required elevated temperatures to dissolve effectively. For example, to prepare a 300 mL solution of CMC, 350 mL of water was heated in a 400 mL beaker placed on a magnetic hot plate stirrer. The stirrer was operated at 600 rpm, and the water was heated to 90 °C over 45 min. When the water temperature reached 80 °C, 4% (12 g) of the CMC polymer powder was gradually added to the beaker to ensure steady and complete dissolution. This methodical approach allowed the powder to disperse evenly and avoid clumping, resulting in a homogenous polymer solution. The same procedure was also followed to prepare the PVA solution.
Once the polymer was entirely dissolved in the water and the solution volume had reduced to 300 mL, the hot plate operation was halted for the subsequent natural cooling of the solution before it was carefully transferred into an airtight container for storage.
The combination of starch, sand, and polymer solution was appropriately mixed following the mixing methods described above and poured into a silicone rubber mold. The mold allowed the formation of three cubic samples with the dimensions of 2 × 2 × 2 inch (5.08 × 5.08 × 5.08 cm), which were then cured in an oven at 110 °C. Each silicone rubber mold contained a total of around 750 g of fresh CoRncrete to accommodate three cubic samples. Following the ASTM C109 testing procedure, a tampering rod was used to tamp each cubic sample approximately 32 times [46]. Any excess mixture on top of the mold was leveled off using a screed. The rubber mold was secured between two plates and tightened with screws to minimize moisture loss during the curing process. Subsequently, the mold was placed in a convection oven (Precision Scientific, Inc.; Winchester, IL, USA) and cured at a temperature of 110 °C for 24 h. After curing, the samples were oven-dried or air-dried. Oven-drying was performed by putting the samples in the same convection oven at 100 °C for 24 h. Meanwhile, air-drying was performed by putting the samples in the lab environment for 7, 14, 21, and 28 days. The temperature and relative humidity of the lab were 23 °C and 30%, respectively. After the drying process, the weight of each sample was measured using a laboratory weight scale and the volume of each sample was found to be constant (2 × 2 × 2 inch). The density of the CoRncrete cubes was calculated from the weight and volume values. The samples were then stored in a sealed Ziplock bag to prevent further interaction with the environment until testing. The entire manufacturing process of CoRncrete is depicted in Figure 1.
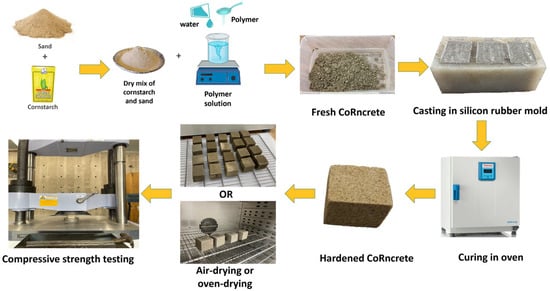
Figure 1.
The production process of the corn-based material using polymers as admixtures.
2.4. Compressive Strength Measurement
Each oven-dried and air-dried sample was tested for uniaxial compressive strength using a standard universal testing machine (UTM-UH-500KNX, Shimadzu, Kyoto, Japan). Three replications of the samples from each experimental set were tested to obtain an average value. The testing was performed utilizing the ASTM C109 procedure, and a loading rate of 0.23 MPa s−1 was employed, with the load cell’s speed fixed at 2 mm/min for every sample [46]. The maximum force (in kilonewtons) exerted on the cubic sample before any crack formation was measured and recorded.
2.5. Scanning Electron Microscopy
The internal structure of the CoRncrete samples was studied using a JEOL JSM-6490 LV scanning electron microscope (JEOL USA, Inc., Peabody, MA, USA) at an accelerating voltage of 15 kV. Two-dimensional images were generated for each sample to identify the interactions between starch, sand, and water. A total of ten samples with varying drying techniques and different polymers were selected to analyze the internal structure to identify the impact on strength. To reveal the true internal structure, each sample was intentionally broken using a hammer. The broken samples were then affixed to cylindrical aluminum mounts using silver paint (SPI Products, Chester, PA, USA) and coated with a conductive layer of gold using a sputter coater (Cressington 108 auto, Ted Pella, Redding, CA, USA).
2.6. Spatial Distribution of Solid and Pore Phases
To assess the characteristics of the pores and solid phases, including their volume fraction, spatial distribution, and their correlation with physical parameters, MicroCT analysis was conducted. A total of 13 samples were chosen to observe the spatial distribution of the solid and pore spaces, as well as to identify the interaction of porosity with the strength of the samples after adding polymers as admixtures. The selection criteria for the samples were determined by considering a range of compressive strengths across various combinations of polymer admixtures and drying times. The samples were placed within a GE Phoenix v|tome|x s X-ray computed tomography system (microCT), which featured a 180 kV nano-focus X-ray tube and a high-contrast GE DXR250RT flat-panel detector (GE Sensing & Inspection Technologies GmbH, Niels Bohr Str 7, 31515 Wunstorf, Germany). The system acquired 1500 projections using a diamond target at a voltage of 130 kV and a current of 455 µA. The detector timing was set to 200 msec. The sample was magnified to a factor of 2.616X, resulting in a voxel size of 76.458 µm. The obtained images were reconstructed into a volume dataset using GE datos|x 3D computer tomography software version 2.2 (GE Sensing & Inspection Technologies GmbH, Niels Bohr Str 7, 31515 Wunstorf, Germany). The reconstructed volume was then visualized and adjusted using VGStudioMax version 2022.4 (Volume Graphics, Inc., 3219 Arbor Pointe Drive, Charlotte, NC, USA).
2.7. Degradation of CoRncrete in Water
Previous research has documented the deterioration of CoRncrete when placed in water [25,26]. It was noted that applying certain coatings during the manufacturing of CoRncrete could diminish this degradation rate in water. Following the completion of the drying process, each sample underwent a degradation assessment. During this assessment, the samples were immersed in a bucket filled with water at room temperature (around 22.5 °C) for up to 28 days. As they absorbed water, the samples expanded, leading to the formation of cracks and eventual degradation. The degraded samples were extracted from the water, and the duration of their degradation process was noted.
2.8. Statistical Analysis
Statistical analysis was conducted utilizing Minitab 21 software (State College, PA, USA). The results were examined at a significance level of p-value < 0.05. Statistical parameters were estimated through analysis of variance (ANOVA), and the significance of both the model equation and its terms was evaluated using the F-test within the Minitab statistical software. Additionally, grouping information was obtained using Tukey’s mean comparison method for the factors, with a 95% confidence level.
3. Results and Discussion
3.1. Effects of Different Drying Techniques on Compressive Strength
To evaluate the retrogradation process, in this study, prepared CoRncrete samples using the optimal mixture ratio (starch, water, and sand) of 1:1:5, sand grain size of 0.250–0.425 mm, curing temperature of 110 °C, and curing time of 24 h were subjected to air-drying at room temperature for varying time periods, namely 7, 14, 21, and 28 days. This approach was inspired by previous studies that suggested the use of extended storage durations to promote the formation of starch crystallites with structural precision, and was aligned with the commonly practiced curing procedure of traditional concrete [28,47,48]. Following the same optimized preparation and curing procedure, optimized oven-drying conditions of 7, 14, 21, and 28 days from our previous experiment [26] were used to compare oven-dried CoRncrete with air-dried CoRncrete. The compressive strength values of the without drying, oven-dried, and air-dried samples were averaged and are represented in Figure 2. Notably, the compressive strength of the cured samples was 7.68 MPa without drying. The air-drying method resulted in a maximum compressive strength of 23.90 MPa, surpassing the oven-drying method’s maximum value of 18.90 MPa. The mean compressive strength of the air-dried samples (19.63 MPa) surpassed that of the oven-dried samples (14.02 MPa) but was not statistically significant (Figure 2). The experimental results indicated that during the oven-drying procedure, the samples experienced a water loss of around 4%, while air-drying over 21 days led to a water reduction of approximately 2%. Herein, the retrogradation process was found to be more effective for the CoRncrete manufacturing process due to the formation of more starch crystallites with a higher degree of perfection when air-drying was employed for an extended time [49]. It is important to highlight that the retrogradation process is directly influenced by various factors, particularly temperature, duration, and moisture content. The moisture data revealed drying temperature to be the probable cause of faster moisture removal in the oven-drying process and of the poor retrogradation process [50]. These observations underscore the probable influence of the moisture content of cured CoRncrete on the retrogradation process.
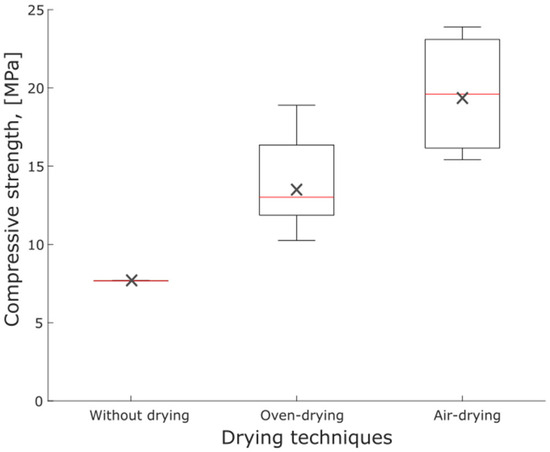
Figure 2.
Effects of varying drying techniques on the compressive strength of CoRncrete (without polymers) (red line indicates median and black cross indicates mean values).
Moreover, with increased air-drying time, factors such as relative crystallinity, double helix content, and specific IR absorbance ratios are also assumed to increase to reveal greater compressive strength. These indicators suggest a gradual enhancement in the formation of starch crystallites and in the molecular order. Therefore, slow drying aids the development of starch-based materials with improved structural integrity and quality [30,31,32,51].
3.2. The Impact of Different Polymer Admixtures and Air-Drying Times on Compressive Strength
An experimental design was developed incorporating two factors at different levels, as indicated in Table 1. The response variable for the experimental design was compressive strength, which ranged from 10.27 MPa to 23.9 MPa. The impact of the two factors on the observed changes in CoRncrete’s compressive strength is summarized in Table 2. Among the factors considered, polymers exhibited a higher influence on compressive strength, accounting for 58% of the observed changes. Conversely, the drying techniques contributed only 12.83% to the observed variations. The sum of squares of the error term was notably high, amounting to approximately 29.07% of the observed changes. Statistical analysis revealed that the addition of polymers significantly affected the compressive strength of the CoRncrete specimen, as indicated by a p-value < 0.05. This can be attributed to the model employing factor levels that were either insignificant or not at their optimal values. Consequently, the model derived from these data could be improved to achieve a more accurate prediction of compressive strength at these particular factor levels.
Table 2.
ANOVA on the effects of polymers and drying procedures on compressive strength.
To reveal the effect of individual polymers on CoRncrete compressive strength, the compressive strength and corresponding drying time were measured, as shown in Table 3. The air-drying times used for curing the CoRncrete did not exhibit significant differences among the treatments. Although the control sample (without any added polymer) air-dried for 21 days yielded a slightly higher compressive strength of 23.90 MPa compared to 22.29 MPa after 28 days, the difference was not statistically significant. These findings are supported by the compressive strength of traditional cement concrete, which increases with curing time, but the strength remains the same once the maximum strength is achieved [52]. Overall, adding polymers reduced the compressive strength by 25–39%. When compared to the use of any polymer, the control group (without polymers) displayed higher mean values. The objective of incorporating polymers with cornstarch is to enhance the robustness of the composite. However, the composite produced in this study did not yield satisfactory results. This may be due to an imperfect molecular-level blending of the polymers and cornstarch, leading to phase separation and weak interfaces within the composite material. Such weak interfaces can reduce the overall compressive strength. Achieving a uniform distribution of polymers within the cornstarch matrix is challenging, and any non-uniformity can result in weak spots where the material may fail under compressive stress.
Table 3.
Compressive strength for different combinations of polymers and air-drying times.
Among the polymers investigated, PVA exhibited the greatest ability to enhance strength, averaging 14.6 MPa with a peak value of 16.93 MPa. In contrast, PVP exhibited the lowest mean strength of 12.7 MPa, with a maximum value of 15.83 MPa. Interestingly, the control samples, which did not contain any polymers, displayed mean and maximum values of 19.6 MPa and 23.90 MPa, respectively, revealing slightly better results compared to the samples with polymers. Among the four polymers evaluated, the compressive strength mean values for carboxy methyl cellulose (CMC), chitosan (CS), and polyvinyl pyrrolidone (PVP) were nearly identical and shared the same mean value group, revealing no significant differences. The resulting CoRncrete compressive strength with these three polymers was significantly lower than that of the control samples. Among the tested polymers, polyvinyl alcohol (PVA) showed the highest strength and mean values. However, its performance was not significantly different from the other polymers and the control samples. Although the selected polymers in general have inherent binding capabilities, their combination with cornstarch as an admixture did not demonstrate an improvement in binding properties. Instead, the combination appeared to diminish the existing binding capacities of cornstarch, potentially due to a poor interaction between the polymer filler and the amorphous-nature cornstarch matrix [53,54]. This decrease in strength within the starch and polymer mixture suggests a complex interplay between the components. To gain a deeper understanding of the interactions between starch, polymers, sand, and water, microstructural image analysis was conducted using a Scanning Electron Microscope (SEM).
The 2D SEM images in Figure 3 provide visual representations of the CoRncrete internal structures and also demonstrate the compact morphology of the sand grains surrounded by starch. By examining the SEM images, further insights into the relationship between compressive strength and various drying techniques among the polymer admixtures are revealed. Since, compared to the 7-, 14-, and 28-day air-drying periods, the maximum compressive strength was achieved at 21 days of air-drying, ten samples were chosen for SEM imaging, representing 21 days of oven- and air-drying with different polymer admixtures. Throughout the imaging process, the curing conditions were consistent with those optimized in our previous study [26].
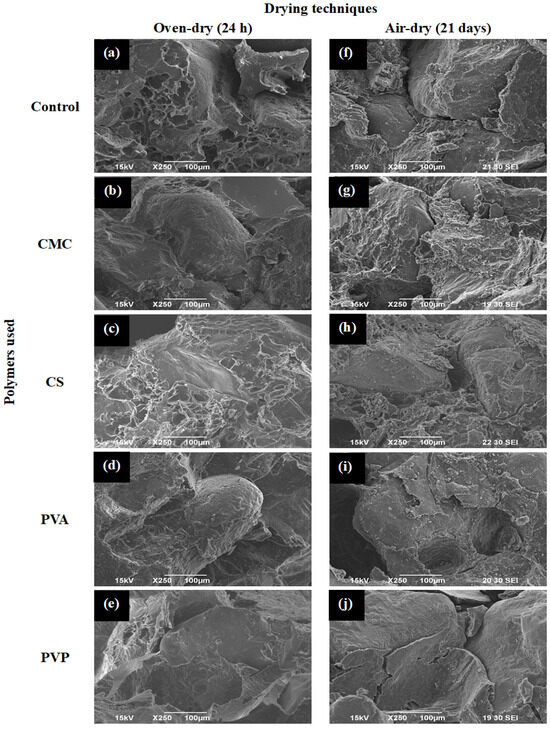
Figure 3.
Scanning Electron Microscopy (SEM) images of hardened CoRncrete using different drying techniques and polymers as admixture. (a–e) display the SEM images of samples oven-dried for 24 h, (f–j) show samples air-dried for 21 days, (a,f) represent control samples, (b,g) contain CMC, (c,h) include CS, (d,i) incorporate PVA, (e,j) feature PVP as admixtures.
It was evident from the SEM images that the samples subjected to air-drying for 21 days exhibited a more compact morphological structure in comparison to those dried in an oven for 24 h. Specifically, the 21-day air-dried samples exhibited fewer pore spaces between the sand grains and cornstarch (Figure 3a,f). This consistent pattern was also observed with both the natural and synthetic polymers employed as admixtures. Among the two natural polymers, CMC (Figure 3b,g) was found to be blend effectively with cornstarch, resulting in a slightly higher compressive strength compared to CS (Figure 3c,h). On the other hand, among the synthetic polymers, PVA demonstrated better performance with starch, water, and sand compared to PVP, as illustrated in Figure 3d,i. The SEM images of PVP exhibited more porous spaces in comparison to PVA (Figure 3e,j). For a precise quantification of porosity, further analysis utilizing X-ray microCT testing was conducted. This method can provide detailed information regarding the exact porosity values of the samples [55].
Using MicroCT, it is possible to identify all existing pore spaces within a material. In the image, red colors represent larger pore volumes while blue colors represent smaller pore volumes.
In order to understand the internal curing pattern and its relationship to strength and the other physical parameters of the CoRncrete samples, a detailed analysis of the spatial distribution of the pore spaces was necessary. To evaluate features such as pores, solid phases, and their relationships with physical parameters, including volume fraction and spatial distribution, MicroCT analysis was performed. X-ray microCT testing was performed on a total of 12 CoRncrete samples. The microCT experimental samples were selected based on varying values of compressive strength, resulting from different combinations of drying techniques and polymers, in addition to insights gleaned from SEM scans. The non-destructive MicroCT analysis enabled the examination of the CoRncrete specimens’ internal structure in great detail. Capturing numerous cross-sectional images of the material with pixel sizes as small as a few micrometers, the MicroCT analysis allowed us to assess various properties of the CoRncrete specimens. Figure 4a,b present isometric images depicting the pore space distribution in the CoRncrete samples. Following the scanning process, porosity and inclusion analysis were performed using VGStudioMax software version 2024.1 (VGStudio MAX, Volume Graphics, Heidelberg, Germany). To account for any irregularities present on the outer surface of the samples, an imaginary square (highlighted with a green border in Figure 4c,d) was considered on each surface after microCT scanning, but before conducting the porosity analysis. This approach ensures an accurate and consistent assessment of porosity throughout the samples.
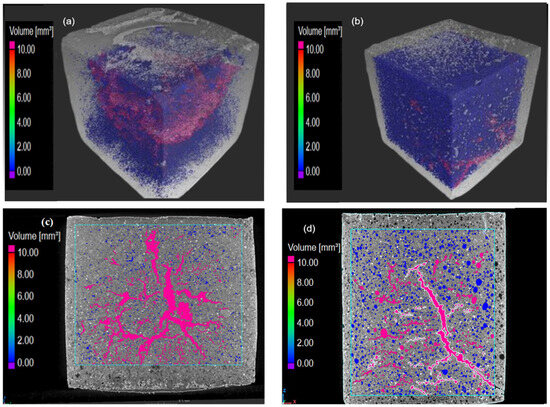
Figure 4.
Spatial distribution of porous volumes of CoRncrete using microCT analysis: (a) 3D image of oven-dried (24 h) sample, (b) 3D image of air-dried (21 days) sample, (c) 2D image of cross-section slices showing cracks of oven-dried sample, and (d) 2D image of slices showing cracks of air-dried (21 days) sample.
A comparison between the oven-dried and air-dried samples revealed significant differences in the volume and distribution of porous spaces. The oven-dried samples exhibited a considerably higher volume of porous space compared to the air-dried samples, which is shown in Figure 4a,b. In particular, the porous spaces in the oven-dried samples were predominantly concentrated in the center of the cube, whereas in the air-dried samples, these pore spaces were distributed throughout the entire cube. Additionally, the oven-dried samples exhibited larger cracks, accounting for approximately 70% of the total porous spaces. Contrariwise, the air-dried samples revealed fewer cracks, with the largest cracks making up around 34% of the overall porous spaces, which is half the proportion observed in the oven-dried samples. The higher incidence of larger cracks in the oven-dried samples can be attributed to the rapid drying process. This rapid drying causes the outer surface to dry much faster than the inner core, leading to significant moisture gradients. These gradients result in tensile stresses within the material, promoting the formation of larger cracks as the inner core continues to lose moisture more slowly. Figure 4c,d illustrate the crack patterns of the samples. The same patterns of void space distribution and cracks were also found for the samples subjected to 7, 21, and 28 days of air-drying.
Table 4 shows the percentage porosity of different CoRncrete samples with different drying techniques and polymer additions as admixtures. Each of the samples has the same sand grain size, curing temperature, and curing time. Previously, the samples oven-dried for 24 h showed a compressive strength of 18.9 MPa and a porosity of around 27%. Of the samples containing the CMC polymer admixture, only the top two samples with the highest compressive strength were chosen for microCT analysis to assess their porosity. The same selection criteria were applied to the samples containing other polymers (CS, PVA, PVP). The aims of this selection criterion was to observe the changes in porosity among the strongest samples because analyzing the strength of CoRncrete stands as one of the primary objectives of this study. The density and porosity of the samples are shown in Table 4. An observable trend of decreasing density was noted with an increase in air-drying time. However, density is not correlated with porosity. The extended duration of air-drying led to more water evaporation from the samples, likely contributing to the decline in density. This behavior was consistent not only in the control samples but also in those with polymer admixtures.
Table 4.
Percentage porosities of different CoRncrete and traditional concrete samples obtained from X-ray microCT analysis.
Additionally, using different types of synthetic and natural polymers decreases the porosity, and according to the SEM images, it also improves the starch–sand matrix. Unfortunately, samples with polymers show lower compressive strength compared to the samples with no polymers.
Previous research claimed that the strength and crack patterns of conventional concrete are significantly impacted by the distribution of pore spaces [31,34]. By combining an extended air-drying duration with the incorporation of high-performance polymers, we can deepen our understanding of CoRncrete’s porosity changes and strengthen the material to meet the evolving demands of modern construction.
3.3. Water Durability of CoRncrete
CoRncrete is known to exhibit significant instability in moist environments. Prior research has demonstrated that CoRncrete begins to degrade after just one day of exposure to moisture, reaching complete degradation after seven days [25,52]. Incorporating polymers not only improves internal properties, but also results in outstanding water resistance characteristics. In an effort to enhance water resistance, the CoRncrete samples were soaked in water for 20 days. The addition of polymer admixtures led to a notable improvement in CoRncrete’s water durability, and the results of the different runs are provided in Table 5.
Table 5.
Water durability with different combinations of polymers and drying techniques.
Interestingly, the drying method played a crucial role in the durability of the CoRncrete samples. Samples that were oven-dried exhibited inferior durability when compared to those dried naturally in the open air. The oven-dried samples displayed signs of degradation within a short span of 2 h after being submerged in water, and complete degradation occurred within just 3 days. Conversely, the air-dried samples demonstrated more resilience, with degradation commencing after 3 days and full degradation taking place at up to 20 days, depending on the specific polymer used as an admixture. Most of the air-dried samples showed almost no external change after 3 days. Herein, the air-dried samples were found to uphold the findings from the microCT analysis, which indicated lower internal cracks in the air-dried samples compared to their counterpart oven-dried samples. Figure 5 reveals the outer conditions of the oven-dried and air-dried CoRncrete samples after submerging them in water.
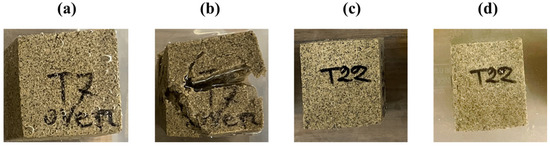
Figure 5.
Water durability test: (a) oven-dried sample after submerging, (b) oven-dried sample 1 day after submerging (c) air-dried sample after submerging, and (d) air-dried sample 3 days after submerging.
Among the tested polymers, polyvinyl alcohol (PVA) exhibited remarkable water durability, retaining its structural integrity for a prolonged 20-day period of water exposure. In contrast, polyvinyl pyrrolidone (PVP) performed poorly, with noticeable degradation within a brief 3-day timeframe. Despite its limited effect on compressive strength enhancement, PVA improved the water durability of CoRncrete by 5 times compared to the control samples.
These findings underscore the significance of polymer selection and drying techniques in enhancing CoRncrete’s water resistance. Although the addition of polymers showed little impact on compressive strength, it increased water resistivity significantly. By incorporating suitable polymers and utilizing appropriate drying techniques, it is possible to significantly extend the lifespan and performance of CoRncrete in moist environments. Further research should focus on the optimization of the used polymers, as well as the evaluation of the potential of alternate polymers that relate to the two critical properties (strength and water resistance) of CoRncrete.
4. Conclusions
- This study aimed to enhance CoRncrete’s strength by modifying its drying conditions and incorporating lightweight thermoplastic polymers (CMC, CS, PVA, and PVP) as admixtures.
- The initial tests showed a lower compressive strength of 18.9 MPa for oven-dried CoRncrete compared to traditional concrete (30 MPa).
- Air-drying for different durations improved the strength to 23.9 MPa after 21 days due to enhanced internal curing and reduced porosity.
- The addition of polymers, particularly PVA, further enhanced strength, with a maximum compressive strength of 17 MPa after 21 days of air-drying.
- PVA also improved water durability fivefold, lasting up to 20 days.
- Microstructural analysis confirmed reduced porosity in both air-dried and polymer-bound samples compared to oven-dried samples.
- Both air-dried and polymer-modified CoRncrete exhibited significantly improved water resistance, making these variants suitable for applications requiring low load-bearing capacity and high water durability, such as walkways and driveways.
- Future studies should focus on analyzing the curing and drying processes further and exploring novel admixtures with different ratios to improve strength and water durability for broader construction use. Additionally, material heterogeneity and environmental factors during curing, drying, and testing should be accounted for to minimize the error term.
- Future studies should also include a comprehensive Life Cycle Assessment (LCA) of the proposed CoRncrete to evaluate its environmental, economic, and social sustainability as an alternative construction material. This analysis will offer valuable insights into the energy consumption, greenhouse gas emissions, and resource efficiency of CoRncrete, considering its production, use, and disposal phases, ensuring its feasibility as a truly sustainable alternative.
Author Contributions
Conceptualization, S.S.T. and E.M.; methodology, S.S.T., N.C.S. and E.M.; validation, S.S.T. and E.M.; formal analysis, investigation, S.S.T. and E.M.; resources, E.M. and N.C.S.; data curation, S.S.T. and N.C.S.; writing—original draft preparation, S.S.T.; writing—review and editing, N.C.S., A.H. and E.M.; supervision, E.M.; project administration, E.M.; funding acquisition, E.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by North Dakota Corn Utilization Council, grant number FAR0034024 and USDA-NIFA Hatch #ND01491.
Data Availability Statement
The data will be provided upon request.
Acknowledgments
The authors thank the North Dakota Corn Utilization Council for funding this research study. Additional support came from the North Dakota Agricultural Experiment Station and USDA-NIFA Hatch multistate ND01491. The acknowledgements also extend to NDSU Electron Microscopy Core for performing SEM and microCT scanning and analysis.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Aprianti, E.; Shafigh, P.; Bahri, S.; Farahani, J.N. Supplementary cementitious materials origin from agricultural wastes—A review. Constr. Build. Mater. 2015, 74, 176–187. [Google Scholar] [CrossRef]
- Khan, R.; Jabbar, A.; Ahmad, I.; Khan, W.; Khan, A.N.; Mirza, J. Reduction in environmental problems using rice-husk ash in concrete. Constr. Build. Mater. 2012, 30, 360–365. [Google Scholar] [CrossRef]
- Memon, S.A.; Arsalan, R.; Khan, S.; Lo, T.Y. Utilization of Pakistani bentonite as partial replacement of cement in concrete. Constr. Build. Mater. 2012, 30, 237–242. [Google Scholar] [CrossRef]
- Rajendran, R.; Sathishkumar, A.; Perumal, K.; Pannirselvam, N.; Lingeshwaran, N.; Madavarapu, S.B. An experiment on concrete replacing binding material as waste glass powder. Mater. Today Proc. 2021, 47, 5447–5450. [Google Scholar] [CrossRef]
- Rashwan, M.; Al-Basiony, T.M.; Mashaly, A.; Khalil, M. Behaviour of fresh and hardened concrete incorporating marble and granite sludge as cement replacement. J. Build. Eng. 2020, 32, 101697. [Google Scholar] [CrossRef]
- Hemalatha, T.; Ramaswamy, A. A review on fly ash characteristics—Towards promoting high volume utilization in developing sustainable concrete. J. Clean. Prod. 2017, 147, 546–559. [Google Scholar] [CrossRef]
- Wu, H.; Liu, X.; Wang, C.; Zhang, Y.; Ma, Z. Micro-properties and mechanical behavior of high-ductility engineered geopolymer composites (EGC) with recycled concrete and paste powder as green precursor. Cem. Concr. Compos. 2024, 152. [Google Scholar] [CrossRef]
- Wang, C.; Zhang, Z.; Liu, X.; Zhang, Y.; Ma, Z. Elucidating the role of recycled concrete aggregate in ductile engineered geopolymer composites: Effects of recycled concrete aggregate content and size. J. Build. Eng. 2024, 95, 110150. [Google Scholar] [CrossRef]
- Müller, P.; Kapin, É.; Fekete, E. Effects of preparation methods on the structure and mechanical properties of wet conditioned starch/montmorillonite nanocomposite films. Carbohydr. Polym. 2014, 113, 569–576. [Google Scholar] [CrossRef]
- Bumanis, G.; Vitola, L.; Pundiene, I.; Sinka, M.; Bajare, D. Gypsum, Geopolymers, and Starch—Alternative Binders for Bio-Based Building Materials: A Review and Life-Cycle Assessment. Sustainability 2020, 12, 5666. [Google Scholar] [CrossRef]
- Vitola, L.; Gendelis, S.; Sinka, M.; Pundiene, I.; Bajare, D. Assessment of Plant Origin By-Products as Lightweight Aggregates for Bio-Composite Bounded by Starch Binder. Energies 2022, 15, 5330. [Google Scholar] [CrossRef]
- Kremensas, A.; Kairytė, A.; Vaitkus, S.; Vėjelis, S.; Balčiūnas, G. Mechanical Performance of Biodegradable Thermoplastic Polymer-Based Biocomposite Boards from Hemp Shivs and Corn Starch for the Building Industry. Materials 2019, 12, 845. [Google Scholar] [CrossRef]
- Kremensas, A.; Kairytė, A.; Vaitkus, S.; Vėjelis, S.; Członka, S.; Strąkowska, A. The impact of hot-water-treated fibre hemp shivs on the water resistance and thermal insulating performance of corn starch bonded biocomposite boards. Ind. Crops Prod. 2019, 137, 290–299. [Google Scholar] [CrossRef]
- Harb, E.; Maalouf, C.; Bliard, C.; Tenpierik, M.; Lachi, M.; Bogard, F.; Polidori, G. Thermal performance of starch/beet-pulp composite bricks for building insulation at a wall scale. Case Stud. Constr. Mater. 2023, 18, e01851. [Google Scholar] [CrossRef]
- Isik, I.E.; Ozkul, M.H. Utilization of polysaccharides as viscosity modifying agent in self-compacting concrete. Constr. Build. Mater. 2014, 72, 239–247. [Google Scholar] [CrossRef]
- Leemann, A.; Winnefeld, F. The effect of viscosity modifying agents on mortar and concrete. Cem. Concr. Compos. 2007, 29, 341–349. [Google Scholar] [CrossRef]
- Akindahunsi, A.A. Investigation into the use of extracted starch from cassava and maize as admixture on the creep of concrete. Constr. Build. Mater. 2019, 214, 659–667. [Google Scholar] [CrossRef]
- Oni, D.O.; Mwero, J.; Kabubo, C. Experimental Investigation of the Physical and Mechanical Properties of Cassava Starch Modified Concrete. Open Constr. Build. Technol. J. 2019, 13, 331–343. [Google Scholar] [CrossRef]
- Silva, B.; Pinto, A.P.F.; Gomes, A.; Candeias, A. Impact of a viscosity-modifying admixture on the properties of lime mortars. J. Build. Eng. 2020, 31, 101132. [Google Scholar] [CrossRef]
- Sybis, M.; Konował, E. Influence of Modified Starch Admixtures on Selected Physicochemical Properties of Cement Composites. Materials 2022, 15, 7604. [Google Scholar] [CrossRef]
- Al-Hadidy, A.I.; Yi-Qiu, T.; Hameed, A.T. Starch as a modifier for asphalt paving materials. Constr. Build. Mater. 2011, 25, 14–20. [Google Scholar] [CrossRef]
- Li, Z.; Liu, W.; Gu, Z.; Li, C.; Hong, Y.; Cheng, L. The effect of starch concentration on the gelatinization and liquefaction of corn starch. Food Hydrocoll. 2015, 48, 189–196. [Google Scholar] [CrossRef]
- Abd, S.M.; Hamood, Q.Y.; Khamees, A.S.; Ali, Z.H. Effect of using corn starchas concrete admixture. Int. J. Eng. Res. Sci. Technol. 2016, 5, 35–44. [Google Scholar]
- Akindahunsi, A.A.; Uzoegbo, H.C.; Iyuke, S.E. Use of starch modified concrete as a repair material. In Proceedings of the 3rd International Conference on Concrete Repair, Rehabilitation and Retrofitting, Cape Town, South Africa, 3–5 September 2012; CRC Press: Boca Raton, FL, USA, 2012; pp. 361–362. [Google Scholar] [CrossRef]
- Kulshreshtha, Y.; Schlangen, E.; Jonkers, H.; Vardon, P.; van Paassen, L. CoRncrete: A corn starch based building material. Constr. Build. Mater. 2017, 154, 411–423. [Google Scholar] [CrossRef]
- Tulip, S.; Sarker, N.; Nahar, N.; Yang, M.; Monono, E. Effect of Process Parameters on the Physical and Mechanical Properties of Cornstarch-Based Construction Materials. Constr. Mater. 2023, 3, 320–336. [Google Scholar] [CrossRef]
- Yuan, R.C.; Thompson, D.B.; Boyer, C.D. Fine structure of amylopectin in relation to gelatinization and retrogradation behavior of maize starches from three wx-containing genotypes in two inbred lines. Cereal Chem. 1993, 70, 81. [Google Scholar]
- Park, E.Y.; Baik, B.-K.; Lim, S.-T. Influences of temperature-cycled storage on retrogradation and in vitro digestibility of waxy maize starch gel. J. Cereal Sci. 2009, 50, 43–48. [Google Scholar] [CrossRef]
- Zhou, X.; Baik, B.-K.; Wang, R.; Lim, S.-T. Retrogradation of waxy and normal corn starch gels by temperature cycling. J. Cereal Sci. 2010, 51, 57–65. [Google Scholar] [CrossRef]
- Ambigaipalan, P.; Hoover, R.; Donner, E.; Liu, Q. Retrogradation characteristics of pulse starches. Food Res. Int. 2013, 54, 203–212. [Google Scholar] [CrossRef]
- Fu, Z.-Q.; Wang, L.-J.; Li, D.; Zhou, Y.-G.; Adhikari, B. The effect of partial gelatinization of corn starch on its retrogradation. Carbohydr. Polym. 2013, 97, 512–517. [Google Scholar] [CrossRef]
- Xie, Y.-Y.; Hu, X.-P.; Jin, Z.-Y.; Xu, X.-M.; Chen, H.-Q. Effect of temperature-cycled retrogradation on in vitro digestibility and structural characteristics of waxy potato starch. Int. J. Biol. Macromol. 2014, 67, 79–84. [Google Scholar] [CrossRef]
- Srichuwong, S.; Jane, J.-I. Physicochemical properties of starch affected by molecular composition and structures: A review. Food Sci. Biotechnol. 2007, 16, 663–674. [Google Scholar]
- Tang, X.; Alavi, S. Recent advances in starch, polyvinyl alcohol based polymer blends, nanocomposites and their biodegradability. Carbohydr. Polym. 2011, 85, 7–16. [Google Scholar] [CrossRef]
- Huang, X.; Netravali, A. Biodegradable green composites made using bamboo micro/nano-fibrils and chemically modified soy protein resin. Compos. Sci. Technol. 2009, 69, 1009–1015. [Google Scholar] [CrossRef]
- Nakashima, T.; Xu, C.; Bin, Y.; Matsuo, M. Morphology and mechanical properties of poly(vinyl alcohol) and starch blends prepared by gelation/crystallization from solutions. Colloid Polym. Sci. 2001, 279, 646–654. [Google Scholar] [CrossRef]
- Buttini, F.; Colombo, P.; Wenger, M.; Mesquida, P.; Marriott, C.; Jones, S.A. Back to basics: The development of a simple, homogenous, two-component dry-powder inhaler formulation for the delivery of budesonide using miscible vinyl polymers. J. Pharm. Sci. 2008, 97, 1257–1267. [Google Scholar] [CrossRef]
- Kariduraganavar, M.Y.; Kittur, A.A.; Kamble, R.R. Polymer synthesis and processing. In Natural and Synthetic Biomedical Polymers; Elsevier: Amsterdam, The Netherlands, 2014; pp. 1–31. [Google Scholar] [CrossRef]
- Teodorescu, M.; Bercea, M. Poly(vinylpyrrolidone)—A Versatile Polymer for Biomedical and Beyond Medical Applications. Polym.-Plast. Technol. Eng. 2015, 54, 923–943. [Google Scholar] [CrossRef]
- Yang, M.; Xie, S.; Li, Q.; Wang, Y.; Chang, X.; Shan, L.; Sun, L.; Huang, X.; Gao, C. Effects of polyvinylpyrrolidone both as a binder and pore-former on the release of sparingly water-soluble topiramate from ethylcellulose coated pellets. Int. J. Pharm. 2014, 465, 187–196. [Google Scholar] [CrossRef]
- Luo, Y.; Hong, Y.; Shen, L.; Wu, F.; Lin, X. Multifunctional Role of Polyvinylpyrrolidone in Pharmaceutical Formulations. AAPS PharmSciTech 2021, 22, 34. [Google Scholar] [CrossRef]
- Mohammed, B.B. Compressional properties of paracetamol tablet formulations containing modified starch, polyvinylpyrrolidone and maize starch bp as binders. J. Drug Deliv. Ther. 2013, 3, 11–13. [Google Scholar] [CrossRef]
- Ghanbarzadeh, B.; Almasi, H.; Entezami, A.A. Improving the barrier and mechanical properties of corn starch-based edible films: Effect of citric acid and carboxymethyl cellulose. Ind. Crops Prod. 2011, 33, 229–235. [Google Scholar] [CrossRef]
- Lopez, O.; Garcia, M.A.; Villar, M.A.; Gentili, A.; Rodriguez, M.S.; Albertengo, L. Thermo-compression of biodegradable thermoplastic corn starch films containing chitin and chitosan. LWT Food Sci. Technol. 2014, 57, 106–115. [Google Scholar] [CrossRef]
- Ghanbarzadeh, B.; Almasi, H.; Entezami, A.A. Physical properties of edible modified starch/carboxymethyl cellulose films. Innov. Food Sci. Emerg. Technol. 2010, 11, 697–702. [Google Scholar] [CrossRef]
- ASTM C109/C109M; Standard Test Method for Comprehensive Strength of Hydraulic Cement Mortars. ASTM International: West Conshohocken, PA, USA, 2020. Available online: https://www.astm.org/astm-tpt-182.html (accessed on 12 August 2024).
- Ji, Y.; Zhu, K.; Qian, H.; Zhou, H. Staling of cake prepared from rice flour and sticky rice flour. Food Chem. 2006, 104, 53–58. [Google Scholar] [CrossRef]
- Singh, H.; Lin, J.-H.; Huang, W.-H.; Chang, Y.-H. Influence of amylopectin structure on rheological and retrogradation properties of waxy rice starches. J. Cereal Sci. 2012, 56, 367–373. [Google Scholar] [CrossRef]
- Wang, S.; Li, C.; Copeland, L.; Niu, Q.; Wang, S. Starch Retrogradation: A Comprehensive Review. Compr. Rev. Food Sci. Food Saf. 2015, 14, 568–585. [Google Scholar] [CrossRef]
- Fu, Z.-Q.; Wang, L.-J.; Zou, H.; Li, D.; Adhikari, B. Studies on the starch–water interactions between partially gelatinized corn starch and water during gelatinization. Carbohydr. Polym. 2014, 101, 727–732. [Google Scholar] [CrossRef]
- Zhang, L.; Hu, X.; Xu, X.; Jin, Z.; Tian, Y. Slowly digestible starch prepared from rice starches by temperature-cycled retrogradation. Carbohydr. Polym. 2011, 84, 970–974. [Google Scholar] [CrossRef]
- Kim, J.-K.; Moon, Y.-H.; Eo, S.-H. Compressive strength development of concrete with different curing time and temperature. Cem. Concr. Res. 1998, 28, 1761–1773. [Google Scholar] [CrossRef]
- Azahari, N.A.; Othman, N.; Ismail, H. Biodegradation studies of polyvinyl alcohol/corn starch blend films in solid and solution media. J. Phys. Sci. 2011, 22, 15–31. [Google Scholar]
- Sharma, N.; Ismail, H.; Ishak, Z.A.M. Mechanical, Water Absorption and Enzymatic Degradation Properties of Sago Starch Filled Linear Low Density Polyethylene. Int. J. Polym. Mater. Polym. Biomater. 2000, 47, 351–366. [Google Scholar] [CrossRef]
- Du Plessis, A.; Olawuyi, B.J.; Boshoff, W.P.; le Roux, S.G. Simple and fast porosity analysis of concrete using X-ray computed tomography. Mater. Struct. Constr. 2016, 49, 553–562. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).