Technical Approaches to the Recycling of Reclaimed Asphalt Pavement into Aggregate and Binder

Abstract
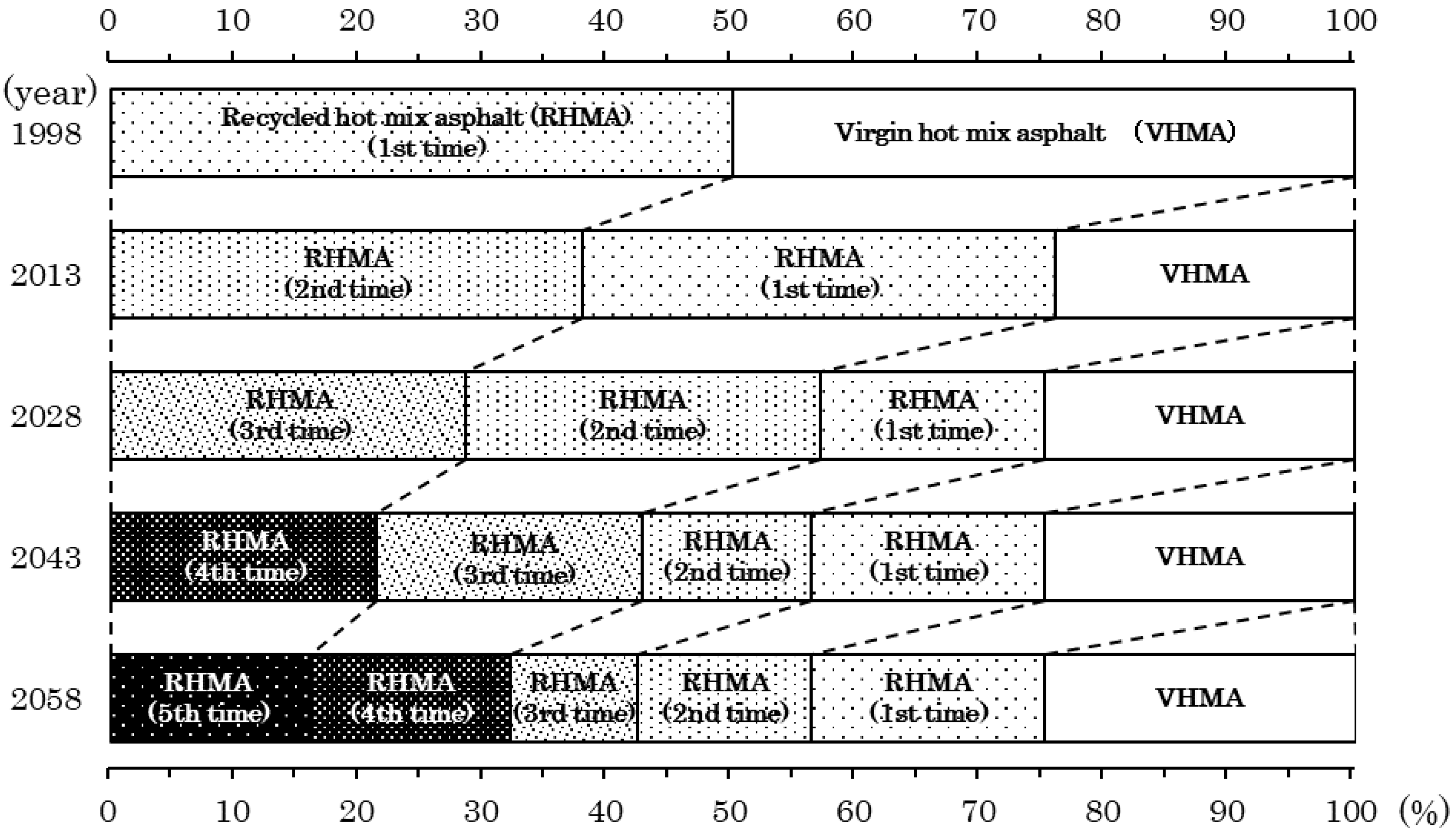
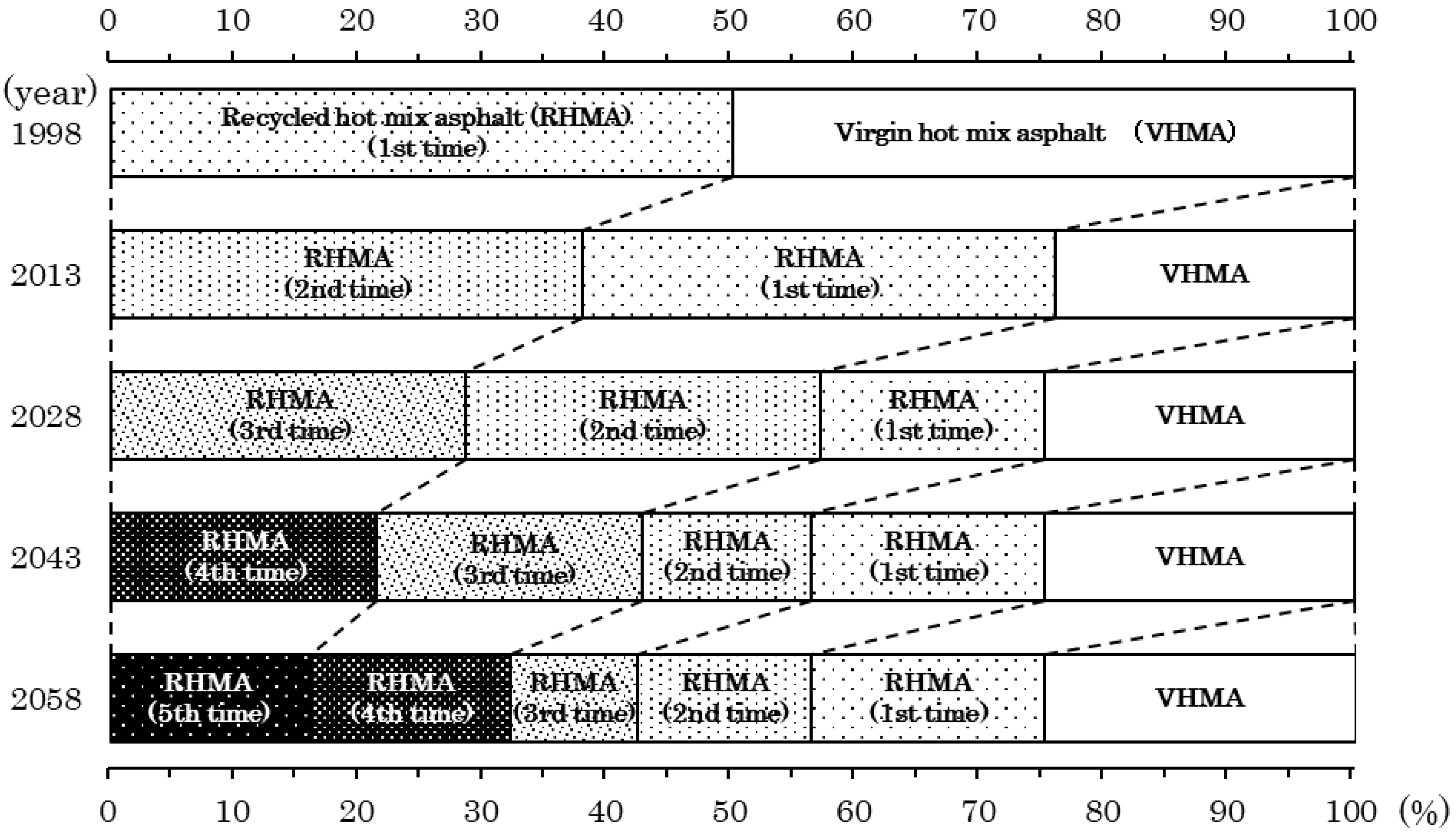
:1. Introduction
2. Overview of Separate Recycling
2.1. Separating Aggregate from Concrete
2.2. Separating Aggregate from Asphalt Concrete
3. Methods
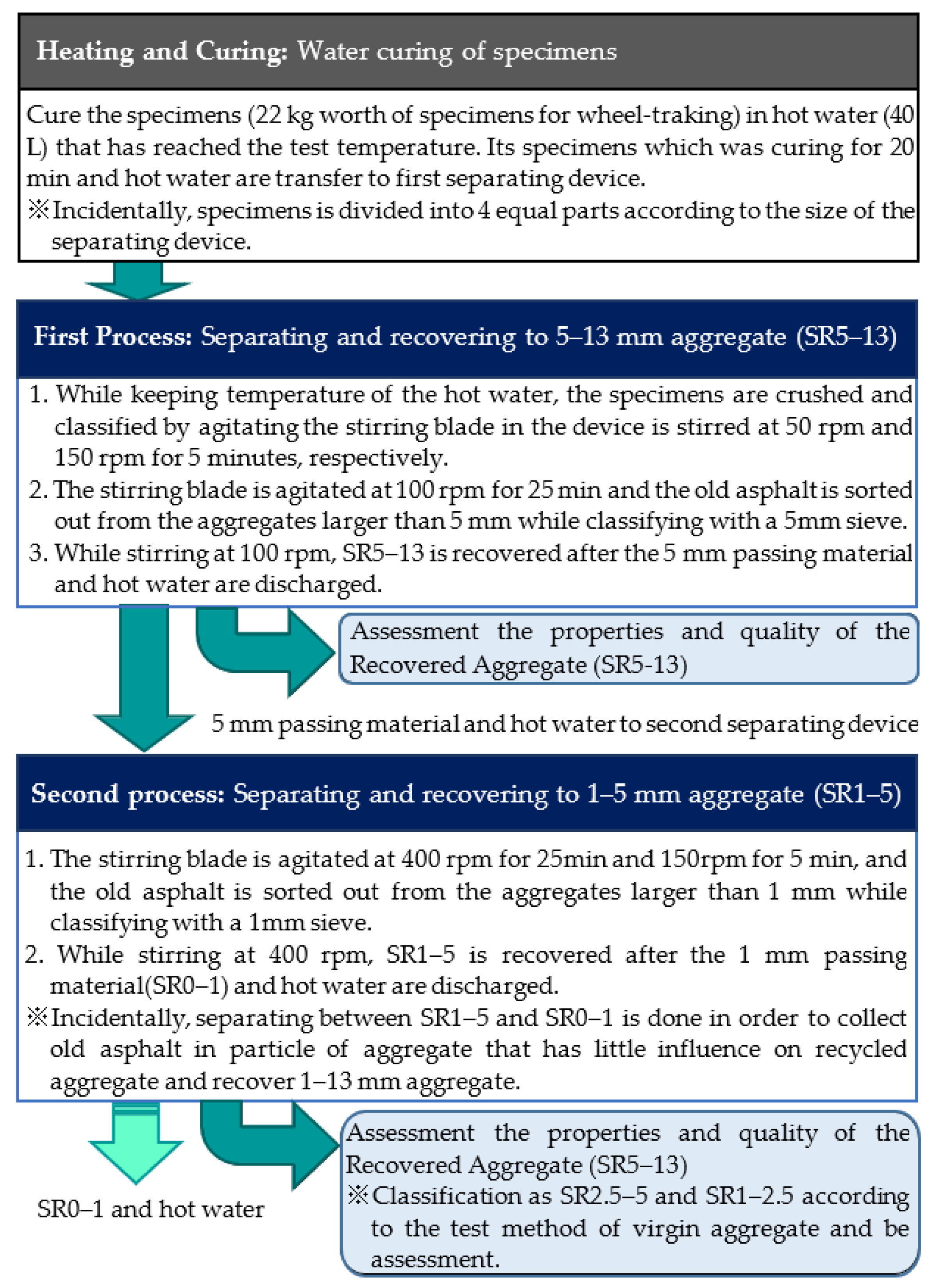
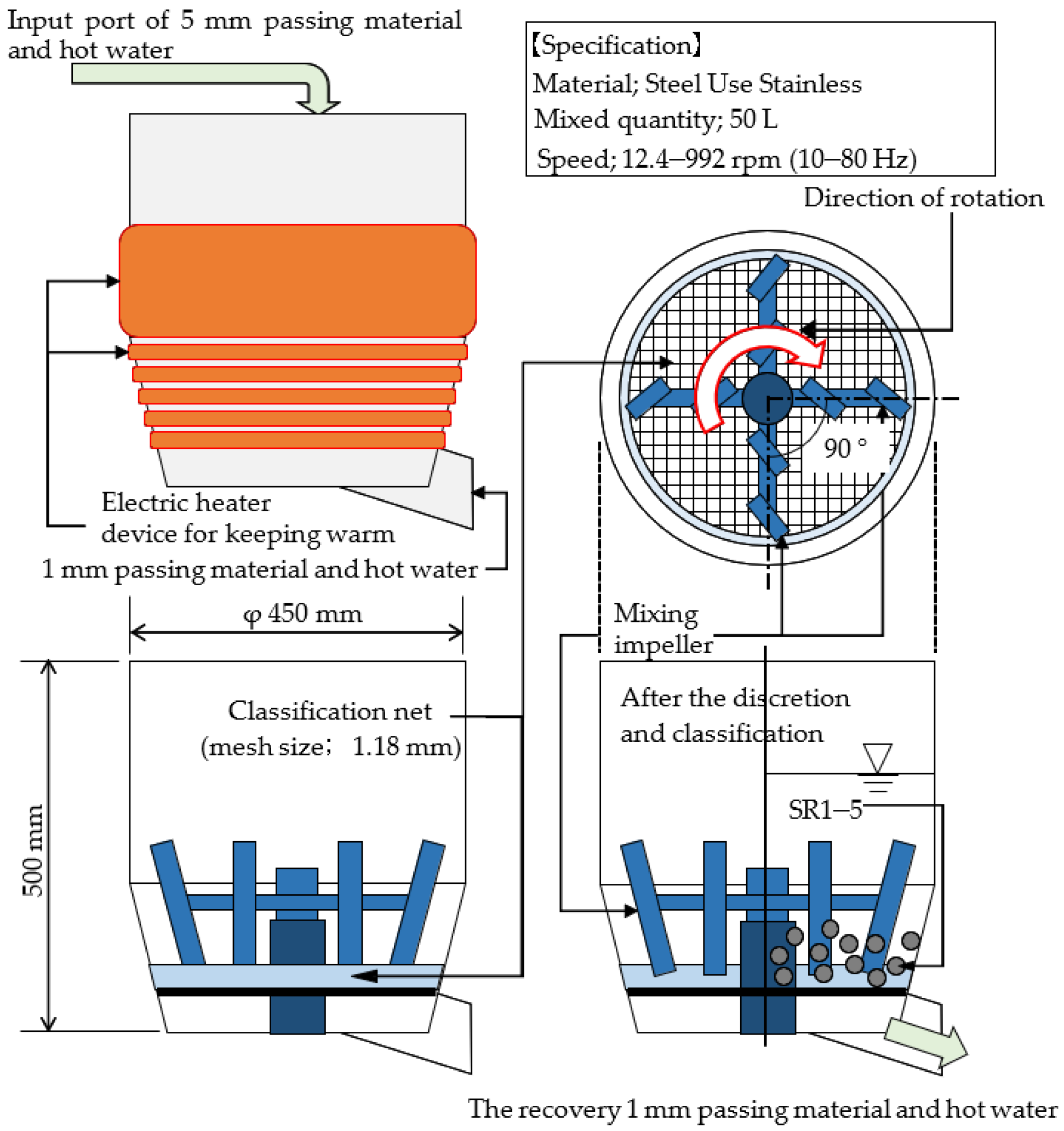
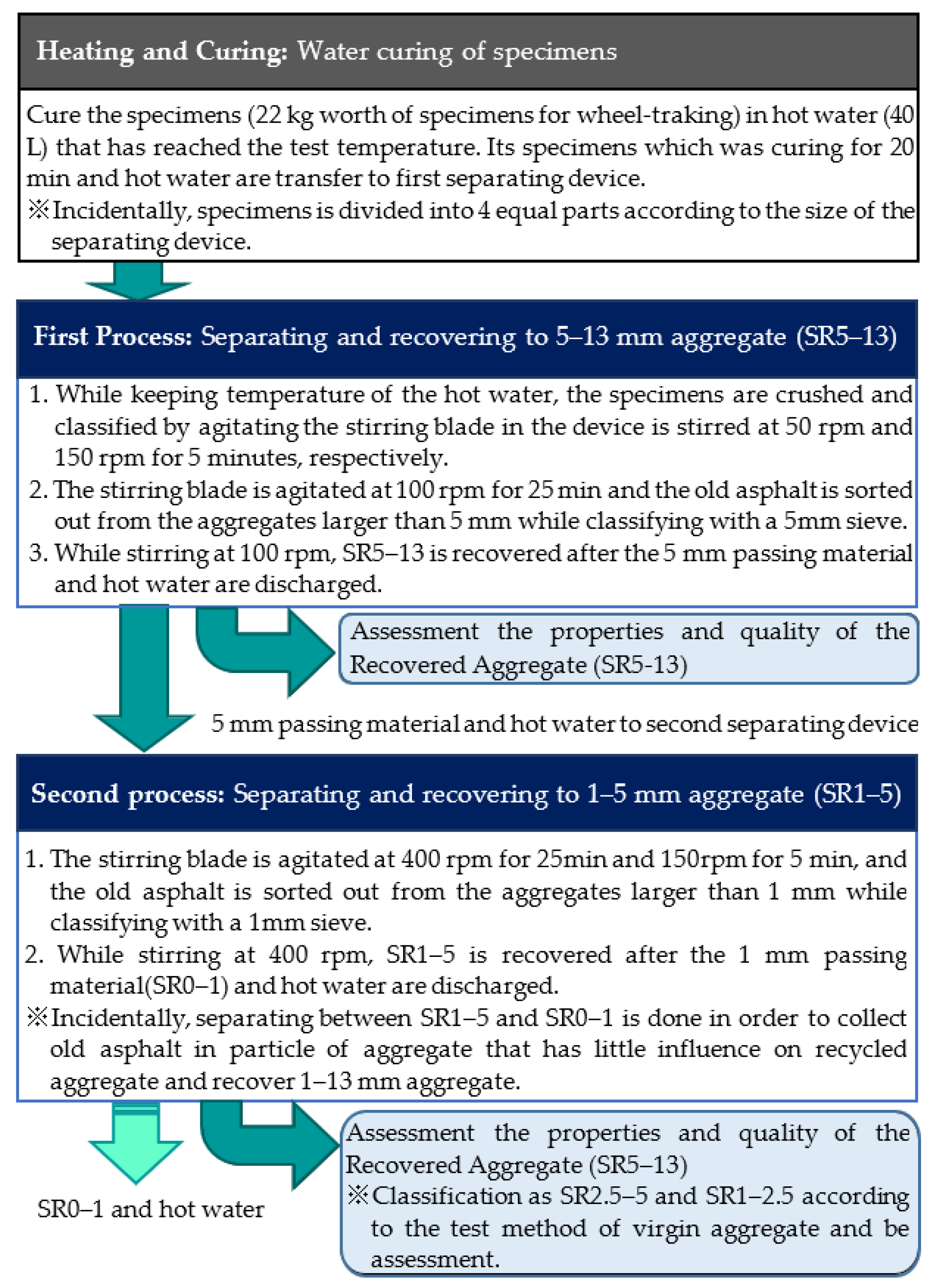
3.1. Hydrothermal Rubbing Method
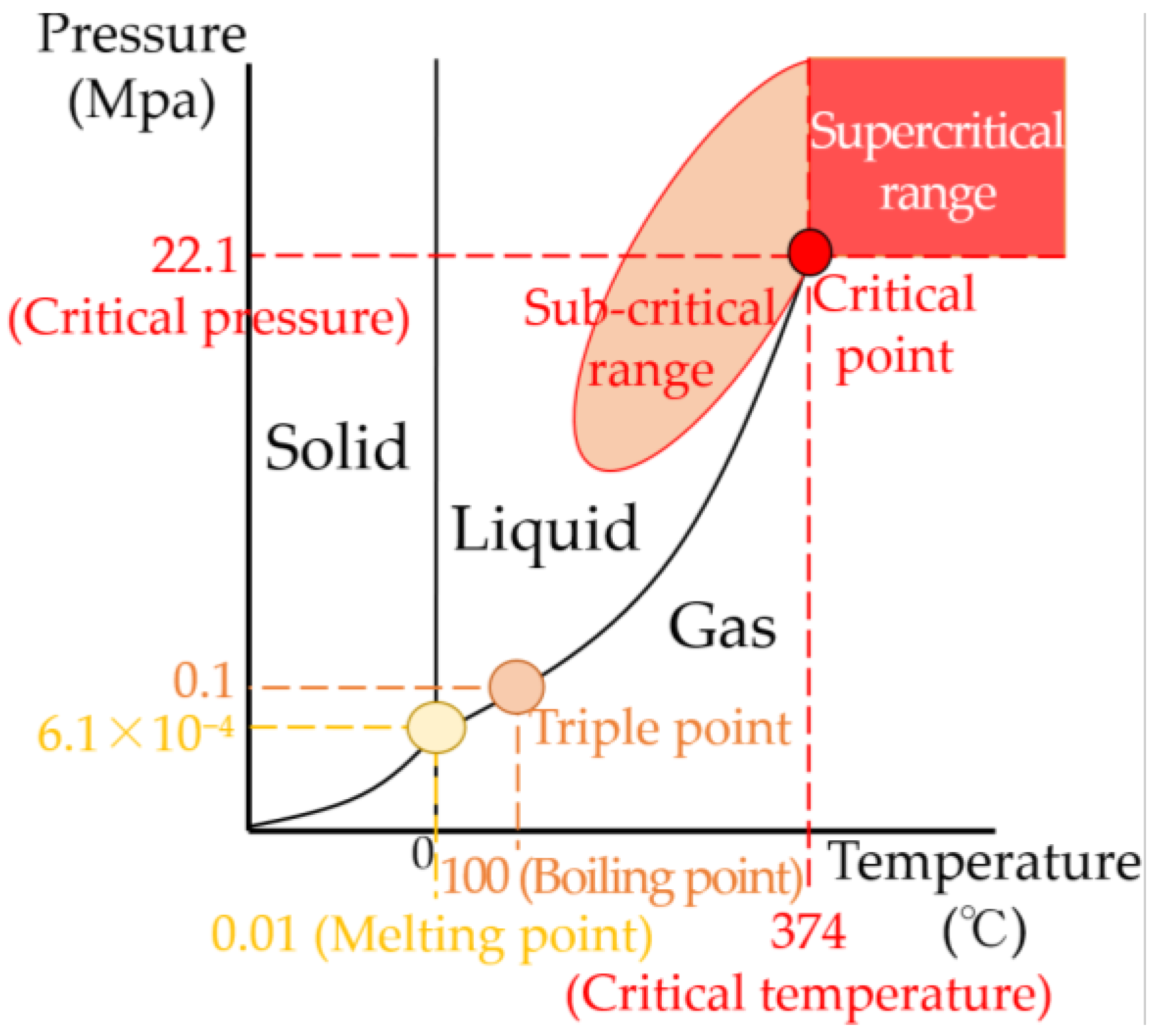
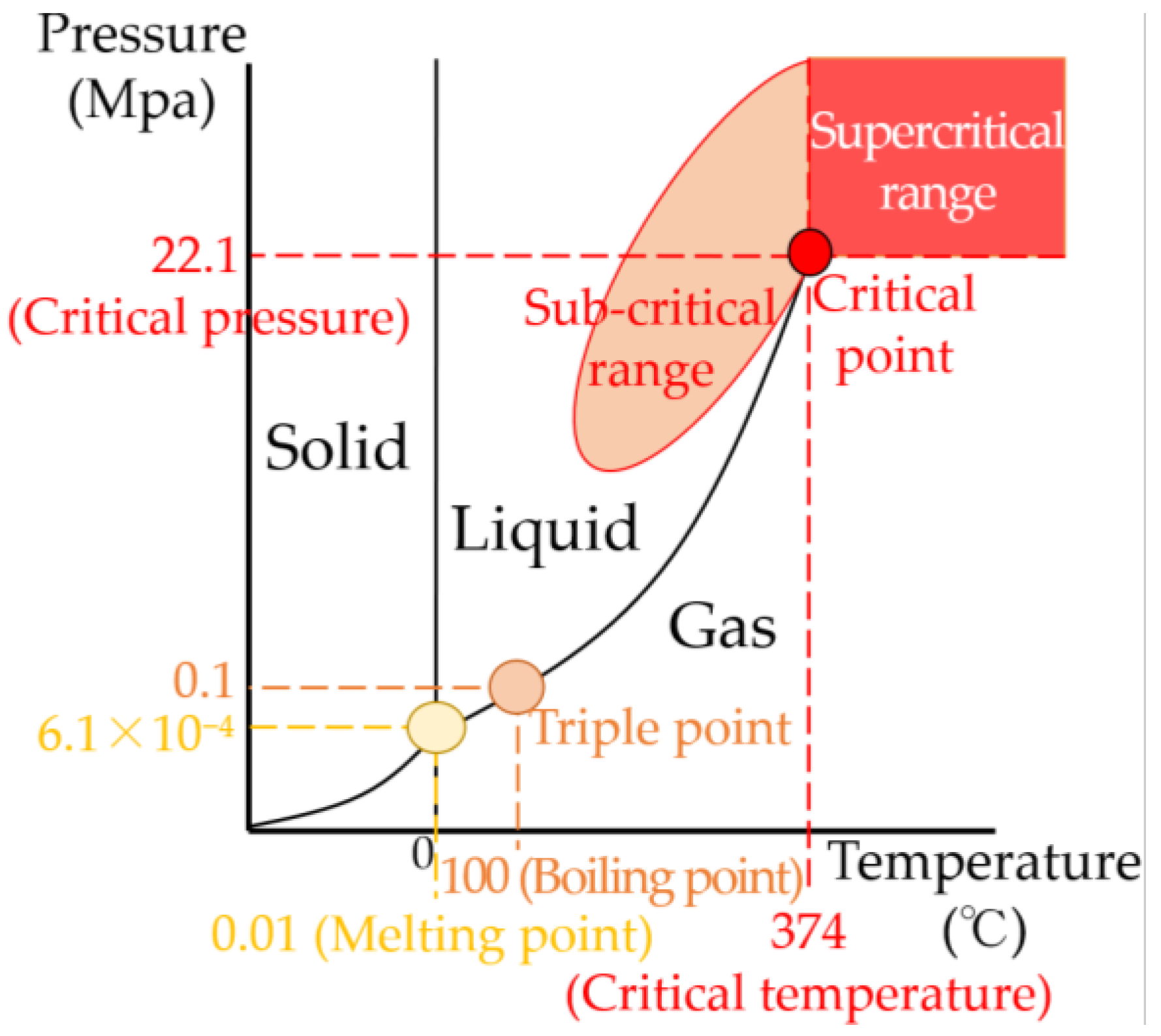
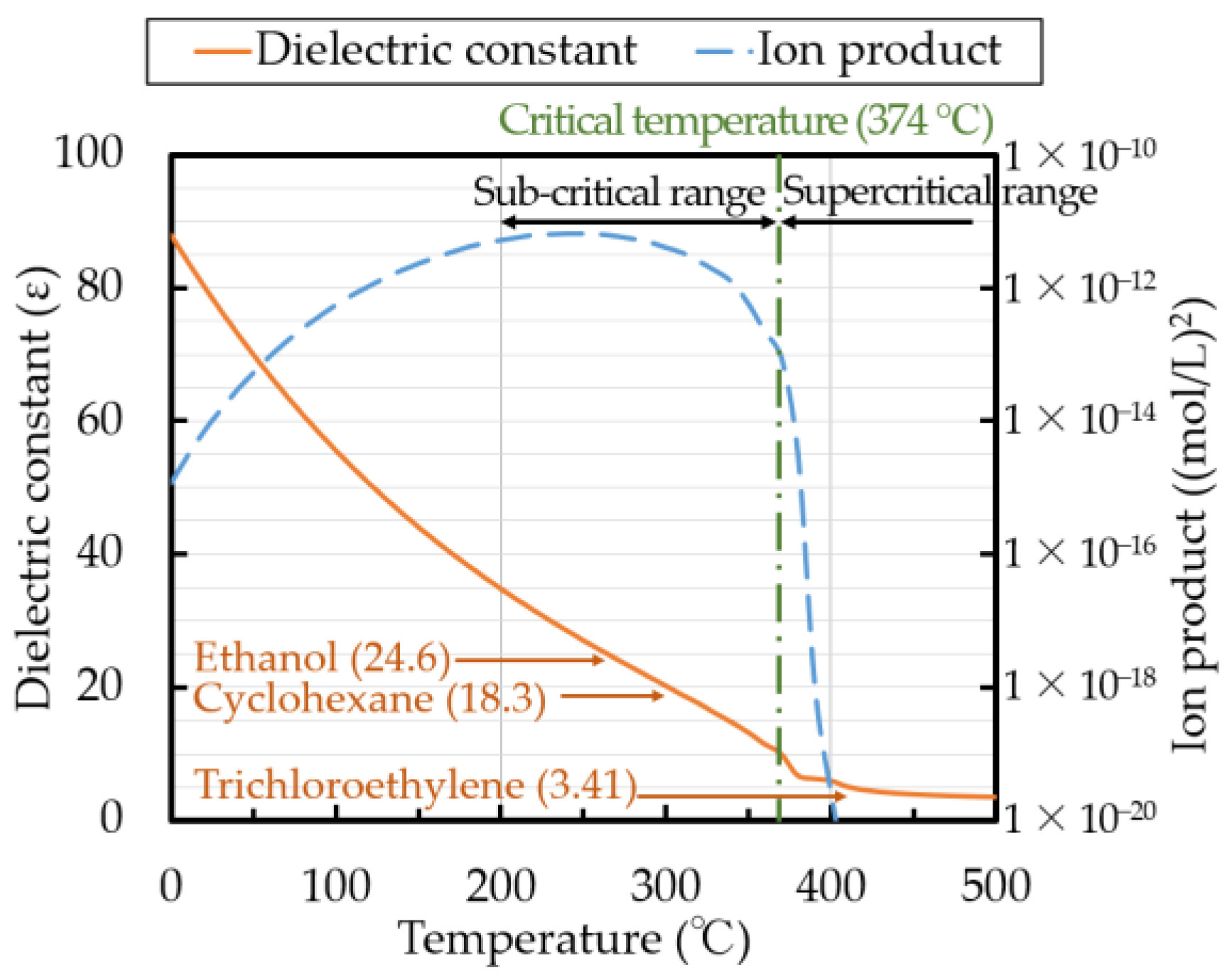
3.2. Hydropyrolysis
4. Results and Discussion
4.1. Hydrothermal Rubbing Method
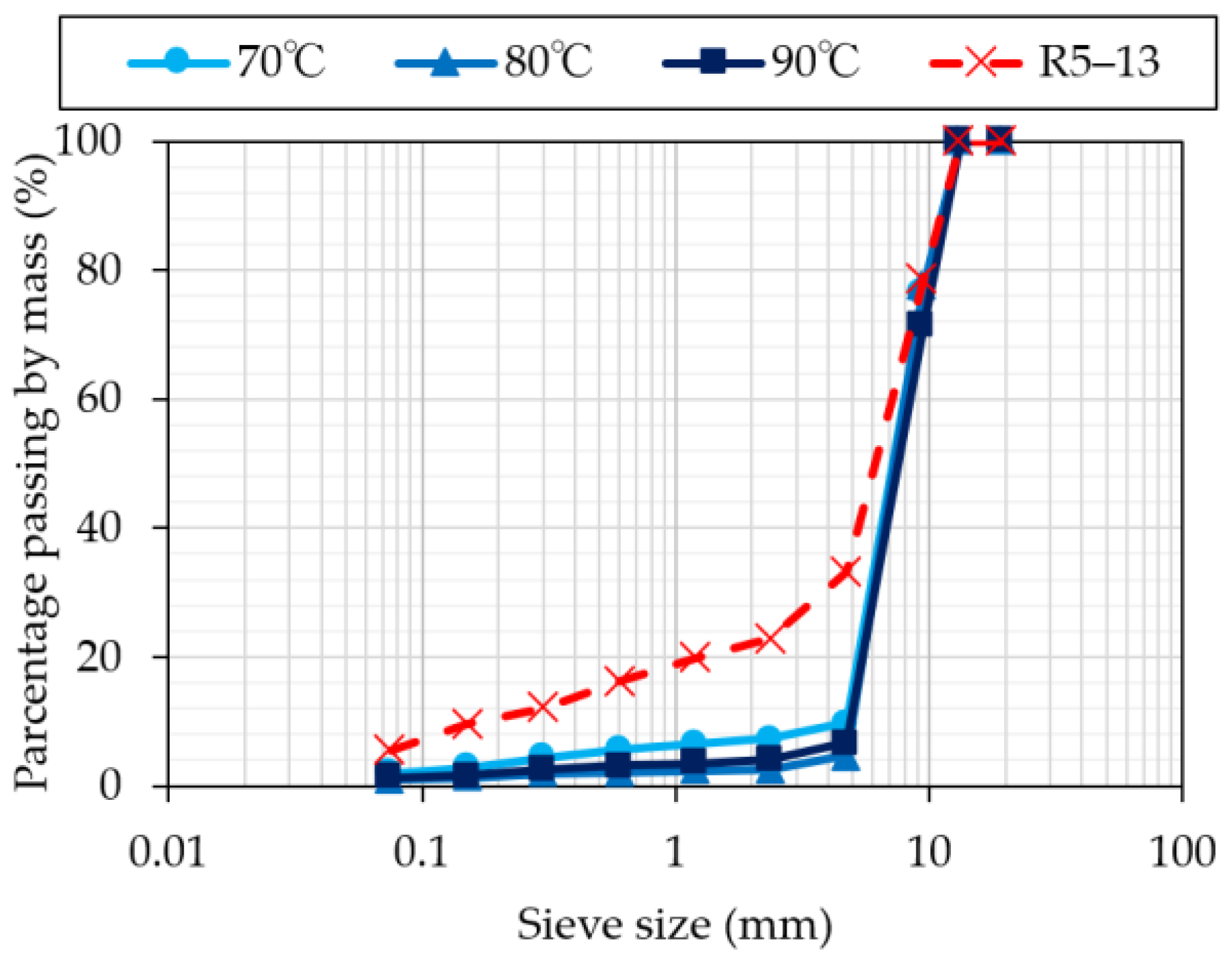
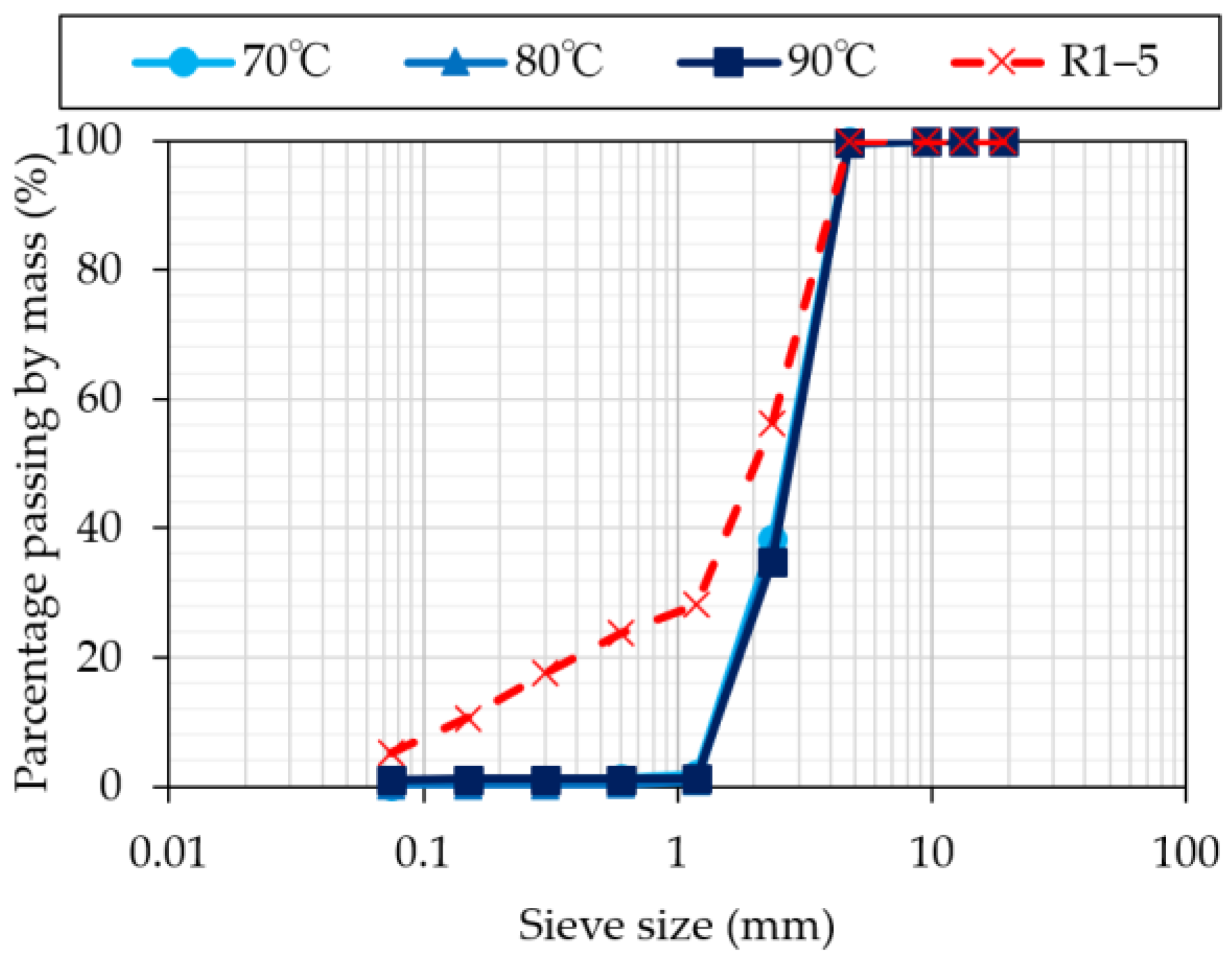
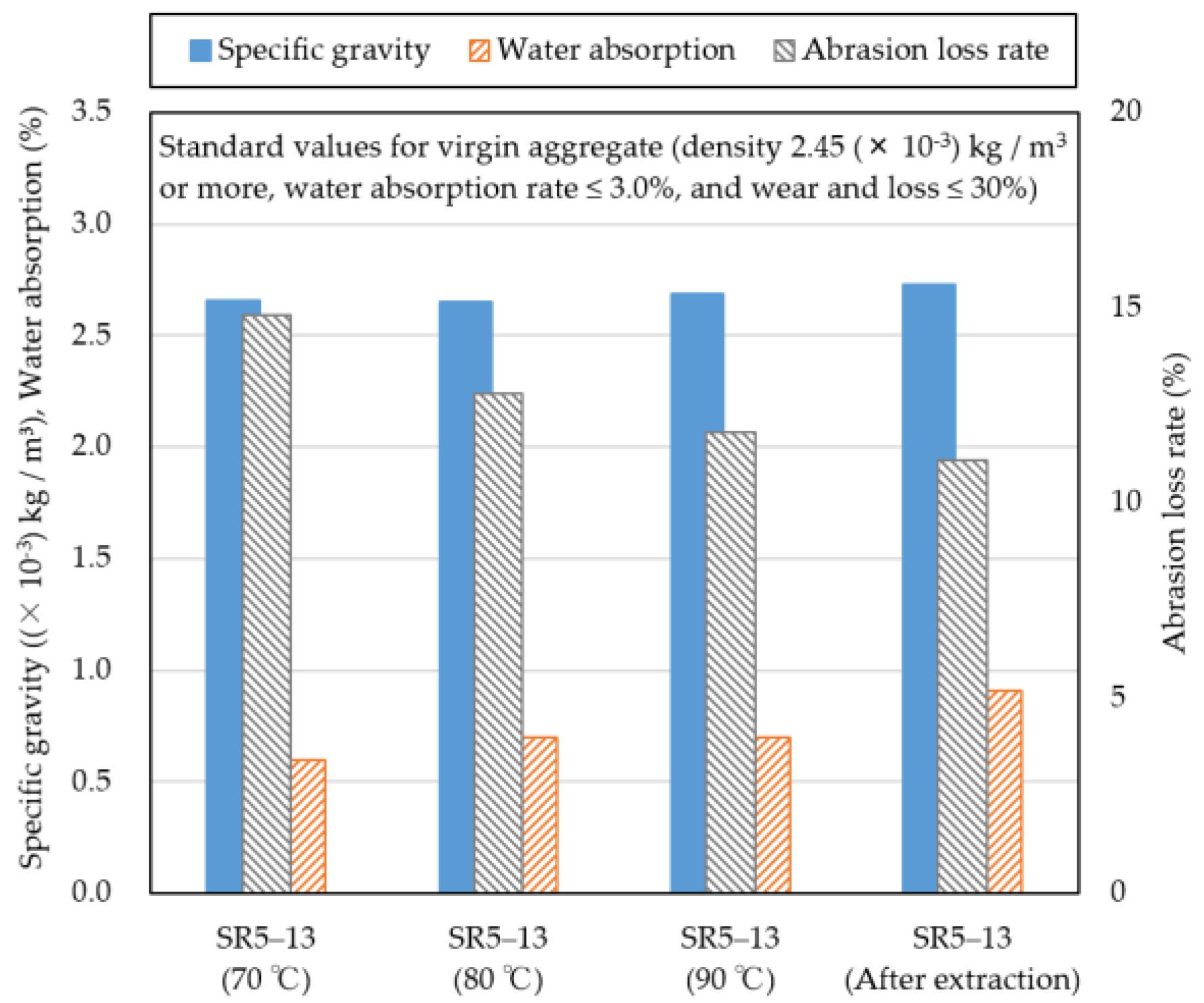
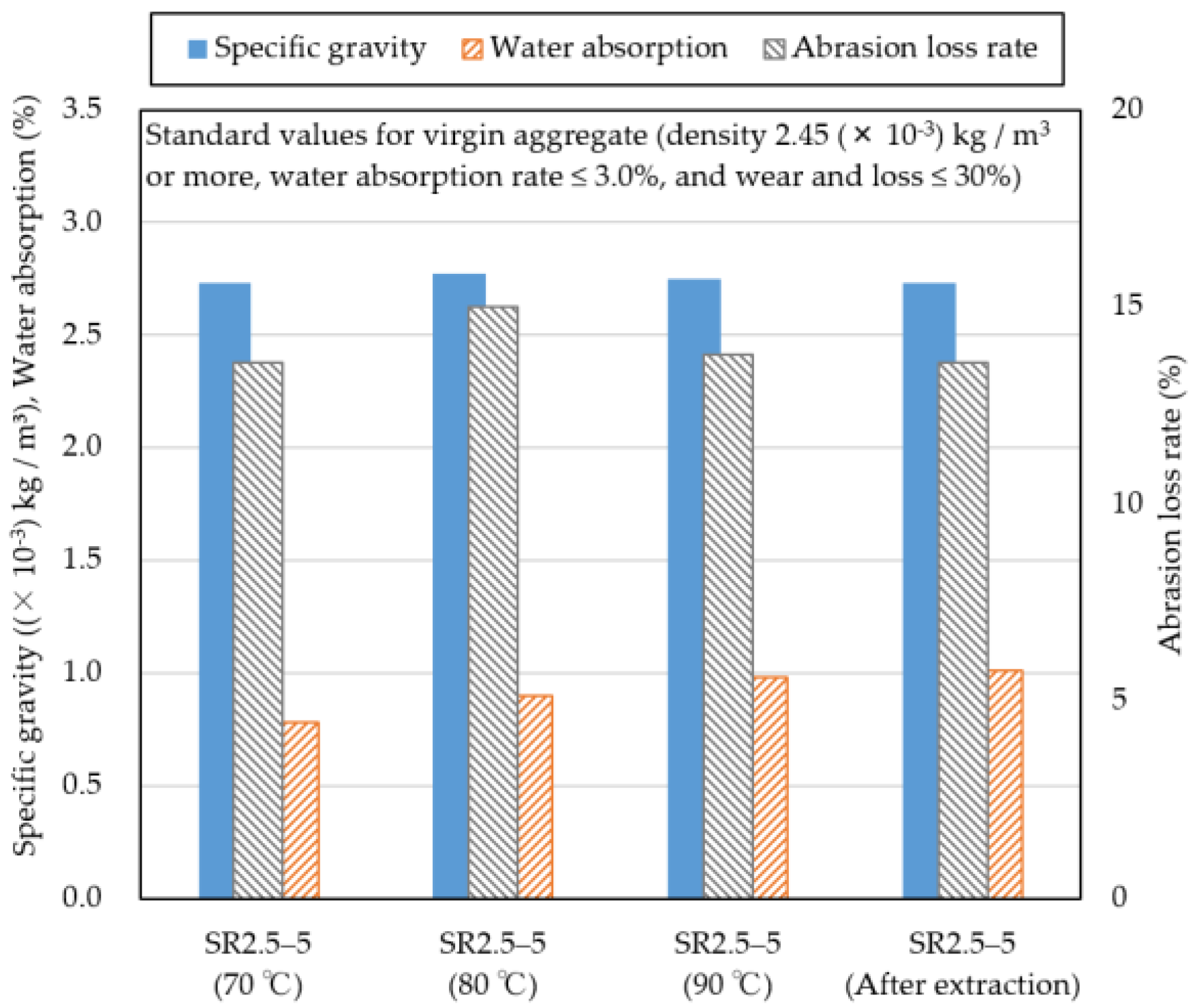
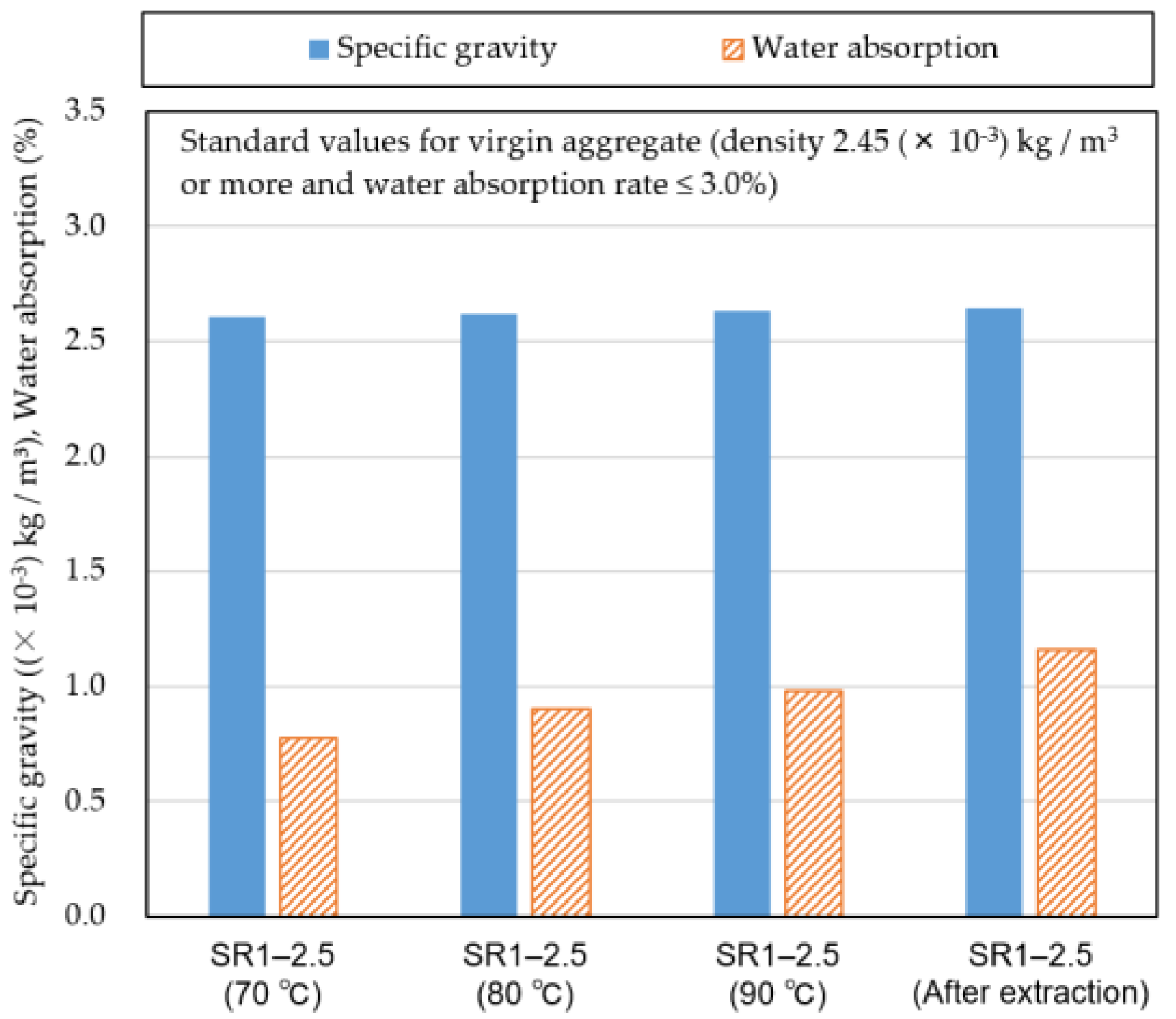
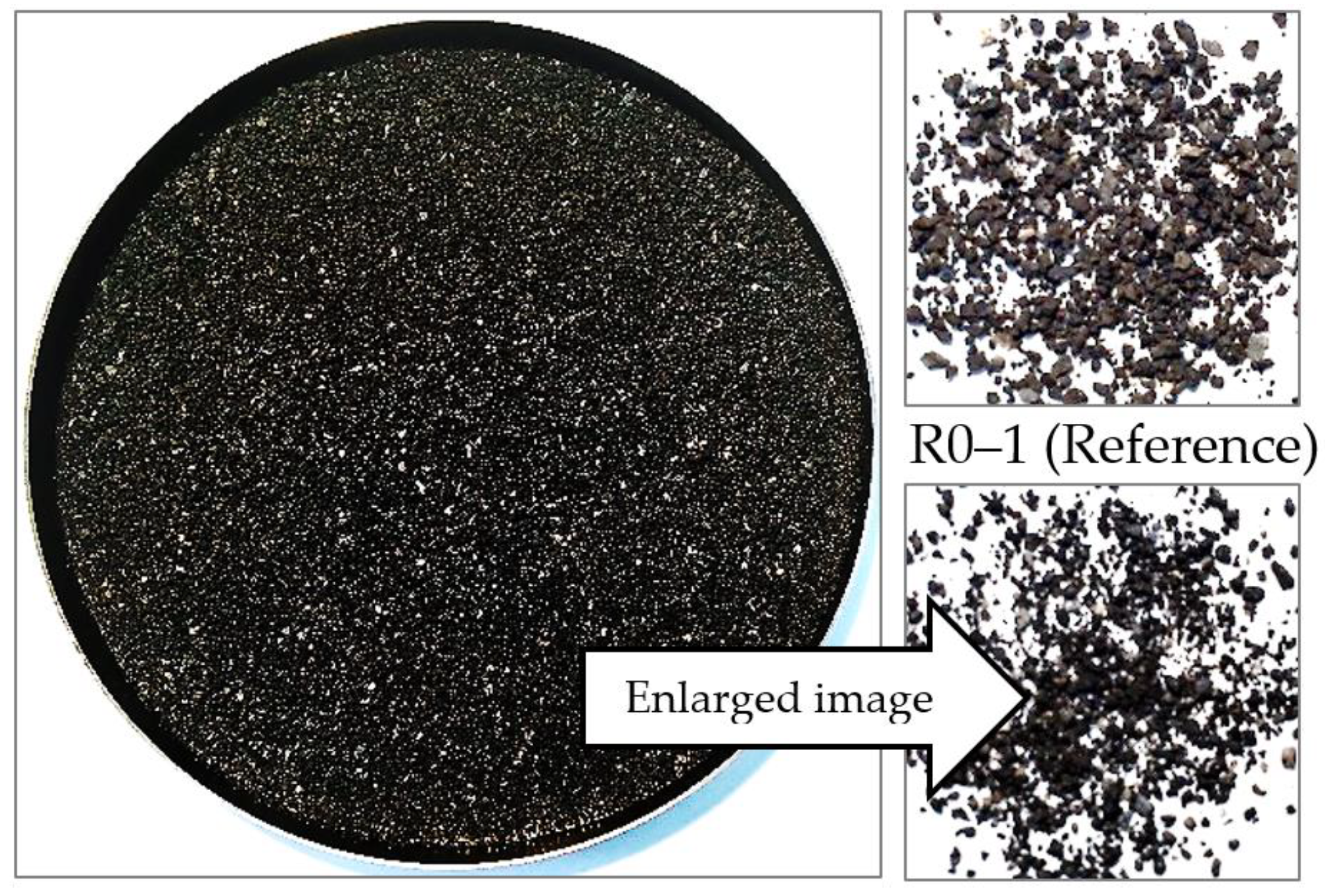
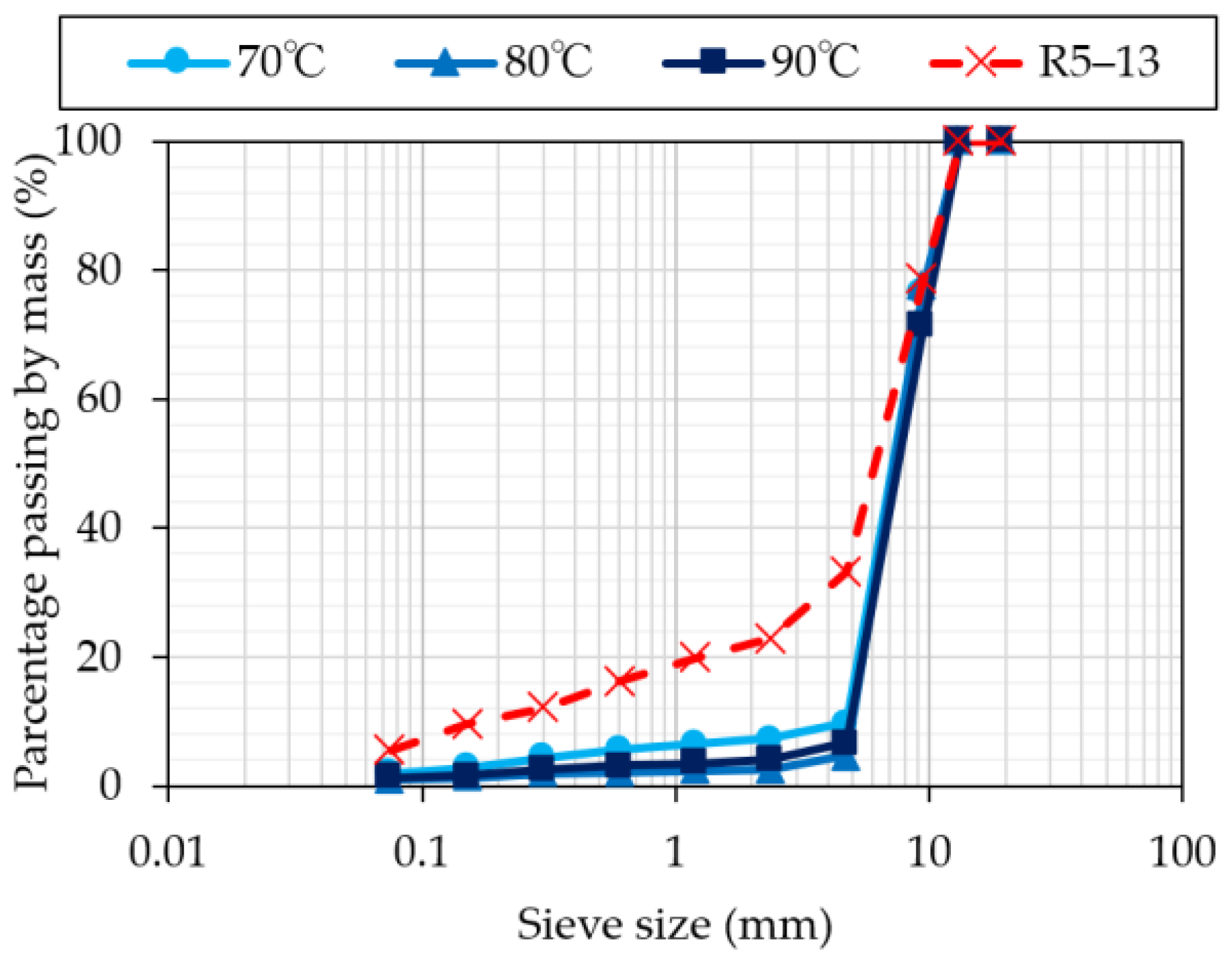
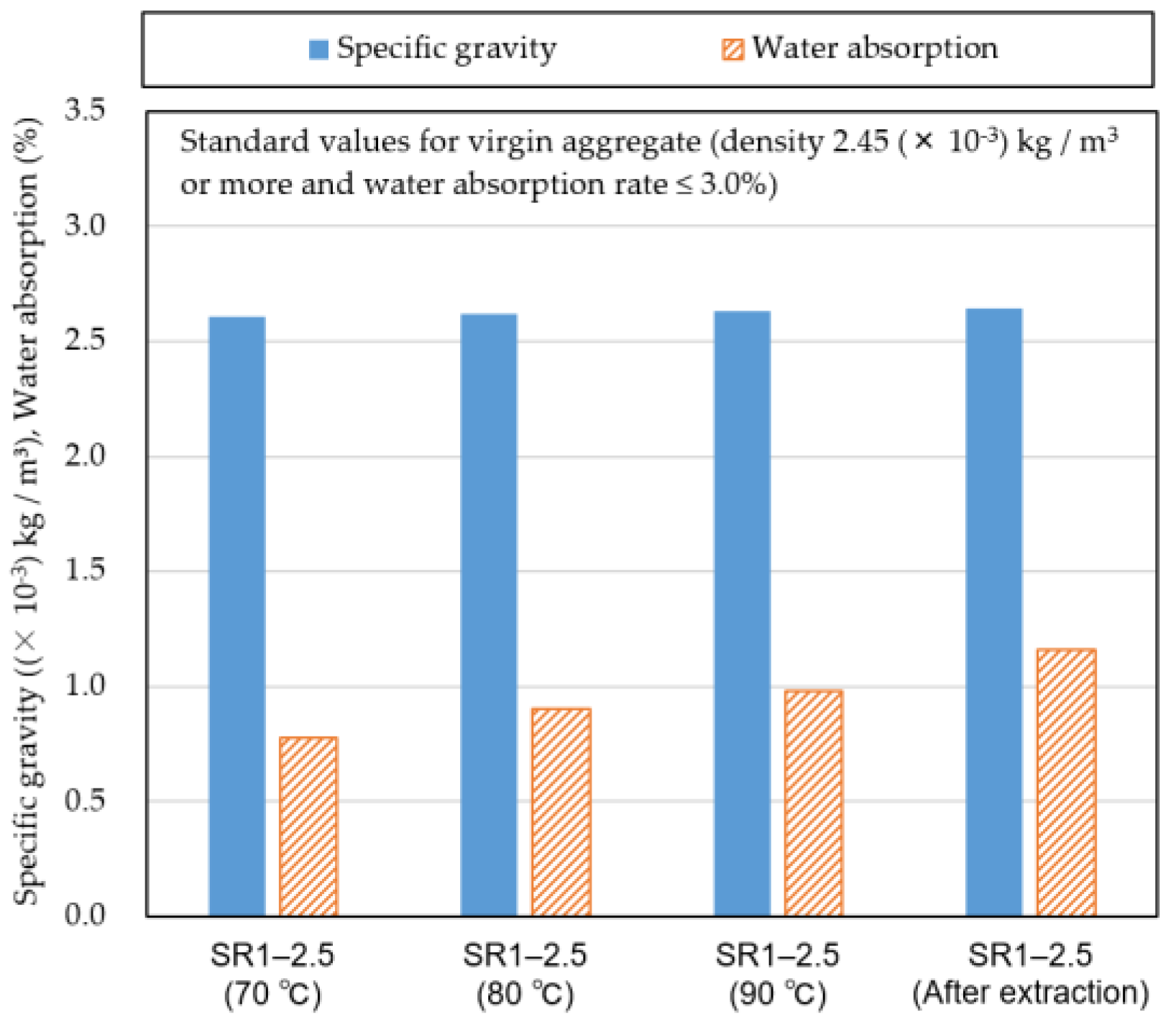
4.1.1. Properties of Recovered Aggregate
4.1.2. Quality of Recovered Aggregate
4.2. Hydropyrolysis
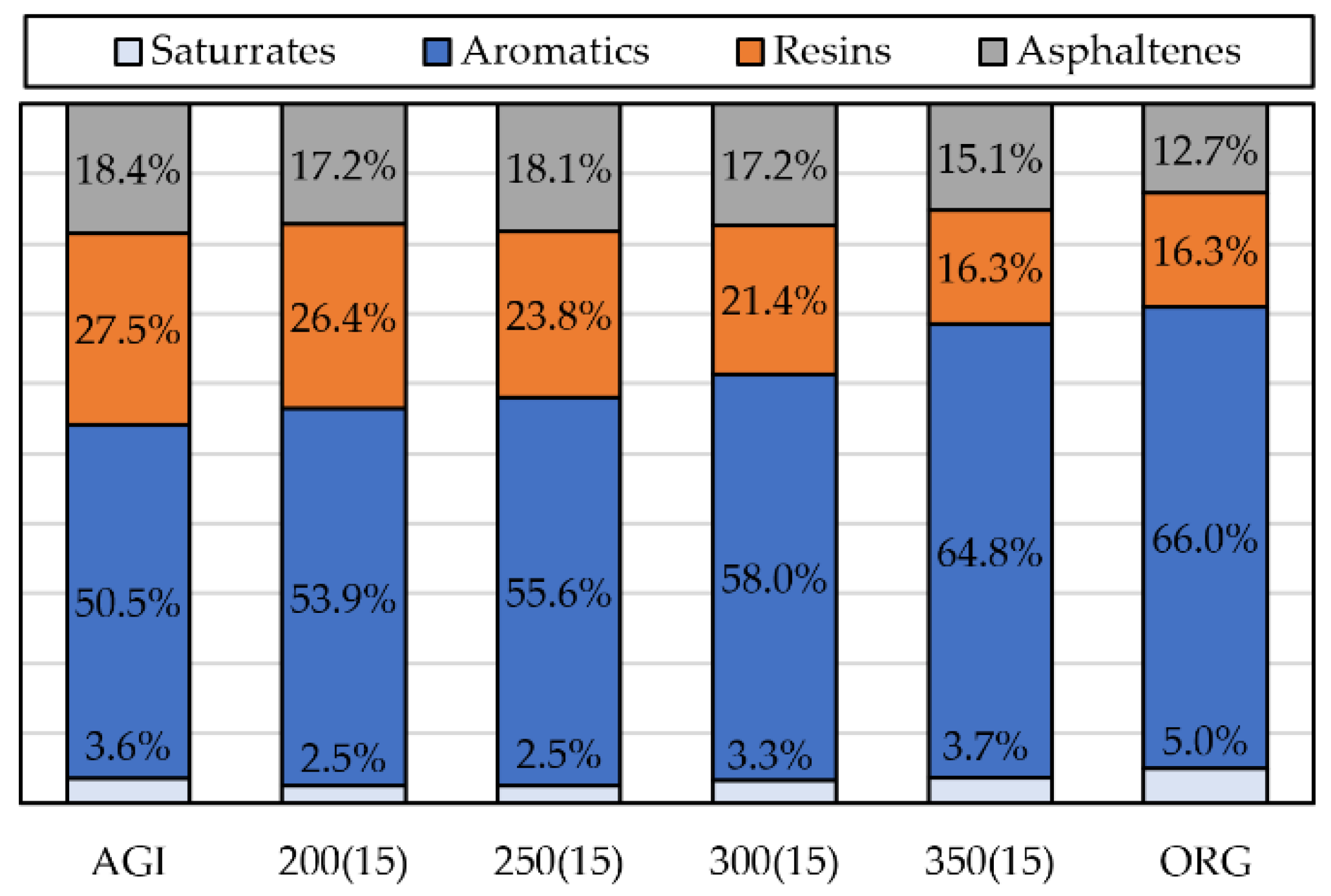
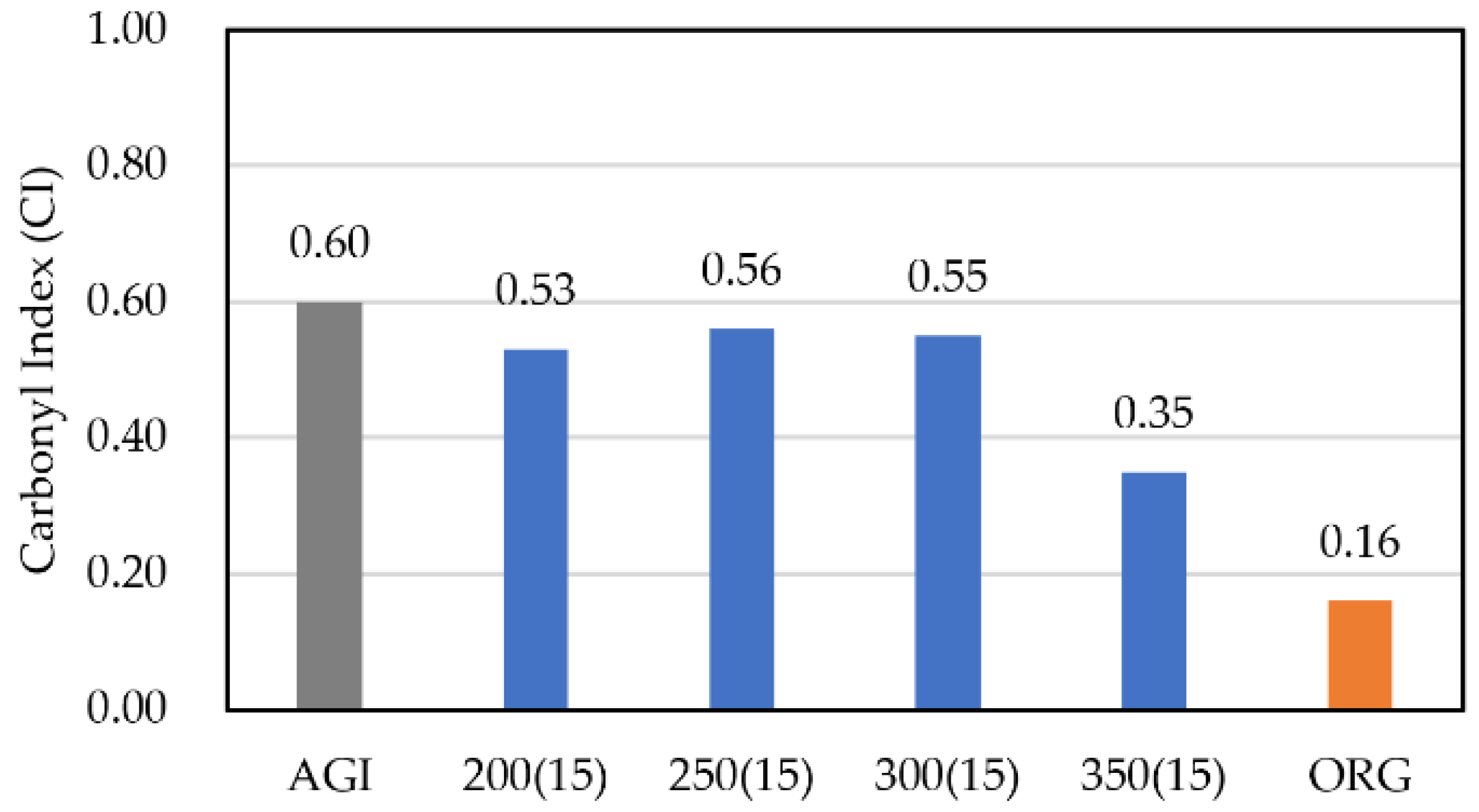
4.2.1. Chemical Properties of Rejuvenated Binder
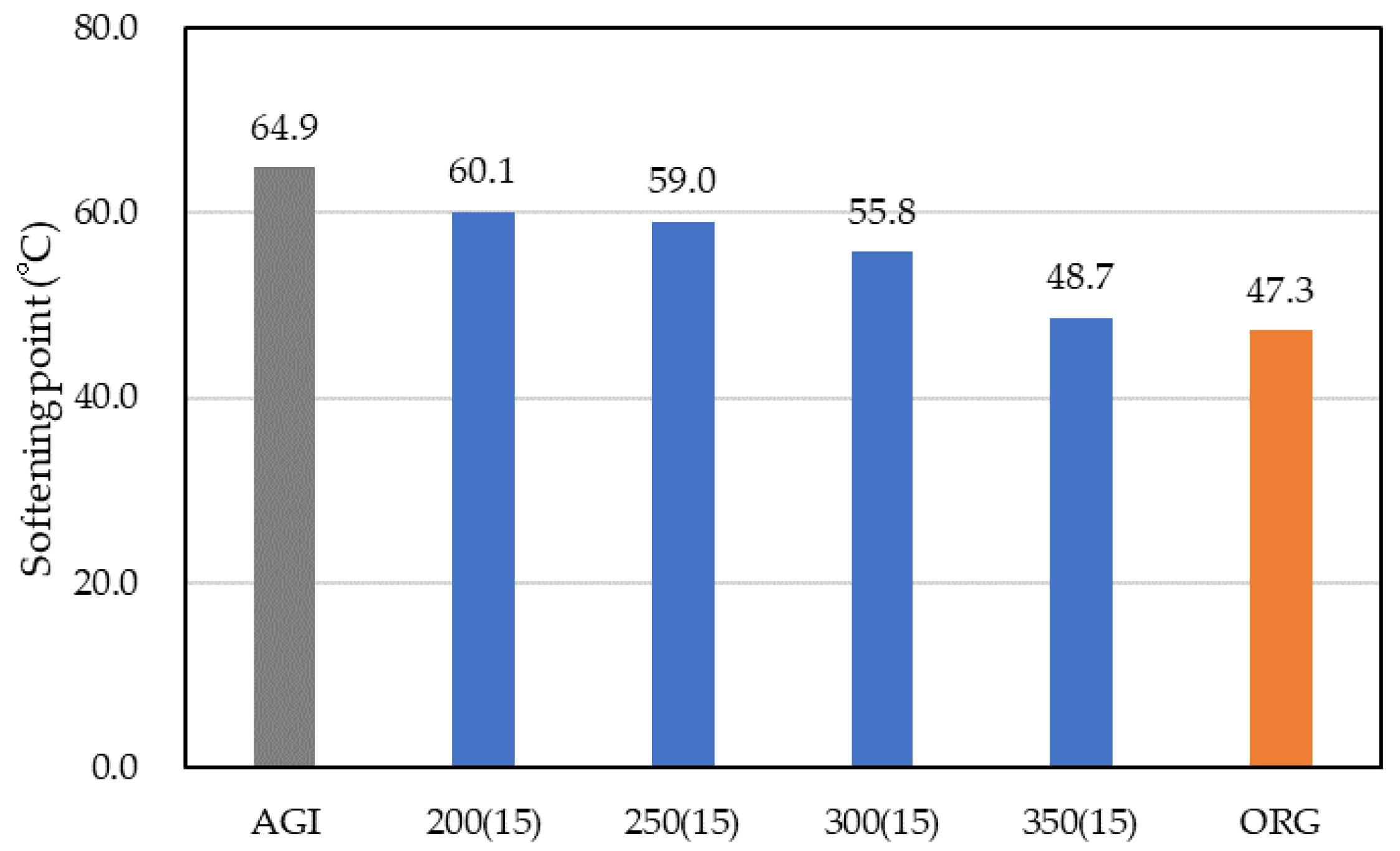
4.2.2. Physical Properties of Rejuvenated Binder
5. Analysis
6. Conclusions and Recommendations
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Transport and Tourism. Road Statistics Annual Report 2021. Available online: https://www.mlit.go.jp/road/ir/ir-data/tokei-nen/2021/nenpo01.html (accessed on 1 April 2021).
- Japan Asphalt Mixture Association. Asphalt Mixture Material Statistics Annual Report 2020; Japan Asphalt Mixture Association: Tokyo, Japan, 2020; p. 3. [Google Scholar]
- Atsushi, K.; Yoko, K.; Hiroyuki, N.; Masayuki, Y. An Examination of Property Changes of Repeatedly Recycled Asphalt Bitumen Using Rejuvenator with High Aromatic Content. RILEM 252-CMB Symp. 2019, 20, 189–194. [Google Scholar]
- Yousuke, K.; Shouichi, A.; Yuzo, K. Separation and Recovery of Aggregate from Asphalt Pavement Wastes Using High-temperature and High-pressure Water. J. Jpn. Pet. Inst. 2006, 49, 231–239. [Google Scholar]
- Shouichi, A.; Yousuke, K.; Yuzo, K. Quality and Performance of Aggregate Separated from Reclaimed Asphalt Pavement by Using High-temperature and High-pressure Water. J. Pavement Eng. JSCE 2007, 12, 149–156. [Google Scholar]
- Yousuke, K.; Shouichi, A.; Kengo, A. A Basic Study on the Separation Recycling Technology of Reclaimed Asphalt Pavement. J. JSCE Ser. E1 2016, 72, I_61–I_68. [Google Scholar]
- Yousuke, K.; Kengo, A.; Shouichi, A. Techniques to Regain the Old Asphalt Properties by Applying the Hydrothermal Decomposition Method. J. JSCE Ser. E1 2018, 74, I_53–I_61. [Google Scholar]
- Yoshio, K. Using Concrete Waste as Aggregate for Concrete. Jpn. Concr. Inst. 1976, 14, 48–52. [Google Scholar]
- Kazuya, S.; Noriyuki, U.; Hideki, H.; Yukio, K. A Study of the Recycling of Waste Concrete. Concr. Res. Technol. 1996, 7, 91–102. [Google Scholar]
- Kunio, Y.; Toshio, Y.; Yukio, K.; Takayuki, I. Study on High Quality Recycled Aggregates. Proc. Jpn. Concr. Inst. 1999, 21, 205–210. [Google Scholar]
- Kunio, Y. Study on Manufacturing Technology for High Quality Recycled Fine Aggregate. Proc. Jpn. Concr. Inst. 2003, 25, 1217–1222. Available online: https://dl.ndl.go.jp/view/prepareDownload?itemId=info%3Andljp%2Fpid%2F10638027&contentNo=1 (accessed on 1 April 2021).
- Hirokazu, S.; Kazumi, K.; Kouichi, H.; Yasuo, K. Development of Recovering Technology of High Quality Aggregate from Demolished Concrete with Heat and Rubbing Method. Proc. Jpn. Conc. Inst. 2000, 22, 1093–1098. [Google Scholar]
- Hisashi, T.; Hirokazu, S.; Yoshihiro, M.; Yasuo, K. Properties of High-Quality Festival Fresh Aggregate Concrete Recovered by Heated Abrasive Fir Method. Proc. Jpn. Concr. Inst. 2001, 23, 61–66. [Google Scholar]
- Kazuhisa, Y.; Akira, S.; Isao, T.; Shigeo, Y. Quality of Recycled Coarse Aggregate and Recycled Fine Aggregate Produced by Mechanical Grind Machine. Proc. Jpn. Concr. Inst. 2004, 26, 1527–1532. [Google Scholar]
- Hisari, Y.; Sano, M.; Yagishita, F.; Yamada, M. A Technique of Reprocessing Waste Asphalt Concrete Utilizing Powdered Materials. Proc. JSCE 1998, 1999, 27–36. [Google Scholar] [CrossRef] [Green Version]
- Yamada, M. Study on Recycling Technology for Drainage Pavement Mixtures. In Proceedings of the New Urban Society Technology Integration and Creation Research Group The 5th New Urban Society Technology Seminar, Tenma Training Center, Osaka, Japan, 24 January 2008. [Google Scholar]
- Yousuke, K.; Shouichi, A.; Takayuki, K.; Shinichi, S.; Katsumi, S. Development of Pressurized Hot Water Stripping Resistance Evaluation Test for Asphalt Mixture. J. JSCE Ser. E1 2013, 69, I_33–I_40. [Google Scholar]
- Kengo, A.; Yousuke, K.; Shouichi, A.; Katsumi, S. A Proposal of the Extraction Test of Asphalt Using Sub-Critical Water. J. JSCE Ser. E1 2016, 72, 31–41. [Google Scholar]
- Izumi, O.; Takeshi, S. Waste Treatment and Recycling Technology Using Supercritical Fluids. Jpn. J. Appl. Phy. 2001, 70, 842–846. [Google Scholar]
- Kengo, A.; Yousuke, K.; Shouichi, A. Separation Recycling Technology for Restoring Reclaimed Asphalt Pavement. J. JSCE 2018, 6, 110–117. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Unit | R5–13 | R0–5 |
|---|---|---|---|
| Compounding rate | % | 46.7 | 53.3 |
| Properties | Unit | R0–13 | R5–13 | R0–5 | |
|---|---|---|---|---|---|
| Old asphalt penetration | 1/10 mm | 21 | 21 | 20 | |
| Old asphalt content | % | 5.9 | 4.0 | 7.7 | |
| Percentage passing by mass | 13.2 mm | % | 100.0 | 100.0 | 100.0 |
| 4.75 mm | 67.3 | 33.2 | 100.0 | ||
| 2.36 mm | 49.8 | 22.8 | 75.7 | ||
| 1.18 mm | 40.9 | 19.8 | 62.2 | ||
| 0.6 mm | 32.3 | 16.3 | 47.7 | ||
| 0.3 mm | 22.8 | 12.1 | 33.0 | ||
| 0.15 mm | 14.0 | 9.5 | 18.3 | ||
| 0.075 mm | 6.9 | 5.5 | 8.2 | ||
| Volume | 1000 mL |  Appearance of Equipment |
| Allowable pressure | 19 MPa | |
| Allowable temperature | 360 °C | |
| Container material | SUS 316 | |
| Heater method | Aluminum block heater | |
| Applicable law | Small pressure vessel |
| Properties | Unit | ORG | AGI |
|---|---|---|---|
| Penetration | 1/10 mm | 67 | 20 |
| Softening point | °C | 47.3 | 64.9 |
| Elongation | cm | 100+ | 6 |
| Properties | Unit | Separation Temperature (°C) | ||
|---|---|---|---|---|
| 70 | 80 | 90 | ||
| Moisture content (After natural cooling) | % | 0.83 | 0.77 | 0.57 |
| Old asphalt content | % | 0.78 | 0.70 | 0.56 |
| Content of aggregates finer than 75 µm sieve | % | 0.2 | 0.2 | 0.2 |
| Properties | Unit | Separation Temperature (°C) | ||
|---|---|---|---|---|
| 70 | 80 | 90 | ||
| Moisture content (After natural cooling) | % | 1.47 | 1.08 | 1.04 |
| Old asphalt content | % | 0.68 | 0.57 | 0.44 |
| Content of aggregates finer than 75-µm sieve | % | 0.1 | 0.2 | 0.2 |
| Properties | Unit | SR5–13m 1 | R5–13m | SR1-5m | R1–5m | Virgin Aggregate (Standard Values) | |||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 80 °C | 90 °C | 80 °C | 90 °C | ||||||||
| SR2.5–5m | SR1–2.5m | SR2.5–5m | SR1–2.5m | R2.5–5m | R1–2.5m | ||||||
| Moisture content (After natural cooling) | % | 0.23 | 0.17 | - | 2.50 | 1.97 | - | - | |||
| Old asphalt content | % | 0.87 | 0.70 | 2.95 | 0.07 | 0.01 | - | - | |||
| Content of aggregates finer than 75 µm sieve | % | 0.1 | 0.1 | 2.3 | 0.2 | 0.3 | - | - | |||
| Specific gravity | × 10−3 kg/m3 | 2.63 | 2.66 | 2.67 | 2.67 | 2.67 | 2.66 | 2.66 | 2.67 | 2.65 | 2.45 or more |
| Water absorption | % | 0.42 | 0.50 | 0.79 | 0.50 | 0.82 | 0.55 | 0.83 | 0.79 | 1.00 | ≤ 3.0 |
| Abrasion loss rate | % | 11 | 11 | 11 | 10 | - | 14 | - | 14 | - | ≤ 30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Akatsu, K.; Kanou, Y.; Akiba, S. Technical Approaches to the Recycling of Reclaimed Asphalt Pavement into Aggregate and Binder. Constr. Mater. 2022, 2, 85-100. https://doi.org/10.3390/constrmater2020007
Akatsu K, Kanou Y, Akiba S. Technical Approaches to the Recycling of Reclaimed Asphalt Pavement into Aggregate and Binder. Construction Materials. 2022; 2(2):85-100. https://doi.org/10.3390/constrmater2020007
Chicago/Turabian StyleAkatsu, Kengo, Yousuke Kanou, and Shouichi Akiba. 2022. "Technical Approaches to the Recycling of Reclaimed Asphalt Pavement into Aggregate and Binder" Construction Materials 2, no. 2: 85-100. https://doi.org/10.3390/constrmater2020007