Abstract
Cellulose-based materials have attracted great attention due to the demand for eco-friendly materials and renewable energy alternatives. An increase in the use of these materials is expected in the coming years due to progressive decline in the supply of petrochemicals. Based on the limitations of cellulose in terms of dissolution/processing, and focused on green chemistry, new cellulose production techniques are emerging, such as dissolution and functionalization in ionic liquids which are known as green solvents. This review summarizes the recent ionic liquids used in processing cellulose, including pretreatment, hydrolysis, functionalization, and conversion into bio-based platform chemicals. The recent literatures investigating the progress that ILs have made in their transition from academia to commercial application of cellulosic biomass are also reviewed.
1. Introduction
Under the climate neutrality goals proposed by the European Commission to speed up the transition towards a circular economy, boosting sustainable products, empowering consumers for the green transition, reviewing the regulation of construction products, and strategies for sustainable textiles are emphasized [1,2,3,4,5]. The key principles of this conceptual circular economy include conversion of waste into raw materials, the reuse of existing products, and reduction in the use of petroleum-based products [3,4]. In this framework, current approaches are oriented towards the use of natural polymers to reduce environmental risks caused by using petroleum-based materials, but accommodating human needs, which are expanding in both volume and complexity [4,5].
Cellulose is a natural polymer that is available mainly as a structural component of the primary cell wall in lignocellulosic plants—such as cotton, pine, bamboo, and eucalyptus—and also can be biosynthesized by microorganisms [6,7,8,9]. The outstanding characteristics of cellulose are well known, including high mechanical strength, biocompatibility, biodegradability, low cost, and renewability. Moreover, cellulose can be modified/functionalized to endow it with the desired features [10,11]. Therefore, the utilization of cellulosic materials is preferable in a broad spectrum of industries, e.g., paper, textiles, construction, electronics, and medicine [12]. Since cellulose and its derivatives—such as hydroxyethyl cellulose and carboxymethyl cellulose—have been used in various industries because of their sustainability, being cheaper than synthetic polymers, and low pollution, cellulose has played a relevant role in the growth of numerous eco-friendly materials, which can be influential in the economy and promote sustainable use [13]. The main drawback of cellulose is its processability. Dissolving natural cellulose is the most important and difficult step in the fabrication process because of its low solubility in most organic solvents—and especially its insolubility in water. This is due to its stiff molecules (high degree of polymerization (DP) ranging from 10,000 glucopyranose units and numerous intra- and intermolecular hydrogen bonds) [14]. With these hydrogen bonds between and within the fibrils, the typical cellulose is referred to type I cellulose, with Iα and Iβ structures. Dissolution of cellulose and subsequent conversion to its pure state (i.e., regeneration) result in type II cellulose having a looser structure and being easier to process [15,16]. However, cellulosic products can be truly sustainable according to the circular economy only if their processing is also sustainable. This is dependent on the selection of the dissolution solvent.
Ionic liquids (ILs) are molten salts that consist of bulky organic cations and inorganic/organic anions. They consist of pyridinium, imidazolium cations, and OAc−, HCOO−, or Cl− anions, for example, which have the ability to dissolve cellulose [15,17]. Due to the reduced electrostatic forces between the cations and anions in these salts, along with their asymmetry, it is difficult to form a regular crystalline structure. Therefore, they can be liquid at low or room temperature. ILs are well known as emerging green solvents due to their recyclability, excellent thermal and chemical stabilities, non-flammability, high surface activity, and heat capacity [13]. Importantly, ILs can be used for the efficient dissolution of polysaccharides such as cellulose due to the complex Coulomb, Van der Waals, and hydrogen bonds [18]. After the dissolution of cellulose for pretreatment or functional modification, ILs can be recycled by evaporation of the anti-solvent of cellulose, e.g., water and alcohols. From the viewpoint of sustainability, this is a renewable means to minimize the solvent consumption in the environment.
With the variety of cation and anion pairs of ILs, the solubility and properties of cellulose are varied, among which the pretreated/modified cellulose can be applied in a number of applications. In this review, recent research progress on the dissolution, treatment, functionalization, and conversion of cellulose in ILs, along with their commercialization, were summarized.
2. Pretreatment, Hydrolysis, and Regeneration of Cellulose in ILs
To date, a number of ILs have been investigated as rapid cellulose-dissolving solvents, but 1-butyl-3-methylimidazolium chloride ([BMIM]Cl) was identified as one of the most appropriate ILs for the dissolution and processing of cellulose. In particular, the effectiveness of ILs could be enhanced when being paired with Cl− compared to other anions, such as Br−, BF4−, or PF6−, owing to the ease of (hydrogen) bonding with cellulose [19]. A study by Erdmenger et al. [20] on the effects of different alkyl chain lengths of 1-alkyl-3-methylimidazolium chloride on the solubility of cellulose revealed that the highest solubility was obtained by using [BMIM]Cl. These findings have inspired other recent studies to exploit the use of [BMIM] for development of cellulose-based products. However, the limitation of [BMIM] was its high viscosity, which slows down the dissolution of cellulose. Hence, N-allylpyridinium chloride IL ([APy]Cl) and 1-ethyl-3-methylimidazolium diethylphosphonate IL ([EMIM]DEP), with lower viscosity, were used as solvents for the dissolution of cellulose. On the other hand, a co-solvent—e.g., dimethyl sulfoxide (DMSO) was added to ILs to reduce their viscosity and facilitate a certain degree of swelling [21,22,23]. After dissolving cellulose, resulting in a cellulose solution, cellulose was converted into its pure state by precipitation/coagulation in a cellulose anti-solvent such as water or alcohol, yielding a hydrogel with the disappearance of the typical fiber morphology (Figure 1a,b). However, there were differences in some properties of the regenerated cellulose precipitated by water and ethanol, due to the different interactions of anions of ILs and the anti-solvents (Figure 1c); cellulose regenerated with water showed better thermal stability than that regenerated using ethanol. This was because water could more easily form hydrogen bonds with cellulose, and allowed the formation of more organized cellulose [24]. Afterwards, these anti-solvents were removed from the IL-treated cellulose by either standard desiccation or freeze-drying.
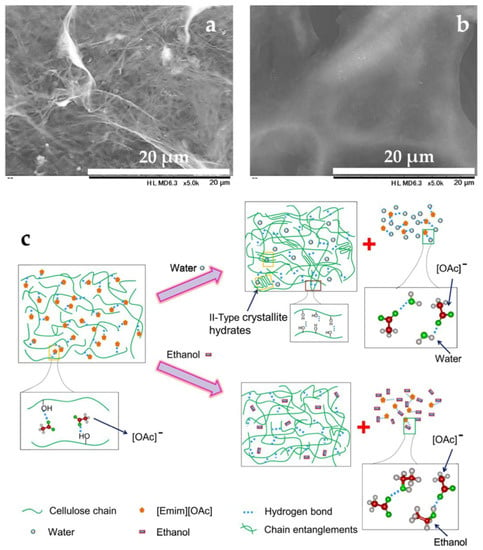
Figure 1.
Cryo-SEM images of native bacterial nanocellulose pellicles (a) and cellulose hydrogel after dissolution in 1-ethylpyridinium chloride IL and regeneration in water (b) (authors’ own work). Schematic representation of the regeneration of cellulose in water and alcohol (c) (reprinted with permission from [24]. Copyright © 2019, Elsevier).
2.1. Decrystallized Cellulose
Decrystallization is a complex process where suitable solvent molecules penetrate and disrupt crystalline domains from the outer shell of cellulose fiber to the core. After disruption, the solubilized polymer chains begin to separate, destroying the crystal lattice, and in some cases disentangling, eventually leading to full dissolution [25,26]. To enhance decrystallization, ILs can be used to pretreat lignocellulosic biomass [27]. The IL-based pretreatment technology is a promising technology for the production of biofuel and chemicals. In biochemical conversion processes in which sugars are converted into biofuels via fermentation, cellulose and hemicellulose can be pretreated to improve hydrolysis into sugars, since the rigid and highly ordered crystalline structure of the native cellulose prevents the interaction of its β-(1,4)-glycosidic bonds from hydrolyzing by enzymes [28]. After the pretreatment, the enzymatic digestibility could be improved from 11 to 90% due to the increased number of pores and surface area of the pretreated biomass, resulting in high glucose release (Figure 2) [29,30]. During IL pretreatment, decrystallization of the native crystalline cellulose occurred, which was caused by the swelling of crystalline cellulose with IL molecules (Figure 3).
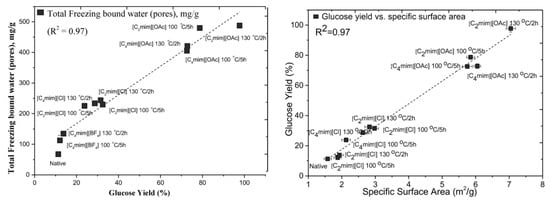
Figure 2.
Correlation between porosity (left) and surface area (right) of the pretreated cellulosic biomass vs. glucose yield (reprinted with permission from [29]. Copyright © 2018, Elsevier).
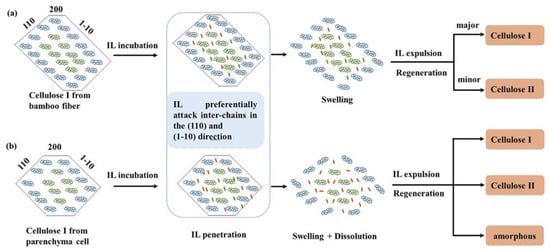
Figure 3.
A probable scenario of the behavior under IL pretreatment of cellulose from bamboo fibers (a) and parenchyma cells (b). Initially, IL penetrated the spaces between chains in the direction of the (110) and (10) planes, and caused the formation of disordered cellulose upon further treatment in IL. After expulsion of the IL with water, the cellulose chains recrystallized to cellulose II, cellulose I, or amorphous, depending on the severity of the IL treatment (reprinted with permission from [27]. Copyright © 2022, American Chemical Society).
In the most of the pretreatment studies, ILs reduced the crystallinity of cellulose I lattices or transformed them into amorphous cellulose II [9]. Ren and Zhu et al. [27] reported the changes in the crystallinity index, d spacings of the (110) and (10) planes, and crystallite sizes of cellulose from bamboo fibers, along with the transformation from cellulose I to cellulose II after pretreatment with 5% w/w 1-butyl-3-methylimidazolium acetate ([BMIM]OAc) at 130 °C for 6 h. Among the imidazolium-based ILs, [BMIM]Cl, 1-ethyl-3-methylimidazolium acetate ([EMIM]OAc), and [BMIM]OAc, [EMIM]OAc was found to be the most effective ILs in removing lignin and obtaining cellulose-II-rich material (<20% crystallinity) when being treated at 70 °C for 3 h [9]. However, in the shorter treatment time (20 min), the crystallinity of lignocellulose biomass was capable of reducing to <30% after treating with [BMIM]Cl, 4-butyl-4-methylmorpholinium chloride ([BMMORP]Cl), and 1-decyl-3-dimethylimidazolium methylphosphite ([DMIM]MP) at 75, 150 °C, and room temperature, respectively, while the crystallinity of cellulose after treatment with 1-butyl-1-methylpiperidinium chloride ([BMPIP]Cl) at >230 °C slightly reduced the crystallinity to 63% [31]. The efficiency of cellulose pretreatment in ILs to produce decrystallized cellulose and the smaller molecules is listed in Table 1. In addition to species of ILs, the decrystallization also depends on the source of biomass [32,33].

Table 1.
Recent ILs used in pretreatment and hydrolysis of cellulose.
2.2. Cellulose Nanocrystals
Cellulose nanocrystals (CNCs) have a great potential as nanofillers in polymeric matrices to improve their mechanical properties. Traditional CNC extraction involves the use of highly concentrated sulfuric acid to selectively separate the amorphous domain from nanoscale crystalline region of the native cellulose. This process requires energy, along with time-consuming purification steps, such as neutralization and dialysis [39]. Therefore, low-concentration acidic IL-based media have attracted increasing interest. In hydrolysis, microcrystalline cotton cellulose (MCC) has been used as a main cellulose source. For the IL, 1-(4-sulfobutyl)-3-methylimidazolium hydrogen sulfate ([SBMIM]HSO4)—an acidic IL—was reported to be an effective IL at rather low concentrations of <4% for the production of CNCs after swelling cellulose in [BMIM]Cl and 1-butyl-3-methylimidazolium hydrogen sulfate ([BMIM]HSO4) (Figure 4a–d) [39]. When the amorphous region of cellulose was removed as shorter chain segments—e.g., glucose/cellulose oligomer [40,41]—the crystalline structure was preserved, obtaining CNCs (Figure 4e). With the paired anion HSO4—e.g., 1-butyl-3-methylimidazolium hydrogen sulfate ([BMIM]HSO4)—CNCs with dimensions of 75–80 nm in length and 15–20 nm in diameter were obtained, with crystallinity of 95.8% [42]. Although the use of acidic ILs in producing CNCs has recently increased, [BMIM]Cl has been proposed as a good candidate owing to its negligible cellulose degradation under processing conditions. However, the addition of acids to initiate the hydrolysis was required after cellulose was swollen in [BMIM]Cl [43]. For example, after swelling cellulose in [BMIM]Cl at 45 °C for 2 h, 70% w/w oxalic acid (twofold) was added to conduct the hydrolysis at 90 °C for 7 h [44]. The preparation of CNCs from cellulose extracted from cotton gin motes using [BMIM]Cl and a diluted acid mixture was reported. The concurrent process involved minimal swelling of cellulose with the IL and hydrolysis of the cellulose by the addition of either phosphoric (H3PO4), hydrochloric (HCl), or sulfuric (H2SO4) acids [45]. The highest aspect ratio of about 28 was obtained from the hydrolysis with H3PO4 in the presence and absence of IL. However, the hydrolysis in IL/acid mixtures reduced the amount of acid used from the acid ratio of 230 to 3.5 at operating temperatures of 100 and 90 °C, respectively.
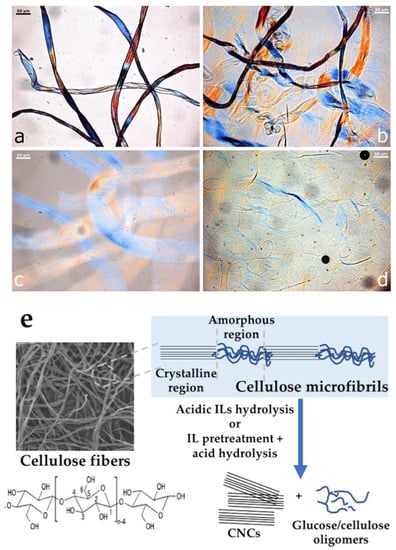
Figure 4.
Morphologies of cotton fibers observed by optical microscopy during IL treatments: native cellulose fibers (a), partial and advanced swelling (b,c), destructuring into fibrils in [BMIM]Cl/[BMIM]HSO4 (d) (reprinted with permission from [39]). Schematic isolation of CNCs from cellulose fibers by hydrolysis in ILs (e) (an SEM image of cotton fiber from authors’ own work).
Additionally, in the focus on mild conditions to extract CNCs, the methods were ultrasonic pretreatment in combination with [BMIM]Cl and milder acid hydrolysis (20–23% w/w H2SO4) [46], or use of the co-solvent [47]. The efficient preparation of CNCs from MCC, utilizing [BMIM]HSO4 with DMSO as a co-solvent, was investigated. The properties of CNCs obtained from pure IL and the mixture with DMSO were comparable [47].
2.3. Shaped Regenerated Cellulose
To develop new eco-friendly materials with the desired properties, and to achieve a variety of environmental and social goals, new cellulose production techniques are emerging, such as dissolution in IL followed by fabrication in different shapes. Several ILs have been used for the dissolution of cellulose prior to regeneration and formation in water or ethanol. The impacts of ILs on the properties of the regenerated cellulose—such as the transparency of the films and mechanical properties of the fibers reported in the studies to date—are summarized in Table 2.
As for cellulose fiber production techniques, wet spinning of cellulose from solution in ionic liquids was an efficient method that resulted in fibers with high tensile strength (~1 GPa) and Young’s modulus (30–40 GPa) [48,49,50]. After cellulose solutions were prepared in ILs, the cellulose solution was slowly solidified in a coagulation bath, where the ILs were replaced by the anti-solvent, resulting in a hydrogel. This anti-solvent was then removed from the hydrogel fibers by drying. Depending on the IL, cellulose concentration, and temperature of the coagulation bath, the mechanical properties of the cellulose fibers varied [51]. It was reported that a 13% w/w solution of dissolved pulp in [DBNH]OAc could be effectively spun and drawn in air and regenerated in water in a coagulation bath at 15 °C, but not at 30 or 45 °C. This yielded filaments with high tensile strength (552 MPa) and Young’s modulus (23.2 GPa) comparable to those of the commercial N-methylmorpholine N-oxide (NMMO)-based Lyocell process [52]. With the lower concentration of cellulose (3%) in [BMIM]OAc, cellulose microfibers with an average width of 1.95 ± 0.9 μm were obtained via wet-type electrospinning under an electric field of 4.8 kV/cm and a feed rate of 2.38 mL/h. The strength was about 12 MPa [53]. Similarly, the fibers prepared by wet electrospinning using 3% cellulose in [BMIM]OAc, [DMIM]Cl, and [EMIM]OAc possessed a tensile strength of ca. 14 MPa [12].
Phosphate-based ILs also showed good capacity for the dissolution and subsequent regeneration of cellulose. The degree of dissolution of wood pulp cellulose in these ILs followed the order of [EMIM]DEP > 1-butyl-3-ethylimidazolium diethyl phosphate ([BEIM]DEP) > 1-ethyl-3-methylimidazolium dimethyl phosphate ([EMIM]DMP), which was consistent with interaction results obtained by quantum chemical calculation [11]. The degree of dissolution increased with increasing temperature and time [11], producing spun fibers or films with good mechanical properties. Zhang and Kitayama et al. [54] and Zhou and Kang et al. [55] showed that cellulose could be successfully spun using [EMIM]DEP. A nonwoven fabric consisting of fine fibers with an average diameter in the micron range was obtained. The tensile strength of the samples was greatly influenced by the fabric structure formed upon regeneration of cellulose from solution (5% w/w). The crystallinity of the fabric was relatively high (up to 67.6%), owing to its well-defined molecular orientation [54]. For the Cl- and OAc-based ILs, among [AMIM]Cl, [BMIM]Cl, and [EMIM]OAc, the regeneration process to form the film was most difficult in [EMIM]OAc (when 3% cellulose solution was used)—because of the relatively long time required for the gel’s formation—followed by [AMIM]Cl, and [BMIM]Cl [56]. Liang et al. [57,58] found that the complete coagulation of a cotton fiber dissolved in [EMIM]OAc took longer than 10 h. The film produced from [AMIM]Cl had the highest crystallinity (52%), transparency (90% transmittance at 550 nm), and tensile strength (152 MPa), followed by the films produced from [BMIM]Cl and [EMIM]OAc [56].
Table 2.
ILs and properties of the shaped regenerated cellulose in terms of transparency (% light transmittance), tensile strength (σ), Young’s modulus (E), and elongation at break (ε).
Table 2.
ILs and properties of the shaped regenerated cellulose in terms of transparency (% light transmittance), tensile strength (σ), Young’s modulus (E), and elongation at break (ε).
| IL | Shape | Property | Ref. |
|---|---|---|---|
| [EMIM]OAc | Fiber | 8–50 MPa σ, 65% transmittance | [12,23] |
| 1-Ethyl-3-methylimidazolium diethyl phosphate ([EMIM]DEP) | Fiber | 200–900 MPa σ, 5–40% ε, 90% transmittance | [54,55,59,60] |
| 1-Ethyl-3-methylimidazolium Octanoate ([EMIM]Oc) | Fiber | 405 MPa σ, 33 GPa E | [50] |
| 1-Ethyl-3-methylimidazolium bis(trifluoromethylsulfonyl)imide ([EMIM]TFSI) | Ionogel (thick sheet) | High conductivity (7.8 mS/cm), 506 MPa E | [61] |
| [BMIM]Cl | Fiber | ~1 GPa σ, 30–40 GPa E | [48,49] |
| Film | 10–75 MPa σ, 3.4–3.6% ε, 76% transmittance | [56,62,63] | |
| [BMIM]OAc | Fiber | 6–14 MPa σ | [12] |
| [AMIM]Cl | Film | 5–152 MPa σ, 1–12 GPa E, 0.5–3% ε, 90% Transmittance | [64,65,66,67] |
| 1-Decyl-3-methylimidazolium chloride ([DMIM]Cl) | Fiber | 6–15 MPa σ | [12] |
| 1,5-Diazabicyclo[4.3.0]non-5-enium acetate ([DBNH]OAc) | Fiber | 552 MPa σ, 23 GPa E | [52] |
| 1,8-Diazabicyclo[5.4.0]undec-7-enium carboxylate (DBUH-SILs) and 1,5-Diazabicyclo[4.3.0]non-5-enium carboxylate (DBNH-SILs) | Film | 26–100 MPa σ, 1–3 GPa E, 2–6% ε | [60,68] |
| 1,5-Diazabicyclo[4.3.0]non-5-enium propionate ([DBNH]CO2Et) | Bead/aerogel | 0.5–0.7 mm Bead size, 240–340 m2/g specific surface area, 0.04–0.07 g/cm3 density | [69] |
For the new ILs, Li et al. [68] screened 22 superbase-derived ILs (SILs), including sixteen 1,8-diazabicyclo[5.4.0]undec-7-enium carboxylate SILs (DBUH-SILs) and six 1,5-diazabicyclo[4.3.0]non-5-enium carboxylate SILs (DBNH-SILs), for cellulose dissolution and film forming. They found that the regenerated cellulose films produced from 2% cellulose in SILs had smooth morphology and high mechanical strength (70–100 MPa). However, the transparency and tensile properties (transmittance of 26% and tensile strength of 42 MPa) of wood cellulose films produced using 3% w/w cellulose in DBNH ILs were much lower than those of the films prepared in [EMIM]DEP (90% and 124 MPa, respectively) (Figure 5).
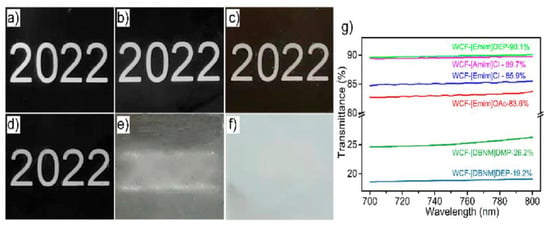
Figure 5.
Photographs of wood cellulose films (WCFs) prepared using different ILs: [EMIM]DEP (a), [EMIM]OAc (b), [EMIM]Cl (c), [AMIM]Cl (d), [DBNM]DMP (e), [DBNM]DEP (f), and transmittance values at 800 nm (g) (reprinted with permission from [60]. Copyright © 2022, American Chemical Society).
Based on these results, [EMIM]DEP was a potential solvent for preparing cellulose films using wood cellulose as the raw material, and can be used as a solvent to prepare a highly efficient ultraviolet (UV)-to-red light conversion cellulose film, which was conducive to photosynthesis [60]. To form cellulose beads and aerogels, [DBNH]CO2Et was more suitable than [EMIM]OAc, due to the higher intrinsic viscosity of the cellulose [69]. The imidazolium or pyridinium cations with OAc anions were more suitable as dispersing solvents for cellulose in the production of fibers [70]. The size of the beads varied depending on the cellulose concentration and anti-solvent [69] (Figure 6). Moreover, recent efforts also revealed the use of IL derivatives to produce cellulose materials with adjustable properties, such as having a response to external stimuli. The new IL derivatives were developed by combining them with metals. For example, nickel(II) or chromium III) salts and [EMIM]Cl were combined and incorporated into a nanofibril network to synthesize highly porous hydrothermochromic nanofoams, spheres, and flexible films. The prepared materials had the properties of reversible color switching via moisture adsorption controlled by temperature (hydrothermochromism (HTC)). The color switch was tailored by the topochemistry of cellulose nanofilaments, composition of ILs, hybrid architecture, and humidity [10].
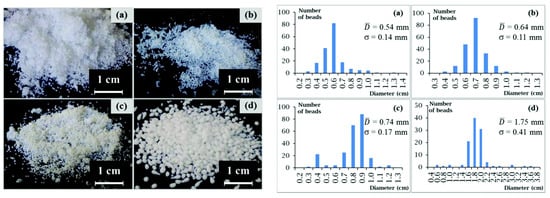
Figure 6.
Photographs (left) and size distribution (right) of cellulose aerogel beads from 2% (a–c) and 3% (d) cellulose–[DBNH]CO2Et solutions coagulated in water (a), isopropanol (b), and ethanol (c,d) (reprinted with permission from [69]. Copyright © 2018, Royal Society of Chemistry).
3. Functionalization
Biopolymer-based products are attracting increasing interest because of the decrease in fossil resources, and because of their potential in the replacement of petroleum-based polymers. For the structural design of advanced polysaccharide derivatives, the functionalization of the polymer backbone is usually a promising path [59,71]. The reactive hydroxyl groups on the cellulose backbone have been used as a breakthrough point for modification with expectant functional groups or combination with other materials, so as to produce cellulose-derivative-based products and, consequently, to enhance their applications [72]. In the use of ILs as reaction media, the ILs disrupted the hydrogen bonding networks between adjacent cellulose chains. Then, cellulose was modified in the IL, while some cellulose could be degraded when high concentrations of ILs were applied during modification [73]. Studies of cellulose functionalization in ILs were reported, such as aminolysis to synthesize soluble N-functionalized cellulose derivatives (aminopolysaccharides) and esterification to synthesize cellulose esters. However, the reported aminolysis of cellulose using ILs was rare [71,72]. For esterification, a number of studies have reported acetylation and benzoylation in ILs. In the homogeneous acylation of cellulose with different anhydrides and chlorides, BMIM—e.g., [BMIM]Cl—has proven to be a good solvent/medium providing high yields of cellulose esters and cellulose fatty esters [67,74]. Zhao and Wang et al. [75] reported esterification of CNCs with long-chain fatty acids from methyl laurate using a binary mixture of [BMIM]BF4 and [BMIM]HSO4 protic ionic liquids (PILs) in conjunction with lipase. The esterified CNCs were successfully prepared at 80 °C in a short time (3 h). This was because PILs containing substituted imidazolium cations were able to dissolve cellulose rapidly, i.e., about 5% w/w of cellulose could be dissolved within 20 min at 80 °C [76]. Usually, PILs have been prepared by using organic superbases and carboxylic acids. With increasing alkyl chain length in the anions, the thermal stability and ionic conductivity increased, whereas the melting point, glass transition temperature, cellulose solubility, and viscosity decreased [77,78,79]. In addition, PIL solvent systems also demonstrated a certain degree of catalytic performance during the derivatization process. Hanabusa et al. [80] demonstrated that [DBUH]OAc, [DBUH]OPr, [DBNH]OAc, [DBNH]OPr, and [DMPH]OPr had sufficient catalytic activity for the acetylation of cellulose. The mechanism of the acetylation in PILs—e.g., [DBUH]OAc—in Figure 7 shows that acetylated DBUH could further react with the hydroxyl group of cellulose, forming cellulose acetate and acetic acid after deprotonation and isomerization. The DBUH was then used for the next cycle of acetylation of cellulose. On the other hand, the catalytic activities of [THPH]OFo, [THPH]OAc, [DMPH]OAc, [DBNH][OFo], and [DBUH][OFo] were found to be very low for this reaction. To lower the viscosity of the reaction medium and enhance esterification efficiency, DMSO was also used as a co-solvent [36]. Moreover, with their electrochemical stability and inherent ionic conductivity, ILs such as 2-hydroxy-ethyl-trimethylammonium dihydrogen phosphate ([Ch]DHP) simply composited with cellulose have also been developed for actuator applications [81,82].
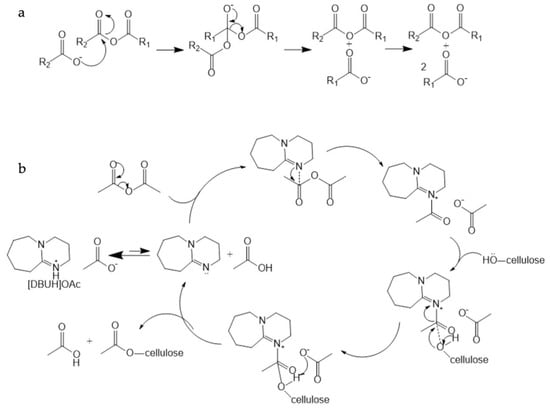
Figure 7.
Mechanisms of acetylation of cellulose in [DBUH]OAc (a) and the generation of carboxylic anhydride from the carboxylate anion and Ac2O (b) (reprinted with permission from [80]. Copyright © 2018, Royal Society of Chemistry).
4. Conversion of Cellulose in ILs into Bio-Based Platform Chemicals
Recent studies have investigated the production of biomass-derived chemical building blocks such as 5-hydroxymethylfurfural (HMF) and levulinic acid (LA). These chemical building blocks derived from carbohydrates have been important in the efforts to establish a green chemical industry [83,84]. This is because the demand for renewable energy alternatives is expected to increase due to the progressive decline in the supply of petrochemicals [85]. Hence, decomposition of biomass feedstock is a promising technique for producing versatile chemicals, e.g., HMF and LA, which are platform chemicals used as precursors of several versatile chemicals used in producing adhesives, biopolymers, biofuels, etc. [43,86] (Figure 8). Until now, the tendency of using ILs as catalysts and/or solvents in the processing of lignocellulosic biomass for the production of sugars and, subsequently, for the productions of HMF and LA, has been increasing due to the versatility of ILs in functioning as both solvents and catalysts. A schematic illustration of the production of bio-based platform chemicals is shown in Figure 9.
HMF with an optimal yield of 28% was converted from cellulose by employing biochar sulfonic acid catalysts dispersed in [BMIM]OAc [87]. However, combining this with an ion-exchange resin catalyst resulted in an increase in the HMF yield from pretreated bagasse to 65.7% after 25 min [88]. Glucose—the model compound of cellulose—is one of the most important starting components for bio-based chemical synthesis. The kinetics of glucose decomposition catalyzed by an acidic-functionalized IL—1-sulfonic acid-3-methyl imidazolium tetrachloroferrate ([SMIM]FeCl4)—were studied by Ramli and Amin in 2018 [89]. The pathway included triple dehydration of glucose to produce HMF, rehydration of HMF with two water molecules to produce LA, and decomposition of glucose and HMF to produce humins—an insoluble dark brown byproduct. This IL could improve the conversion of glucose to HMF and LA, with yields of 30 and 60%, respectively, after 250 min. For a Brønsted–Lewis acidic IL ([HO3S-(CH2)3-py]Cl-FeCl3) showing a better synergistic catalytic effect than those of other catalysts, 70% cellulose was converted to glucose and LA in pure water at 180 °C in 10 h, and the maximum yield of LA was 49% [90]. For the different Brønsted acidic ILs such as tetramethylguanidinium hydrogensulphate ([TMGH]HSO4)-FeCl3 or [TMGH]HSO4-CrCl3 in H2O-CO2, [TMGH]HSO4-CrCl3 in H2O, FeCl3 in H2O, and FeCl3 or CrCl3 in H2O-CO2, could convert cellulose to LA with yields of 41–45% [91]. The CO2 could act as a switch in cellulose dissolution, gelation, and re-dissolution processes in the TMGH IL [92]. In studies utilizing a co-solvent to enhance the cellulose dissolution capacity of ILs, a biphasic system consisting of [BMIM]Cl and DMSO was used to pretreat and hydrolyze hardwood biomass. As a result, an optimal HMF yield of 70% was obtained [93]. It was suggested that the use of a biphasic system reduced humin formation, which could impede HMF production.

Figure 8.
Exemplification of LA-derived chemicals (reprinted with permission from [91]. Copyright © 2018, Royal Society of Chemistry).
Figure 8.
Exemplification of LA-derived chemicals (reprinted with permission from [91]. Copyright © 2018, Royal Society of Chemistry).


Figure 9.
Schematic illustration of the production of bio-based platform chemicals.
Figure 9.
Schematic illustration of the production of bio-based platform chemicals.

In addition, HMF could be produced with up to 80% yield in the presence of choline chloride (ChCl) [94]. Hence, the mixture of IL, DMSO, and ChCl had a high potential to improve HMF yield. Chuang and Muega et al. [95] studied the effect of the biphasic reaction conditions on the efficiency of HMF production in [AMIM]Cl, [BMIM]HSO4, and [EMIM]Cl in combination with ChCl and DMSO at different ratios from glucose, fructose, and cellulose sources at an operating temperature of over 100 °C. Yields of 85 and 9.5% HMF were obtained from fructose and cellulose, respectively, using [EMIM]Cl-ChCl/DMSO (1:1 w/v). Since cellulose required strong acids to break the glycosidic bonds before conversion into HMF, the yield of the direct conversion of cellulose to HMF was low. Meanwhile, the HMF yield from glucose was 55% using [BMIM]HSO4-ChCl/DMSO. This suggested that a solvent with better cellulose dissolution capability was necessary to increase the probability of collision between the cellulose components in the presence of solid acid catalysts and break them down into their constituent glucose units. This report showed that fructose was the most appropriate for HMF production [95]. Moreover, LA-based PILs were reported as efficient solvents for the dissolution/pretreatment of cellulose towards enhanced enzymatic hydrolysis/catalytic conversion at ambient temperatures [96,97,98,99].
5. Commercial-Scale Processing of Cellulose Using ILs
The interest of industries, to date, is seemingly in the improvement of the environmental sustainability of their technology by using ILs in the processing of cellulosic biomass and waste. Ionic liquids used at the commercial scale are listed in Table 3.
Table 3.
Ionic liquids used in industries to process cellulosic materials.
For the cellulose source, utilization of waste products such as recycled textile fibers led to a cost reduction of USD 11,798,662.98 in the full-scale production, demonstrating a relevant pathway for companies to transition to a circular economy through the recycling and recovery of textile waste [105]. Increasing the scale of a plant would also facilitate processes using textile waste because of the waste availability. Regeneration of textile waste fibers via ILs to separate cotton cellulose from polyester composite blended fabrics is depicted in Figure 10.
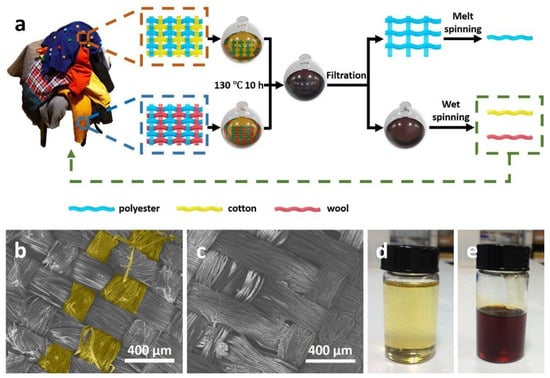
Figure 10.
Regeneration of textile waste fibers via ILs to separate cotton cellulose from polyester composite blended fabrics: A schematic diagram of the separation and regeneration of cotton–polyester blended fabric (a). SEM image of cotton–polyester blended fabric before dissolution (b). SEM image of the polyester fabric remaining after dissolution (c). Photograph of the [BMIM]Cl (d). Photograph of cellulose and wool keratin dissolved in [BMIM]Cl (e) (reprinted with permission from [106]).
The commercial processing of cellulose-containing products using ILs in the past decade has been carried out by 3M company (USA) for making self-bonded cellulosic nonwoven webs using [EMIM]OAc–water mixtures rather than the conventional use of binders or adhesives to bind the fibers. This was intended to be analogous to the process of melt-bonded thermoplastic fibers [100]. As protective and compensation films for liquid crystalline display, Eastman Chemical Company (USA) commercialized the production of regioselective substituted cellulose esters from cellulose dissolved using halogenated ILs [101] and carboxylated ILs [102]. Panasonic (Japan) patented their new ILs with the chemical formulae [(CH3)3N(CH2)2OH]+[NH2-L-CHNH2—COO]− [104] and [(CH3)3N(CH2)2OH]+[NH2-L-COO]− [103], where L is absent or a linker such as —(CH2)2— or —(CH2)3—, for dissolving cellulose. Ioncell Oy (Espoo, Finland) commercialized the Ioncell® process using ILs to dissolve cellulose and shape it based on a dry-jet wet spinning technique to produce wood-based and recycled textile fibers [107]. The technological research project GRETE was budgeted at EUR 2.5 million [108]. In this process, textile waste, pulp, and old newspaper were used as cellulose sources [109,110], and DBNH-based ILs such as [DBNH]OAc [111,112] and 1,5,7-triazabicyclo[4.4.0]dec-5-enium acetate [TBDH]OAc [113] were used as solvents. Their pilot plant, which produces 10 kg of fibers per day, was opened in 2020 [114], and they established a start-up company in 2022 to scale up for full commercial production [107]. Metsä Fibre, owned by its parent company Metsäliitto Cooperative, has developed wood-based fibers using ILs in a pilot-scale production with fabric construction partners, such as Itochu Corporation [115]. The fiber textile product is called Kuura, made from paper-grade wet wood pulp that still contains some hemicellulose [116]. A Dendronic biomass fractionation process using synthesized ILs has been developed by Lixea. Different types of biomass—including agricultural residues, crops, forestry residues, and waste construction wood—have been used in the process to produce greener alternatives with new purpose—for instance, the fractionation into cellulose with low hemicellulose content to be used in bioplastics and biofuels. Their pilot plant is currently under construction [117].
The commercial scale of other applications of cellulose processed using ILs—such as production of biofuel, bioethanol, and bio-based chemicals—has not been fully developed, possibly due to the challenge of production costs. The feasibility of these productions on a larger scale has been assessed based on manufacturing costs or minimum product selling price (MPSP) by techno-economic analysis (TEA) from a simulation perspective. An example plant scheme is depicted in Figure 11. In the production of sugar for biofuel, TEA of a commercial-scale 113 million liter/year (30 million gal/year) cellulosic biorefinery using [EMIM]OAc pretreatment estimated that the sugar production costs from corn stover, switchgrass, and poplar feedstocks would be 2.7, 3.2, and 3.0 USD/kg, respectively. For IL pretreatment to be economically competitive with the conventional sulfuric acid pretreatment, >97% IL recovery, USD ≤ 1/kg IL cost, and >90% heat recovery were necessary [118,119]. As IL recovery was the most sensitive parameter, TEA of the IL recovery step in a eucalyptus cellulose pretreatment process with [EMIM]OAc and [Ch]OAc was proposed [120]. The high operating costs in the IL recovery step were entailed by the high volumes of water used in the washing step. Heating costs increased from approximately 20 to 80 USD/t of recovered [EMIM]OAc and from 20 to 100 USD/t of recovered [Ch]OAc. The minimal total recovery costs (16 USD/kg of treated wood) were found in washing pretreated biomass with 5.5 g of water/g of IL, obtaining the highest glucan digestibility (83.07%) when using [EMIM]OAc. However, the price estimated for [EMIM]OAc ranged from 20 to 101 USD/kg, or 5–20 times of the price of organic solvents. Brandt-Talbot et al. [121] estimated the cost-effectiveness of using triethylammonium hydrogen sulfate IL ([TEA]HSO4) (1.24 USD/kg) for sugar production from cellulosic biomass feedstock. The preliminary analysis revealed a 30% reduction in operating expenditure. Another techno-economic study in 2020 reported that the costs of [TEA]HSO4 and 1-methylimidazolium hydrogen sulfate ([HMIM]HSO4) used for biomass pretreatment were 0.78 and 1.46 USD/kg, respectively, which were comparable to those of common organic solvents such as acetone and ethyl acetate (1.3 and 1.4 USD/kg, respectively) [122]. The complementarity of steam explosion with [TEA]HSO4 pretreatment suggested a ~33% profit enhancement relative to [TEA]HSO4 alone, mainly due to the recovery of oligosaccharides derived via the steam explosion step [123]. Unlike the IL price, IL make-up due to losses of IL during the pretreatment process and recycling was a critical parameter to minimize the operating cost. At high rates of IL recycling (>95%), the influence of IL price (1.46 USD/kg) on the internal rate of return (IRR) and the production cost were reduced when the IL makeup was lower than 1% [124] (Figure 12).
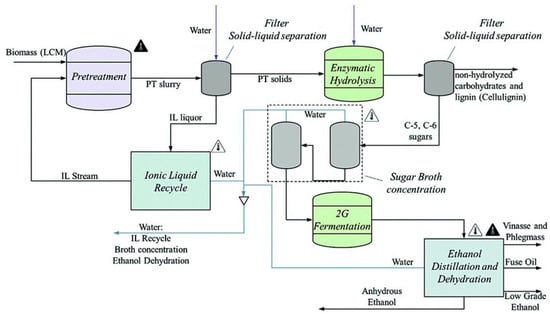
Figure 11.
Ethanol production plant simulation designed using Aspen Plus®. Triangles identify relevant steam consumption processes: 6 bar (black); 2 bar (white) (reprinted with permission from [124]. Copyright © 2021, Royal Society of Chemistry).
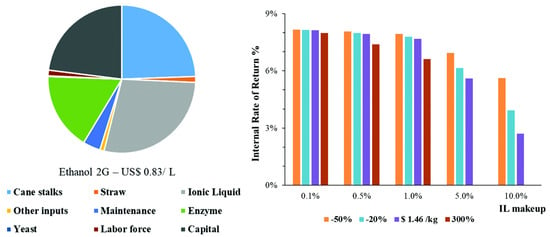
Figure 12.
Breakdown of anhydrous ethanol production cost, considering the pretreatment scenario at 130 °C with water content in liquid fraction of 30% w/w, solid content of 30% w/w, and IL make-up of 5%. The production cost of 1 L of ethanol is USD 0.83. The total yearly production cost for ethanol is USD 88.4 million (left). Impact of IL make-up and price on the economic feasibility of the process in terms of the internal rate of return (right) (reprinted with permission from [124]. Copyright © 2021, Royal Society of Chemistry).
For HMF production, the TEA showed that annual operating costs were highly associated with the recycling of the deep eutectic solvent (DES)/IL/metal catalysts. The MPSP of HMF of USD 16,453/t for the base case (ZnCl2/lactic acid recycling 5 times, acetone/water washing 5 volumes, CuCl2-CrCl2-[EMIM]Cl recycling 10 times, HMF yield of 55%, and production capacity of 100 t/h) was achieved with an IRR of 10% [125].
6. Conclusions and Outlook
Cellulose has been considered a promising sustainable material that can also be used as a cheap feedstock for the production of biochemicals and biofuels. According to the circular economy, cellulosic products will be truly sustainable when their production is also sustainable. Thus, the selection of the solvent is one of the most important steps. Due to their high solvation power and environmentally friendly nature, ionic liquids have become attractive for processing cellulose, e.g., pretreatment (decrystallization) in biorefineries, hydrolysis (i.e., selective removal of the amorphous region, forming highly crystalline cellulose nanocrystals), and regeneration of cellulose to fabricate cellulose hydrogels, films, fibers, or beads. In the functionalization of cellulose and production of bio-based platform chemicals, IL shows a synergistic effect as a reaction medium and catalyst. New ILs synthesized for cellulose processing—especially superbase-derived ILs—and the conditions of widely used ILs, i.e., imidazolium in cellulose processing, are updated in this review. However, there is a challenge related to the generalization of the choice and the specific conditions of using ILs for a particular application. An IL paired with acetate has been extensively reported as a good choice in the dissolution of cellulose; however, it is unstable and sensitive to water. More research should study suitable cation pairs or comparable novel anions to address this problem. Studies using modern analytical instruments can be used to assist researchers to achieve this goal more efficiently.
The dissolution of cellulose in ILs for regeneration into fibers/films, functionalization to cellulose derivatives, and conversion to bio-based platform chemicals is relatively new, and has not yet been successfully scaled up to full-sized production. Although the key findings open avenues to develop novel cellulose derivatives/products for practical applications, serious questions remain, such as the price since ILs are typically more expensive than conventional solvents. This is because the steps of synthesis and purification are more complex. Industrially expandable synthesis methods with short steps should be researched in greater depth. The selection of raw materials considering cost and performance is also imperative. Therefore, the costs of ILs with superior solubility of cellulose may still need to be addressed in order to achieve satisfactory dissolution, pretreatment, and modification efficiencies, and to reduce the capital cost in the commercialized process, which affects the minimum selling price of the product. This can be offset by ILs’ recyclability.
The recovery and purification of ILs, which are an economic necessity and compulsory from the environmental point of view, are a complex challenge. Several methods have been reported, from simple evaporation of water or other cellulose anti-solvents, to more complex solvent extraction or phase separation, but most studies in this field are still preliminary, and more in-depth knowledge is required as a concurrent topic in the cellulose processing domain. These methods are essential to the scaling-up of the process to improve the recyclability and long-term chemical stability of the solvent system without compromising the production efficiency, mild operating conditions, and energy-saving properties.
Even though the use of room-temperature ILs is an exciting solution to solve the problem regarding operational energy, high efficiency in processing cellulose at room temperature is ideal. Despite the internal energy consumption in the IL recycling process, energy costs are increased through the increased process efficiency. There may be other ways to generate (renewable) electricity that would reduce costs significantly. Production costs could also be reduced significantly with increased scale. Cost assessments of heat and power should be included in techno-economic analysis
The combination of experimental research and techno-economic analysis will be recognized as one of the most promising development directions towards the industrialization of cellulose processing using ILs in the future. This comprehensive dataset is a useful basis for further process optimization and design. Although a preliminary techno-economic analysis could establish a new paradigm for the production of biofuels from biomass using ILs, in-depth techno-economic modelling will address process integration and IL recycling challenges and show clear potential for industrial scale-up. The recent process models mainly include feed handing, biomass pretreatment, main bioethanol production, and distillation for recycling ILs. Wastewater treatment should also be included.
In the future, the annual production based on IL technology is expected to increase drastically, raising questions about the environmental impact—especially in water bodies. Incorporating life-cycle assessment into techno-economic analyses may fill the existing communication gap between technology and environment. More research and assessment are thus required to identify and mitigate any risks that ILs might pose to the environment.
Author Contributions
Conceptualization, S.T.; writing—original draft preparation, S.T. and W.K.; writing—review and editing, S.T. and W.K.; supervision, W.K.; project administration, S.T. All authors have read and agreed to the published version of the manuscript.
Funding
S.T. received funding from Funds for the Development of Human Resources in Science and Technology “Initiative for the implementation of diversity research environment”, the Ministry of Education, Culture, Sports, Science, and Technology (MEXT), Japan. W.K. is grateful to Naresuan University, Thailand for yearly research funds (Basic research fund: 2022, grant no. R2565B022).
Acknowledgments
Nagaoka University of Technology and Naresuan University.
Conflicts of Interest
The authors declare no conflict of interest.
References
- How the EU Wants to Achieve a Circular Economy by 2050. Available online: https://www.europarl.europa.eu/news/en/headlines/society/20210128STO96607/how-the-eu-wants-to-achieve-a-circular-economy-by-2050 (accessed on 24 August 2022).
- Costa, J.; Broega, A.C. New sustainable materials for the fashion industry: The button in the circular economy. In Proceedings of the Advances in Design, Music and Arts II, Cham, Switzerland, 7–9 July 2022; pp. 342–356. [Google Scholar]
- Provin, A.P.; Dutra, A.R.D.A.; de Sousa e Silva Gouveia, I.C.A.; Cubas, E.A.L.V. Circular economy for fashion industry: Use of waste from the food industry for the production of biotextiles. Technol. Forecast. Soc. Chang. 2021, 169, 120858. [Google Scholar] [CrossRef]
- Kostic, M.; Imani, M.; Ivanovska, A.; Radojevic, V.; Dimic-Misic, K.; Barac, N.; Stojanovic, D.; Janackovic, D.; Uskokovic, P.; Barcelo, E.; et al. Extending waste paper, cellulose and filler use beyond recycling by entering the circular economy creating cellulose-CaCO3 composites reconstituted from ionic liquid. Cellulose 2022, 29, 5037–5059. [Google Scholar] [CrossRef]
- Papadaki, A.; Manikas, A.C.; Papazoglou, E.; Kachrimanidou, V.; Lappa, I.; Galiotis, C.; Mandala, I.; Kopsahelis, N. Whey protein films reinforced with bacterial cellulose nanowhiskers: Improving edible film properties via a circular economy approach. Food Chem. 2022, 385, 132604. [Google Scholar] [CrossRef] [PubMed]
- Pang, J.; Wu, M.; Zhang, Q.; Tan, X.; Xu, F.; Zhang, X.; Sun, R. Comparison of physical properties of regenerated cellulose films fabricated with different cellulose feedstocks in ionic liquid. Carbohydr. Polym. 2015, 121, 71–78. [Google Scholar] [CrossRef]
- Taokaew, S.; Nakson, N.; Zhang, X.; Kongklieng, P.; Kobayashi, T. Biotransformation of okara extracted protein to nanocellulose and chitin by Gluconacetobacter xylinus and Bacillus pumilus. Bioresour. Technol. Rep. 2022, 17, 100904. [Google Scholar] [CrossRef]
- Raghuwanshi, V.S.; Cohen, Y.; Garnier, G.; Garvey, C.J.; Garnier, G. Deuterated bacterial cellulose dissolution in ionic liquids. Macromolecules 2021, 54, 6982–6989. [Google Scholar] [CrossRef]
- Halder, P.; Kundu, S.; Patel, S.; Ramezani, M.; Parthasarathy, R.; Shah, K. A comparison of ionic liquids and organic solvents on the separation of cellulose-rich material from river red gum. Bioenergy Res. 2019, 12, 275–291. [Google Scholar] [CrossRef]
- Karzarjeddi, M.; Ismail, M.Y.; Antti Sirviö, J.; Wang, S.; Mankinen, O.; Telkki, V.V.; Patanen, M.; Laitinen, O.; Liimatainen, H. Adjustable hydro-thermochromic green nanofoams and films obtained from shapable hybrids of cellulose nanofibrils and ionic liquids for smart packaging. Chem. Eng. J. 2022, 443, 136369. [Google Scholar] [CrossRef]
- Wei, J.; Gao, H.; Li, Y.; Nie, Y. Research on the degradation behaviors of wood pulp cellulose in ionic liquids. J. Mol. Liq. 2022, 356, 119071. [Google Scholar] [CrossRef]
- Krugly, E.; Pauliukaityte, I.; Ciuzas, D.; Bulota, M.; Peciulyte, L.; Martuzevicius, D. Cellulose electrospinning from ionic liquids: The effects of ionic liquid removal on the fiber morphology. Carbohydr. Polym. 2022, 285, 119260. [Google Scholar] [CrossRef]
- Ziembowicz, F.I.; Mattiazzi, L.M.; Bender, C.R.; Frizzo, C.P.; da Rosa, M.B.; Reichert, J.M.; Kloster, C.L.; Villetti, M.A. Thermodynamics of aggregation and modulation of Rheo-Thermal properties of hydroxypropyl cellulose by imidazolium ionic liquids. J. Mol. Liq. 2022, 359, 119314. [Google Scholar] [CrossRef]
- George, J.; Sabapathi, S.N. Cellulose nanocrystals: Synthesis, functional properties, and applications. Nanotechnol. Sci. Appl. 2015, 8, 45–54. [Google Scholar] [CrossRef] [PubMed]
- Samsudin, N.A.; Low, F.W.; Yusoff, Y.; Shakeri, M.; Tan, X.Y.; Lai, C.W.; Asim, N.; Oon, C.S.; Newaz, K.S.; Tiong, S.K.; et al. Effect of temperature on synthesis of cellulose nanoparticles via ionic liquid hydrolysis process. J. Mol. Liq. 2020, 308, 113030. [Google Scholar] [CrossRef]
- Sui, Y.; Cui, Y.; Wang, Y.; Zhao, Y.; Sun, G. An efficient strategy for enhancing glucose recovery of wheat straw by ionic liquid combined ball milling pretreatment. Bioenergy Res. 2022. [Google Scholar] [CrossRef]
- Zhang, H.; Xu, Y.; Li, Y.; Lu, Z.; Cao, S.; Fan, M.; Huang, L.; Chen, L. Facile cellulose dissolution and characterization in the newly synthesized 1,3-diallyl-2-ethylimidazolium acetate ionic liquid. Polymers 2017, 9, 526. [Google Scholar] [CrossRef]
- Heinze, T.; Dorn, S.; Schöbitz, M.; Liebert, T.; Köhler, S.; Meister, F. Interactions of ionic liquids with polysaccharides—2: Cellulose. Macromol. Symp. 2008, 262, 8–22. [Google Scholar] [CrossRef]
- Javed, K.; Krumme, A.; Krasnou, I.; Mikli, V.; Viirsalu, M.; Plamus, T.; Vassiljeva, V.; Tarasova, E.; Savest, N.; Mendez, J.D. Impact of 1-butyl-3-methylimidazolium chloride on the electrospinning of cellulose acetate nanofibers. J. Macromol. Sci. Part A Pure Appl. Chem. 2018, 55, 142–147. [Google Scholar] [CrossRef]
- Erdmenger, T.; Haensch, C.; Hoogenboom, R.; Schubert, U.S. Homogeneous tritylation of cellulose in 1-butyl-3-methylimidazolium chloride. Macromol. Biosci. 2007, 7, 440–445. [Google Scholar] [CrossRef]
- Liu, R.; Zhang, J.; Sun, S.; Bian, Y.; Hu, Y. Dissolution and recovery of cellulose from pine wood bits in ionic liquids and a co-solvent component mixed system. J. Eng. Fibers Fabrics 2019, 14, 1558925019838440. [Google Scholar] [CrossRef]
- Stolarska, O.; Pawlowska-Zygarowicz, A.; Soto, A.; Rodríguez, H.; Smiglak, M. Mixtures of ionic liquids as more efficient media for cellulose dissolution. Carbohydr. Polym. 2017, 178, 277–285. [Google Scholar] [CrossRef]
- Holding, A.J.; Parviainen, A.; Kilpeläinen, I.; Soto, A.; King, A.W.T.; Rodríguez, H. Efficiency of hydrophobic phosphonium ionic liquids and DMSO as recyclable cellulose dissolution and regeneration media. RSC Adv. 2017, 7, 17451–17461. [Google Scholar] [CrossRef]
- Tan, X.; Chen, L.; Li, X.; Xie, F. Effect of anti-solvents on the characteristics of regenerated cellulose from 1-ethyl-3-methylimidazolium acetate ionic liquid. Int. J. Biol. Macromol. 2019, 124, 314–320. [Google Scholar] [CrossRef]
- Cosby, T.; Aiello, A.; Durkin, D.P.; Trulove, P.C. Kinetics of ionic liquid-facilitated cellulose decrystallization by Raman spectral mapping. Cellulose 2021, 28, 1321–1330. [Google Scholar] [CrossRef]
- Aiello, A.; Cosby, T.; McFarland, J.; Durkin, D.P.; Trulove, P.C. Mesoporous xerogel cellulose composites from biorenewable natural cotton fibers. Carbohydr. Polym. 2022, 282, 119040. [Google Scholar] [CrossRef] [PubMed]
- Ren, W.; Zhu, J.; Guo, F.; Guo, J.; Zhang, X.; Wang, H.; Yu, Y. Structural evolution of cellulose from bamboo fibers and parenchyma cells during ionic liquid pretreatment for enhanced hydrolysis. Biomacromolecules 2022, 23, 1938–1948. [Google Scholar] [CrossRef] [PubMed]
- Xu, J.; Dai, L.; Gui, Y.; Yuan, L.; Zhang, C.; Lei, Y. Synergistic benefits from a lignin-first biorefinery of poplar via coupling acesulfamate ionic liquid followed by mild alkaline extraction. Bioresour. Technol. 2020, 303, 122888. [Google Scholar] [CrossRef]
- Raj, T.; Gaur, R.; Lamba, B.Y.; Singh, N.; Gupta, R.P.; Kumar, R.; Puri, S.K.; Ramakumar, S.S.V. Characterization of ionic liquid pretreated plant cell wall for improved enzymatic digestibility. Bioresour. Technol. 2018, 249, 139–145. [Google Scholar] [CrossRef]
- Xu, J.; Hou, H.; Hu, J.; Liu, B. Coupling of hydrothermal and ionic liquid pretreatments for sequential biorefinery of Tamarix austromongolica. Appl. Energy 2018, 229, 745–755. [Google Scholar] [CrossRef]
- Im, J.; Lee, S.; Jo, I.; Kang, J.W.; Kim, K.-S. Structural characteristics and thermal properties of regenerated cellulose, hemicellulose and lignin after being dissolved in ionic liquids. J. Ind. Eng. Chem. 2022, 107, 365–375. [Google Scholar] [CrossRef]
- Bernardo, J.R.; Gírio, F.M.; Łukasik, R.M. The effect of the chemical character of ionic liquids on biomass pre-treatment and posterior enzymatic hydrolysis. Molecules 2019, 24, 808. [Google Scholar] [CrossRef]
- Endo, T.; Fujii, S.; Aung, E.M.; Kuroda, K.; Tsukegi, T.; Ninomiya, K.; Takahashi, K. Cellulose structural change in various biomass species pretreated by ionic liquid at different biomass loadings. BioResources 2019, 13, 6663–6677. [Google Scholar] [CrossRef]
- Halder, P.; Kundu, S.; Patel, S.; Marzbali, M.H.; Parthasarathy, R.; Shah, K. Investigation of reaction mechanism and the effects of process parameters on ionic liquid–based delignification of sugarcane straw. Bioenergy Res. 2020, 13, 1144–1158. [Google Scholar] [CrossRef]
- Da Costa Lopes, A.M.; Lins, R.M.G.; Rebelo, R.A.; Łukasik, R.M. Biorefinery approach for lignocellulosic biomass valorisation with an acidic ionic liquid. Green Chem. 2018, 20, 4043–4057. [Google Scholar] [CrossRef]
- Chen, J.; Tang, C.; Yue, Y.; Qiao, W.; Hong, J.; Kitaoka, T.; Yang, Z. Highly translucent all wood plastics via heterogeneous esterification in ionic liquid/dimethyl sulfoxide. Ind. Crops Prod. 2017, 108, 286–294. [Google Scholar] [CrossRef]
- Liu, Y.; Jing, S.; Carvalho, D.; Fu, J.; Martins, M.; Cavaco-Paulo, A. Cellulose dissolved in ionic liquids for modification of the shape of keratin fibers. ACS Sustain. Chem. Eng. 2021, 9, 4102–4110. [Google Scholar] [CrossRef]
- Zheng, W.; Cui, Y.; Xu, Z.; Zhao, L.; Sun, W. Cellulose transformation into methyl glucosides catalyzed by H3PW12O40: Enhancement of ionic liquid pretreatment. Can. J. Chem. Eng. 2018, 96, 1250–1255. [Google Scholar] [CrossRef]
- Lazko, J.; Sénéchal, T.; Bouchut, A.; Paint, Y.; Dangreau, L.; Fradet, A.; Tessier, M.; Raquez, J.M.; Dubois, P. Acid-free extraction of cellulose type I nanocrystals using Brønsted acid-type ionic liquids. Nanocomposites 2016, 2, 65–75. [Google Scholar] [CrossRef]
- Yu, Y.; Wu, H. Significant differences in the hydrolysis behavior of amorphous and crystalline portions within microcrystalline cellulose in hot-compressed water. Ind. Eng. Chem. Res. 2010, 49, 3902–3909. [Google Scholar] [CrossRef]
- Moulthrop, J.S.; Swatloski, R.P.; Moyna, G.; Rogers, R.D. High-resolution 13C NMR studies of cellulose and cellulose oligomers in ionic liquid solutions. Chem. Commun. 2005, 12, 1557–1559. [Google Scholar] [CrossRef]
- Tan, X.Y.; Abd Hamid, S.B.; Lai, C.W. Preparation of high crystallinity cellulose nanocrystals (CNCs) by ionic liquid solvolysis. Biomass Bioenergy 2015, 81, 584–591. [Google Scholar] [CrossRef]
- Iskak, N.A.M.; Julkapli, N.M.; Hamid, S.B.A. Understanding the effect of synthesis parameters on the catalytic ionic liquid hydrolysis process of cellulose nanocrystals. Cellulose 2017, 24, 2469–2481. [Google Scholar] [CrossRef]
- Fu, X.; Ji, H.; Wang, B.; Zhu, W.; Pang, Z.; Dong, C. Preparation of thermally stable and surface-functionalized cellulose nanocrystals by a fully recyclable organic acid and ionic liquid mediated technique under mild conditions. Cellulose 2020, 27, 1289–1299. [Google Scholar] [CrossRef]
- Jordan, J.H.; Easson, M.W.; Condon, B.D. Cellulose hydrolysis using ionic liquids and inorganic acids under dilute conditions: Morphological comparison of nanocellulose. RSC Adv. 2020, 10, 39413–39424. [Google Scholar] [CrossRef] [PubMed]
- Pang, Z.; Wang, P.; Dong, C. Ultrasonic pretreatment of cellulose in ionic liquid for efficient preparation of cellulose nanocrystals. Cellulose 2018, 25, 7053–7064. [Google Scholar] [CrossRef]
- Haron, G.A.S.; Mahmood, H.; Noh, H.B.; Goto, M.; Moniruzzaman, M. Cellulose nanocrystals preparation from microcrystalline cellulose using ionic liquid-DMSO binary mixture as a processing medium. J. Mol. Liq. 2022, 346, 118208. [Google Scholar] [CrossRef]
- Zhang, J.; Yamagishi, N.; Tominaga, K.; Gotoh, Y. High-strength regenerated cellulose fibers spun from 1-butyl-3-methylimidazolium chloride solutions. J. Appl. Polym. Sci. 2017, 134, 45551. [Google Scholar] [CrossRef]
- Zhang, J.; Yamagishi, N.; Gotoh, Y.; Potthast, A.; Rosenau, T. High performance cellulose fibers regenerated from 1-butyl-3-methylimidazolium chloride solution: Effects of viscosity and molecular weight. J. Appl. Polym. Sci. 2020, 137, 48681. [Google Scholar] [CrossRef]
- Vocht, M.P.; Beyer, R.; Thomasic, P.; Müller, A.; Ota, A.; Hermanutz, F.; Buchmeiser, M.R. High-performance cellulosic filament fibers prepared via dry-jet wet spinning from ionic liquids. Cellulose 2021, 28, 3055–3067. [Google Scholar] [CrossRef]
- Liu, Y.; Nie, Y.; Pan, F.; Zhou, L.; Ji, X.; Kang, Z.; Zhang, S. Study on ionic liquid/cellulose/coagulator phase diagram and its application in green spinning process. J. Mol. Liq. 2019, 289, 111127. [Google Scholar] [CrossRef]
- Hauru, L.K.J.; Hummel, M.; Michud, A.; Sixta, H. Dry jet-wet spinning of strong cellulose filaments from ionic liquid solution. Cellulose 2014, 21, 4471–4481. [Google Scholar] [CrossRef]
- Ciuzas, D.; Krugly, E.; Sriubaite, S.; Pauliukaityte, I.; Baniukaitiene, O.; Bulota, M.; Martuzevicius, D. Electrospun cellulose fibers from ionic liquid: Practical implications toward robust morphology. J. Appl. Polym. Sci. 2022, 139, 51525. [Google Scholar] [CrossRef]
- Zhang, J.; Kitayama, H.; Gotoh, Y.; Potthast, A.; Rosenau, T. Non-woven fabrics of fine regenerated cellulose fibers prepared from ionic-liquid solution via wet type solution blow spinning. Carbohydr. Polym. 2019, 226, 115258. [Google Scholar] [CrossRef] [PubMed]
- Zhou, L.; Kang, Z.; Nie, Y.; Li, L. Fabrication of regenerated cellulose fibers with good strength and biocompatibility from green spinning process of ionic liquid. Macromol. Mater. Eng. 2021, 306, 2000741. [Google Scholar] [CrossRef]
- Zheng, X.; Huang, F.; Chen, L.; Huang, L.; Cao, S.; Ma, X. Preparation of transparent film via cellulose regeneration: Correlations between ionic liquid and film properties. Carbohydr. Polym. 2019, 203, 214–218. [Google Scholar] [CrossRef] [PubMed]
- Liang, Y.; Hawkins, J.E.; Ries, M.E.; Hine, P.J. Dissolution of cotton by 1-ethyl-3-methylimidazolium acetate studied with time–temperature superposition for three different fibre arrangements. Cellulose 2021, 28, 715–727. [Google Scholar] [CrossRef]
- Liang, Y.; Ries, M.E.; Hine, P.J. Three methods to measure the dissolution activation energy of cellulosic fibres using time-temperature superposition. Carbohydr. Polym. 2022, 291, 119541. [Google Scholar] [CrossRef]
- Huang, Q.; Huang, J.; Chang, P.R. Polycaprolactone grafting of cellulose nanocrystals in ionic liquid [BMIM]Cl. Wuhan Univ. J. Nat. Sci. 2014, 19, 117–122. [Google Scholar] [CrossRef]
- Xie, Y.; Gao, H.; Zhang, P.; Qin, C.; Nie, Y.; Liu, X. Preparation of Degradable Wood Cellulose Films Using Ionic Liquids. ACS Appl. Polym. Mater. 2022, 4, 3598–3607. [Google Scholar] [CrossRef]
- Lee, H.; Erwin, A.; Buxton, M.L.; Kim, M.; Stryutsky, A.V.; Shevchenko, V.V.; Sokolov, A.P.; Tsukruk, V.V. Shape persistent, highly conductive ionogels from ionic liquids reinforced with cellulose nanocrystal network. Adv. Funct. Mater. 2021, 31, 2103083. [Google Scholar] [CrossRef]
- Haq, M.A.; Habu, Y.; Yamamoto, K.; Takada, A.; Kadokawa, J.I. Ionic liquid induces flexibility and thermoplasticity in cellulose film. Carbohydr. Polym. 2019, 223, 115058. [Google Scholar] [CrossRef]
- Nor Amalini, A.; Noor Haida, M.K.; Imran, K.; Haafiz, M.K.M. Relationship between dissolution temperature and properties of oil palm biomass based-regenerated cellulose films prepared via ionic liquid. Mater. Chem. Phys. 2019, 221, 382–389. [Google Scholar] [CrossRef]
- Ai, B.; Zheng, L.; Li, W.; Zheng, X.; Yang, Y.; Xiao, D.; Shi, J.; Sheng, Z. Biodegradable cellulose film prepared from banana pseudo-stem using an ionic liquid for mango preservation. Front. Plant Sci. 2021, 12, 625878. [Google Scholar] [CrossRef] [PubMed]
- Liu, P.; Guo, X.; Nan, F.; Duan, Y.; Zhang, J. Modifying mechanical, optical properties and thermal Processability of iridescent cellulose nanocrystal films using ionic liquid. ACS Appl. Mater. Interfaces 2017, 9, 3085–3092. [Google Scholar] [CrossRef]
- Reddy, K.O.; Maheswari, C.U.; Dhlamini, M.S.; Mothudi, B.M.; Zhang, J.; Zhang, J.; Nagarajan, R.; Rajulu, A.V. Preparation and characterization of regenerated cellulose films using borassus fruit fibers and an ionic liquid. Carbohydr. Polym. 2017, 160, 203–211. [Google Scholar] [CrossRef]
- Olsson, C.; Westman, G. Co-solvent facilitated in situ esterification of cellulose in 1-ethyl-3-methylimidazolium acetate. BioResources 2017, 12, 1395–1402. [Google Scholar] [CrossRef][Green Version]
- Li, X.; Li, H.; Ling, Z.; Xu, D.; You, T.; Wu, Y.-Y.; Xu, F. Room-temperature superbase-derived ionic liquids with facile synthesis and low viscosity: Powerful solvents for cellulose dissolution by destroying the cellulose aggregate structure. Macromolecules 2020, 53, 3284–3295. [Google Scholar] [CrossRef]
- Druel, L.; Niemeyer, P.; Milow, B.; Budtova, T. Rheology of cellulose-[DBNH][CO2Et] solutions and shaping into aerogel beads. Green Chem. 2018, 20, 3993–4002. [Google Scholar] [CrossRef]
- Aghmih, K.; Wakrim, H.; Boukhriss, A.; El Bouchti, M.; Majid, S.; Gmouh, S. Rheological study of microcrystalline cellulose/pyridinium-based ionic liquids solutions. Polym. Bull. 2021, 79, 8987–8999. [Google Scholar] [CrossRef]
- Ganske, K.; Heinze, T. Evaluation of the synthesis of soluble aromatic cellulose carbonates of low degree of substitution. Macromol. Chem. Phys. 2018, 219, 1800152. [Google Scholar] [CrossRef]
- Bui, C.V.; Rosenau, T.; Hettegger, H. Synthesis of polyanionic cellulose carbamates by homogeneous aminolysis in an ionic liquid/dmf medium. Molecules 2022, 27, 1384. [Google Scholar] [CrossRef]
- Kerche, E.F.; Neves, R.M.; Ornaghi, H.L.; Zattera, A.J.; Schrekker, H.S. The influence of ionic liquid concentration on microcrystalline cellulose modification. Carbohydr. Polym. Technol. Appl. 2022, 3, 100211. [Google Scholar] [CrossRef]
- Singh, R.K.; Gupta, P.; Sharma, O.P.; Ray, S.S. Homogeneous synthesis of cellulose fatty esters in ionic liquid (1-butyl-3-methylimidazolium chloride) and study of their comparative antifriction property. J. Ind. Eng. Chem. 2015, 24, 14–19. [Google Scholar] [CrossRef]
- Zhao, G.; Wang, F.; Lang, X.; He, B.; Li, J.; Li, X. Facile one-pot fabrication of cellulose nanocrystals and enzymatic synthesis of its esterified derivative in mixed ionic liquids. RSC Adv. 2017, 7, 27017–27023. [Google Scholar] [CrossRef]
- Meenatchi, B.; Renuga, V.; Manikandan, A. Cellulose dissolution and regeneration using various imidazolium based protic ionic liquids. J. Mol. Liq. 2017, 238, 582–588. [Google Scholar] [CrossRef]
- Hanabusa, H.; Takeoka, Y.; Rikukawa, M.; Yoshizawa-Fujita, M. Effect of alkyl chain length in anions on the physicochemical properties of cellulose-dissolving protic ionic liquids. Aust. J. Chem. 2019, 72, 55–60. [Google Scholar] [CrossRef]
- Kuzmina, O.; Bhardwaj, J.; Vincent, S.R.; Wanasekara, N.D.; Kalossaka, L.M.; Griffith, J.; Potthast, A.; Rahatekar, S.; Eichhorn, S.J.; Welton, T. Superbase ionic liquids for effective cellulose processing from dissolution to carbonisation. Green Chem. 2017, 19, 5949–5957. [Google Scholar] [CrossRef]
- Semerci, I.; Güler, F. Protic ionic liquids as effective agents for pretreatment of cotton stalks at high biomass loading. Ind. Crops Prod. 2018, 125, 588–595. [Google Scholar] [CrossRef]
- Hanabusa, H.; Izgorodina, E.I.; Suzuki, S.; Takeoka, Y.; Rikukawa, M.; Yoshizawa-Fujita, M. Cellulose-dissolving protic ionic liquids as low cost catalysts for direct transesterification reactions of cellulose. Green Chem. 2018, 20, 1412–1422. [Google Scholar] [CrossRef]
- Correia, D.M.; Lizundia, E.; Fernandes, L.C.; Costa, C.M.; Lanceros-Méndez, S. Influence of cellulose nanocrystal surface functionalization on the bending response of cellulose nanocrystal/ionic liquid soft actuators. Phys. Chem. Chem. Phys. 2021, 23, 6710–6716. [Google Scholar] [CrossRef]
- Correia, D.M.; Lizundia, E.; Meira, R.M.; Rincón-Iglesias, M.; Lanceros-Méndez, S. Cellulose nanocrystal and water-soluble cellulose derivative based electromechanical bending actuators. Materials 2020, 13, 2294. [Google Scholar] [CrossRef]
- Alam, M.I.; De, S.; Khan, T.S.; Haider, M.A.; Saha, B. Acid functionalized ionic liquid catalyzed transformation of non-food biomass into platform chemical and fuel additive. Ind. Crops Prod. 2018, 123, 629–637. [Google Scholar] [CrossRef]
- Kudo, S.; Goto, N.; Sperry, J.; Norinaga, K.; Hayashi, J.I. Production of levoglucosenone and dihydrolevoglucosenone by catalytic reforming of volatiles from cellulose pyrolysis using supported ionic liquid phase. ACS Sustain. Chem. Eng. 2017, 5, 1132–1140. [Google Scholar] [CrossRef]
- Galkin, K.I.; Ananikov, V.P. When will 5-hydroxymethylfurfural, the “sleeping giant” of sustainable chemistry, awaken? ChemSusChem 2019, 12, 2976–2982. [Google Scholar] [CrossRef]
- Ofrasio, B.I.G.; de Luna, M.D.G.; Chen, Y.-C.; Abarca, R.R.M.; Dong, C.-D.; Chang, K.-L. Catalytic conversion of sugars and biomass to furanic biofuel precursors by boron-doped biochar in ionic liquid. Bioresour. Technol. Rep. 2020, 11, 100515. [Google Scholar] [CrossRef]
- Zhang, C.; Cheng, Z.; Fu, Z.; Liu, Y.; Yi, X.; Zheng, A.; Kirk, S.R.; Yin, D. Effective transformation of cellulose to 5-hydroxymethylfurfural catalyzed by fluorine anion-containing ionic liquid modified biochar sulfonic acids in water. Cellulose 2017, 24, 95–106. [Google Scholar] [CrossRef]
- Li, M.; Zhang, Q.; Luo, B.; Chen, C.; Wang, S.; Min, D. Lignin-based carbon solid acid catalyst prepared for selectively converting fructose to 5-hydroxymethylfurfural. Ind. Crops Prod. 2020, 145, 111920. [Google Scholar] [CrossRef]
- Ramli, N.A.S.; Amin, N.A.S. Thermo-kinetic assessment of glucose decomposition to 5-hydroxymethyl furfural and levulinic acid over acidic functionalized ionic liquid. Chem. Eng. J. 2018, 335, 221–230. [Google Scholar] [CrossRef]
- Cheng, X.; Liu, Y.; Wang, K.; Yu, H.; Yu, S.; Liu, S. High-efficient conversion of cellulose to levulinic acid catalyzed via functional brønsted–lewis acidic ionic liquids. Catal. Lett. 2022, 152, 1064–1075. [Google Scholar] [CrossRef]
- Chiappe, C.; Rodriguez Douton, M.J.; Mezzetta, A.; Guazzelli, L.; Pomelli, C.S.; Assanelli, G.; de Angelis, A.R. Exploring and exploiting different catalytic systems for the direct conversion of cellulose into levulinic acid. New J. Chem. 2018, 42, 1845–1852. [Google Scholar] [CrossRef]
- Zhang, L.; Shi, W.; Wang, J.; Jin, L.; Hu, G.; Zheng, Q.; Xie, H.; Chen, P. Unique gelation and rheological properties of the cellulose/CO2-based reversible ionic liquid/DMSO solutions. Carbohydr. Polym. 2019, 222, 115024. [Google Scholar] [CrossRef]
- Tyagi, U.; Anand, N.; Kumar, D. Simultaneous pretreatment and hydrolysis of hardwood biomass species catalyzed by combination of modified activated carbon and ionic liquid in biphasic system. Bioresour. Technol. 2019, 289, 121675. [Google Scholar] [CrossRef] [PubMed]
- Ghezali, W.; De Oliveira Vigier, K.; Kessas, R.; Jérôme, F. A choline chloride/DMSO solvent for the direct synthesis of diformylfuran from carbohydrates in the presence of heteropolyacids. Green Chem. 2015, 17, 4459–4464. [Google Scholar] [CrossRef]
- Chang, K.-L.; Muega, S.C.; Ofrasio, B.I.G.; Chen, W.-H.; Barte, E.G.; Abarca, R.R.M.; de Luna, M.D.G. Synthesis of 5-hydroxymethylfurfural from glucose, fructose, cellulose and agricultural wastes over sulfur-doped peanut shell catalysts in ionic liquid. Chemosphere 2022, 291, 132829. [Google Scholar] [CrossRef]
- Boissou, F.; Mühlbauer, A.; De Oliveira Vigier, K.; Leclercq, L.; Kunz, W.; Marinkovic, S.; Estrine, B.; Nardello-Rataj, V.; Jérôme, F. Transition of cellulose crystalline structure in biodegradable mixtures of renewably-sourced levulinate alkyl ammonium ionic liquids, γ-valerolactone and water. Green Chem. 2014, 16, 2463–2471. [Google Scholar] [CrossRef]
- Hu, Y.; Song, J.; Xie, C.; Wu, H.; Jiang, T.; Yang, G.; Han, B. Transformation of CO2 into α-alkylidene cyclic carbonates at room temperature cocatalyzed by CuI and ionic liquid with biomass-derived levulinate anion. ACS Sustain. Chem. Eng. 2019, 7, 5614–5619. [Google Scholar] [CrossRef]
- Mezzetta, A.; Becherini, S.; Pretti, C.; Monni, G.; Casu, V.; Chiappe, C.; Guazzelli, L. Insights into the levulinate-based ionic liquid class: Synthesis, cellulose dissolution evaluation and ecotoxicity assessment. New J. Chem. 2019, 43, 13010–13019. [Google Scholar] [CrossRef]
- He, F.; Chen, J.; Gong, Z.; Xu, Q.; Yue, W.; Xie, H. Dissolution pretreatment of cellulose by using levulinic acid-based protic ionic liquids towards enhanced enzymatic hydrolysis. Carbohydr. Polym. 2021, 269, 118271. [Google Scholar] [CrossRef]
- Morrissey, S. Self-Bonded Cellulosic Nonwoven Web and Method for Making. U.S. Patent 2017/0051443 A1, 16 April 2015. [Google Scholar]
- Charles, M.B.; Norma, L.B.; Michael, E.D.; Maryna, G.G.; Kuo, T.; Wang, B.I.N. Regioselectively Substituted Cellulose Esters Produced in a Halogenated Ionic Liquid Process and Products Produced Therefrom. U.S. Patent 9777074 B2, 18 September 2015. [Google Scholar]
- Charles, M.B.; Norma, L.B.; Robert, T.H.; Juanelle, L.L.; Michael, E.D.; Maryna, G.G.; Kuo, T.; Wang, B.I.N. Regioselectively Substituted Cellulose Esters Produced in a Carboxylated Ionic Liquid Process and Products Produced Therefrom. U.S. Patent 2017/0204201 A1, 6 February 2017. [Google Scholar]
- Aoki, T.; Kawashima, T.; Kusukame, H.; Taniike, Y. Ionic Liquid and Method for Dissolving Cellulose Using the Same. U.S. Patent 2020/0239647 A1, 20 February 2020. [Google Scholar]
- Aoki, T.; Kawashima, T.; Kusukame, H.; Taniike, Y. Ionic Liquid Composition and Method for Dissolving Cellulose Using the Same. U.S. Patent 2018/0215942 A1, 12 January 2018. [Google Scholar]
- Neto, G.C.O.; Teixeira, M.M.; Souza, G.L.V.; Arns, V.D.; Tucci, H.N.P.; Amorim, M. Assessment of the Eco-Efficiency of the Circular Economy in the Recovery of Cellulose from the Shredding of Textile Waste. Polymers 2022, 14, 1317. [Google Scholar] [CrossRef]
- Sun, X.; Wang, X.; Sun, F.; Tian, M.; Qu, L.; Perry, P.; Owens, H.; Liu, X. Textile waste fiber regeneration via a green chemistry approach: A molecular strategy for sustainable fashion. Adv. Mater. 2021, 33, 2105174. [Google Scholar] [CrossRef]
- Ioncell: Enter the New Era of Textile Production! Available online: https://ioncell.fi/ (accessed on 23 August 2022).
- GRETE—Tackling the Challenges of a Sustainable Growth through Technological Innovation. Available online: https://www.greteproject.eu/wood-to-textile-ionic-liquid/ (accessed on 23 August 2022).
- Harlin, A.L.I.; Määttänen, M.; Sivonen, E.; Vehviläinen, M.; Asikainen, S.; Valta, K.; SÄRkilahti, A. Treatment Process for Textile-Based Materials. U.S. Patent WO 2018/197756 A1, 27 April 2018. [Google Scholar]
- Sixta, H.; Ma, Y.; Hummel, M. A Method to Convert Mechanical Pulp Derived Waste Material into Value Added Cellulose Products. U.S. Patent WO 2018/142025 A1, 1 February 2018. [Google Scholar]
- Haslinger, S.; Hummel, M.; Sixta, H. Separation and Upcycling of Cellulose-Containing Blended Waste. U.S. Patent 2020/0079925 A1, 20 December 2020. [Google Scholar]
- Michud, A.; King Alistair, W.T.; Parviainen, A.; Sixta, H.; Hauru, L.; Hummel, M.; KilpelÄInen, I. Process for the Production of Shaped Cellulose Articles. U.S. Patent 10240259 B2, 4 April 2014. [Google Scholar]
- Sixta, H.; Hummel, M.; Le Boulch, K.; Kilpeläinen, A.I.; King Alistair, W.T.; Helminen, K.J.J.; Hellstén, S. A Process for Making a Cellulose Fibre or Film. U.S. Patent WO 2018/138416 A1, 30 January 2018. [Google Scholar]
- The Time is Now for Ionic Liquids. Available online: https://cen.acs.org/materials/ionic-liquids/time-ionic-liquids/98/i5 (accessed on 23 August 2022).
- We are Metsä Fibre. Available online: https://www.metsagroup.com/metsafibre/ (accessed on 23 August 2022).
- Material Portrait: Expand Fibre. Available online: https://herewear.eu/2021/12/08/material-portrait-expand-fibre/ (accessed on 23 August 2022).
- LIXEA Sustainable Solutions. Available online: https://www.lixea.co/ (accessed on 23 August 2022).
- Baral, N.R.; Shah, A. Techno-economic analysis of cellulose dissolving ionic liquid pretreatment of lignocellulosic biomass for fermentable sugars production. Biofuels Bioprod. Biorefining 2016, 10, 70–88. [Google Scholar] [CrossRef]
- Zhang, J.; Zou, D.; Zhai, S.; Yan, Y.; Yang, H.; He, C.; Ke, Y.; Singh, S.; Cheng, G. Enhancing the interaction between cellulose and dilute aqueous ionic liquid solutions and its implication to ionic liquid recycling and reuse. Carbohydr. Polym. 2022, 277, 118848. [Google Scholar] [CrossRef] [PubMed]
- Ovejero-Pérez, A.; Ayuso, M.; Rigual, V.; Domínguez, J.C.; García, J.; Alonso, M.V.; Oliet, M.; Rodriguez, F. Technoeconomic assessment of a biomass pretreatment + ionic liquid recovery process with aprotic and choline derived ionic liquids. ACS Sustain. Chem. Eng. 2021, 9, 8467–8476. [Google Scholar] [CrossRef]
- Brandt-Talbot, A.; Gschwend, F.J.V.; Fennell, P.S.; Lammens, T.M.; Tan, B.; Weale, J.; Hallett, J.P. An economically viable ionic liquid for the fractionation of lignocellulosic biomass. Green Chem. 2017, 19, 3078–3102. [Google Scholar] [CrossRef]
- Baaqel, H.; Díaz, I.; Tulus, V.; Chachuat, B.; Guillén-Gosálbez, G.; Hallett, J.P. Role of life-cycle externalities in the valuation of protic ionic liquids—A case study in biomass pretreatment solvents. Green Chem. 2020, 22, 3132–3140. [Google Scholar] [CrossRef]
- Bhatia, R.; Lad, J.B.; Bosch, M.; Bryant, D.N.; Leak, D.; Hallett, J.P.; Franco, T.T.; Gallagher, J.A. Production of oligosaccharides and biofuels from Miscanthus using combinatorial steam explosion and ionic liquid pretreatment. Bioresour. Technol. 2021, 323, 124625. [Google Scholar] [CrossRef] [PubMed]
- Ferrari, F.A.; Nogueira, G.P.; Franco, T.T.; Dias, M.O.S.; Cavaliero, C.K.N.; Witkamp, G.J.; van der Wielen, L.A.M.; Forte, M.B.S. The role of ionic liquid pretreatment and recycling design in the sustainability of a biorefinery: A sugarcane to ethanol example. Green Chem. 2021, 23, 9126–9139. [Google Scholar] [CrossRef]
- Zhao, J.; Lee, J.; Wang, D. An integrated deep eutectic solvent-ionic liquid-metal catalyst system for lignin and 5-hydroxymethylfurfural production from lignocellulosic biomass: Technoeconomic analysis. Bioresour. Technol. 2022, 356, 127277. [Google Scholar] [CrossRef]










Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).