
Application of Artificial Intelligence to Improve Chip Defect Detection Using Semiconductor Equipment †


Abstract
1. Introduction
2. Literature Review
2.1. Traditional AOI Technology
2.2. AI Technology
2.2.1. Machine Learning in Defect Detection
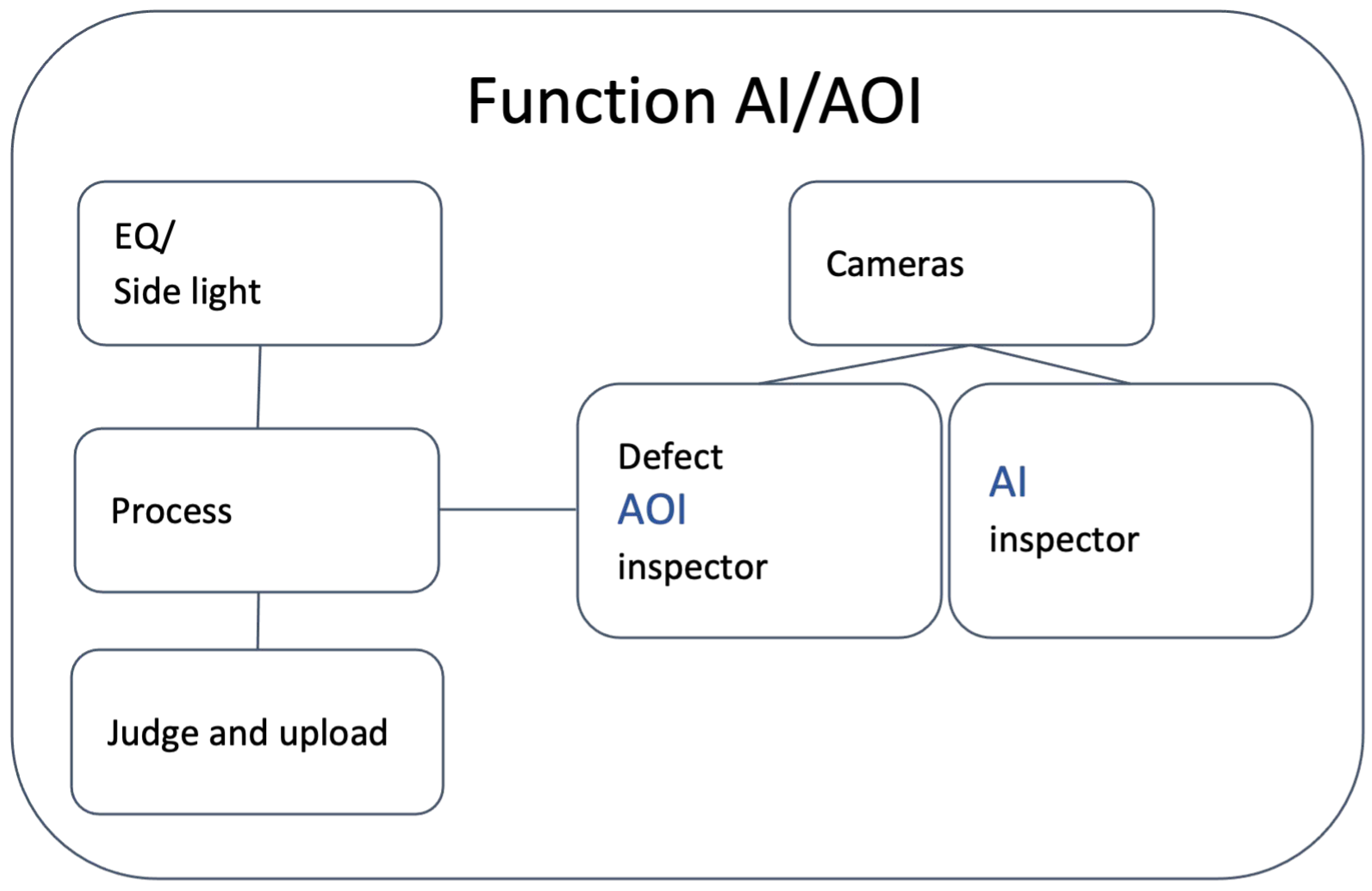
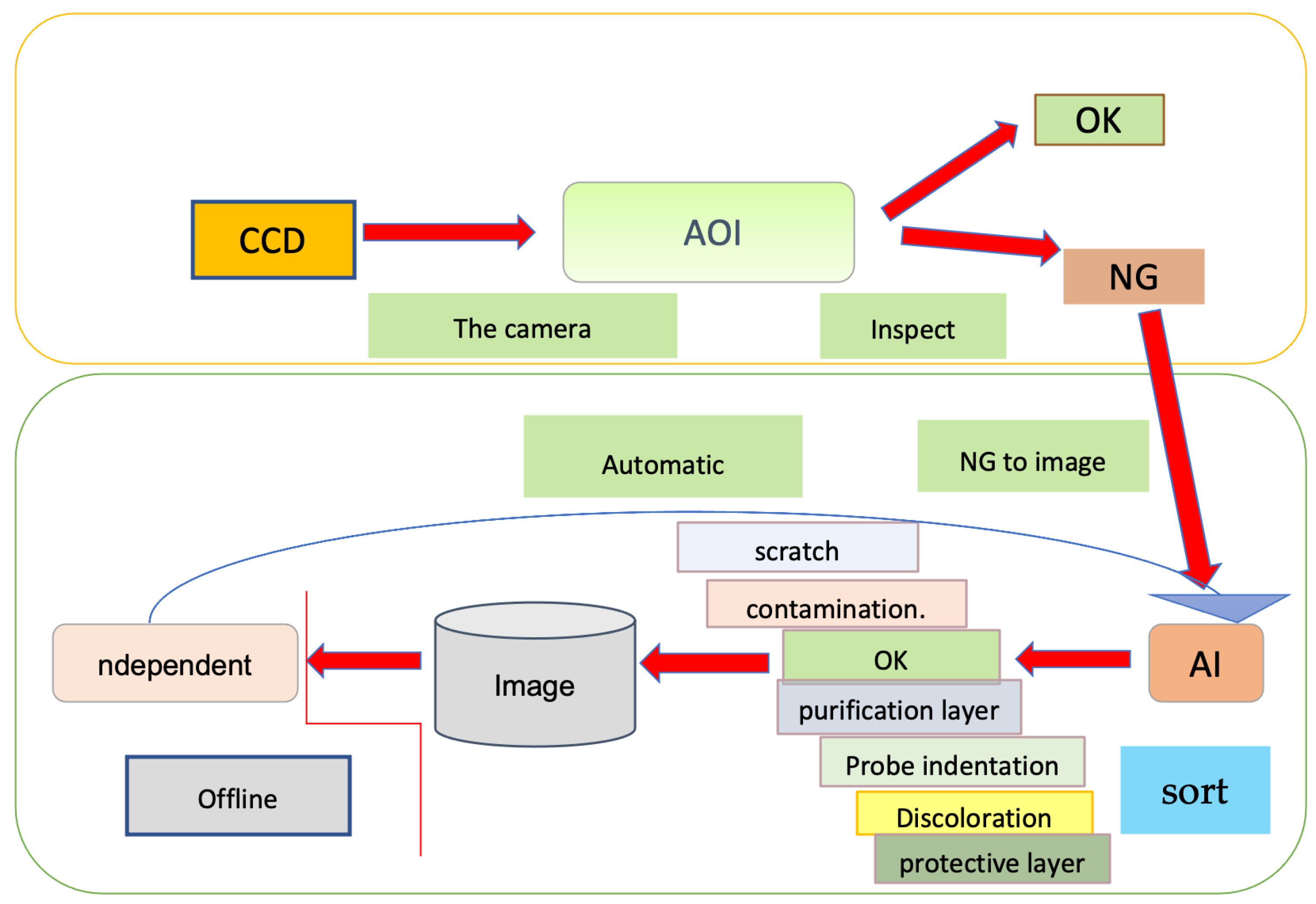
2.2.2. AI and AOI
3. Research Methodology
- H1: By utilizing advanced algorithms such as CNN in deep learning, the accuracy of AOI systems is improved in identifying chip defects, thereby reducing the overkill rate.
- H2: By precisely setting detection parameters and combining the learning capabilities of AI models, the system adapts to different environmental changes, reducing misjudgments caused by environmental factors.
- H3: Introducing AI technology into AOI systems shortens the inspection time and reduces the need for manual re-inspection, thereby lowering costs and enhancing manufacturing efficiency.
3.1. CNN in AOI System
3.2. Reducing Defective Rate
4. Results
4.1. First Test Results
- FP = False Positive rate × Total sample size = 13.5% × 200 = 27 units.
- 86.5%
- 52.63%
- Recall %
- F1Score 0.6897%
4.2. Second Detection Result
- %
- %
- Recall %
- F1Score 0.8333%
4.3. Comparison of Results
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, J.; Li, X.; Wang, Y. Challenges of AOI in advanced semiconductor manufacturing. Semicond. Manuf. Technol. 2018, 25, 45–52. [Google Scholar]
- Chen, M.F.; Chou, C.C.; Lien, C.C.; Weng, R.C. Development of an AOI system for chips with a hole on backside based on a frame imager. In Proceedings of the Seventh International Symposium on Precision Mechanical Measurements, Xiamen, China, 7–12 August 2015; SPIE: Bellingham, WA, USA, 2016; Volume 9903, pp. 376–381. [Google Scholar]
- Li, X.; Dong, Y.; Yang, F. Automated defect detection with deep learning in AOI systems. J. Intell. Manuf. 2021, 32, 2053–2065. [Google Scholar]
- Hou, Z. Research on adopting artificial intelligence technology to improve effectiveness of vocational college English learning. J. Phys. Conf. Ser. 2021, 1744, 042122. [Google Scholar] [CrossRef]
- Mezher, A.M.; Marble, A.E. A novel strategy for improving robustness in computer vision manufacturing defect detection. arXiv 2023, arXiv:2305.09407. [Google Scholar] [CrossRef]
- Zhang, W. Penelitian Tentang Algoritma Diagnosis Kesalahan Bantalan Berdasarkan Jaringan Saraf Konvolusional. Doctoral Dissertation, Harbin Institute of Technology, Harbin, China, 2017. [Google Scholar]
- Abd Al Rahman, M.; Mousavi, A. A review and analysis of automatic optical inspection and quality monitoring methods in electronics industry. IEEE Access 2020, 8, 183192–183271. [Google Scholar]
- Chouchene, A.; Carvalho, A.; Lima, T.M.; Charrua-Santos, F.; Osório, G.J.; Barhoumi, W. Artificial intelligence for product quality inspection toward smart industries: Quality control of vehicle non-conformities. In Proceedings of the 2020 9th International Conference on Industrial Technology and Management (ICITM), Oxford, UK, 11–13 February 2020; IEEE: Piscataway, NJ, USA, 2020; pp. 127–131. [Google Scholar] [CrossRef]
- Ding, H.; Gao, R.X.; Isaksson, A.J.; Landers, R.G.; Parisini, T.; Yuan, Y. State of AI-based monitoring in smart manufacturing and introduction to focused section. IEEE/ASME Trans. Mechatron. 2020, 25, 2143–2154. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, L.; Li, Y. Deep learning for defect detection in manufacturing: Advantages over traditional methods. IEEE Trans. Ind. Electron. 2021, 68, 7564–7572. [Google Scholar]
- Chen, Y.; Ding, Y.; Zhao, F.; Zhang, E.; Wu, Z.; Shao, L. Surface defect detection methods for industrial products: A review. Appl. Sci. 2021, 11, 7657. [Google Scholar] [CrossRef]
- Wang, R.; Chen, N. Defect pattern recognition on wafers using convolutional neural networks. Qual. Reliab. Eng. Int. 2020, 36, 1245–1257. [Google Scholar] [CrossRef]
- Yang, J.; Li, S.; Wang, Z.; Dong, H.; Wang, J.; Tang, S. Using deep learning to detect defects in manufacturing: A comprehensive survey and current challenges. Materials 2020, 13, 5755. [Google Scholar] [CrossRef] [PubMed]

{kind=link}
{kind=link}
| Number of Tests | Illustrate |
|---|---|
| Introducing AI software programs, first detection | Using a CNN model, a large amount of annotated wafer image data is used to train the CNN model so that it can learn the characteristics of various defects and normal conditions. Test results: The overkill rate is decreased from 200 pieces to 27 pieces. Note: The CNN model improves the detection accuracy and successfully identifies 173 actual qualified wafers, avoiding unnecessary elimination. |
| Through AI response system program, second test | In the first inspection, the 27 NG wafers that are still misjudged after using the AI response mechanism are manually re-inspected, and the misjudged samples are fed back to the CNN model for retraining. Test results: The overkill rate is further reduced to 13 tablets. Explanation: Through feedback learning, the model corrects previous incorrect judgments and further improves detection accuracy. |
| A-1 | B-1 | A-2 | B-2 |
 |  |  |  |
| Figure A-1 is the first pollution detection image, and B-1 is the second training image. | Figure A-2 is the first image of detecting surface pollution particles, and B-2 is the second training image. | ||
| A-3 | B-3 | A-4 | B-4 |
 |  |  |  |
| Figure A-3 is the first scratch detection image, and B-3 is the second training image. | Figure A-4 is the first scratch detection image, and B-4 is the second training image. | ||
| A-5 | B-5 | A-6 | B-6 |
 |  |  |  |
| Figure A-5 is the first detection indentation image, and B-5 is the second training image. | Figure A-6 is the first discoloration detection image, and B-6 is the second training image. | ||
| T (Defective Product) | F (Good Product) | |
|---|---|---|
| P (detected as defective product) | True positive (TP) | False positive (FP) (misjudgment) |
| N (tested as good product) | True negative (TN) | False negative (FN) (misjudgment) |
| T | F | |
| P | 30 pieces (assuming that all defective products are detected and no judgments are missed) | 27 (calculated) |
| N | 170 − 27 = 143 pieces | 0 (assuming no missed judgments) |
| T | F | |
|---|---|---|
| P | 30 pieces (assuming all defective products are detected and no judgments are missed) | 12 pieces |
| N | 170 − 12 = 158 pieces | 0 (assuming no missed judgments) |
| Detection Value | First Test | Second Test | Aaccuracy |
|---|---|---|---|
| False positive rate | 13.5% | 6% | 13.5% − 6% = 7.5% |
| 86.5% | 94% | 94% − 86.5% = 7.5 | |
| Precision | 52.63% | 71.43% | 71.43% − 52.63% = 18.8% |
| Recall | 100% | 100% | - |
| F1 score | About (0.6897) | About (0.8333) | 0.8333–0.6897 = 0.1436 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fu, C.-J.; Chen, H.-L.; Tseng, H.-Y. Application of Artificial Intelligence to Improve Chip Defect Detection Using Semiconductor Equipment. Eng. Proc. 2025, 98, 26. https://doi.org/10.3390/engproc2025098026
Fu C-J, Chen H-L, Tseng H-Y. Application of Artificial Intelligence to Improve Chip Defect Detection Using Semiconductor Equipment. Engineering Proceedings. 2025; 98(1):26. https://doi.org/10.3390/engproc2025098026
Chicago/Turabian StyleFu, Chung-Jen, Hsuan-Lin Chen, and Huo-Yen Tseng. 2025. "Application of Artificial Intelligence to Improve Chip Defect Detection Using Semiconductor Equipment" Engineering Proceedings 98, no. 1: 26. https://doi.org/10.3390/engproc2025098026
APA StyleFu, C.-J., Chen, H.-L., & Tseng, H.-Y. (2025). Application of Artificial Intelligence to Improve Chip Defect Detection Using Semiconductor Equipment. Engineering Proceedings, 98(1), 26. https://doi.org/10.3390/engproc2025098026