


Fast-, Light-Cured Scintillating Plastic for 3D-Printing Applications
 , , , , and
, , , , and
Abstract
1. Introduction
2. Materials and Methods
2.1. Scintillator Development
2.2. Scintillator Characterization
2.3. Exploratory Formulation Studies
2.4. Two-Level Factorial Parameter Study
3. Results and Discussion
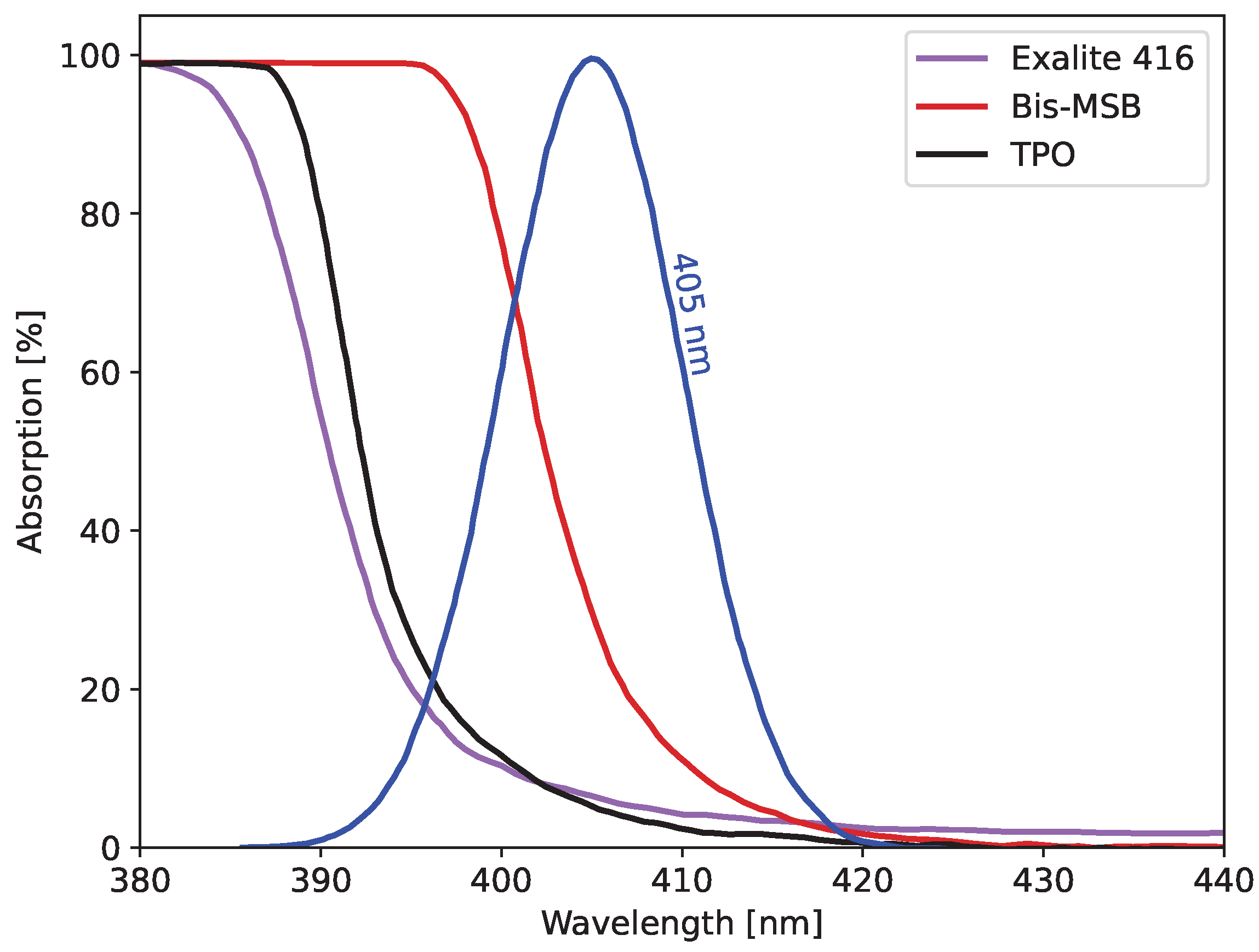
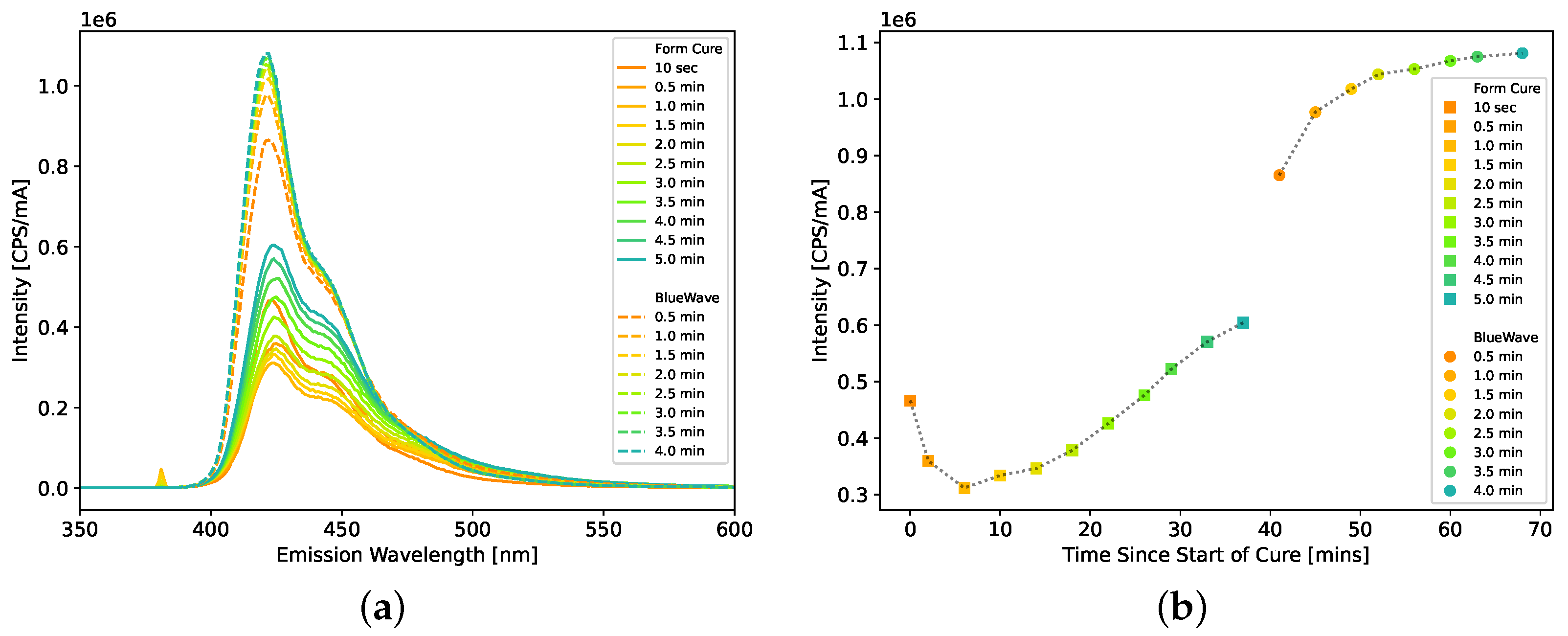
3.1. Curing
3.2. Observational Characterization
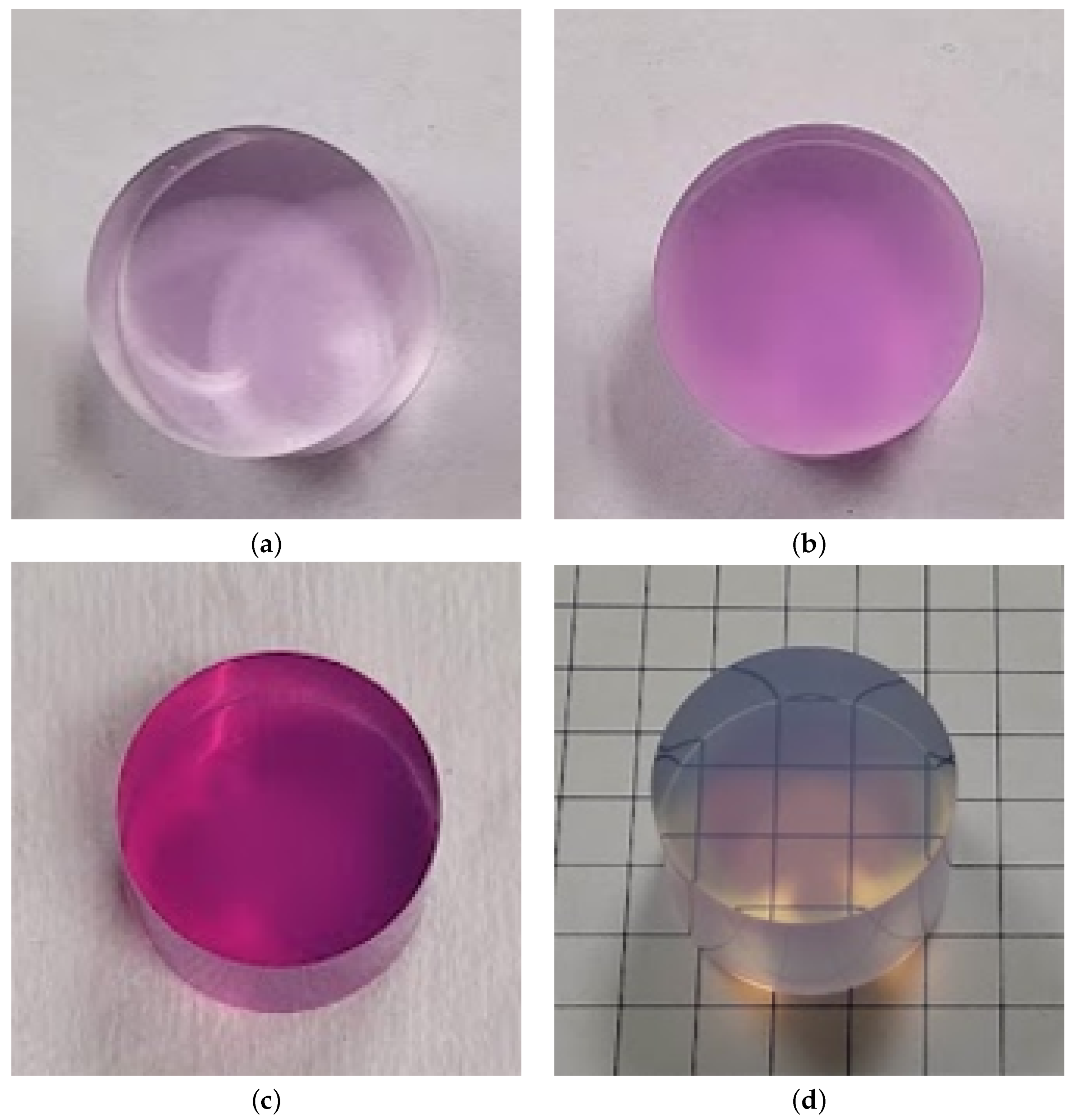
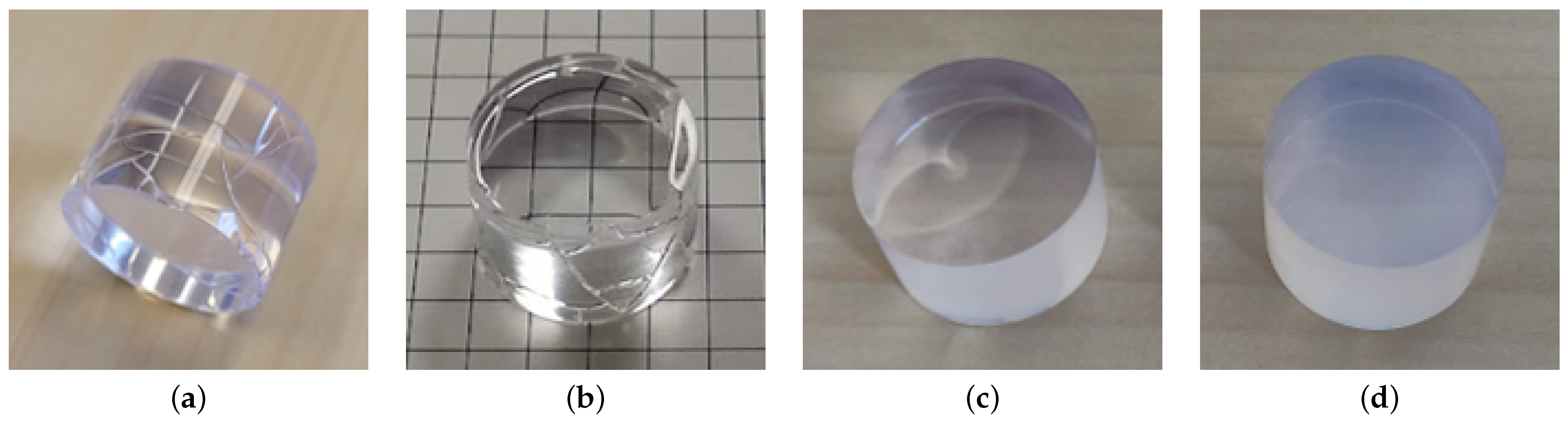
3.2.1. Purpling
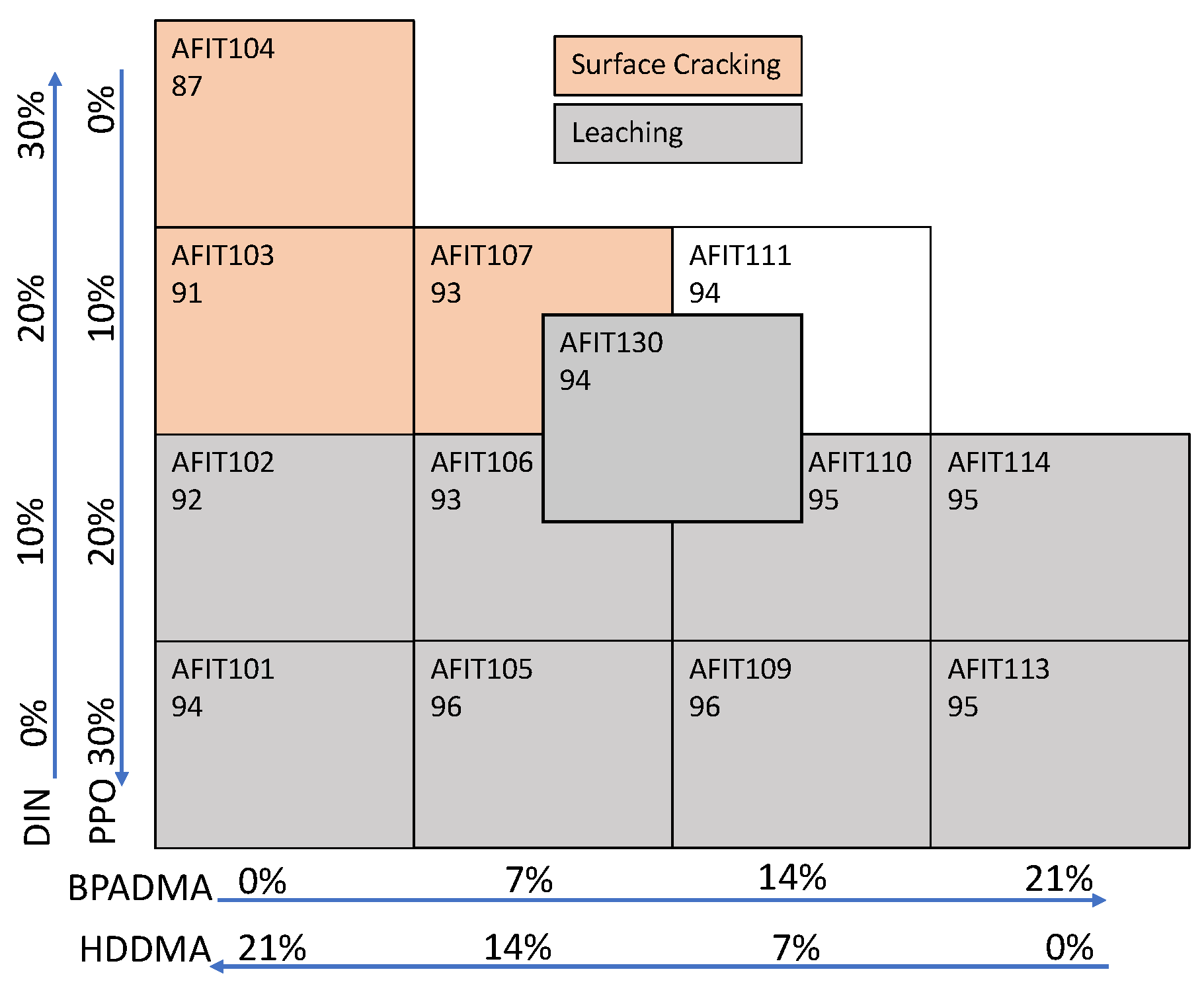
3.2.2. Leaching
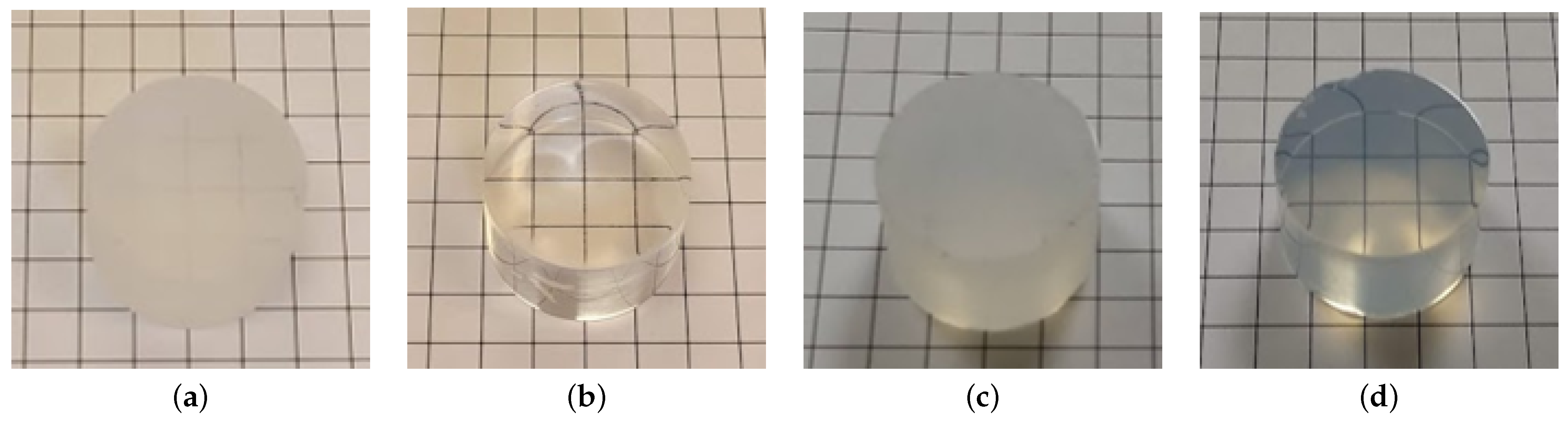
3.2.3. Surface Cracking and Reduced Clarity
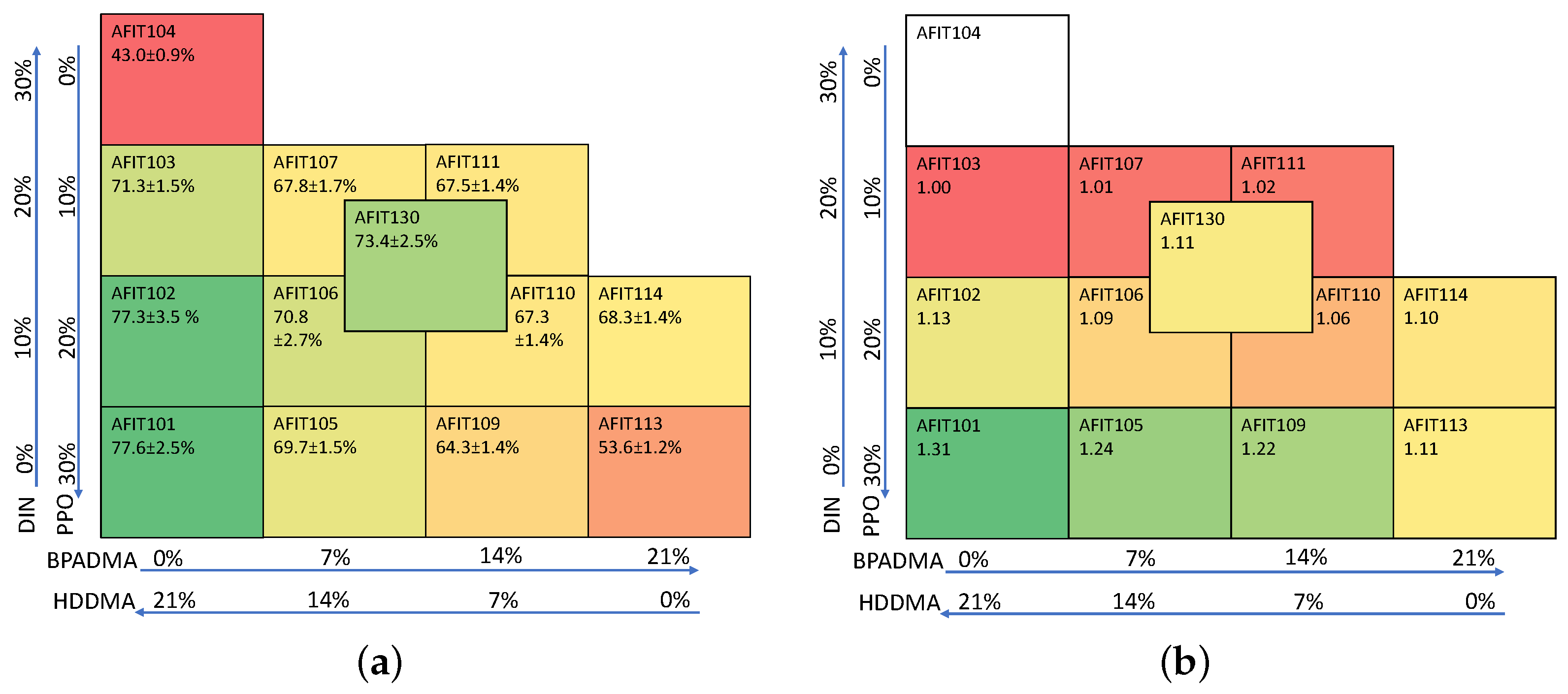
3.3. Radiation Detection Performance
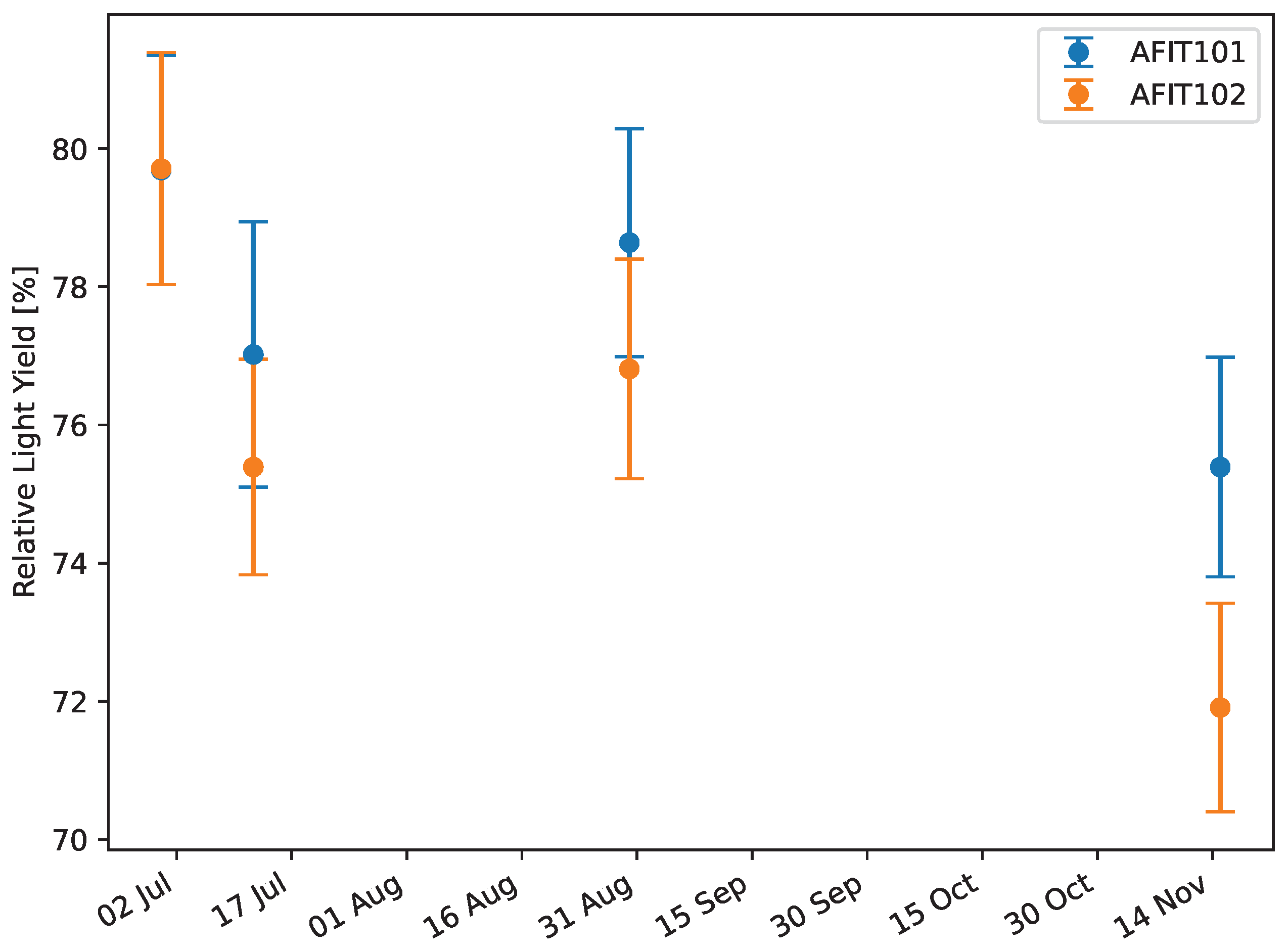
3.4. Aging
3.5. Leaching and Ethanol Treatment
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| Bis-MSB | 1,4-bis(2-methylstyryl)benzene |
| BPADMA | bisphenol A dimethacrylate |
| DIN | diisopropyl naphthalene |
| DLP | digital light processing |
| DPS | diphenyl stilbene |
| DVB | divinylbenzene (DVB) |
| FoM | figure of merit |
| HDDMA | difunctionized 1,6-hexanediol dimethacrylate |
| IBOA | isobornyl acrylate |
| PETA | pentaerythritol tetraacrylate |
| PPO | 2,5-diphenyloxazole |
| PSD | pulse shape discrimination |
| SLA | stereolithography |
| TPO | diphenyl (2,4,6-trimethylbenzoyl) phosphine oxide |
Appendix A. Scintillator Formulations

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component Fraction in Scintillator [wt%] | |||||||
|---|---|---|---|---|---|---|---|
| Scintillator | PPO | Bis-MSB | Exalite | DPS | IBOA | BPADMA | TPO |
| AFIT002 | 15 | 0.2 | - | - | 59.5 | 25.5 | 0.1 |
| AFIT003 | 15 | - | 0.2 | - | 59.5 | 25.5 | 0.1 |
| AFIT004 | 15 | - | - | 0.2 | 59.5 | 25.5 | 0.1 |
| Component Fraction in Scintillator [wt%] | |||||||
|---|---|---|---|---|---|---|---|
| Scintillator | EJ-309 | PPO | Exalite | IBOA | HDDMA | BPADMA | TPO |
| AFIT009 | 30 | 10 | 0.2 | 42 | 18 | - | 0.1 |
| AFIT013 | 30 | 10 | 0.2 | 36 | 24 | - | 0.1 |
| AFIT014 | 30 | 10 | 0.2 | 30 | 30 | - | 0.1 |
| AFIT016 | 20 | 10 | 0.2 | 49 | 21 | - | 0.1 |
| AFIT017 | 10 | 10 | 0.2 | 56 | 24 | - | 0.1 |
| AFIT022 | 20 | 10 | 0.4 | 49 | 21 | - | 0.1 |
| AFIT023 | 20 | 10 | 0.2 | 49 | 11 | 10 | 0.1 |
| AFIT025 | 10 | 20 | 0.4 | 49 | 21 | - | 0.1 |
| AFIT026 | 5 | 25 | 0.4 | 49 | 21 | - | 0.1 |
| Component Fraction in Scintillator [wt%] | |||||||
|---|---|---|---|---|---|---|---|
| Scintillator | DIN | PPO | Exalite | IBOA | HDDMA | BPADMA | TPO |
| AFIT101 | - | 30 | 0.2 | 49 | 21 | - | 0.1 |
| AFIT102 | 10 | 20 | 0.2 | 49 | 21 | - | 0.1 |
| AFIT103 | 20 | 10 | 0.2 | 49 | 21 | - | 0.1 |
| AFIT104 | 30 | - | 0.2 | 49 | 21 | - | 0.1 |
| AFIT105 | - | 30 | 0.2 | 49 | 14 | 7 | 0.1 |
| AFIT106 | 10 | 20 | 0.2 | 49 | 14 | 7 | 0.1 |
| AFIT107 | 20 | 10 | 0.2 | 49 | 14 | 7 | 0.1 |
| AFIT109 | - | 30 | 0.2 | 49 | 7 | 14 | 0.1 |
| AFIT110 | 10 | 20 | 0.2 | 49 | 7 | 14 | 0.1 |
| AFIT111 | 20 | 10 | 0.2 | 49 | 7 | 14 | 0.1 |
| AFIT113 | - | 30 | 0.2 | 49 | - | 21 | 0.1 |
| AFIT114 | 10 | 20 | 0.2 | 49 | - | 21 | 0.1 |
| AFIT130 | 15 | 15 | 0.2 | 49 | 10.5 | 10.5 | 0.1 |
| AFIT230 | - | 30 | 0.2 | 49 | 21 | - | 0.1 |
| AFIT225 | 5 | 25 | 0.2 | 49 | 21 | - | 0.1 |
| AFIT220 | 10 | 20 | 0.2 | 49 | 21 | - | 0.1 |
| AFIT221 | 10 | 20 | 0.2 | 49 | 14 | 7 | 0.1 |
| Component Fraction in Scintillator [wt%] | |||||||
|---|---|---|---|---|---|---|---|
| Scintillator | DIN | PPO | Exalite | IBOA | HDDMA | BPADMA | TPO |
| AFIT230 | 0 | 30 | 0.2 | 49 | 21 | 0 | 0.1 |
| AFIT225 | 5 | 25 | 0.2 | 49 | 21 | 0 | 0.1 |
| AFIT220 | 10 | 20 | 0.2 | 49 | 21 | 0 | 0.1 |
| AFIT221 | 10 | 20 | 0.2 | 49 | 14 | 7 | 0.1 |
References
- Hamel, M. Chapter Introduction—Overview on Plastic and Inorganic Scintillators. In Plastic Scintillators; Springer Nature: Cham, Switzerland, 2021; pp. 3–33. [Google Scholar]
- Hausladen, P.; Blackston, M. Passive and active fast-neutron imaging in support of AFCI safeguards campaign. In Oak Ridge National Laboratory; Report No. ORNL/TM-2009/210; Oak Ridge National Laboratory: Oak Ridge, TN, USA, 2009. [Google Scholar]
- Beddar, S.; Tendler, I.; Therriault-Proulx, F.; Archambault, L.; Beaulieu, L. Recent Advances and Clinical Applications of Plastic Scintillators in the Field of Radiation Therapy. In Plastic Scintillators: Chemistry and Applications; Hamel, M., Ed.; Springer International Publishing: Cham, Switzerland, 2021; pp. 425–460. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.B.S. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar] [CrossRef]
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mülhaupt, R. Polymers for 3D Printing and Customized Additive Manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef] [PubMed]
- Mishnayot, Y.; Layani, M.; Cooperstein, I.; Magdassi, S.; Ron, G. Three-dimensional printing of scintillating materials. Rev. Sci. Instrum. 2014, 85, 085102. [Google Scholar] [CrossRef] [PubMed]
- Zhu, J.; Ding, Y.; Zhu, J.; Qi, D.; Su, M.; Xu, Y.; Bi, Y.; Lin, R.; Zhang, L. Preparation and characterization of a novel UV-curable plastic scintillator. Nucl. Instrum. Methods Phys. Res. Sect. A 2016, 817, 30–34. [Google Scholar] [CrossRef]
- Lee, S.; Son, J.; Kim, D.G.; Choi, J.; Kim, Y.K. Characterization of plastic scintillator fabricated by UV LED curing machine. Nucl. Instrum. Methods Phys. Res. Sect. A 2019, 929, 23–28. [Google Scholar] [CrossRef]
- Kim, D.G.; Lee, S.; Kim, Y.H.; Seon, S.J.; Sejin, J.; Jeong, J.Y.; Kim, Y.K. Scintillation Light Output of 3D Printed Plastic Scintillators. In Proceedings of the Transactions of the Korean Nuclear Society Spring Meeting, Jeju, Republic of Korea, 17–18 May 2018. [Google Scholar]
- Kim, D.G.; Lee, S.; Park, J.; Son, J.; Kim, T.H.; Kim, Y.H.; Pak, K.; Kim, Y.K. Performance of 3D printed plastic scintillators for gamma-ray detection. Nucl. Eng. Technol. 2020, 52, 2910–2917. [Google Scholar] [CrossRef]
- Kim, K.; Kim, D.G.; Lee, S.; Park, J.; Son, J.; Kim, Y.K. Neutron-Gamma Pulse Shape Discrimination Using 3D-Printed Plastic Scintillator with High-Concentration PPO. In Proceedings of the 2020 IEEE Nuclear Science Symposium and Medical Imaging Conference (NSS/MIC), Boston, MA, USA, 31 October–7 November 2020; pp. 1–3. [Google Scholar] [CrossRef]
- Lim, A.; Mahl, A.; Latta, J.; Yemam, H.A.; Greife, U.; Sellinger, A. Plastic scintillators with efficient light output and pulse shape discrimination produced via photoinitiated polymerization. J. Appl. Polym. Sci. 2019, 136, 47381. [Google Scholar] [CrossRef]
- Eljen Technology. Pulse Shape Discrimination EJ-276 & EJ-276G. Available online: https://eljentechnology.com/products/plastic-scintillators/ej-276 (accessed on 4 November 2021).
- Zaitseva, N.; Rupert, B.L.; PaweŁczak, I.; Glenn, A.; Martinez, H.P.; Carman, L.; Faust, M.; Cherepy, N.; Payne, S. Plastic scintillators with efficient neutron/gamma pulse shape discrimination. Nucl. Instrum. Methods Phys. Res. Sect. A 2012, 668, 88–93. [Google Scholar] [CrossRef]
- Zaitseva, N.; Glenn, A.; Mabe, A.; Carman, M.; Hurlbut, C.; Inman, J.; Payne, S. Recent developments in plastic scintillators with pulse shape discrimination. Nucl. Instrum. Methods Phys. Res. Sect. A 2018, 889, 97–104. [Google Scholar] [CrossRef]
- Febbraro, M. 3D Printing of Photocurable Scintillating and Low-Background Materials. Presented at the CPAD Instrumentation Frontier Workshop, Stony Brook, NY, USA, 18–22 March 2021. [Google Scholar]
- Frandsen, B.G. Capability Development for Advanced (n,x) Nuclear Data Measurements. Ph.D Thesis, Air Force Institute of Technology, Fort Belvoir, VA, USA, 2022. [Google Scholar]
- van Loef, E.V.; Markosyan, G.; Shirwadkar, U.; Shah, K.S. Plastic Scintillators With Neutron/Gamma Pulse Shape Discrimination. IEEE Trans. Nucl. Sci. 2014, 61, 467–471. [Google Scholar] [CrossRef]
- Laplace, T.; Goldblum, B.; Bevins, J.; Bleuel, D.; Bourret, E.; Brown, J.; Callaghan, E.; Carlson, J.; Feng, P.; Gabella, G.; et al. Comparative scintillation performance of EJ-309, EJ-276, and a novel organic glass. J. Instrum. 2020, 15, P11020. [Google Scholar] [CrossRef]
- McCormack, O.; Giacomelli, L.; Croci, G.; Muraro, A.; Gorini, G.; Grosso, G.; Pasqualotto, R.; Cippo, E.P.; Rebai, M.; Rigamonti, D.; et al. Characterization and operational stability of EJ276 plastic scintillator-based detector for neutron spectroscopy. J. Instrum. 2021, 16, P10002. [Google Scholar] [CrossRef]
- Chikkur, G.; Umakantha, N. A new method of determining the compton edge in liquid scintillators. Nucl. Instrum. Methods 1973, 107, 201–202. [Google Scholar] [CrossRef]
- Dietze, G.; Klein, H. Gamma-calibration of NE 213 scintillation counters. Nucl. Instrum. Methods Phys. Res. 1982, 193, 549–556. [Google Scholar] [CrossRef]
- Brown, J.A.; Goldblum, B.L.; Laplace, T.A.; Harrig, K.P.; Bernstein, L.A.; Bleuel, D.L.; Younes, W.; Reyna, D.; Brubaker, E.; Marleau, P. Proton light yield in organic scintillators using a double time-of-flight technique. J. Appl. Phys. 2018, 124, 045101. [Google Scholar] [CrossRef]
- Pawełczak, I.; Ouedraogo, S.; Glenn, A.; Wurtz, R.; Nakae, L. Studies of neutron–γ pulse shape discrimination in EJ-309 liquid scintillator using charge integration method. Nucl. Instrum. Methods Phys. Res. Sect. A 2013, 711, 21–26. [Google Scholar] [CrossRef]
- Winyard, R.; Lutkin, J.; McBeth, G. Pulse shape discrimination in inorganic and organic scintillators. I. Nucl. Instrum. Methods 1971, 95, 141–153. [Google Scholar] [CrossRef]
- Sasano, M.; Nishioka, H.; Okuyama, S.; Nakazawa, K.; Makishima, K.; Yamada, S.; Yuasa, T.; Okumura, A.; Kataoka, J.; Fukazawa, Y.; et al. Geometry dependence of the light collection efficiency of BGO crystal scintillators read out by avalanche photo diodes. Nucl. Instrum. Methods Phys. Res. Sect. A 2013, 715, 105–111. [Google Scholar] [CrossRef]













| Rel. Light Yield [%] | PSD FoM | |||
|---|---|---|---|---|
| Scintillator | Treated | Untreated | Treated | Untreated |
| AFIT230 | 74.8 ± 1.8 | 72.3 ± 1.6 | 1.26 | 1.25 |
| AFIT225 | 83.0 ± 2.1 | 82.2 ± 2.3 | 1.28 | 1.28 |
| AFIT220 | 77.5 ± 1.8 | 77.8 ± 2.3 | 1.13 | 1.15 |
| AFIT221 | 75.7 ± 1.7 | 74.3 ± 1.7 | 1.14 | 1.12 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Frandsen, B.G.; Febbraro, M.; Ruland, T.; Stephens, T.W.; Hausladen, P.A.; Manfredi, J.J.; Bevins, J.E. Fast-, Light-Cured Scintillating Plastic for 3D-Printing Applications. J. Nucl. Eng. 2023, 4, 241-257. https://doi.org/10.3390/jne4010019
Frandsen BG, Febbraro M, Ruland T, Stephens TW, Hausladen PA, Manfredi JJ, Bevins JE. Fast-, Light-Cured Scintillating Plastic for 3D-Printing Applications. Journal of Nuclear Engineering. 2023; 4(1):241-257. https://doi.org/10.3390/jne4010019
Chicago/Turabian StyleFrandsen, Brian G., Michael Febbraro, Thomas Ruland, Theodore W. Stephens, Paul A. Hausladen, Juan J. Manfredi, and James E. Bevins. 2023. "Fast-, Light-Cured Scintillating Plastic for 3D-Printing Applications" Journal of Nuclear Engineering 4, no. 1: 241-257. https://doi.org/10.3390/jne4010019
APA StyleFrandsen, B. G., Febbraro, M., Ruland, T., Stephens, T. W., Hausladen, P. A., Manfredi, J. J., & Bevins, J. E. (2023). Fast-, Light-Cured Scintillating Plastic for 3D-Printing Applications. Journal of Nuclear Engineering, 4(1), 241-257. https://doi.org/10.3390/jne4010019