
Characterization of Aluminium Alloy LM6 with B4C and Graphite Reinforced Hybrid Metal Matrix Composites †


Abstract
:1. Introduction
1.1. Metal-Matrix Composites
1.2. Aluminium (LM6 Alloy) Based Metal Matrix Composites
1.3. Literature Review
2. Materials and Methods/Methodology
2.1. Materials Used
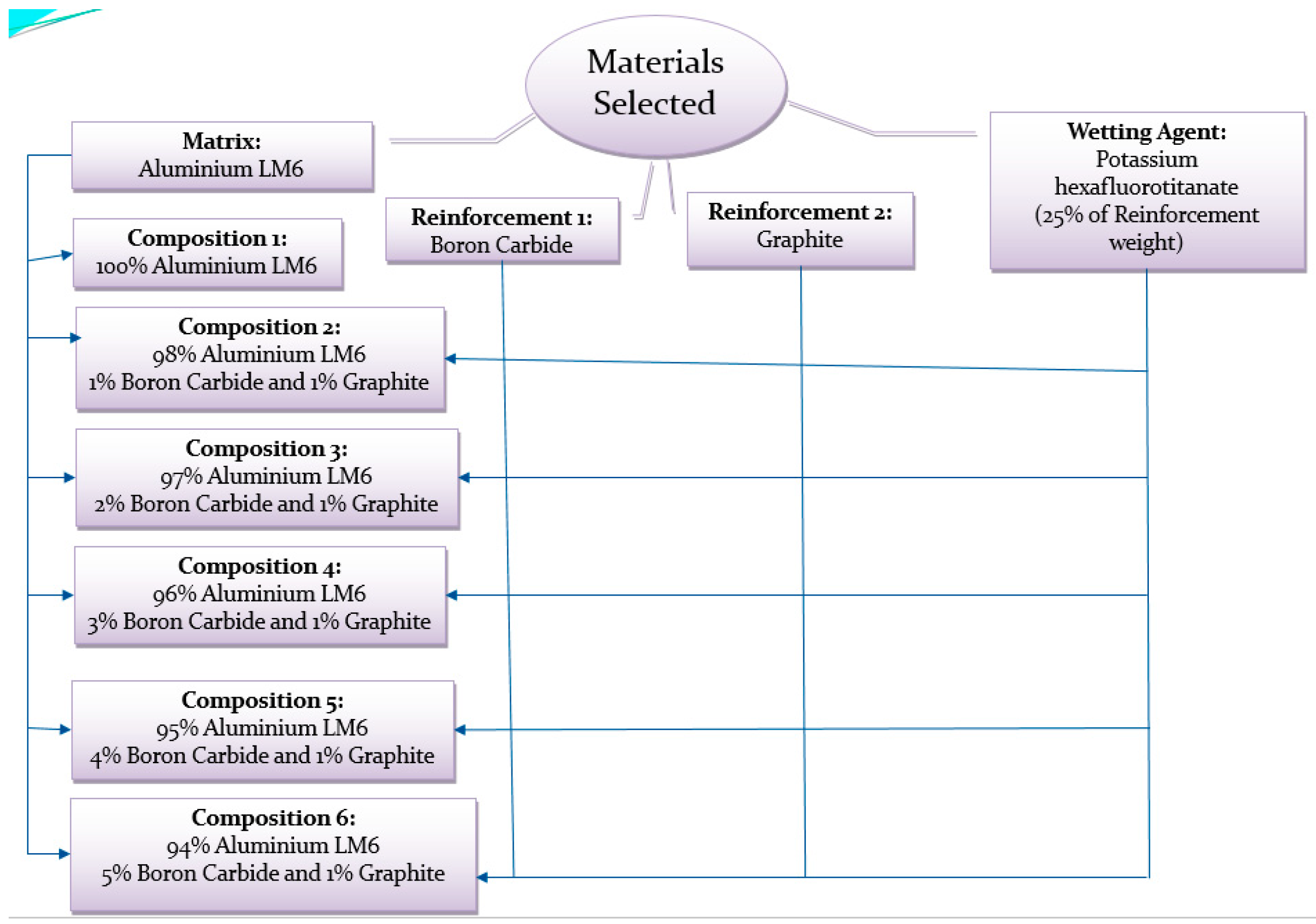
2.2. Material Composition
2.3. Procurement of Matrix and Reinforcement Materials
2.4. Fabrication—Stir Casting Method
2.5. Fabrication Procedure
2.6. Detailed Procedure for the Preparation of the Composite Are as Follows
3. Results and Discussion
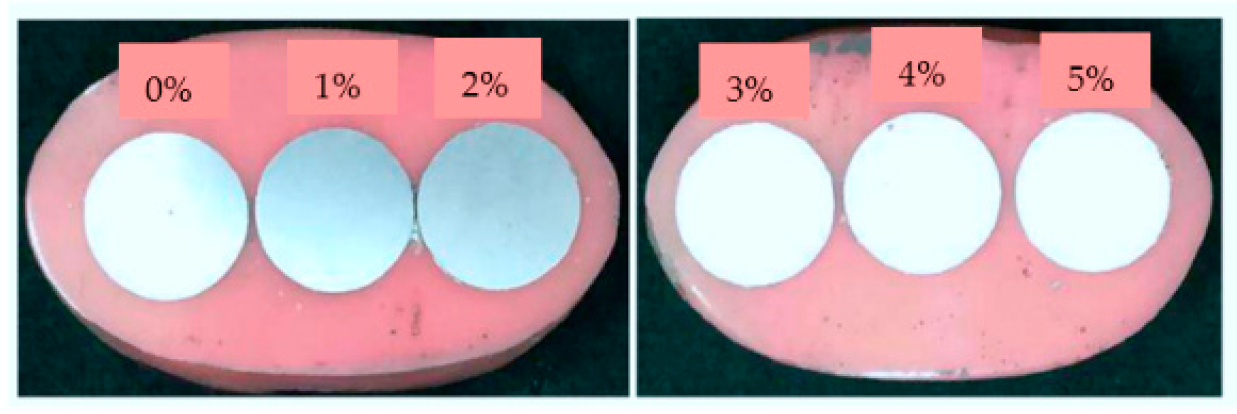
3.1. Static Mechanical and Microstructural Characterization
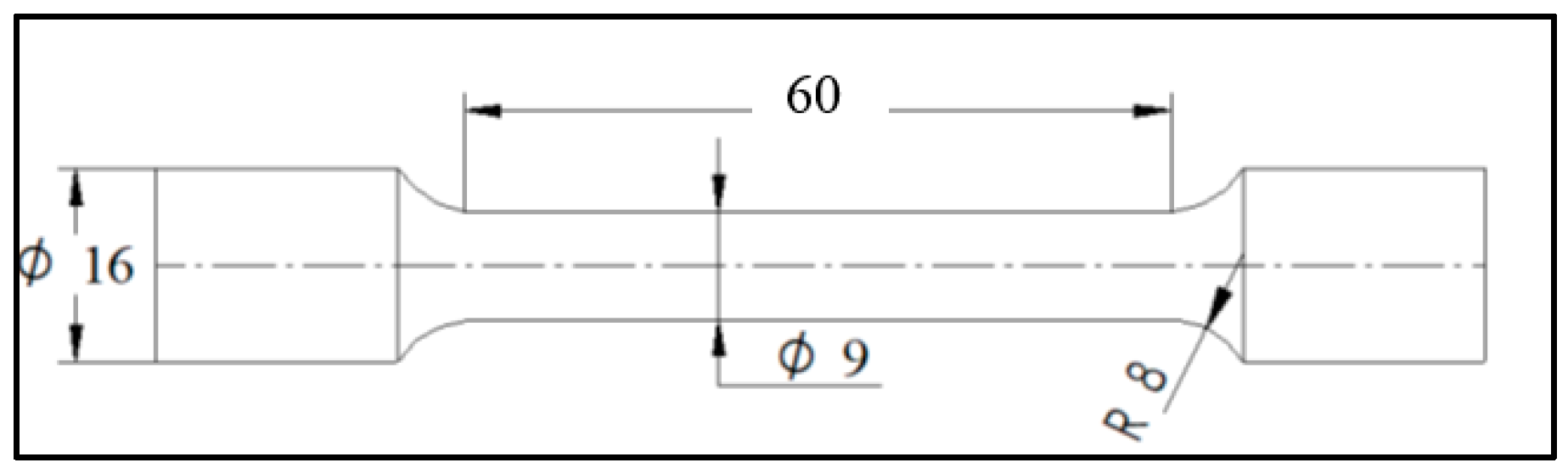
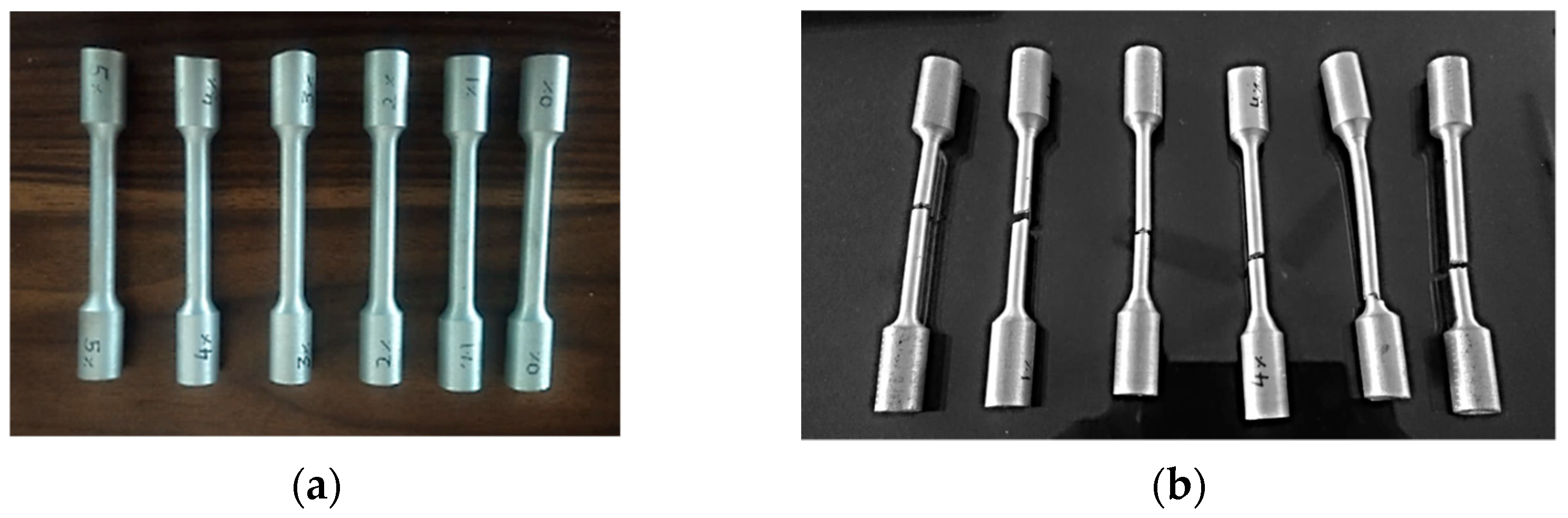
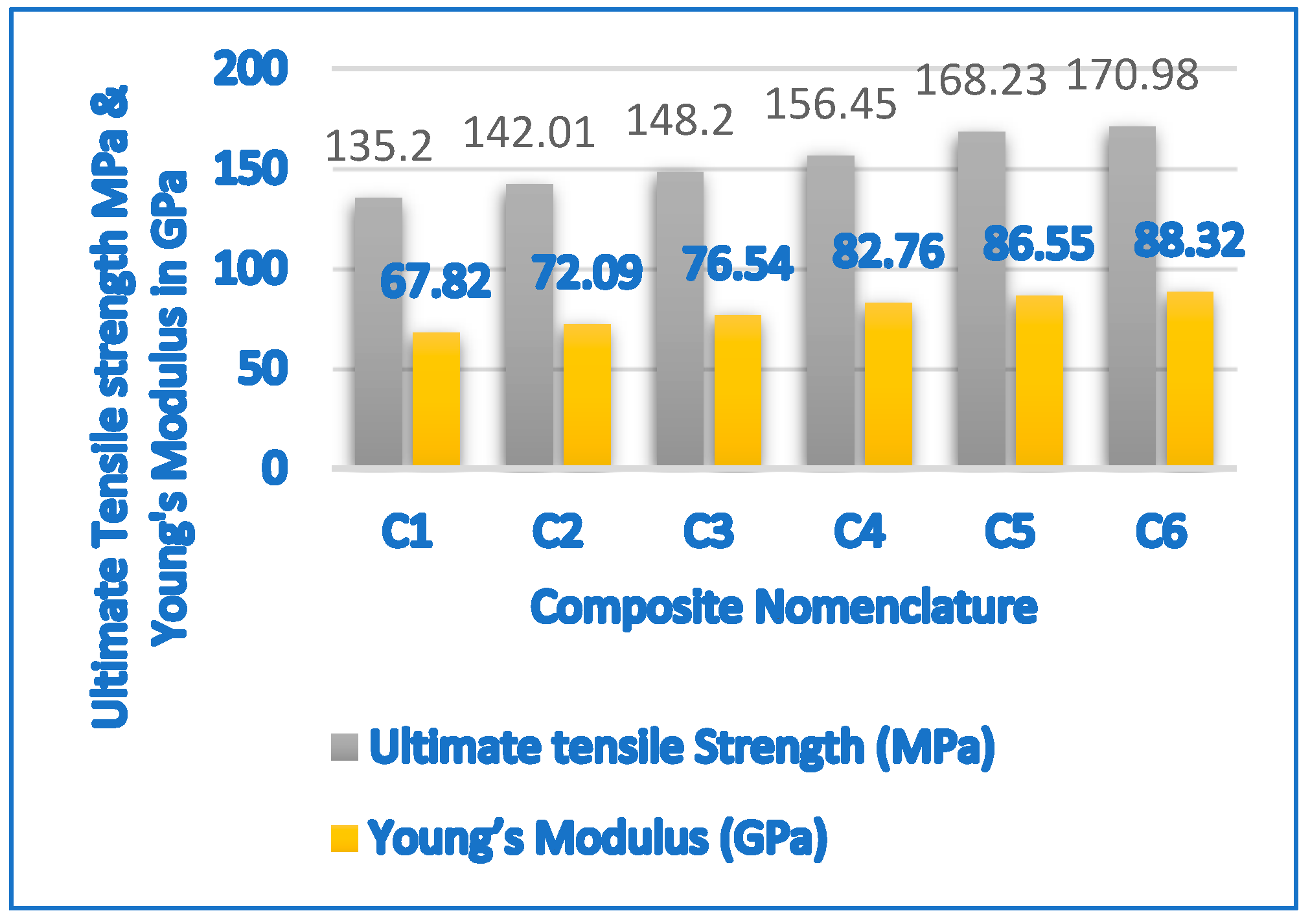
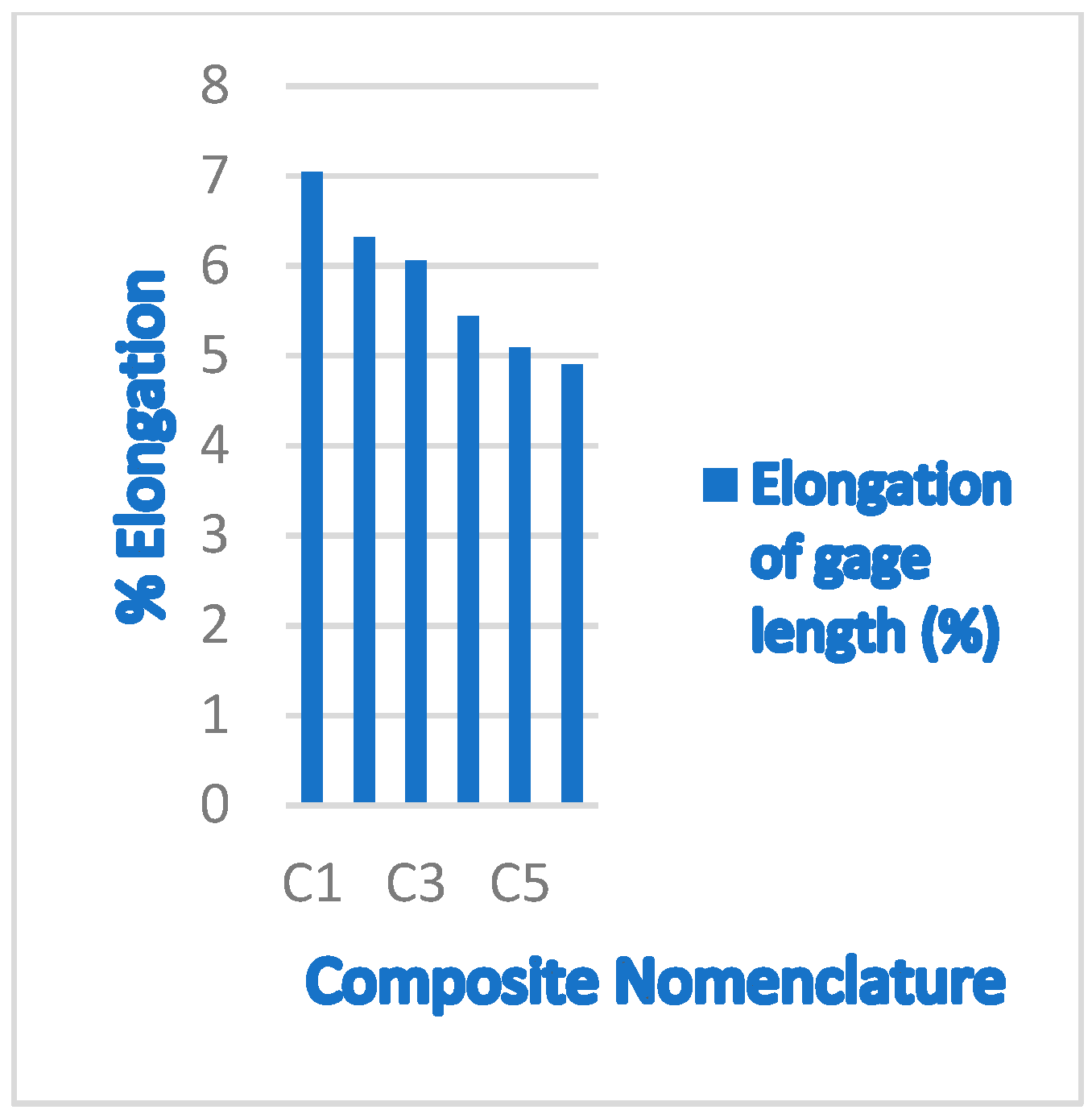
3.2. Tensile Test
Tensile Stress Results
3.3. Density Test
3.4. Hardness Test
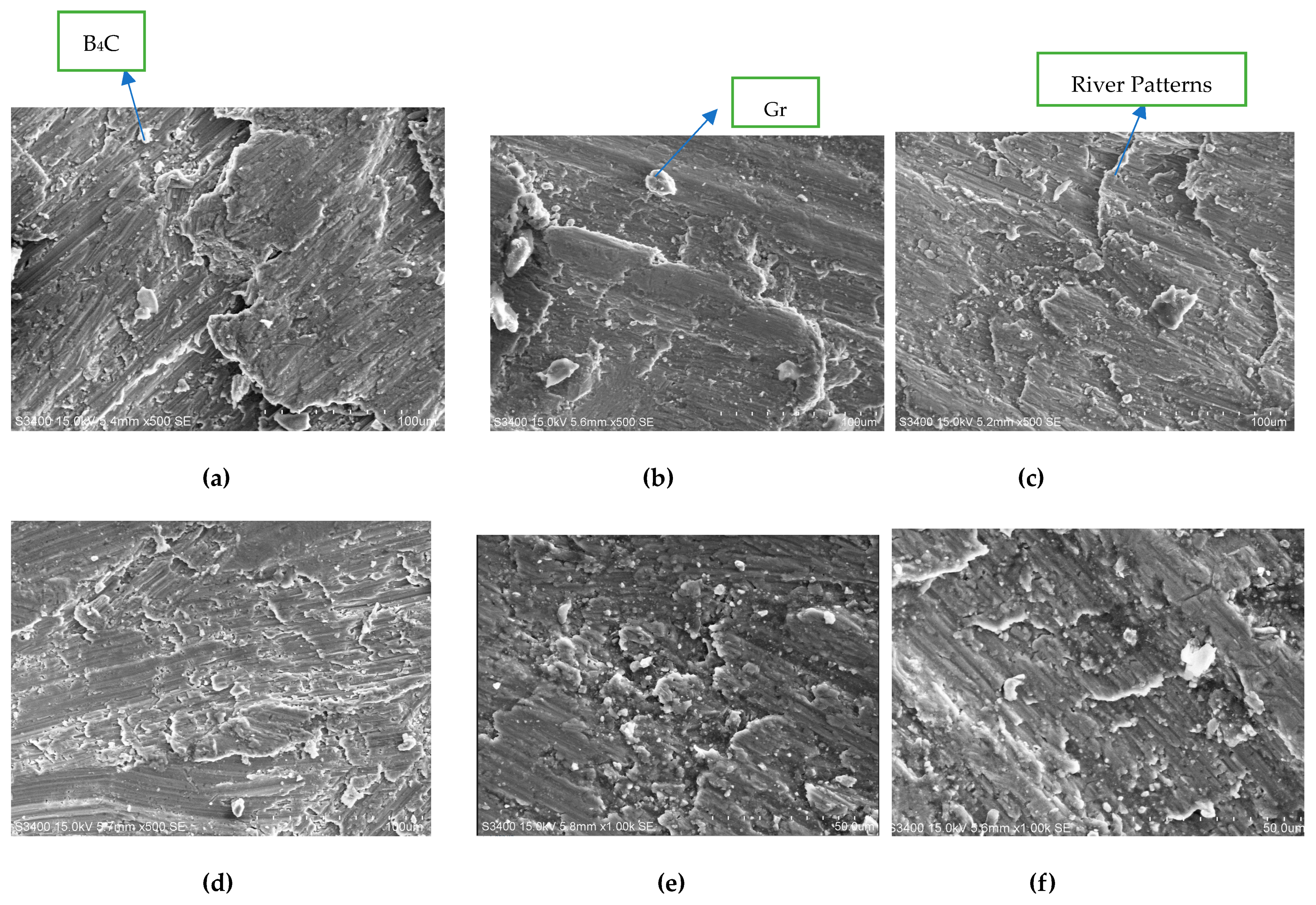
3.5. Microstructure Analysis Using Scanning Electron Microscopy (SEM)
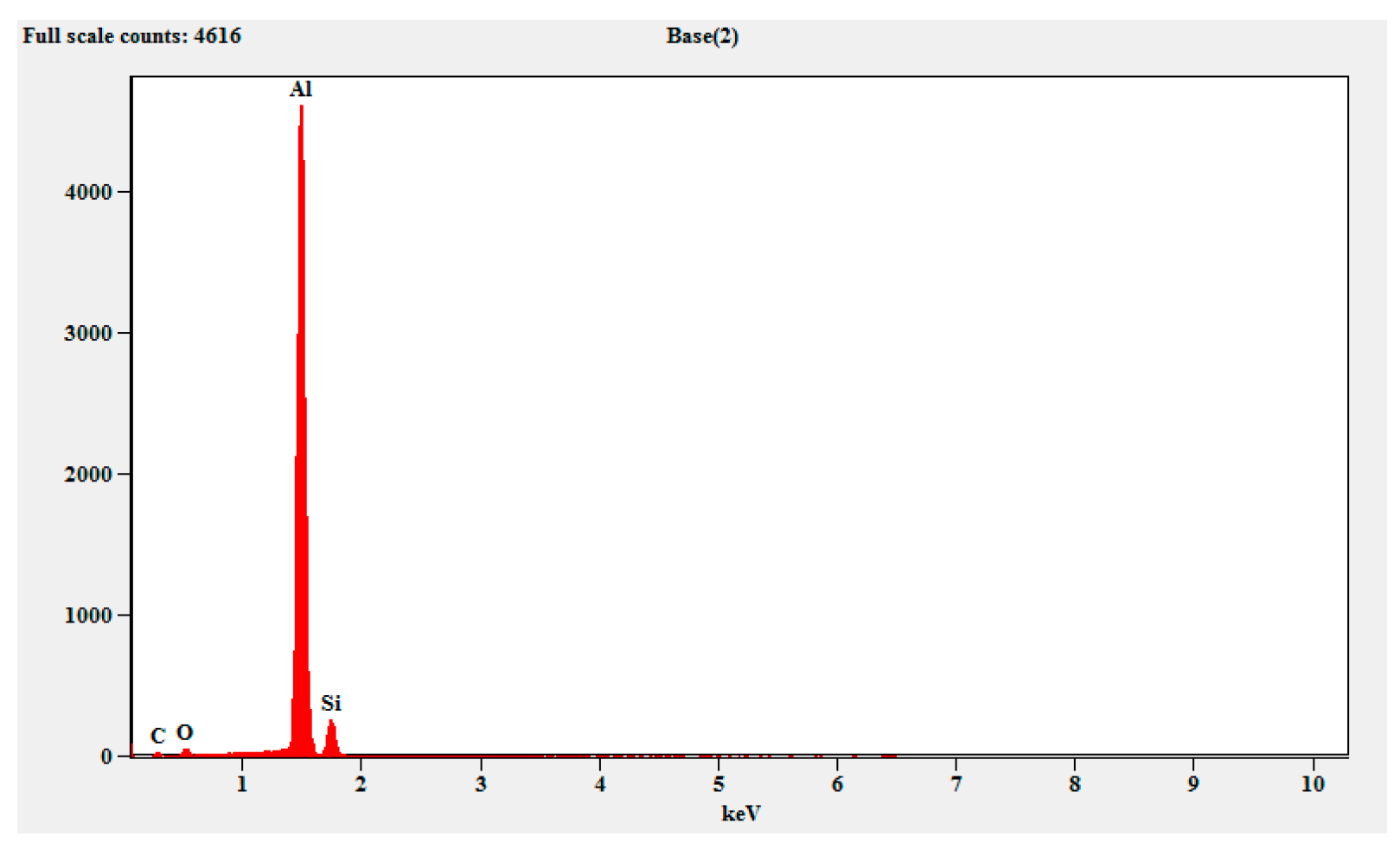
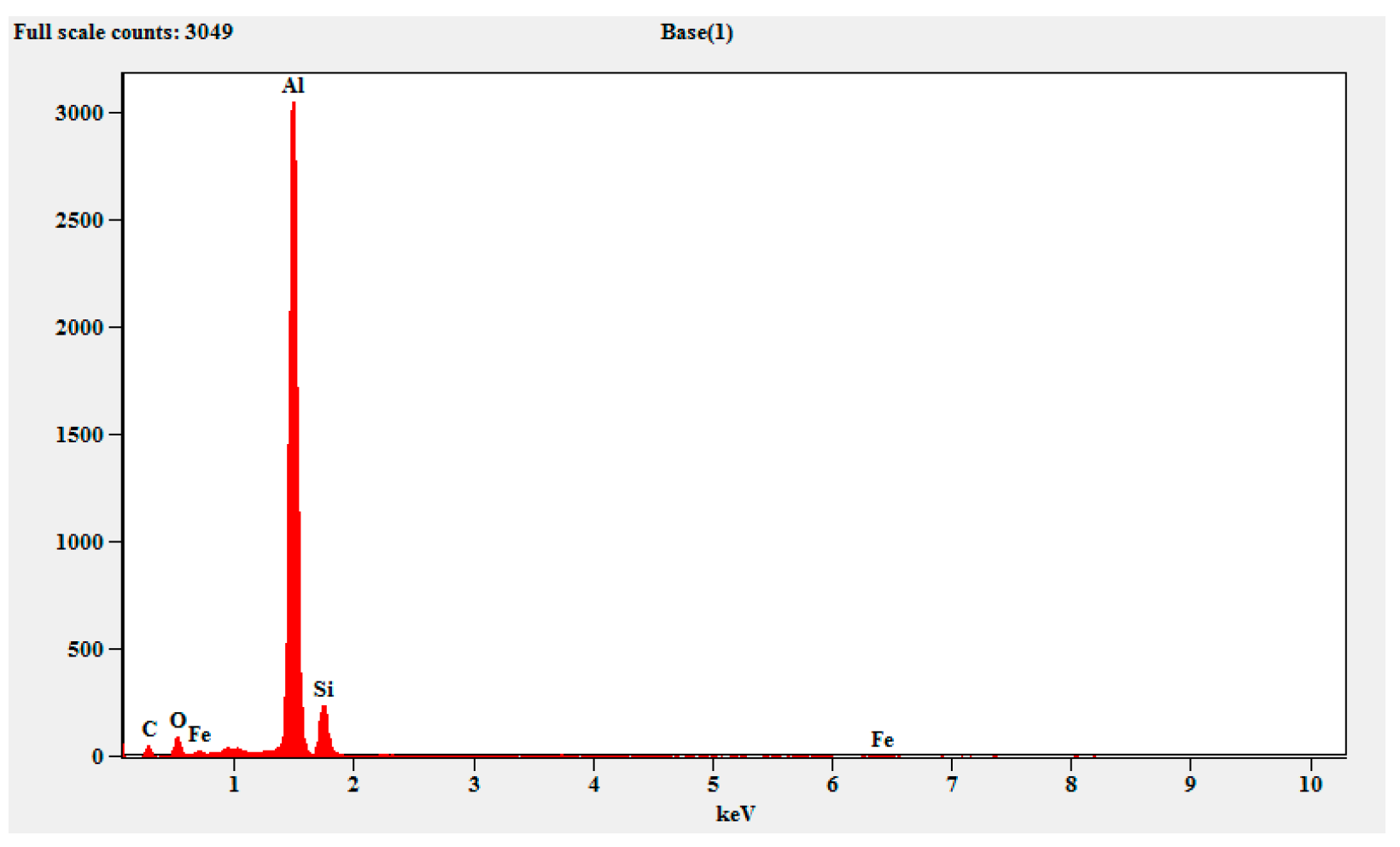
3.6. Energy Dispersive Spectometry (EDS) Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shirvanimoghaddam, K.; Khayyam, H.; Abdizadeh, H.; Akbari, M.K.; Pakseresht, A.H.; Ghasali, E.; Naebe, M. Boron carbide reinforced aluminium matrix composite: Physical, mechanical characterization and mathematical modelling. Mater. Sci. Eng. A 2016, 658, 135–149. [Google Scholar] [CrossRef]
- Sidharta, I.; Haryono, J.A.; Devara, A.A. Properties of Aluminum Graphite Composite Prepared by Stir Casting. AIP Conf. Proc. 2018, 1983, 050019. [Google Scholar]
- Faisal, M.H.; Sreekumar, V. Comparison of mechanical and wearing properties between LM6, LM6/B4C and LM6/B4C/Gr aluminium metal matrix composites. Mater. Today Proc. 2021, 43, 3916–3921. [Google Scholar] [CrossRef]
- Muthazhagan, C.; Gnanavelbabu, A.; Bhaskar, G.B.; Rajkumar, K. Influene of Graphite Reinforcement on Mechanical Properties of Aluminum- Boron Carbide Composites. Adv. Mater. Res. 2014, 845, 398–402. [Google Scholar] [CrossRef]
- Satheesh, R.; Citybabu, G. Characterization of Aluminium alloy Lm6 with B4C and Fly Ash Reinforced Hybrid Metal Matrix Composites. Int. J. All Res. Educ. Sci. Methods 2021, 9, 216–225. [Google Scholar]
- Ramachandra Raju, K.; Senthilkumar, G. Investigation on properties of LM26 hybrid composite material with ceramic reinforcements. Mater. Today Proc. 2021, 45, 8086–8093. [Google Scholar] [CrossRef]
- Sharath, B.N.; Jeevan, T.P. Machinability studies on boron carbide and graphite reinforced aluminium hybrid composites. Mater. Today Proc. 2021, 46, 8734–8741. [Google Scholar] [CrossRef]
- Raj Kumar Deshpande, R.G. Investigations on Mechanical Behavior of B4C and Graphite Particles Reinforced Al2117 Alloy Hybrid Metal Composites. Pal Arch’s J. Archaeol. Egypt/Egyptol. 2020, 17, 8052–8062. [Google Scholar]
- Jayendra, B.; Sumanth, D. Mechanical Characterization of Stir Cast Al-7075/B4C/Graphite Reinforced Hybrid Metal Matrix Composites. Mater. Today Proc. 2020, 21, 1104–1110. [Google Scholar] [CrossRef]
- Sekar, K. Fabrication of AA2014 with B4C and Graphite hybrid composite by Stir casting method: Study of mechanical and welding properties. J. Phys. Conf. Ser. 2019, 1240, 012142. [Google Scholar] [CrossRef]
- Udaya Prakash, J.; Shadiesh Kumar, J.S. Wear Behaviour of Aluminium Alloy/Fly Ash Composites. Int. J. Compos. Mater. Manuf. 2012, 2, 17–27. [Google Scholar]
- Chaithanya, K.; Srinivas, K. Review on Use of LM Based Aluminium Alloys in Automobile Components. Am. Int. J. Res. Sci. Technol. Eng. Manag. 2018, 1, 103–107. [Google Scholar]
- Yamada, S.; Sakaguchi, S. Mechanical Properties of Boron Carbide Ceramics. In Ceramic Engineering and Science Proceedings; Synergy Ceramics Laboratory: Nagoya, Japan, 2008; Volume 21, pp. 215–220. [Google Scholar]
- Nanjana, S.; Mural, J.G. Analysing the Mechanical Properties and Corrosion Phenomenon of Reinforced Metal Matrix Composite. Mater. Res. 2020, 23, e20190681. [Google Scholar] [CrossRef]
- Canakci, A.; Arslan, F.; Yasar, I. Pre-treatment process of B4C particles to improve incorporation into molten AA2014 alloy. J. Mater. Sci. 2007, 42, 9536–9542. [Google Scholar] [CrossRef]
- Kadam, M.S.; Shinde, V.D. Stir cast aluminium metal matrix composites with mechanical and micro-structural behavior: A review. Mater. Today Proc. 2020, 27, 845–852. [Google Scholar] [CrossRef]
- Garg, P.; Jamwal, A. Advance research progresses in aluminium matrix composites: Manufacturing & applications. J. Mater. Res. Technol. 2019, 8, 4924–4939. [Google Scholar]
- E28 Committee. Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2011. [Google Scholar] [CrossRef]
- D20 Committee. Test Methods for Density and Specific Gravity (Relative Density) of Plastics by Displacement; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar] [CrossRef]
- E04 Committee. Test Method for Micro Indentation Hardness of Materials; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Chemical Composition (Mass Percentage) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| LM6 | Cu | Si | Mg | Zn | Fe | Mn | Ni | Sn | Pb | Ti | Al |
| 0.1 max | 10 to 13 | 0.1 max | 0.1 max | 0.1 max | 0.5 max | 0.1 max | 0.05 max | 0.1 max | 0.2 max | Remainder | |
| Matrix Material | Properties | ||||||
|---|---|---|---|---|---|---|---|
| Density (g/cm3) | Thermal Conductivity (W/mK) | Tensile Stress (N/mm2) | % of Elongation in 50 mm | Hardness (BHN) | Young’s Modulus (×103 N/mm2) | Coff. of Thermal Expansion (μm/m-C) | |
| LM6 | 2.65 | 0.34 | 160–190 | 5 | 50–55 | 71 | 21 × 10−4 |
| Reinforcement | Properties | ||||||
|---|---|---|---|---|---|---|---|
| Density (g/cm3) | Elastic Modulus (GPa) | Vickers Hardness (Kg/mm2) | Compressive Strength (MPa) | Thermal Conductivity (W/Mk) | Coefficient of Thermal Expansion (10−6/K) | Specific Thermal Conductivity (W·m2/Kg·K) | |
| B4C | 2.52 | 450 | 3770 | 3000 | 29 | 5.0 | 11.5 |
| Reinforcement | Properties | ||||||
|---|---|---|---|---|---|---|---|
| Atomic Weight (g/mol) | Appearance | Density (g/cm3) | Melting Point (°C) | Boiling Point (°C) | Elastic Modulus (GPa) | Thermal Conductivity (W/mk) | |
| Graphite | 12.01 | Black Powder | 1.8 | 3652–3697 | 4200 | 12 | 90 |
| wt% of Aluminium LM6 | wt% of Boron Carbide | wt% of Graphite | Composite Nomenclature | Peak Load (kN) | 0.2% Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Young’s Modulus (GPa) | Elongation of Gage Length (%) |
|---|---|---|---|---|---|---|---|---|
| 100% LM6 | 0 | 0 | C1 | 9.23 | 97.23 | 135.20 | 67.82 | 7.04 |
| 98% LM6 | 1 | 1 | C2 | 10.35 | 109.13 | 142.01 | 72.09 | 6.32 |
| 97% LM6 | 2 | C3 | 10.97 | 114.87 | 148.20 | 76.54 | 6.06 | |
| 96% LM6 | 3 | C4 | 11.42 | 121.97 | 156.45 | 82.76 | 5.44 | |
| 95% LM6 | 4 | C5 | 12.01 | 135.23 | 168.23 | 86.55 | 5.09 | |
| 94% LM6 | 5 | C6 | 12.20 | 138.23 | 170.98 | 88.32 | 4.90 |
| Composite Nomenclature | Theoretical Density (kg/m3) | Experimental Density | Void (%) | |||
|---|---|---|---|---|---|---|
| Mass in Air (g) | Mass in Water (g) | Density (Kg/m3) | ||||
| Al LM6 | C1 | 2680 | 1.9964 | 1.2558 | 2689 | 0.34 |
| 98% Al–1% B4C–1% Gr | C2 | 2674.2 | 2.1528 | 1.3532 | 2686 | 0.44 |
| 97% Al–2% B4C–1% Gr | C3 | 2672.6 | 2.1351 | 1.3398 | 2678 | 0.21 |
| 96%Al–3% B4C–1% Gr | C4 | 2671 | 1.9561 | 1.2235 | 2662 | 0.34 |
| 95%Al–4% B4C–1% Gr | C5 | 2669.4 | 1.8669 | 1.1668 | 2659 | 0.39 |
| 94%Al–5% B4C–1% Gr | C6 | 2667.8 | 2.0173 | 1.2555 | 2642 | 0.97 |
| Composite Nomenclature | Average Hardness Value | |
|---|---|---|
| Al LM6 | C1 | 83.03 |
| 98% Al–1% B4C–1% Gr | C2 | 91.93 |
| 97% Al–2% B4C–1% Gr | C3 | 103.33 |
| 96%Al–3% B4C–1% Gr | C4 | 115.67 |
| 95%Al–4% B4C–1% Gr | C5 | 123.33 |
| 94%Al–5% B4C–1% Gr | C6 | 127.67 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Somegowda, S.B.; Honnaiah, M.S.; Bettaiah, G.K. Characterization of Aluminium Alloy LM6 with B4C and Graphite Reinforced Hybrid Metal Matrix Composites. Eng. Proc. 2023, 59, 72. https://doi.org/10.3390/engproc2023059072
Somegowda SB, Honnaiah MS, Bettaiah GK. Characterization of Aluminium Alloy LM6 with B4C and Graphite Reinforced Hybrid Metal Matrix Composites. Engineering Proceedings. 2023; 59(1):72. https://doi.org/10.3390/engproc2023059072
Chicago/Turabian StyleSomegowda, Suresh B., Manjunath S. Honnaiah, and Girish K. Bettaiah. 2023. "Characterization of Aluminium Alloy LM6 with B4C and Graphite Reinforced Hybrid Metal Matrix Composites" Engineering Proceedings 59, no. 1: 72. https://doi.org/10.3390/engproc2023059072
APA StyleSomegowda, S. B., Honnaiah, M. S., & Bettaiah, G. K. (2023). Characterization of Aluminium Alloy LM6 with B4C and Graphite Reinforced Hybrid Metal Matrix Composites. Engineering Proceedings, 59(1), 72. https://doi.org/10.3390/engproc2023059072