1. Introduction
Rare earth elements (REEs) comprise a group of 15 lanthanides, along with yttrium and scandium, and they have been recognized as critical commodities by various international agencies and national governments because of their critical functions in clean energy, high-tech, and national defense industries and their inclusion in high-strength permanent magnets, such as catalysts in petroleum refining processes and as additives in metal and glass, highlighting their significance in technological advancements [
1,
2].
Since the lanthanides are not universally substitutable, each of the rare earth elements is needed for a different type of application. Ensuring supply security of these elements presents significant issues due to the disparities in demand for each REE and the variations in their abundance in the Earth’s crust, as mentioned earlier [
3]. For instance, manufacturers of terbium (Tb) and neodymium (Nd), which are among the least abundant REEs, will face greater challenges in terms of REE supply compared to manufacturers of catalysts for petroleum refining, who necessitate the use of lanthanum (La) and cerium (Ce), two orders of magnitude more abundant REEs [
2]. While Nd, Pr and Dy are mainly used in magnetic applications, La, Ce, Pr and Nd are used in battery alloys, metal alloys, automotive catalysts, petroleum refining, polishing agents, phosphors and ceramics. Furthermore, Y is mostly used for luminescent materials and ceramics [
4].
The main REEs containing minerals are bastnäsite, monazite, xenotime, and ion-adsorption clays. Various methods, including flotation, gravity, magnetic, and electrostatic separation, find extensive application in the beneficiation of rare earth minerals, and the ores are the primary resources that are considered for this intention [
2,
5].
Hydrometallurgical methods play a significant role in the processing of bastnazite ore and extracting rare earth elements (REEs) after the pre-enrichment stage. The leaching process has significant importance, as the effectiveness of leaching is the key factor that influences the entire procedure.
The project’s objective is to produce rare earth concentrate from the complex bastnasite ore found in the Eskişehir Beylikova region, which is one of the largest rare earth reserves, extract rare earth oxides from the acquired concentrate, produce metals through a metal oxide refining process, and utilize these metals in the production of permanent magnets. Within the scope of this work, the ore sample collected from the site underwent a sequence of beneficiation and leaching procedures.
2. Results and Discussion
As China accounts for 88% of global rare earth production, other countries are exploring strategies to reduce their dependence on China by extracting rare earths from both primary and secondary sources. A variety of techniques, including ore beneficiation processes, leaching, and solvent extraction, are used in this quest.
Figure 1 depicts a brief overview of the methods utilized in the beneficiation and purification of rare earth ores.
This study involves investigations of both the beneficiation and leaching of rare earth ore found in Eskisehir-Beylikova. The ore consists of 40.80% CaF
2, 35.35% BaSO
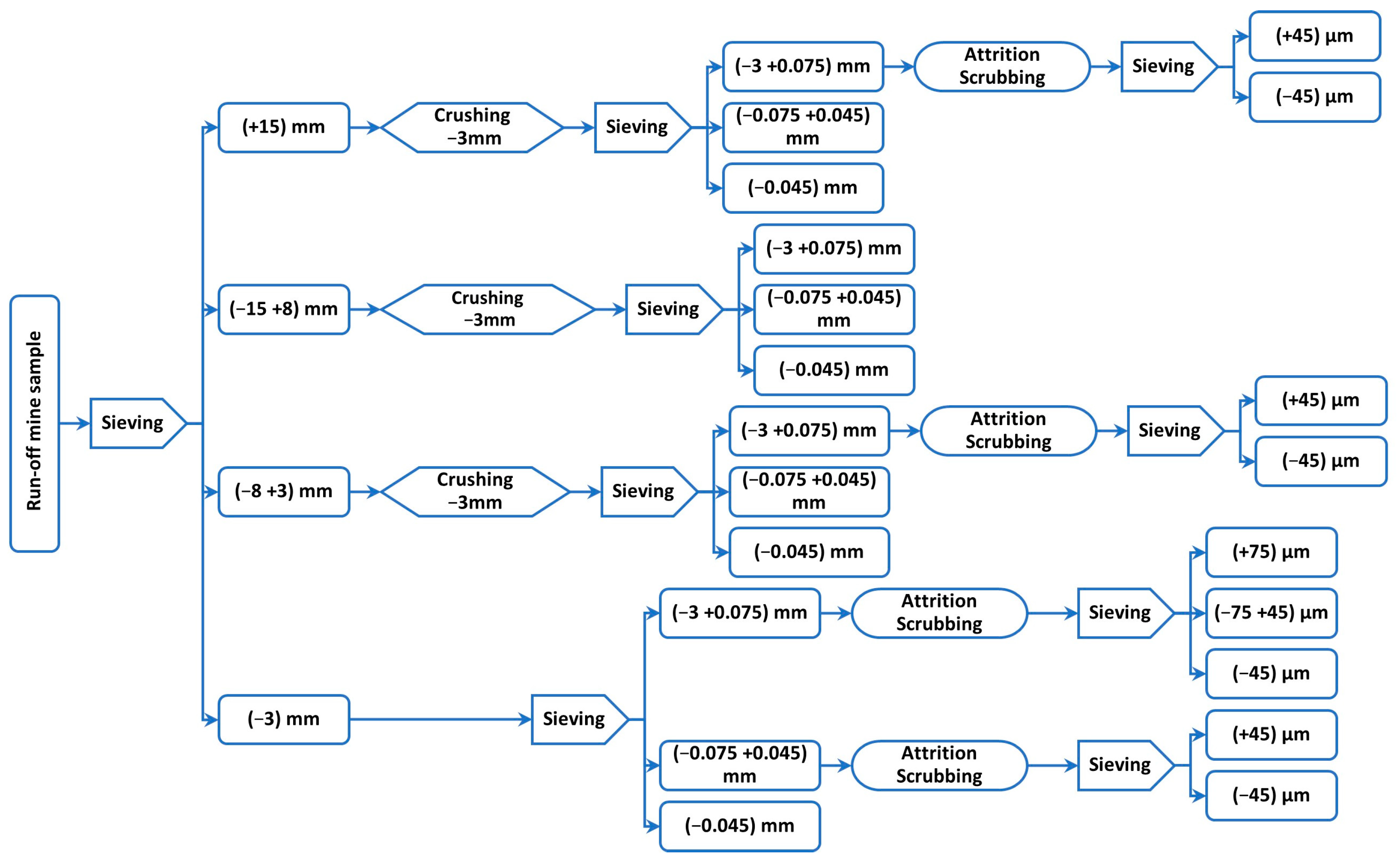
4, 2.01% Ce, 1.50% La, 0.39% Nd, and 0.10% Th, and the reserve is estimated to be 694 million tons. Ozbayoglu and Atalay suggested that rare earth minerals are accumulated in finer size fractions (−5 microns) and proposed the attrition scrubbing method for ore beneficiation [
6]. Basturkcu et al. performed MLA analysis on the −38 and +38 micron fractions of the attrition scrubbing product in order to examine the effect of attrition scrubbing in detail and compared these results with MLA analysis on the −38 and +38 micron fractions of the ore [
7]. As a result of this study, rare earth yields in the −38 micron fraction of the attrition scrubbing product reached 70%. Two approaches are employed in this study: one of these approaches is attrition scrubbing–sieving, while the second is grinding–flotation, both of which are explained in the subsequent sections. In the scrubbing–sieving method, the ore was fractionated and crushed with a jaw crusher prior to the attrition scrubbing. The attrition scrubbing products were sieved with a mesh size of 45 microns; the −45 microns fraction was obtained as the product, and the flow chart is given in
Figure 2. The behavior of the ore in various fractions has also been analyzed utilizing this approach. As depicted in
Table 1, the highest rare earth grade was found in the product at −45 microns subsequent to attrition scrubbing of the −3 + 0.075 mm fraction, which was obtained from the −3 mm fraction of the ore and leaching process.
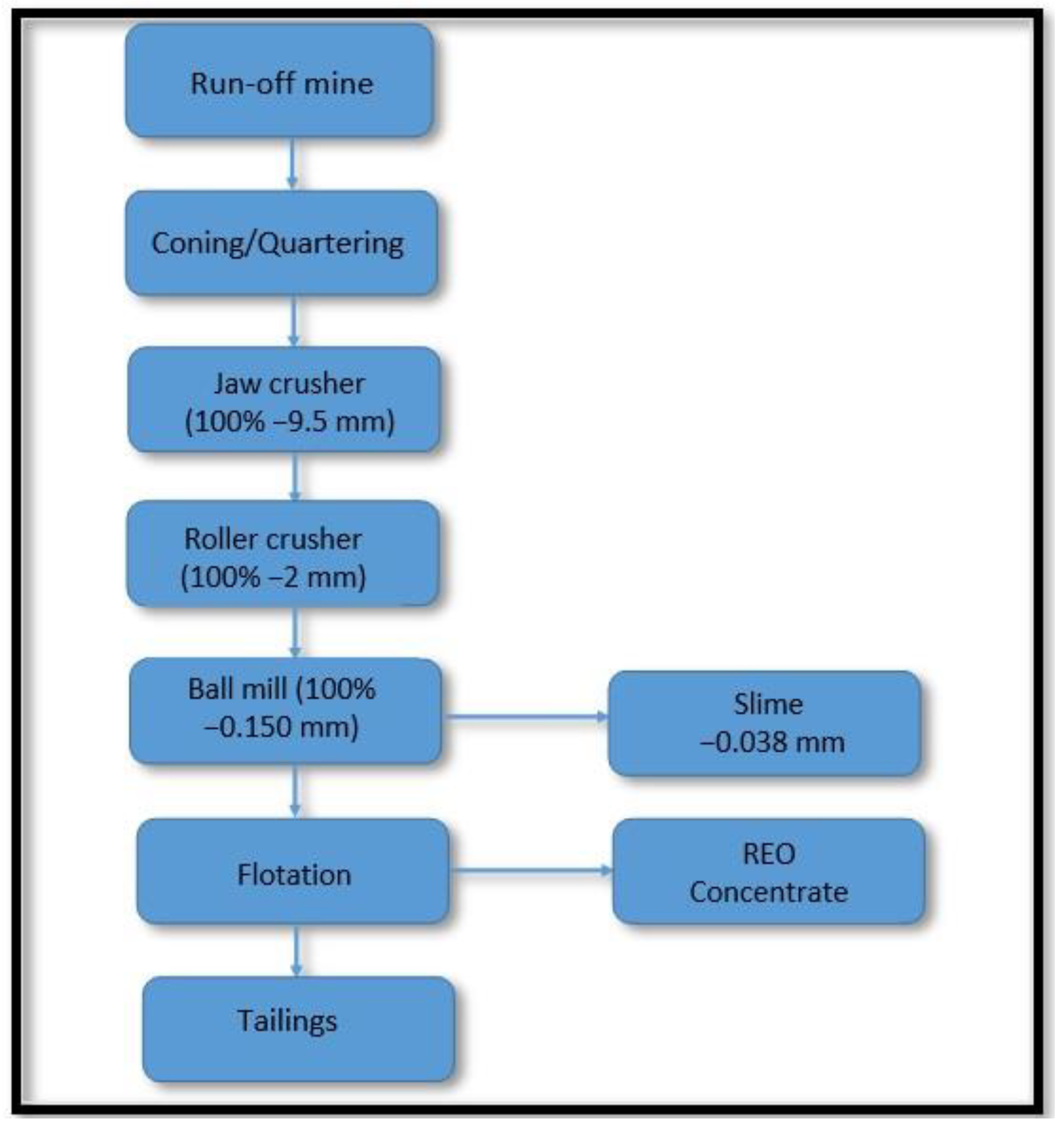
The second sample was prepared through fine grinding of ore to −150 microns, followed by a flotation test, as shown in
Figure 3.
Periodic dosing with H
2SO
4 was used to ensure a pH level between 4.5 and 5.0 in tests using the modified fatty acid so that it did not drop below 4.5 and did not exceed 5.0. The test parameters for flotation are given in
Table 2.
The results in
Table 1 show that a 7% REO content is achieved by simple attrition scrubbing and sieving, and ~17% REO is achieved with grinding, sieving, and flotation. Also, the REO content reaches up to 13.25% when grinding and sieving are applied. Analysis of the product with a 13.25% rare earth content and the product with ~17% rare earth content shows that the recovery of rare earth ore is 89.39%. In this regard, the rare earth analysis and the XRF analysis for the flotation concentrate and slime are shown in
Table 3 and
Table 4.
Leaching tests were performed for both prepared samples utilizing two different approaches, and chemical beneficiation processes of the enriched Eskisehir Beylikova bastnazite complex ore involved acid leaching prior to solvent extraction techniques. The effects of various parameters, including the S/L (solid/liquid) ratio, temperature of reaction medium (temperature of solution), reaction time, and oxidizing agent additives, on the leaching efficiency were investigated in detail. ICP (OES) and XRF analyses were performed for the characterization of rare earth element oxides.
3. Conclusions
The bastnazite ore sourced from the Eskisehir, Beylikova region, was characterized in order to assess the ore structure. The rare earth oxide content in the ore is raised from 3% to 7% with a recovery of 50.66% using attrition scrubbing–classification, 3% to 13.25% with a recovery of 56.7% using grinding–classification, and 3% to ~17% using grinding–flotation. When 13.25% rare earth-containing products and ~17% rare earth-containing products are studied together, the recovery of rare earth ore is calculated as 89.39%. Subsequent to the physical beneficiation processes, chemical purification procedures were implemented to further enhance and purify REEs. As part of the classification tests, the slime was eliminated after grinding the ore below a grain size of −150 µm, ensuring sufficient liberation for subsequent flotation tests. Simple closed-circuit milling–classification achieves a classification product with a higher grade and recovery of rare earth oxides (REOs) compared to multiple stages of attrition scrubbing. The product contains a total of 13.25% REOs (Ce, La, Nd, and Pr oxides), with a recovery of 56.7% in the classification overflow that can be readily attained. Compared to attrition scrubbing, the milling–classification system is an industrially more feasible option prior to solvent extraction.
Author Contributions
G.T., T.K.D., A.T. and O.C.O. contributed to investigation, methodology and experimental design and wrote the paper. B.S.S. was involved in supervision, review and editing. All authors have read and agreed to the published version of the manuscript.
Funding
Turkish Energy, Nuclear and Mineral Research AgencyAgency (TENMAK), Rare Earth Elements Research Institute (NATEN): A2.H1.P19 Project and ERAMIN2 Project Number 120N272.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Data are contained with in the article.
Conflicts of Interest
The authors declare no conflict or interest.
References
- Balaram, V. Rare earth elements: A review of applications, occurrence, exploration, analysis, recycling, and environmental impact. Geosci. Front. 2019, 10, 1285–1303. [Google Scholar] [CrossRef]
- Jordens, A.; Cheng, Y.P.; Waters, K.E. A review of the beneficiation of rare earth element bearing minerals. Miner. Eng. 2013, 41, 97–114. [Google Scholar] [CrossRef]
- Meyer, L.; Bras, B. Rare earth metal recycling. In Proceedings of the 2011 IEEE International Symposium on Sustainable Systems and Technology, Chicago, IL, USA, 16–18 May 2011; pp. 1–6. [Google Scholar] [CrossRef]
- Long, K.R.; Van Gosen, B.S.; Foley, N.K.; Cordier, D. The principal rare earth elements deposits of the United States: A summary of domestic deposits and a global perspective. In Non-Renewable Resource Issues. International Year of Planet Earth; Springer: Dordrecht, The Netherlands, 2012; pp. 131–155. [Google Scholar] [CrossRef]
- Suli, L.M.; Ibrahim, W.H.W.; Aziz, B.A.; Deraman, M.R.; Ismail, N.A. A Review of Rare Earth Mineral Processing Technology. Chem. Eng. Res. Bull. 2017, 19, 20. [Google Scholar] [CrossRef]
- Ozbayoglu, G.; Atalay, M.U. Beneficiation of bastnaesite by a multi-gravity separator. J. Alloys Compd. 2000, 303, 520–523. [Google Scholar] [CrossRef]
- Baştürkcü, E.; Şavran, C.; Yüce, A.E.; Timur, S. Revealing the effects of mechanical attrition applied on Eskisehir-Beylikova REE ore utilizing MLA. Miner. Eng. 2022, 186, 107733. [Google Scholar] [CrossRef]
| Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).





{kind=link}
{kind=link}
{kind=link}