
Optimization of Process Parameters on Microstructure and Mechanical Properties of ADC12 Alloy Aptomat Contact Fabricated by Thixoextrusion †

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
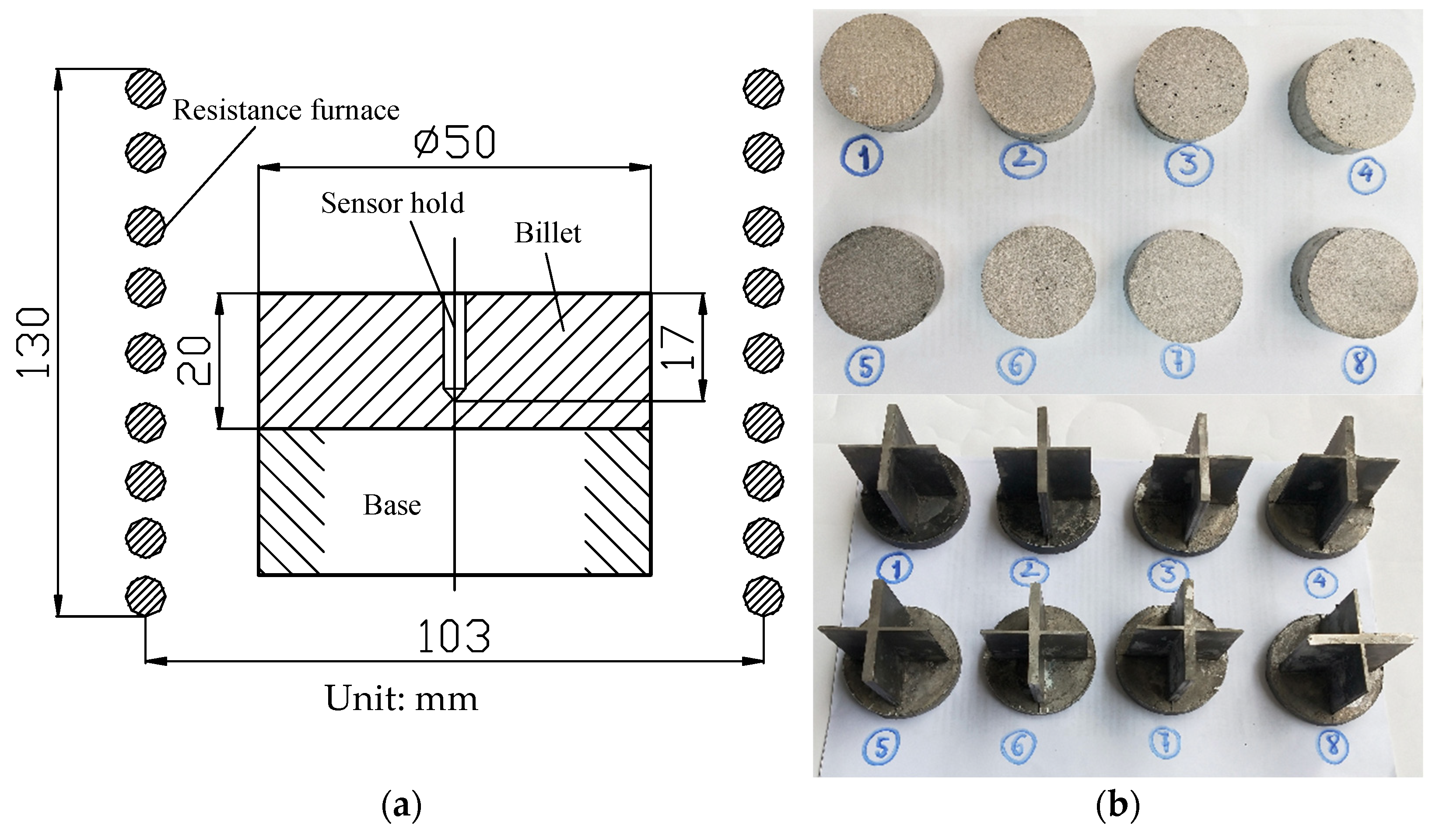
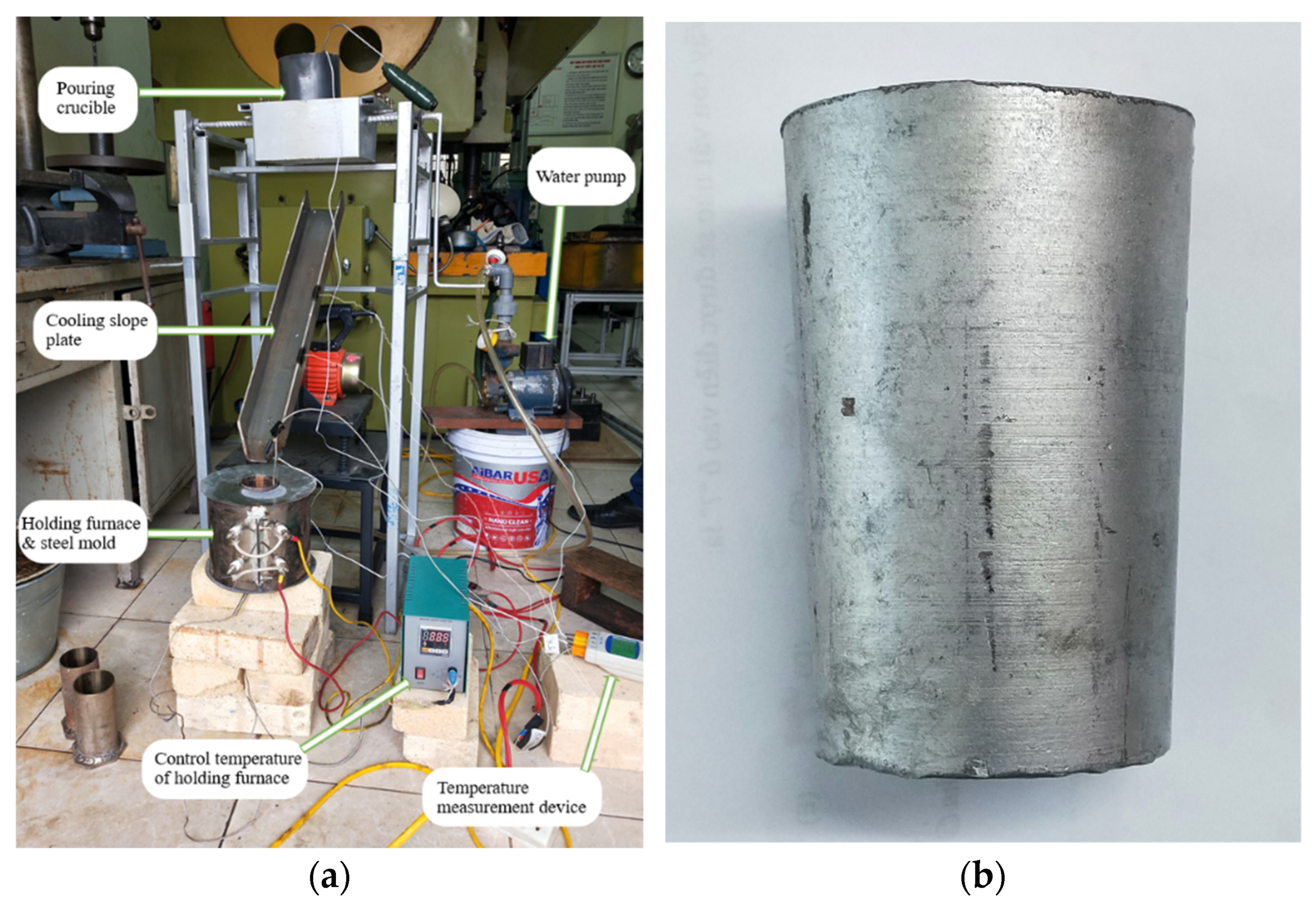
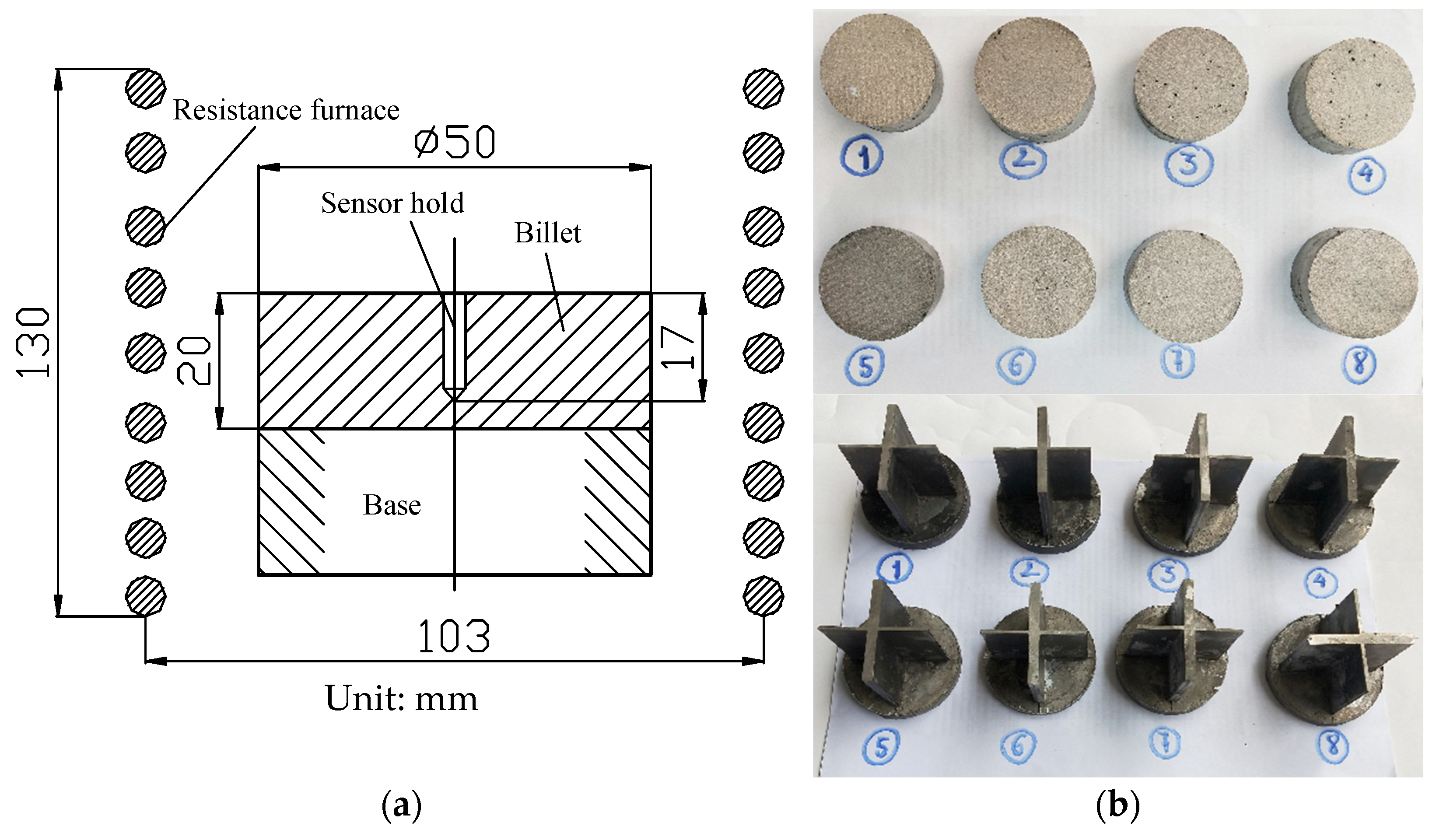
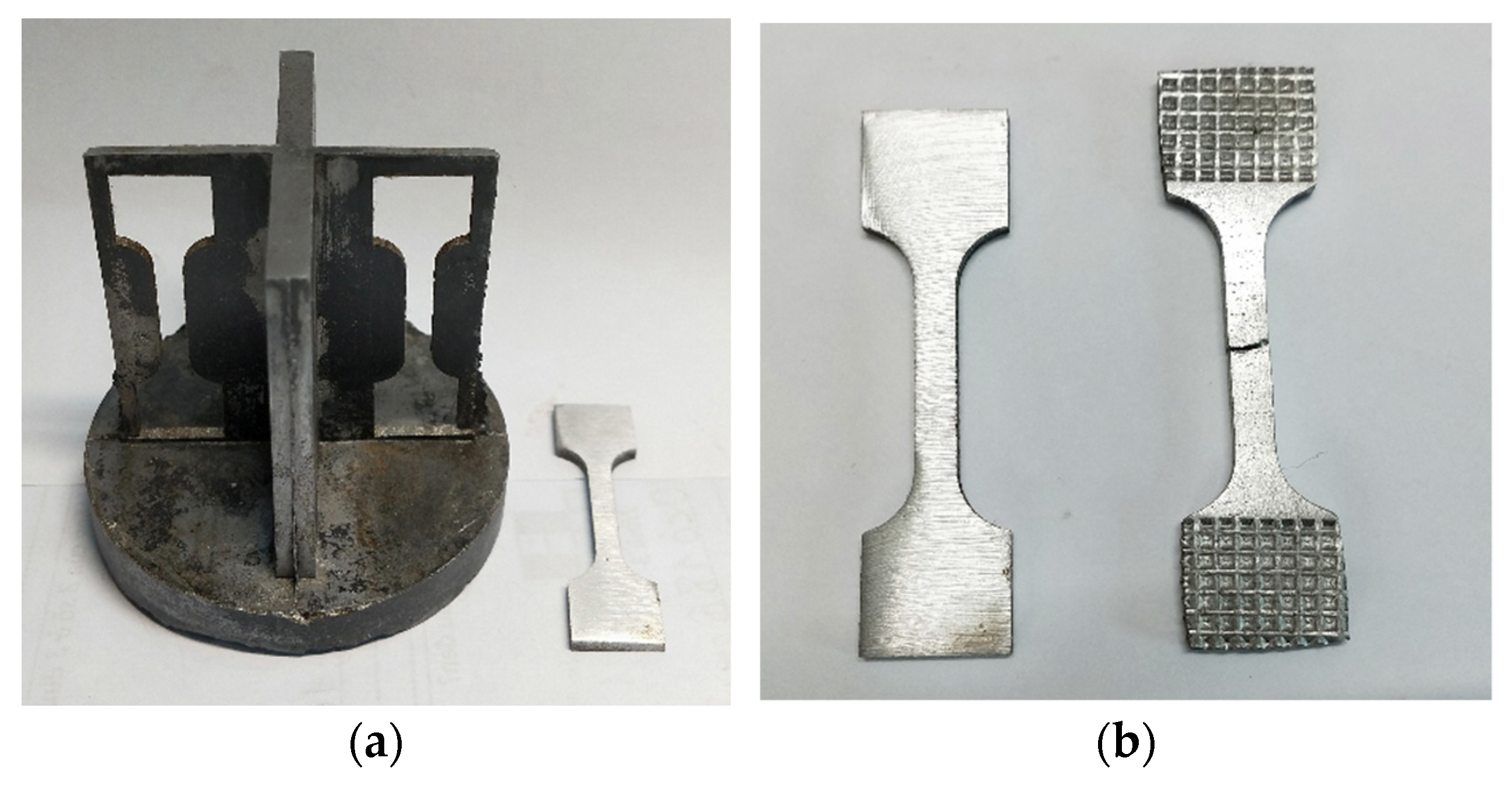
2.2. Preparation of Billet
2.3. Organization of Experiment and Sample Analysis
3. Results and Discussion
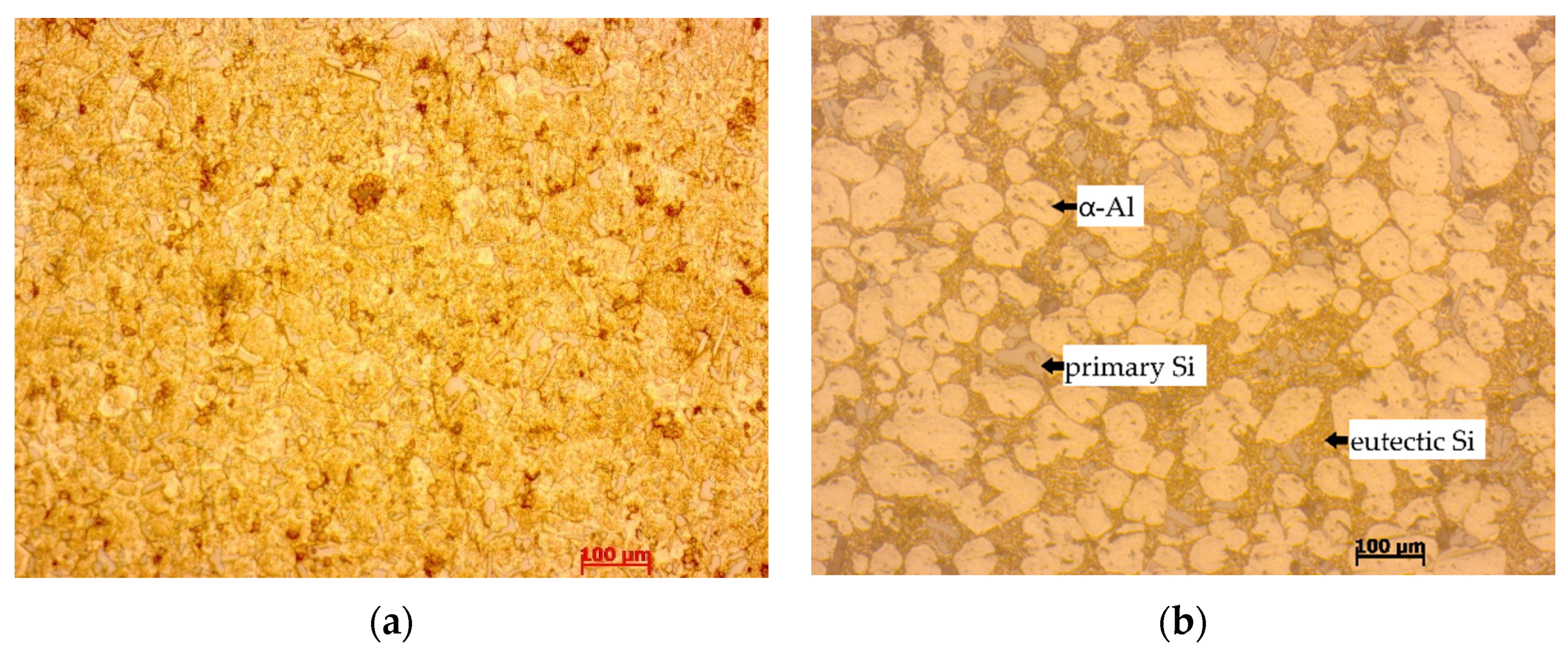
3.1. Comparison of the Microstructure between Cooling Slope Casting and Thixoextrusion
3.2. Comparison of Mechaniacal Properties between Die Casting and Thixoextrusion
3.3. Results of Experiments
3.4. Optimization of Ultimate Tensile Strength and Elongation for the Productions
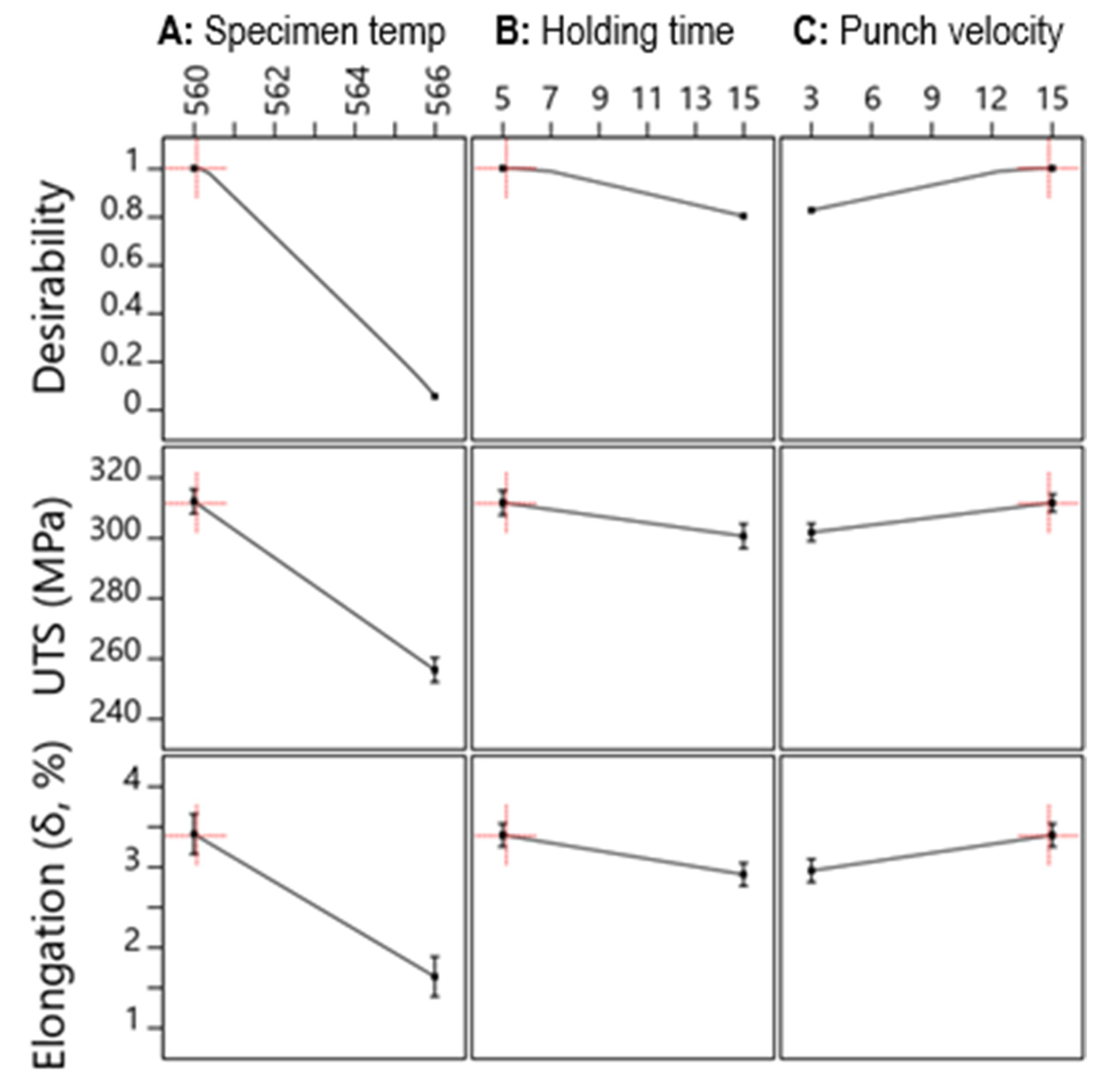
3.5. Effect of Processing Parameters on the Ultimate Tensile Strength and Elongation
4. Optimization of Parameters
5. Conclusions
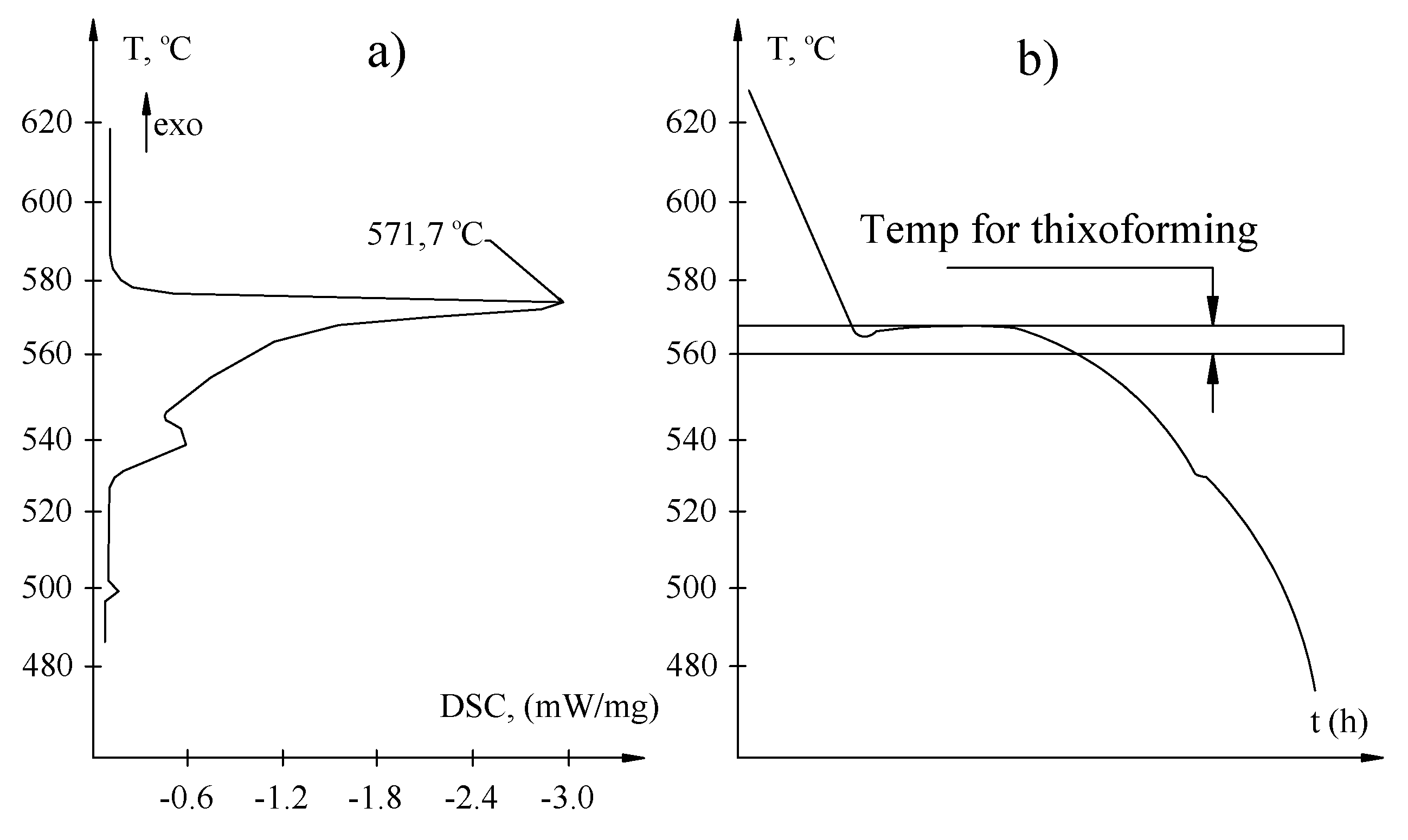
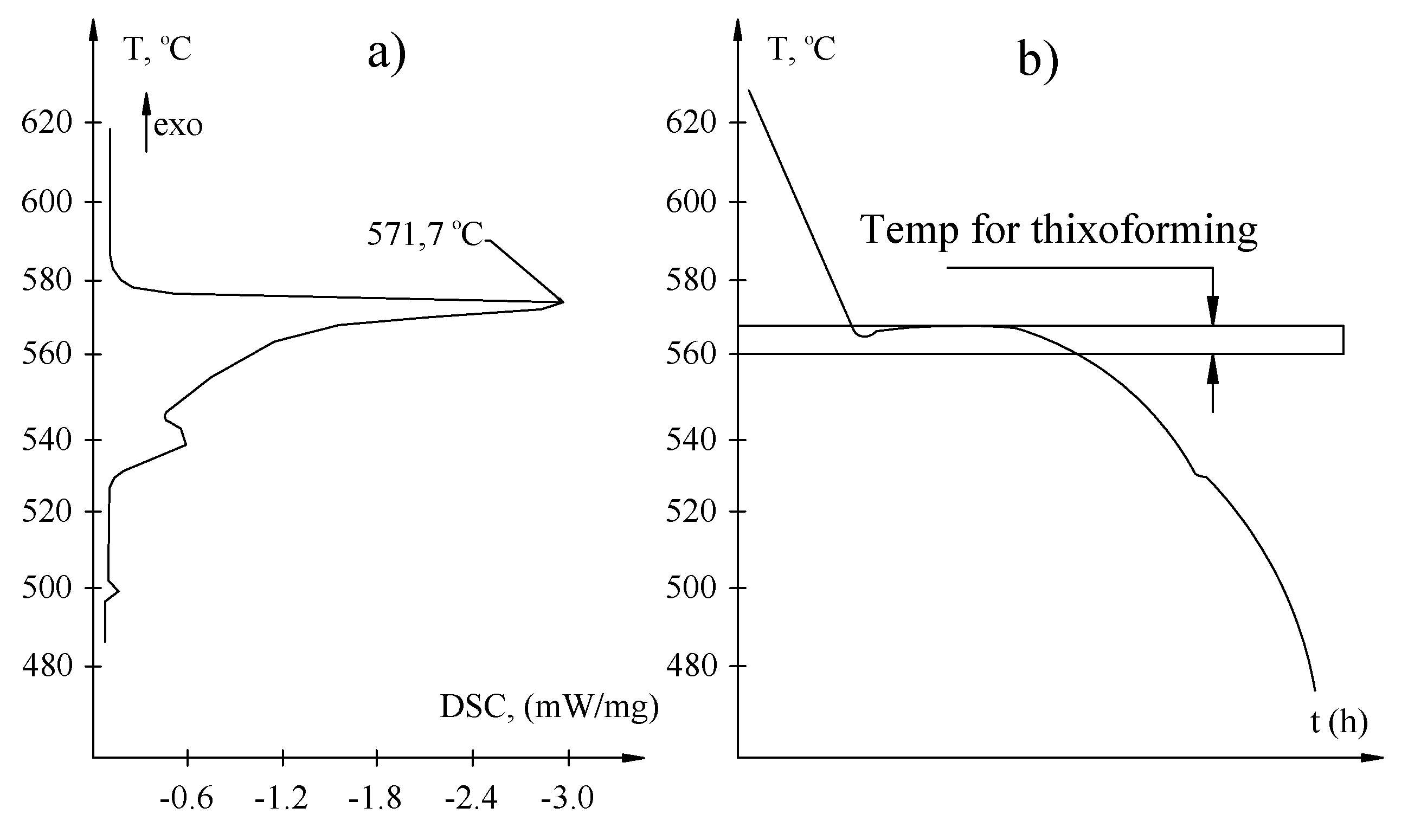
- Aptomat Contact formed by semi-solid metal process with ADC12 alloy. This is an alloy not recommended for use in this forming method, and the appropriate forming temperature range for ADC12 alloy is 560–566 °C
- Creating a uniform globular microstructure in the semi-solid metal process helps improve the mechanical properties of the finished part.
- The coefficient of determination of the developed regression models for UTS and the elongation are 0.98 and 0.93, respectively, confirming the effectiveness of the developed regression models.
Author Contributions
Funding
Conflicts of Interest
References
- Fan, Z. Semisolid metal processing. Int. Mater. Rev. 2013, 47, 49–85. [Google Scholar] [CrossRef]
- Koeune, R.; Ponthot, J.P. A one phase thermomechanical model for the numerical simulation of semi-solid material behavior. Application to thixoforming. Int. J. Plast. 2014, 58, 120–153. [Google Scholar] [CrossRef]
- Nafisi, S.; Ghomashchi, R. Semi-Solid Processing of Aluminum Alloys; Springer: Berlin/Heidelberg, Germany, 2016. [Google Scholar]
- Ngo, T.B.; Semenov, A.B.; Semenov, B.I. Thixoforming of Wrought Aluminum Alloy 1973. Solid State Phenom. 2019, 285, 203–209. [Google Scholar] [CrossRef]
- Barrirero, J. Eutectic Modification of Al-Si Casting Alloys; Linköping University Electronic Press: Linköping, Sweden, 2019. [Google Scholar]
- Vinith, S.; Uthayakumar, A.; Rajan, S. Fluidity of ADC12 alloy based on theoretical and computational fluid dynamics. Mech. Eng. 2015, 4, 996–999. [Google Scholar]
- Wang, S.; Ji, Z.; Sugiyama, S.; Yanagimoto, J. Formation and Growth Mechanism of Globular Crystal of ADC12 Aluminum Alloy by Near-Liquidus Squeeze Casting. Adv. Mech. Eng. 2015, 6. [Google Scholar] [CrossRef]
- Wang, Z.; Ji, Z.; Hu, M.; Xu, H. Evolution of the semi-solid microstructure of ADC12 alloy in a modified SIMA process. Mater. Charact. 2011, 62, 925–930. [Google Scholar] [CrossRef]
- Rao, Y.; Yan, H.; Hu, Z. Modification of eutectic silicon and β-Al5FeSi phases in as-cast ADC12 alloys by using samarium addition. J. Rare Earths 2013, 31, 916–922. [Google Scholar] [CrossRef]
- Xiong, J.; Yan, H.; Zhong, S.; Bi, M. Effects of Yb Addition on the Microstructure and Mechanical Properties of As-Cast ADC12 Alloy. Metals 2019, 9, 108. [Google Scholar] [CrossRef]
- Liu, D.; Atkinson, H.V.; Jones, H. Thermodynamic prediction of thixoformability in alloys based on the Al–Si–Cu and Al–Si–Cu–Mg systems. Acta Mater. 2005, 53, 3807–3819. [Google Scholar] [CrossRef]
- Pola, A.; Tocci, M.; Kapranos, P. Microstructure and Properties of Semi-Solid Aluminum Alloys: A Literature Review. Metals 2018, 8, 181. [Google Scholar] [CrossRef]
- Japanese Industrial Standard, Aluminum Alloys Die Castings (ADC 12), JIS H 5302:Japan; Japanese Industrial Standard: Tokyo, Japan, 2000; p. 10.
- Semenov, A.B.; Ngo, T.B.; Semenov, B.I. Thixoforming of Hypereutectic AlSi12Cu2NiMg Automotive Pistons. Solid State Phenom. 2019, 285, 446–452. [Google Scholar] [CrossRef]
- Paskevich, A.; Wies, T. Verified Software. Theories, Tools, and Experiments. In Proceedings of the 9th International Conference, VSTTE 2017, Heidelberg, Germany, 22–23 July 2017; Volume 10712. Revised Selected Papers. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Fe | Cu | Mn | Mg | Cr | Ni | Zn | Ti | Pb | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|
| wt% | 11.58 | 0.63 | 2.09 | 0.17 | 0.081 | 0.023 | 0.055 | 0.77 | 0.048 | 0.056 | 84.5 |
| Symbol | Factor | Unit | Processing Parameter | |
|---|---|---|---|---|
| −1 | 1 | |||
| x1 | Specimen temperature | °C | 560 | 566 |
| x2 | Holding time | min | 5 | 15 |
| x3 | Punch velocity | mm/s | 3 | 15 |
| Factor 1 | Factor 2 | Factor 3 | Response 1 | Response 2 | ||
|---|---|---|---|---|---|---|
| Std | Run | A:Specimen Temp | B:Holding Time | C:Punch Velocity | UTS | Elongation |
| °C | min | mm/s | MPa | δ, % | ||
| 1 | 11 | −1 | −1 | −1 | 304 | 3 |
| 2 | 5 | 1 | −1 | −1 | 248 | 2 |
| 3 | 9 | −1 | 1 | −1 | 287 | 2.3 |
| 4 | 4 | 1 | 1 | −1 | 277 | 2.5 |
| 5 | 8 | −1 | −1 | 1 | 311 | 3.3 |
| 6 | 6 | 1 | −1 | 1 | 254 | 1.6 |
| 7 | 2 | −1 | 1 | 1 | 305 | 3.2 |
| 8 | 3 | 1 | 1 | 1 | 285 | 2.3 |
| 9 | 10 | 0 | 0 | 0 | 288 | 2.4 |
| 10 | 1 | 0 | 0 | 0 | 287 | 2.3 |
| 11 | 7 | 0 | 0 | 0 | 285 | 2.4 |
| Item No. | Manufacturing Technology, Alloy ADC12 and Equivalence | Mechanical Properties | ||
|---|---|---|---|---|
| UTS, MPa | 0.2% YS, MPa | δ, % | ||
| 1 | Die casting [13] | 228 | 154 | 1.4 |
| 2 | AЛ25 Die casting [14] | 220 | 220 | 0.5 |
| 3 | AЛ25 Liquid forming (P = 150 MPa) [14] | 250 | 240 | 0.85 |
| 4 | Thixoextrusion part | 283 | 251 | 2.5 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | %Contribution |
|---|---|---|---|---|---|---|
| Model | 3778.50 | 4 | 944.63 | 92.53 | <0.0001 | significant |
| A-Specimen temp | 2556.12 | 1 | 2556.12 | 250.40 | <0.0001 | 66.5% |
| B-Holding time | 171.13 | 1 | 171.13 | 16.76 | 0.0094 | 4.4% |
| C-Punch velocity | 190.13 | 1 | 190.13 | 18.62 | 0.0076 | 4.9% |
| AB | 861.13 | 1 | 861.13 | 84.36 | 0.0003 | 22.4% |
| Curvature | 17.00 | 1 | 17.00 | 1.67 | 0.2533 | |
| Residual | 51.04 | 5 | 10.21 | |||
| Lack of Fit | 46.37 | 3 | 15.46 | 6.62 | 0.1340 | not significant |
| Pure Error | 4.67 | 2 | 2.33 | |||
| Cor Total | 3846.55 | 10 | ||||
| R2 | 0.9867 | |||||
| Adjusted R2 | 0.9760 | |||||
| Predicted R2 | 0.9111 | |||||
| Adeq Precision | 28.0756 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value | %Contribution |
|---|---|---|---|---|---|---|
| Model | 2.35 | 3 | 0.7833 | 27.38 | 0.0007 | significant |
| A-Specimen temp | 1.44 | 1 | 1.44 | 50.50 | 0.0004 | 56.1% |
| AB | 0.5000 | 1 | 0.5000 | 17.48 | 0.0058 | 19.4% |
| AC | 0.4050 | 1 | 0.4050 | 14.16 | 0.0094 | 15.7% |
| Curvature | 0.0547 | 1 | 0.0547 | 1.91 | 0.2160 | |
| Residual | 0.1717 | 6 | 0.0286 | |||
| Lack of Fit | 0.1650 | 4 | 0.0413 | 12.37 | 0.0762 | not significant |
| Pure Error | 0.0067 | 2 | 0.0033 | |||
| Cor Total | 2.58 | 10 | ||||
| R2 | 0.9319 | |||||
| Adjusted R2 | 0.8979 | |||||
| Predicted R2 | 0.7323 | |||||
| Adeq Precision | 15.7840 |
| No. | Specimen Temp | Holding Time | Punch Velocity | UTS | Elongation | Desirability | |
|---|---|---|---|---|---|---|---|
| 1 | 560.068 | 5.151 | 14.833 | 311.437 | 3.391 | 1.000 | Selected |
| 2 | 560.109 | 5.055 | 14.844 | 311.163 | 3.384 | 1.000 | |
| 3 | 560.012 | 5.288 | 14.338 | 311.392 | 3.382 | 1.000 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Giang, L.D.D.; Tuan, N.A.A.; Luu, D.V.V.; Du, N.V.V.; Tien, N.M.M. Optimization of Process Parameters on Microstructure and Mechanical Properties of ADC12 Alloy Aptomat Contact Fabricated by Thixoextrusion. Mater. Proc. 2021, 3, 29. https://doi.org/10.3390/IEC2M-09240
Giang LDD, Tuan NAA, Luu DVV, Du NVV, Tien NMM. Optimization of Process Parameters on Microstructure and Mechanical Properties of ADC12 Alloy Aptomat Contact Fabricated by Thixoextrusion. Materials Proceedings. 2021; 3(1):29. https://doi.org/10.3390/IEC2M-09240
Chicago/Turabian StyleGiang, Lai Dang Dang, Nguyen Anh Anh Tuan, Dao Van Van Luu, Nguyen Vinh Vinh Du, and Nguyen Manh Manh Tien. 2021. "Optimization of Process Parameters on Microstructure and Mechanical Properties of ADC12 Alloy Aptomat Contact Fabricated by Thixoextrusion" Materials Proceedings 3, no. 1: 29. https://doi.org/10.3390/IEC2M-09240
APA StyleGiang, L. D. D., Tuan, N. A. A., Luu, D. V. V., Du, N. V. V., & Tien, N. M. M. (2021). Optimization of Process Parameters on Microstructure and Mechanical Properties of ADC12 Alloy Aptomat Contact Fabricated by Thixoextrusion. Materials Proceedings, 3(1), 29. https://doi.org/10.3390/IEC2M-09240