Abstract
This study aims to evaluate the grindability and energy requirements for the liberation of quartz from blast furnace ironmaking slag. Furthermore, the study investigates the efficiency of gravity concentration method by using a shaking table and Falcon concentrator for the separation of quartz from the slag. The grindability of the slag was evaluated using the Bond’s Work Index (BWI) method. The energy required for the liberation of quartz was determined using a Modified Bond’s Work Index (MBWI) method. The results showed that the BWI of the slag was 13.5 kWh/t and the MBWI of the quartz was 22.3 kWh/t. Gravity separation tests were carried out using a shaking table and a Falcon concentrator. The results showed that the shaking table was able to recover 91.2% of the quartz with a grade of 99.5% SiO2. The Falcon concentrator was able to recover 98.3% of the quartz with a grade of 99.7% SiO2. In contrast, the study found that the quartz in blast furnace ironmaking slag can be physically separated using gravity separation techniques such as shaking table and Falcon concentrator. The study also provides valuable information on the grindability and energy requirements for the liberation of quartz from the slag, which can be used in the development of more efficient separation processes.
1. Introduction
Ironmaking slag is a by-product of the iron and steelmaking industry, and it is a significant source of environmental pollution due to its high content of heavy metals and unreacted minerals [1]. Quartz is one of the most abundant minerals present in ironmaking slag, and its removal from the slag is crucial for environmental and economic reasons. Gravity separation techniques have been widely used for the separation of quartz from ironmaking slag, and recent studies have shown that shaking table and Falcon concentrator are effective methods for this purpose [2,3].
The grindability of quartz is an essential parameter in the gravity separation of quartz from ironmaking slag. Grindability refers to the ease with which a material can be ground to a specified size for further processing. Several studies have investigated the grindability of quartz, and it has been shown that the Bond work index (BWI) is an appropriate measure of the grindability of quartz. The BWI is defined as the energy required to reduce a unit mass of material from an initial size to a final size, and it is typically measured using a standard laboratory ball mill [4,5].
Gravity separation techniques rely on the differences in the densities of the minerals present in the feed material. The energy requirements for gravity separation depend on several factors, including the specific gravity of the minerals, the particle size distribution, and the feed rate. Several studies have investigated the energy requirements for gravity separation of minerals, and it has been shown that the energy required for separation decreases with increasing particle size and feed rate [6,7].
Shaking table and Falcon concentrator are two gravity separation techniques that have been widely used for the separation of quartz from ironmaking slag. The shaking table is a simple and effective method for the separation of minerals based on their specific gravity, while the Falcon concentrator uses centrifugal force to separate minerals with different densities. Several studies have shown that shaking table and Falcon concentrator are effective methods for the separation of quartz from ironmaking slag, and these techniques have the potential to be used on an industrial scale.
A major use of the Bond’s Work Index (BWI) model is to select the size of a grinding mill for a given duty. A variety of correction factors (CF) have been developed to adapt the Bond formula to situations not included in the original calibration set and to account for relative efficiency differences in certain comminution equipment. Most relevant are the CF1 factor for coarse feed and the CF2 factor for fine grinding that attempt to allow for sizes ranges beyond the bulk of the original calibration data set [8]. The equation that Bond developed is as follows:
and its simpler form is denoted as follows:
where W is predicted mill energy consumption (kWhr/ton), Wi is the work index (kWhr/ton), 100 comes from 100 µm which is the product size in the definition of Work Index while P and F are representing 80% passing sizes in micrometres of the feed and the product respectively.
The Work Index equation is depicted as follows:
where Pi is the aperture of the limiting screen in micrometres (µm). G is the net mass of screen undersize produced per mill revolution (g).
Slag basicity is denoted by the ratio of the composition of oxides available in the slag such as CaO, MgO, Al2O3 as well as SiO2. If the ratio exceeds 1, then the slag is considered basic and if it less than 1 then the slag is acidic. The basicity of slag in ironmaking industry is maintained by periodic charging of limestone and dolomite fluxing agents. In addition, the formula that is used to calculate the slag basicity is represented by Equation (4):
2. Materials and Methods
2.1. Materials
A calcium-rich blast furnace ironmaking slag was made available by ArcelorMittal South Africa, Vanderbijlpark Works. The sample was received in lumps of rocks and underwent crushing and grinding stages. A pilot scale of a jaw crusher and a grinding mill were used for comminution of ironmaking slag. Furthermore, a laboratory scale shaking table and Falcon gravity concentrator for gravity separation of quartz in high silica ironmaking slag. In addition, a filter press connected to air compressor were also used for solid-liquid separation after the gravity separation experiments were done. Furthermore, samples were analysed by using X-ray Flourescence (XRF).
2.2. Methods
1 kg of the sample material was weighed out and screened for 15 min with a top size screen of 2000 µm and a closing screen of 75 µm with a pan. Thereafter, the screened material was milled for 15 min. This was designated as the first grind cycle material. The first grind cycle material was screened for 15 min and each size fraction was weighed and recorded. This procedure was repeated for three (3) more cycles. The end result was four (4) grind cycles and four (4) screened measurements.
3. Results and Discussion
3.1. Initial Characterisation of Elemental and Mineralogical Composition of Ironmaking Slag and Basicity Ratios
Table 1 represents the X-ray Fluorescence (XRF) initial characterisation compositions (in weight percentages) of the blast furnace ironmaking slag with their corresponding basicity ratios.

Table 1.
Initial XRF analyses and basicity ratios of blast furnace ironmaking slag.
The significant amount of highly reactive minerals such as magnesium oxide (MgO) and calcium oxide (CaO) concur with other slags from various forms of steel mills. A typical ironmaking slag from a basic oxygen furnace (BOF) contains about 30–40% calcium oxide (CaO), 5–10% magnesium oxide (MgO), <2% phosphorus pentoxide (P2O5), 9–15% silicon oxide (SiO2) and 0.9–2.8% aluminium oxide (Al2O3) [9]. In addition, the oxide compositions of the slag under study correspond with what was experimented upon previously and only give a slight difference regarding SiO2 and Al2O3 contents. It is also necessary to consider the run-of-mine (ROM) material grades and fluxing atmosphere during the ironmaking process. Furthermore, at reasonably higher basicity ratios normally greater than 1 tricalcium silicate (3CaO·SiO2) and free CaO seem to be dominant minerals encapsulated in the ironmaking slag. The results observed from the XRF characterisation suggests that the slag is basic as the basicity ratio is above 1, which concurs with the findings that were also characterised in previous studies [10]. Moreover, calcium bearing steel slags contain dicalciumsilicate (2CaO·SiO2) and tricalciumsilicate (3CaO·SiO2) coupled with excess free CaO and MgO as main oxides. The oxide compositions observed from the XRF instrument clearly showed the lesser amounts of CaO and MgO because they are only present in free oxides but not in the form of 2CaO·SiO2 and 3CaO·SiO2. Although SiO2 is present in large quantities amounting to 38.46 wt%, calcium as elemental seemed to be the only reactive metal that is present in a reasonably high quantity. Dolomite based fluxing agents normally result in recoverable volumes of CaO and MgO in the slag, which can clearly be shown by the initial elemental and oxide characterisation. In addition, high alumina-based steel slags also reveal that some percentage of scrap material was added during ironmaking process to maintain high temperatures in the furnace atmosphere and speed up the total reaction period. There are other oxide compounds present in the slag, which are in the form of traces and do not contribute significant percentage of slag constituents. These include potassium oxide (K2O), vanadium pentoxide (V2O5), sodium oxide (Na2O), titanium oxide (TiO2), chromium oxide (Cr2O3), manganese oxide (MnO), copper oxide (CuO) and zirconium oxide (ZrO2).
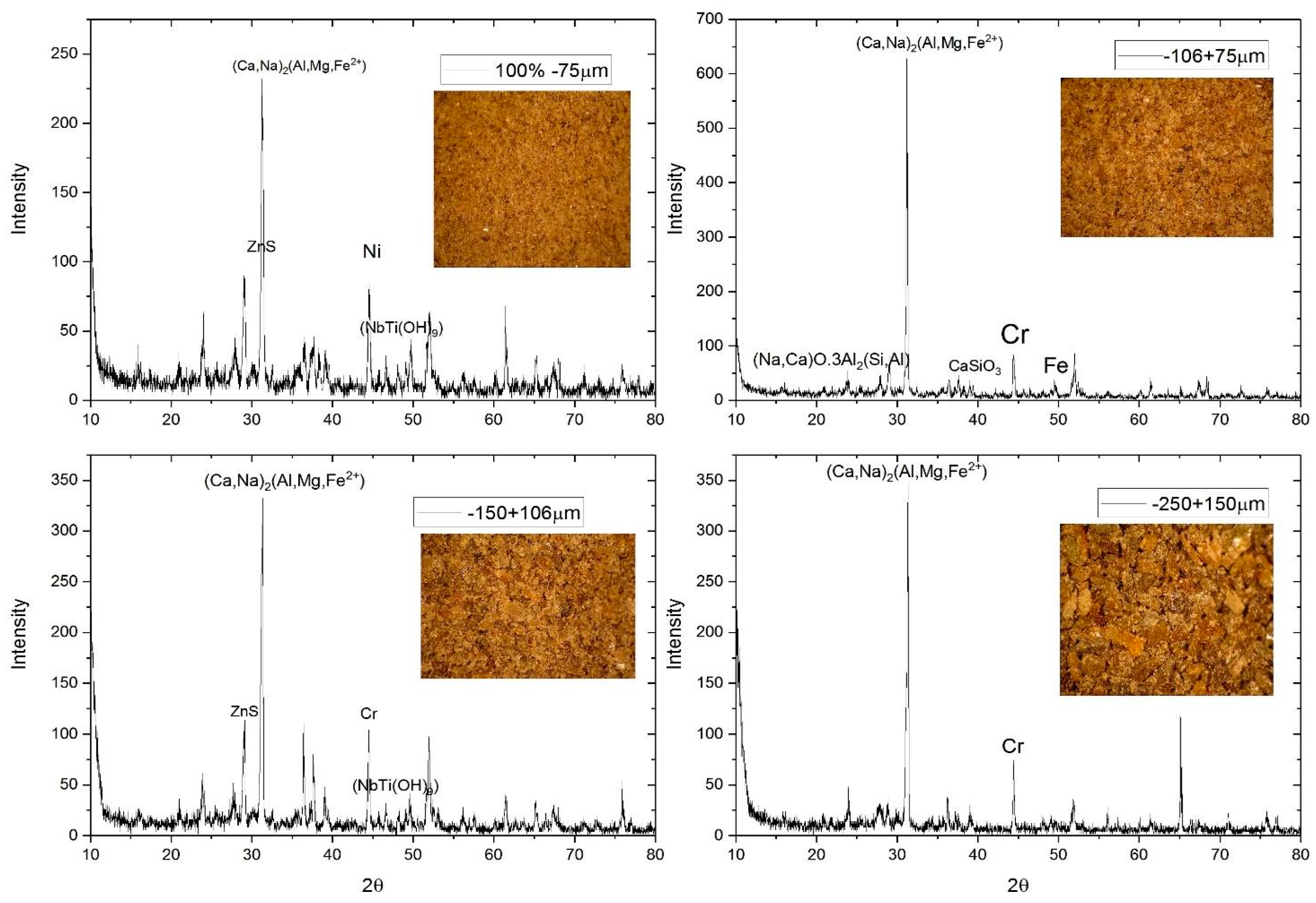
The XRD results of selected four milled particle sizes are shown in Figure 1. An optical microscope was used to take images of the particles after milling and screening to separate the respective particle sizes; this showed that there were some metallic inclusions in the slag. This could be caused by either the imperfect separation of the pig iron from the slag during tapping or it may be that the droplets of metal never had the chance to combine with other droplets that would have allowed them to pass through the liquid slag due to gravity.
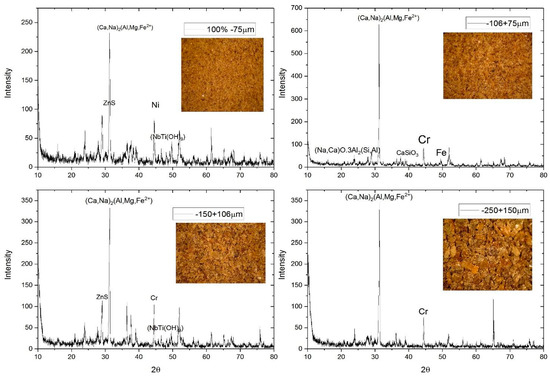
Figure 1.
X-ray diffraction initial characterisation of −75, −106 + 75, −150 + 106 and −250 + 150 µm particle sizes with optical microscope images.
The characterisation of the blast furnace slag was conducted on the milled size fractions of the slag in order to study the difference in mineralogical characteristics of the respective particle sizes. It was important that the different particle sizes of Ca and Mg containing minerals to be studied to eliminate the impact that a varying mineralogy might have on the leaching characteristics of the slag sample.
The characterisation results show that most of the calcium and magnesium present are in the form of an aluminoakermanite ((Ca, Na)2(Al, Mg, Fe2+)) phase and not composed of the majority of calcium silicates found in previous studies [11]. The presence of aluminium in the aluminoakermanite phase is advantageous in the processing of the after-leach slag residues for production of aluminosilicate-based zeolites [12]. Although the CaSiO3 detected in the results shown in Figure 1 does not appear to be the dominant phase, it was detected in the −106 + 75 µm size fraction. A study conducted by [13] et al. (2006) attributed differences in mineralogy of various blast furnace slags to the characteristics of the major mineralogical components, crystallisation rate and so on. The present study’s XRD results also detected the metallic inclusions seen on the optical microscope images and they appeared in the form of metallic chrome, nickel and iron.
3.2. Bond’s Work Index and Power Drawn Calculations for Ironmaking Slag
Table 2 shows results of work indices calculated for the slag with assumed work indices of 24.9 kWh/t and 13.8 kWh/t values. The reason is due to these extremes being the typical values for blast furnace ironmaking slag grindability. The highest calculated work index value is 6.882 kWh/t resulting from the fourth grind cycle with the least number of mill revolutions per minute. While tumbling mills have been designed to a high degree of mechanical efficiency and durability, energy expenditure is highly inefficient because the ore is frequently broken as a result of regular, unpredictable impacts that break both liberated and unliberated particles. Since the main purpose of grinding in mineral processing is the correct degree of release, this procedure is often used to increase the surface area of the precious minerals, although they may already be essentially released from the gangue. Power draw is related directly to mill length, and, empirically to the diameter to the power 2.34. Power draw is directly related to mill speed (in rpm. or, fraction of critical speed) over the normal operating range. Rod mills commonly operate with a volume charge of 35–40%, which during operation becomes a charge of 40–50%, with the bulk density slightly lower than that of the stacked rods.
Table 2.
Bond’s Work Index and breakage power calculations for ironmaking slag.
3.3. The Effect of Particle Size on Removal of Quartz from Ironmaking Slag by Falcon Concentrator
Figure 2 is the representation of XRF analyses for quartz separation by means of falcon concentration. The graph shows the mass in percentage of quartz which was recovered in both the overflow and underflow at different particle sizes. More quartz is found is overflow compared to the underflow. It’s only at the particle size of −212 + 150 µm where more quartz reported at the underflow than in the overflow. At −106 + 75 µm particle size, most quartz was found in the overflow than in any of the particle sizes. −212 + 150 µm particle size recorded the lowest quartz recovery than any of the particle size. In the underflow stream, more quartz was found in the −106 + 75 particle size than in any of the particle size. Least quartz recovery was at −150 + 106 particle size in the underflow stream.
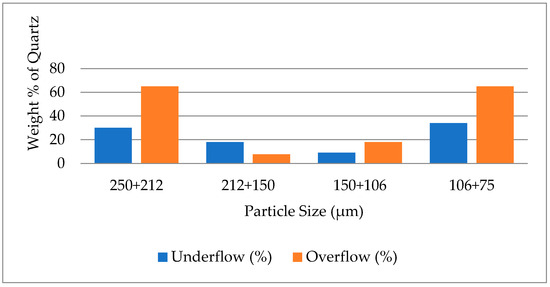
Figure 2.
Weight percentage of quartz in underflow and overflow streams of Falcon concentrator.
3.4. The Effect of Particle Size on Separation of Quartz from Ironmaking Slag by Shaking Table
In Figure 3, it can be deduced that most of silica was removed in the tailings. This is because silica have a specific gravity of 2.65 kg/m3 and it is normally expected to report in the middlings and concentrate (heavy particles). From the result it shows that the particle size and the flow rate does not affect the silica removed in the particles.
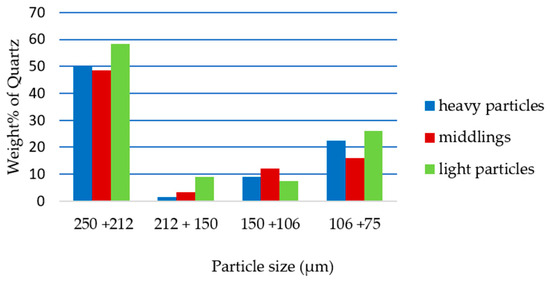
Figure 3.
Shaking Table results on the separation of quartz from ironmaking slag.
4. Conclusions
The chemical and mineralogical study by XRF and XRD, respectively, has shown that the blast furnace slag sample under study contains calcium in the form of silicates, also known as aluminoakermanite ((Ca, Na)2(Al, Mg, Fe2+)). The minerals identified through XRD are classified as silicates with the host mineral being calcium in recoverable quantities. Breakage power decreased significantly after numerous grinding cycles. This is influenced by equilibrium state reached by material sample in effectively separating coarse from fines. In contrast, from the shaking table results it can be concluded that a reduction in particles size decreases the mass collected at the concentrate (heavy particles) and the middling and the mass collected at the tailings (light particles). This is because the fine particles take time to settle on the table, as a result they report to the light particles (tailings) stream. The shaking table could not handle very fine particles (−106 + 75). During falcon concentration, it was observed that therefore, −106 + 75 µm particle size, most quartz was found in the overflow than in any of the particle sizes. Furthermore, it can be deduced that the particle size of −106 + 75 µm is efficient for physically separating quartz from iron making blast furnace slag.
Author Contributions
Conceptualization, K.M. and H.R.; methodology, M.M.; writing—original draft preparation, I.K.; writing—review and editing, M.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Thuthuka Grant No: 138165 supported by National Research Foundation of Republic of South Africa.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Authors would like to assure this journal that the study does not involve any human nor animal samples for experimentation.
Data Availability Statement
All authors agreed not to share any further information in the form of links with regards to this study for security purposes.
Acknowledgments
The authors would like to express their gratitude to National Research Foundation of South Africa and Vaal University of Technology for funding this project.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Matsukawa, K.; Shibata, T.; Kunitomo, K.; Ohno, K. A study on the utilization of iron and steel slag in civil engineering. Int. J. Geomate 2017, 12, 109–115. [Google Scholar]
- Ahmadi, R.; Shahsavari, A. Investigation of quartz flotation from decarburized vanadium bearing steel slag using shaking table and centrifugal concentrator. J. Clean. Prod. 2017, 161, 1085–1094. [Google Scholar]
- Deveau, C. Improving Fine Particle Gravity Recovery through Equipment Behavior Modification. In Proceedings of the 38th Annual Canadian Mineral Processors Conference, Ottawa, ON, Canada, 17–19 January 2006; pp. 501–517. [Google Scholar]
- Carrasco, C.; Quiroz, R.; Fuentes, P.; Henningsen, P. Comparison of grinding characteristics in high-pressure grinding roller (HPGR) and cone crusher (CC). Miner. Eng. 2016, 86, 105–114. [Google Scholar]
- Gupta, V.K.; Yan, D.S. Mineral Processing Design and Operations: An Introduction; Elsevier: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Chen, C.; Shi, F.; Xu, Z.; Wei, D. Performance of a multi-gravity separator for recovery of ultra-fine heavy minerals from coal fly ash. Miner. Eng. 2020, 156, 106539. [Google Scholar]
- Zhao, Y.; Huang, H.; Lu, H.; Liu, Z.; Lin, C. A review of microalgal biomass harvesting using flocculation. Bioresour. Technol. 2019, 280, 386–396. [Google Scholar]
- Wills, B.A.; Atkinson, K. An Introduction to Mineral Processing; Pergamon Press: Oxford, UK, 1993. [Google Scholar]
- Huitting, S.; Forssberg, E. An overview of recovery of metals from slag. Waste Manag. 2003, 23, 933–949. [Google Scholar]
- Huang, Y.; Guopong, X.; Huigao, C.; Junshi, W.; Yingfeng, W.; Hui, C. An overview of utilization of steel slag. Procedia Environ. Sci. 2012, 16, 791–801. [Google Scholar]
- Baciocchi, R.; Costa, G.; Polettini, A.; Pomi, R. Influence of particle size on the carbonation of stainless-steel slag for CO2 storage. Energy Procedia 2009, 1, 4859–4866. [Google Scholar] [CrossRef]
- Cloete, M. Atlas on Geological Storage of CO2 in South Africa; Council for Geosciences: Pretoria, South Africa, 2010. [Google Scholar]
- Olajire, A.A. A review of mineral carbonation technology in sequestration of CO2. J. Pet. Sci. Eng. 2013, 109, 364–392. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).