
Additive Manufacturing Powder Particle Size Distributions: Comparison of Histogram Binning Methods †



Abstract
1. Introduction
2. Materials and Methods
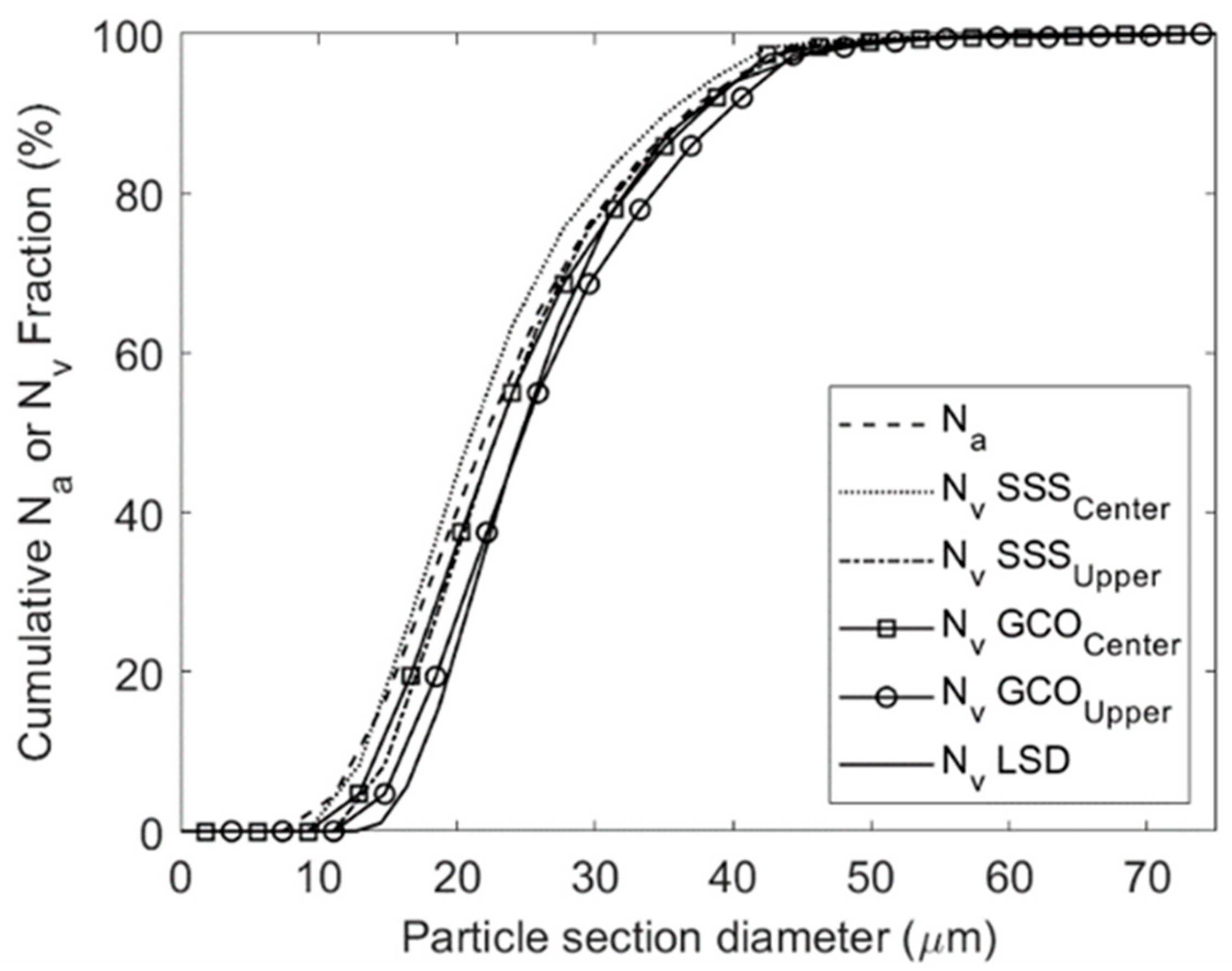
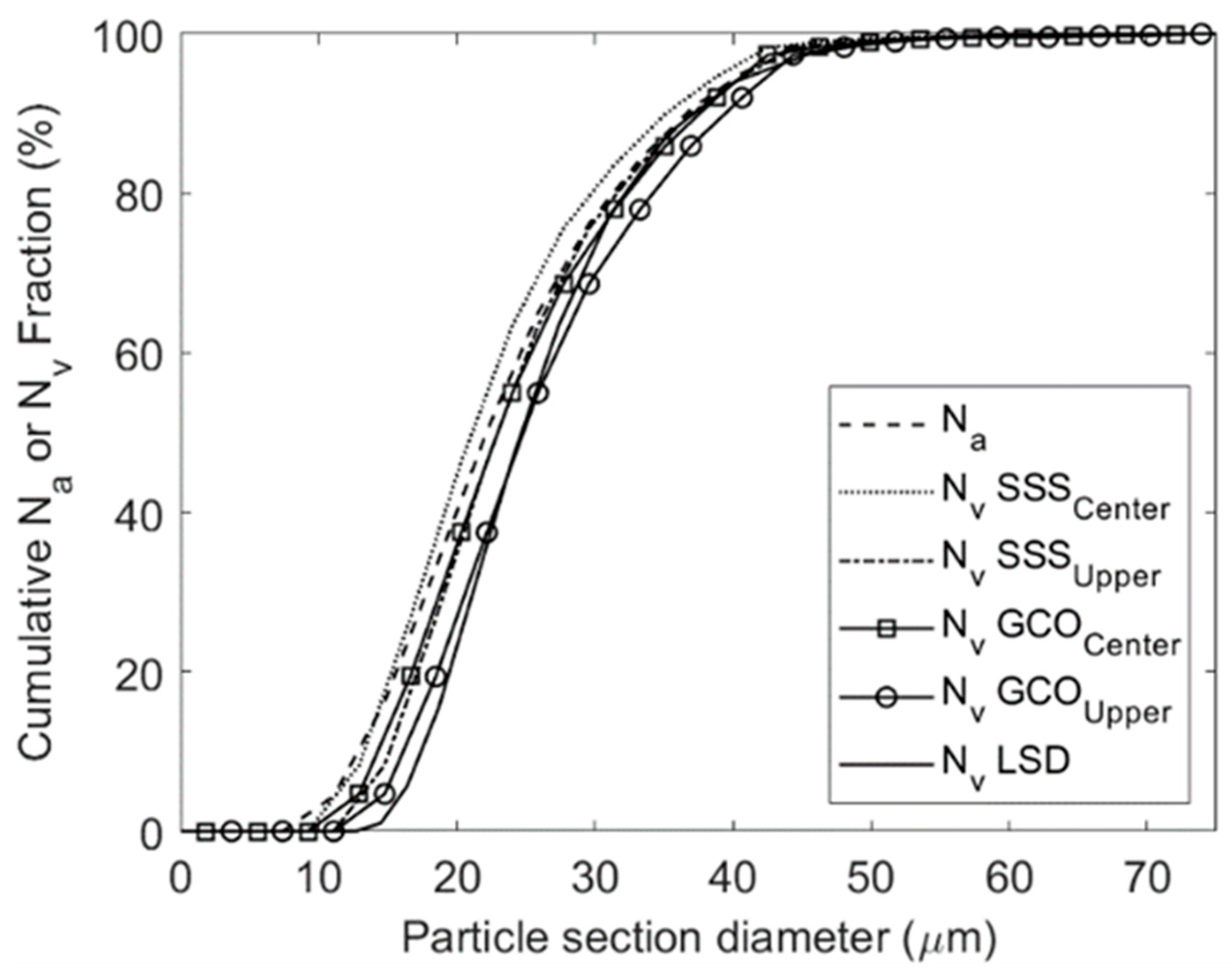
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Stavrou, A.G.; Hare, C.; Hassanpour, A.; Wu, C. Investigation of powder flowability at low stresses: Influence of particle size and size distribution. Powder Technol. 2020, 364, 98–114. [Google Scholar] [CrossRef]
- Zhao, Y.; Cui, Y.; Hasebe, Y.; Bian, H.; Yamanaka, K.; Aoyagi, K.; Hagisawa, T.; Chiba, A. Controlling factors determining flowability of powders for additive manufacturing: A combined experimental and simulation study. Powder Technol. 2021, 393, 482–493. [Google Scholar] [CrossRef]
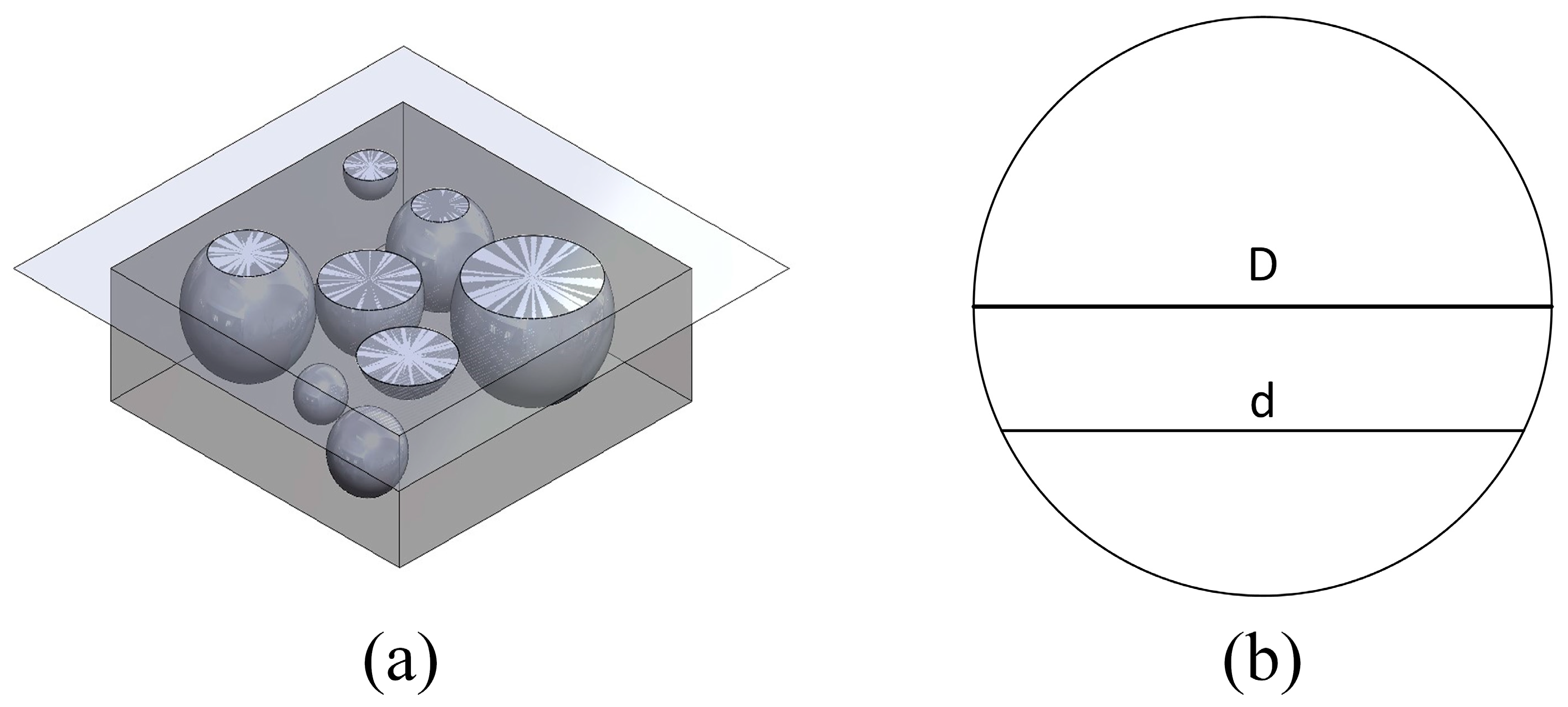
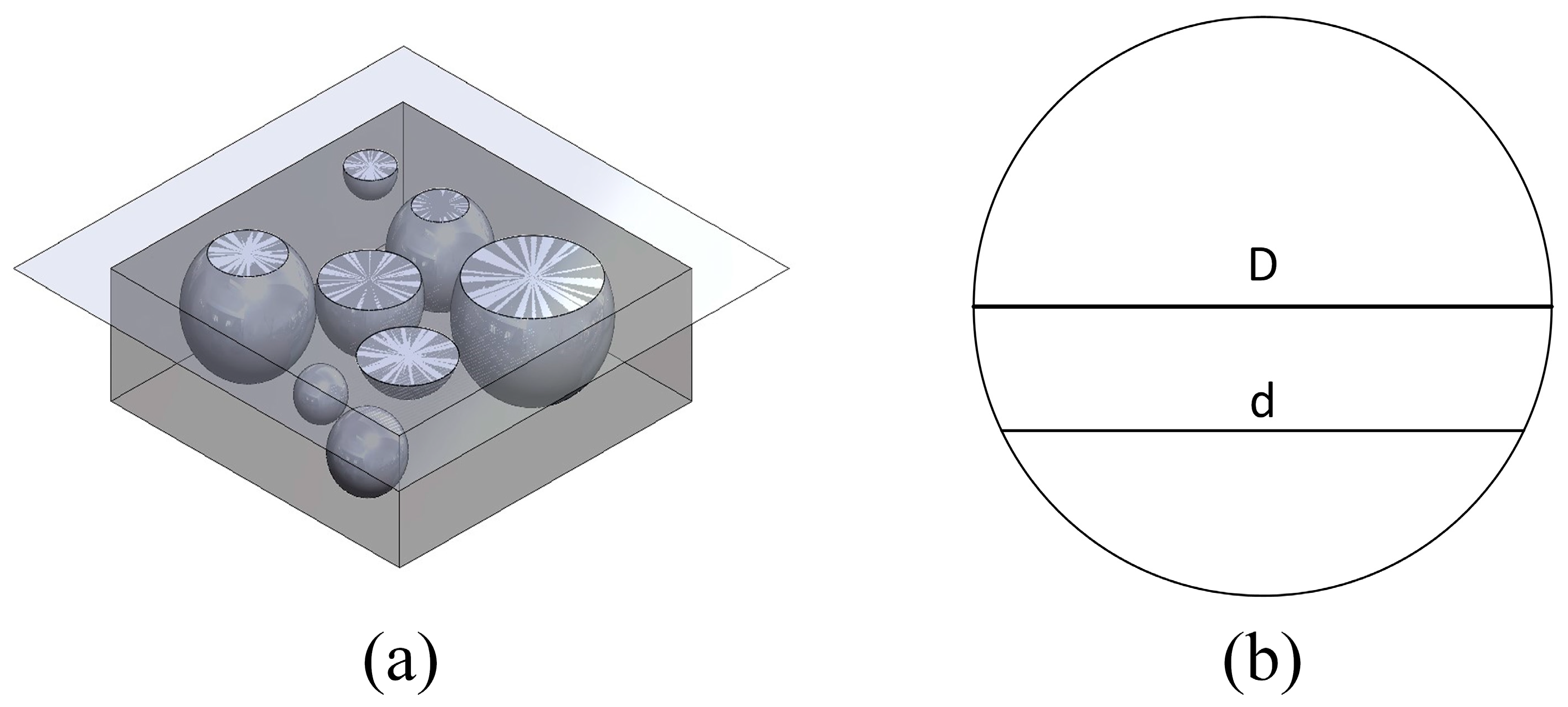
- Wicksell, S.D. The Corpuscle Problem: A Mathematical Study of a Biometric Problem. Biometrika 1925, 17, 84–99. [Google Scholar]
- Saltykov, S.A. Calculation of the Distribution Curve for the Size of Dispersed Grains. Plant Lab. 1949, 15, 1317–1319. [Google Scholar]
- Scheil, E. Die Berechnung der Anzahl und Gröβenverteilung kugelförmiger Kristalle in undurchsichtigen Körpern mit Hilfe der durch einen ebenen Schnitt erhaltenen Schnittkreise. Z. Anorg. Allg. Chem. 1931, 201, 259–264. [Google Scholar] [CrossRef]
- Schwartz, H.A. The metallographic determination of the size distribution of temper carbon nodules. Met. Alloys 1934, 5, 139–140. [Google Scholar]
- Goldsmith, P.L. The calculation of true particle size distributions from the sizes observed in a thin slice. Br. J. Appl. Phys. 1967, 18, 813–830. [Google Scholar] [CrossRef]
- Cruz-Orive, L.M. Particle size-shape distributions: The general spheroid problem. I. Mathematical model. J. Microsc. 1976, 107, 235–253. [Google Scholar] [CrossRef]
- Lopez-Sanchez, M.A.; Llana-Fúnez, S. An extension of the Saltykov method to quantify 3D grain size distributions in mylonites. J. Struct. Geol. 2016, 93, 149–161. [Google Scholar] [CrossRef]
- Gallagher, C.; Harkin, R.; Kerr, E.; McFadden, S. Examining the Quality of New and Reused Powder in the Powder Bed Fusion Process via Optical Microscopy. In Proceedings of the 38th International Manufacturing Conference (IMC38), Dublin, Ireland, 30 August 2022. [Google Scholar]
- Gallagher, C.; Kerr, E.; McFadden, S. Particle size distribution for additive manufacturing powder using stereological corrections. Powder Technol. 2023, 429, 118873. [Google Scholar] [CrossRef]
- Weibel, E.R. Stereological Methods, Vol. 2: Theoretical Foundations; Academic Press Inc.: London, UK, 1980. [Google Scholar]

{kind=link}
{kind=link}
| Mean (μm) | Standard Deviation (μm) | Skewness (–) | Kurtosis (–) | MAE (%) | |
|---|---|---|---|---|---|
| Na | 23.7 | 9.2 | 0.9 | 4.3 | 3.6 |
| NvSSSCenter | 24.6 | 8.6 | 1.0 | 4.5 | 4.7 |
| NvSSSUpper | 26.5 | 8.6 | 1.0 | 4.5 | 2.3 |
| NvGCOCenter | 26.5 | 9.0 | 1.0 | 4.5 | 2.4 |
| NvGCOUpper | 28.3 | 9.0 | 1.0 | 4.5 | 1.3 |
| NvLSD | 27.9 | 8.0 | 1.1 | 4.6 | – |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gallagher, C.; Kerr, E.; McFadden, S. Additive Manufacturing Powder Particle Size Distributions: Comparison of Histogram Binning Methods. Eng. Proc. 2024, 65, 14. https://doi.org/10.3390/engproc2024065014
Gallagher C, Kerr E, McFadden S. Additive Manufacturing Powder Particle Size Distributions: Comparison of Histogram Binning Methods. Engineering Proceedings. 2024; 65(1):14. https://doi.org/10.3390/engproc2024065014
Chicago/Turabian StyleGallagher, Courtney, Emmett Kerr, and Shaun McFadden. 2024. "Additive Manufacturing Powder Particle Size Distributions: Comparison of Histogram Binning Methods" Engineering Proceedings 65, no. 1: 14. https://doi.org/10.3390/engproc2024065014
APA StyleGallagher, C., Kerr, E., & McFadden, S. (2024). Additive Manufacturing Powder Particle Size Distributions: Comparison of Histogram Binning Methods. Engineering Proceedings, 65(1), 14. https://doi.org/10.3390/engproc2024065014