
Fineness of Coal Fly Ash for Use in Cement and Concrete


Abstract
:1. Introduction
2. Research Motivation, Significance, and Limitations of the Results
3. Materials and Methods
3.1. Coal Fly Ash Sampling
3.2. Assessment of Coal Fly Ash Fineness
3.3. Coal Fly Ash Characterization
4. Results
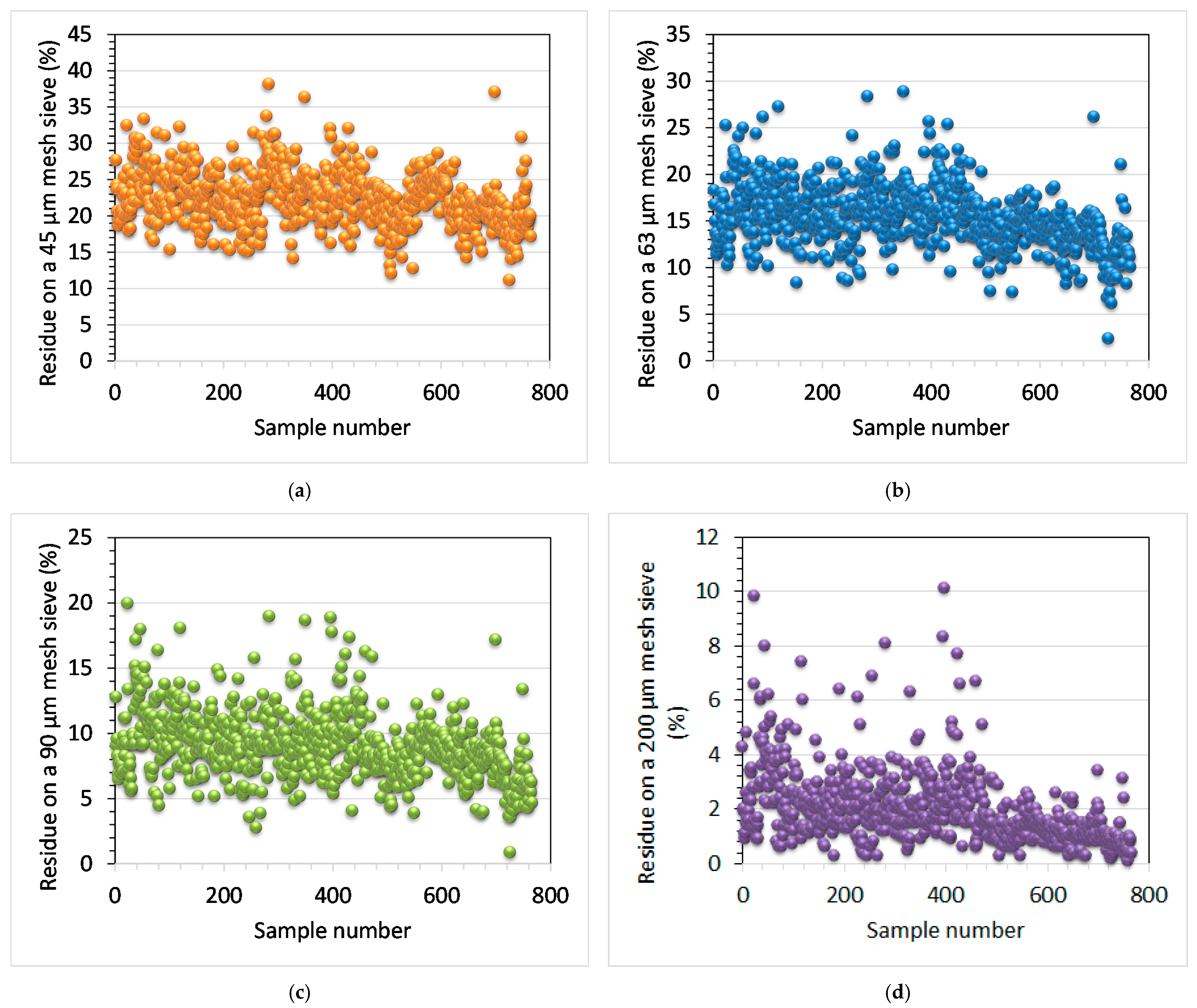
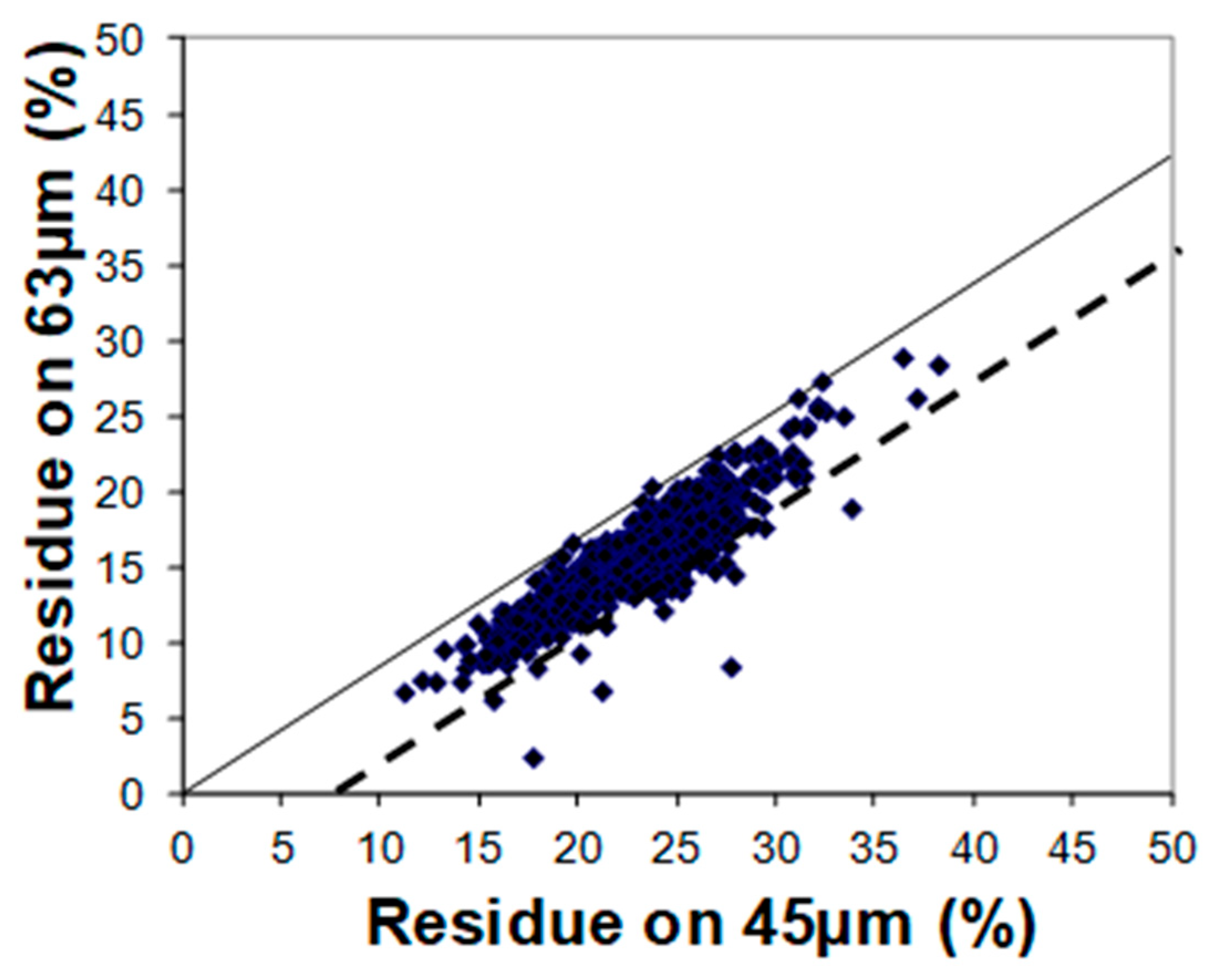
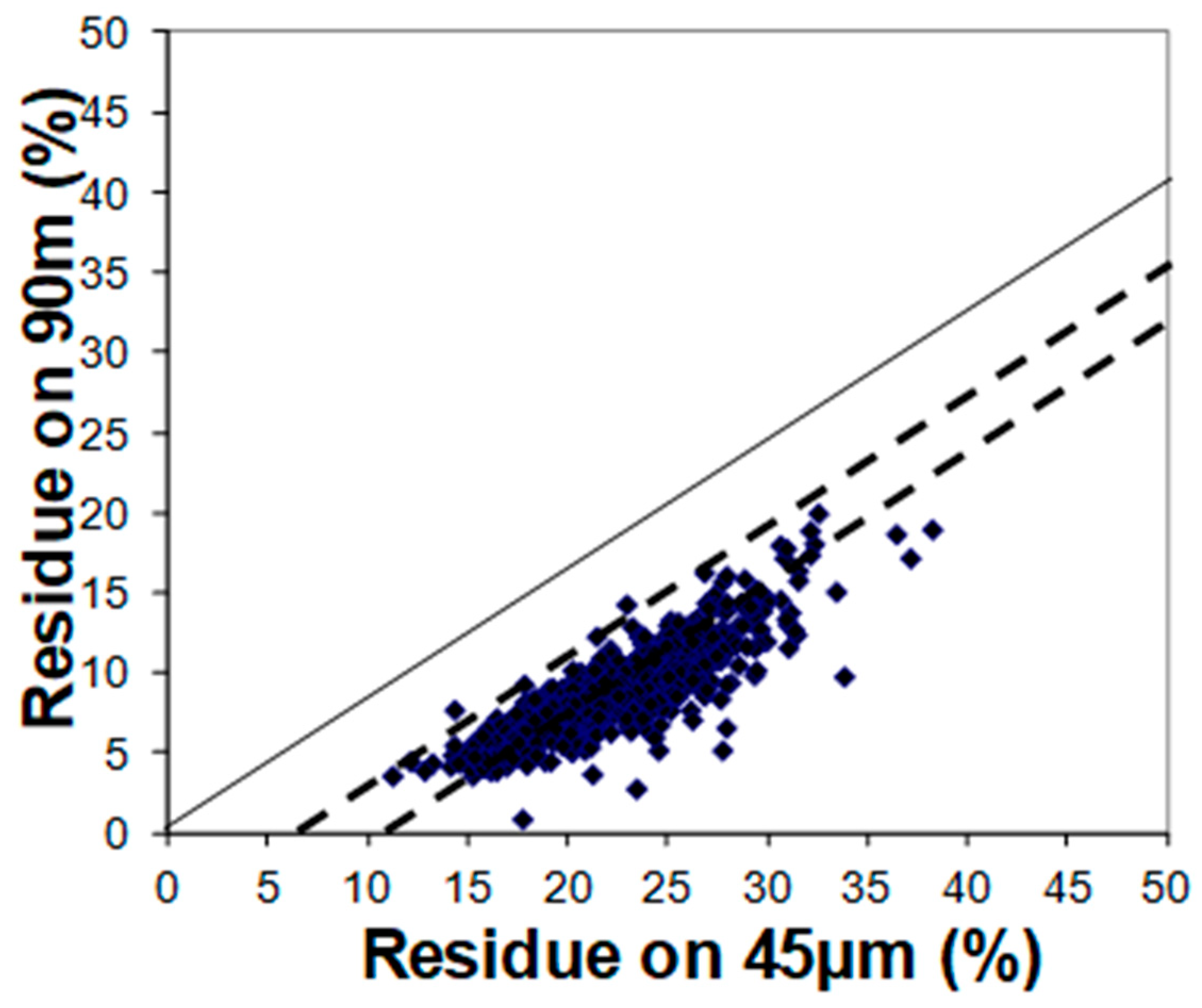
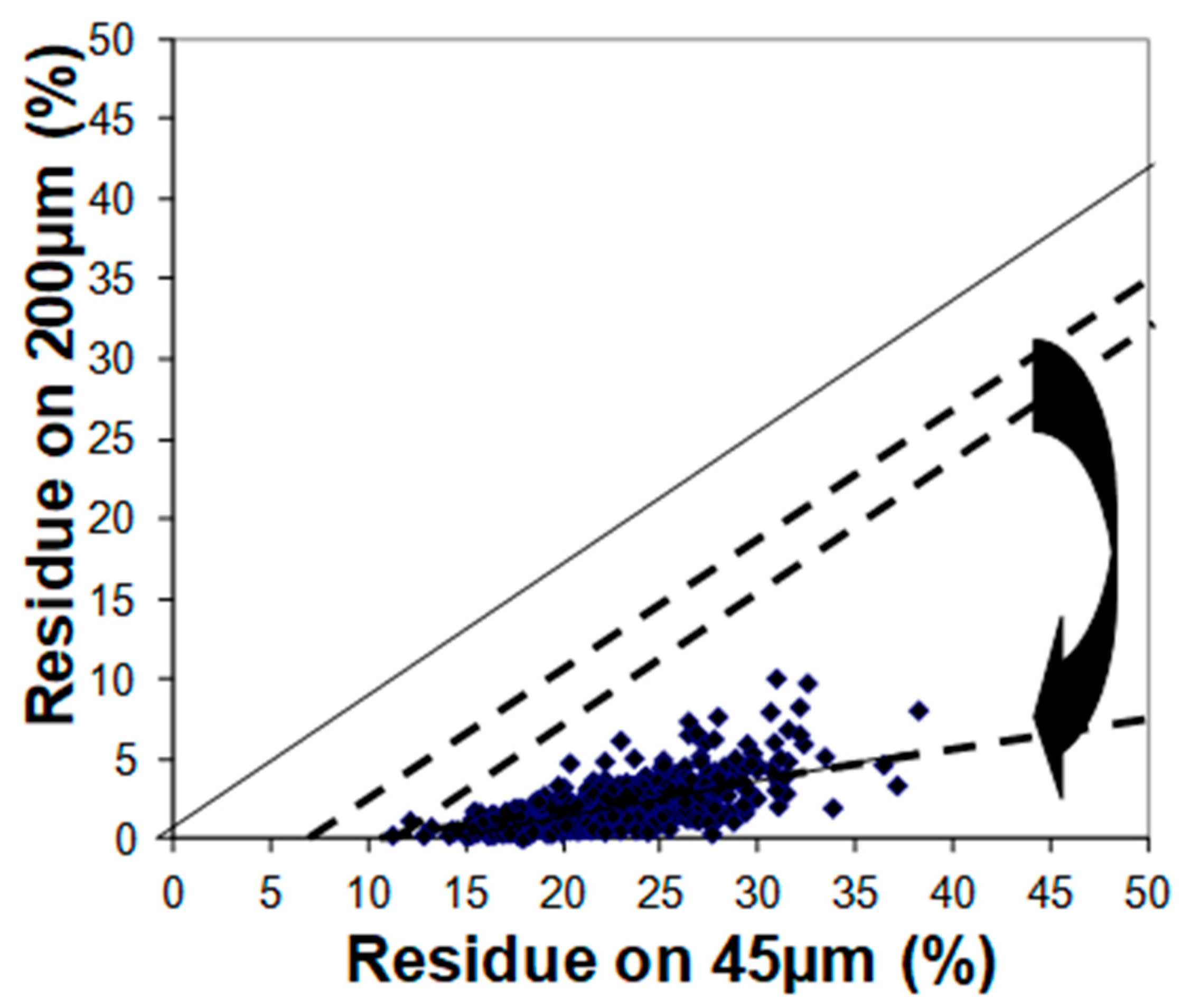
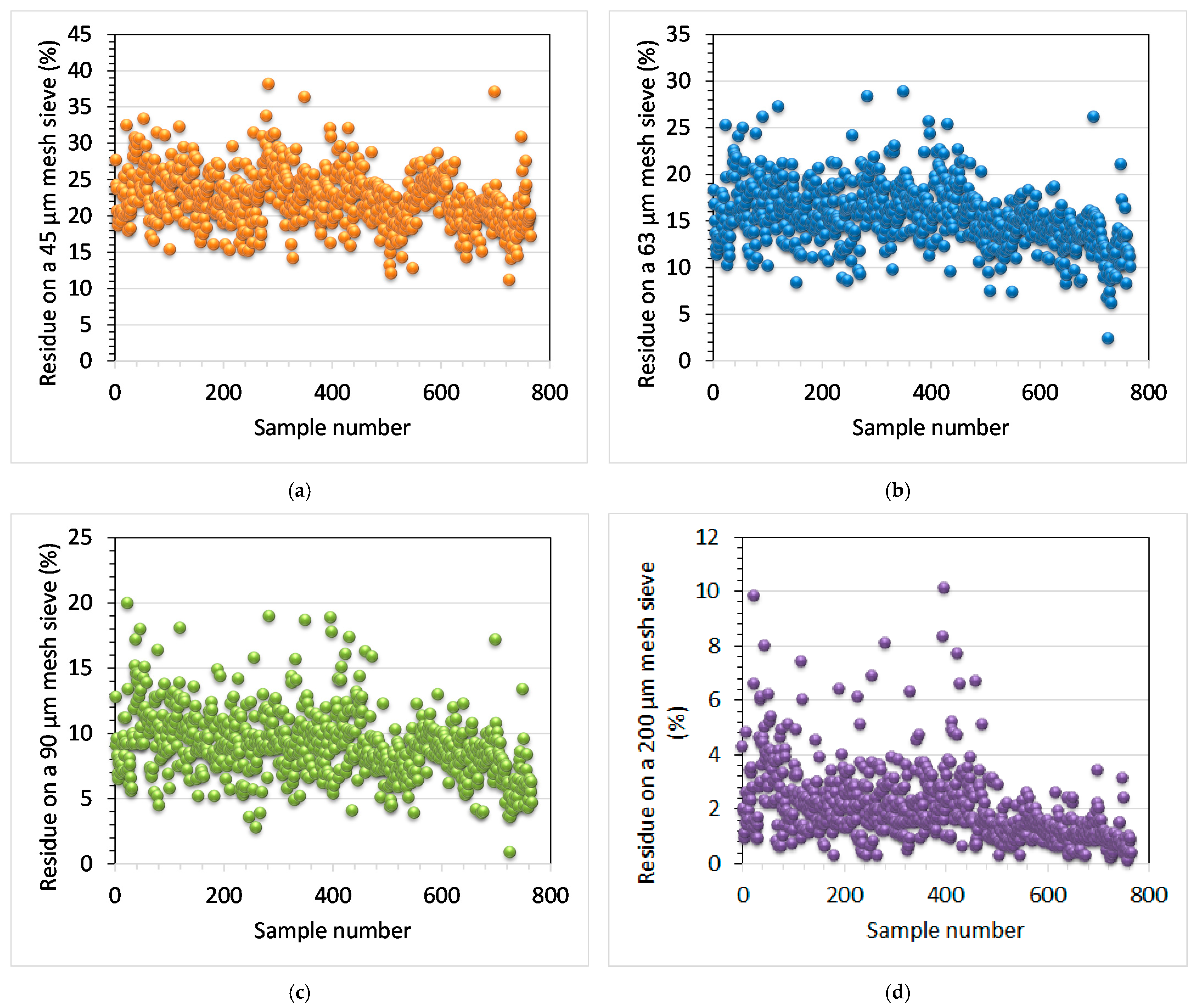
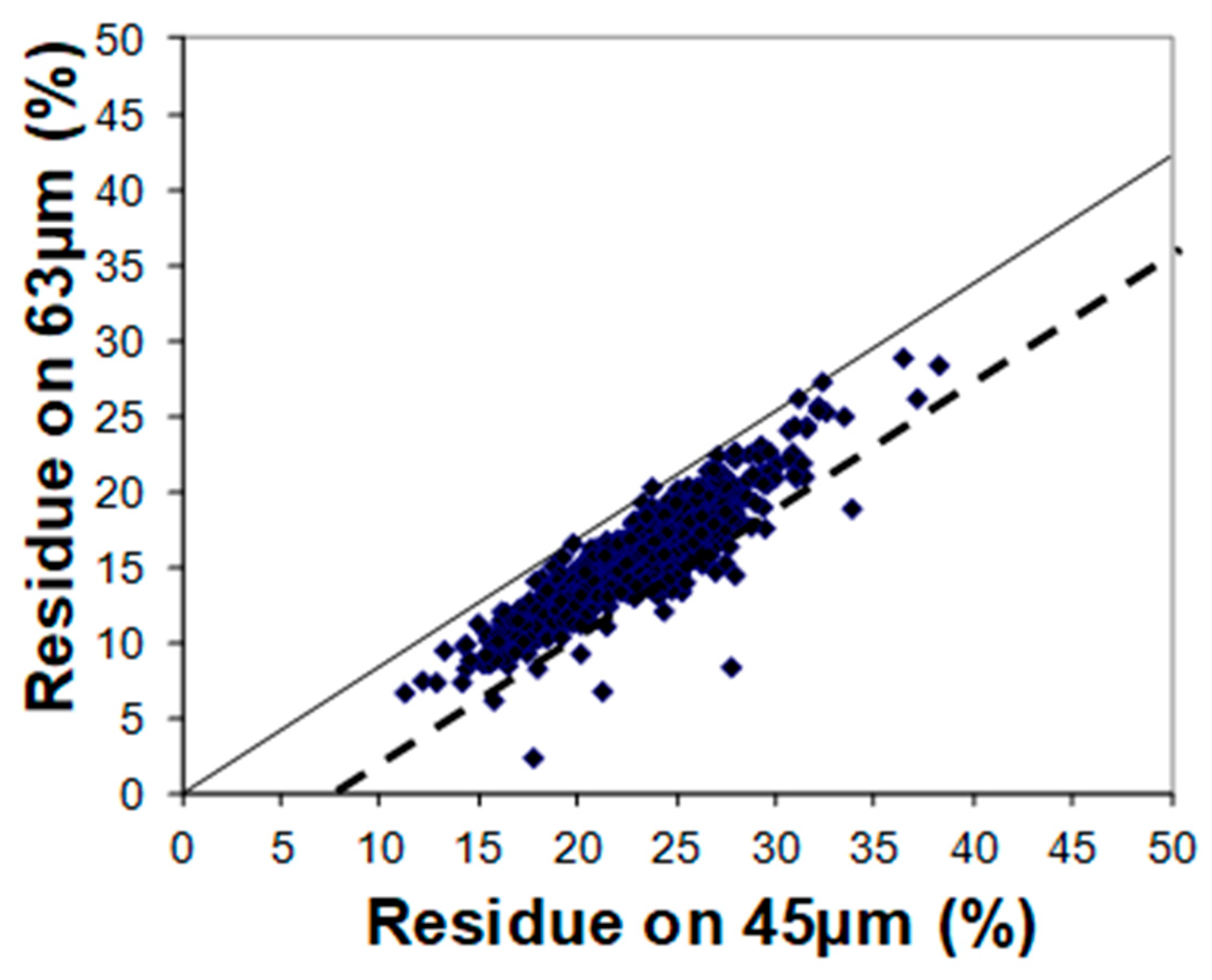
4.1. Residues on 45 µm, 63 µm, 90 µm and 200 µm
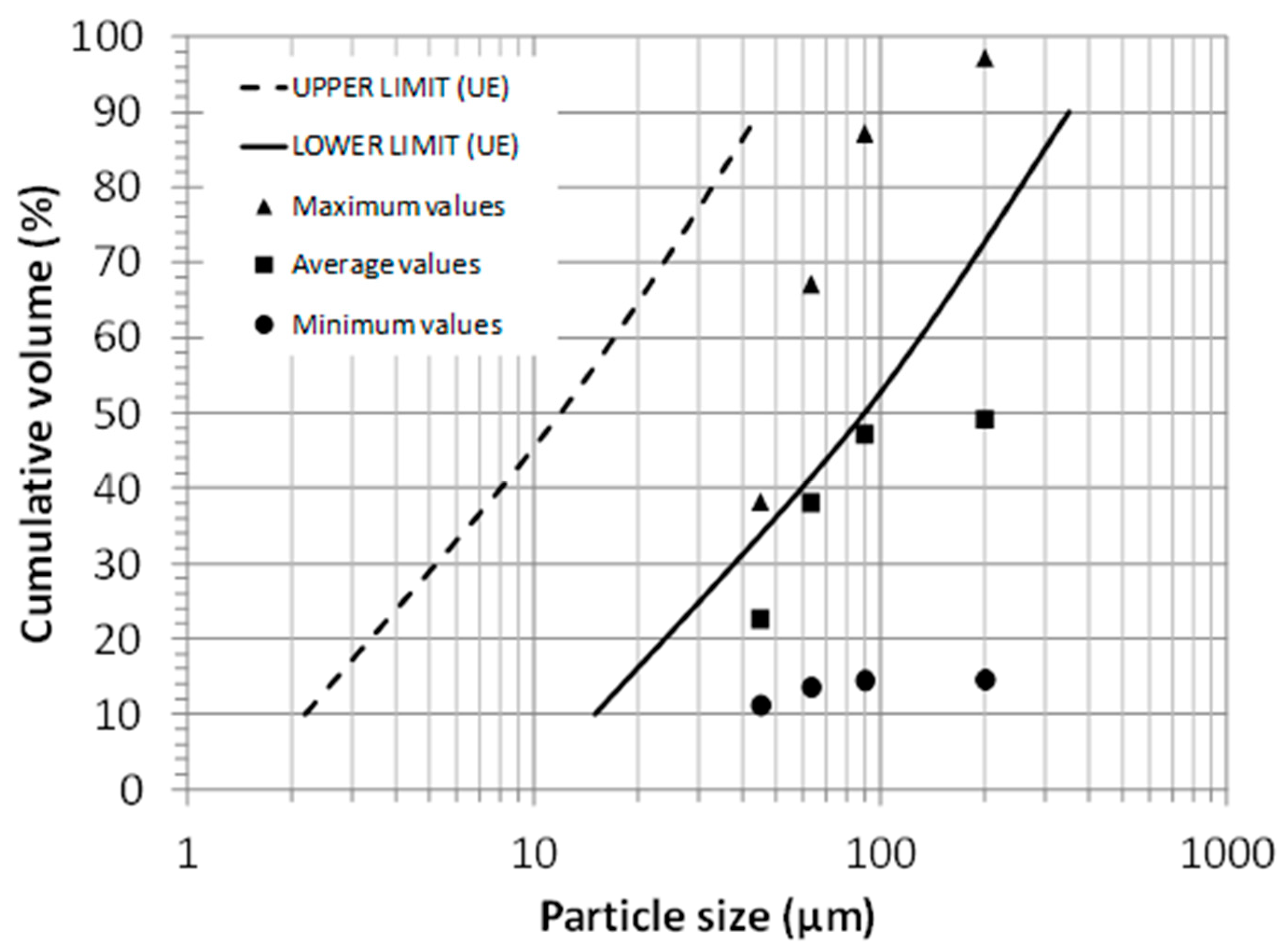
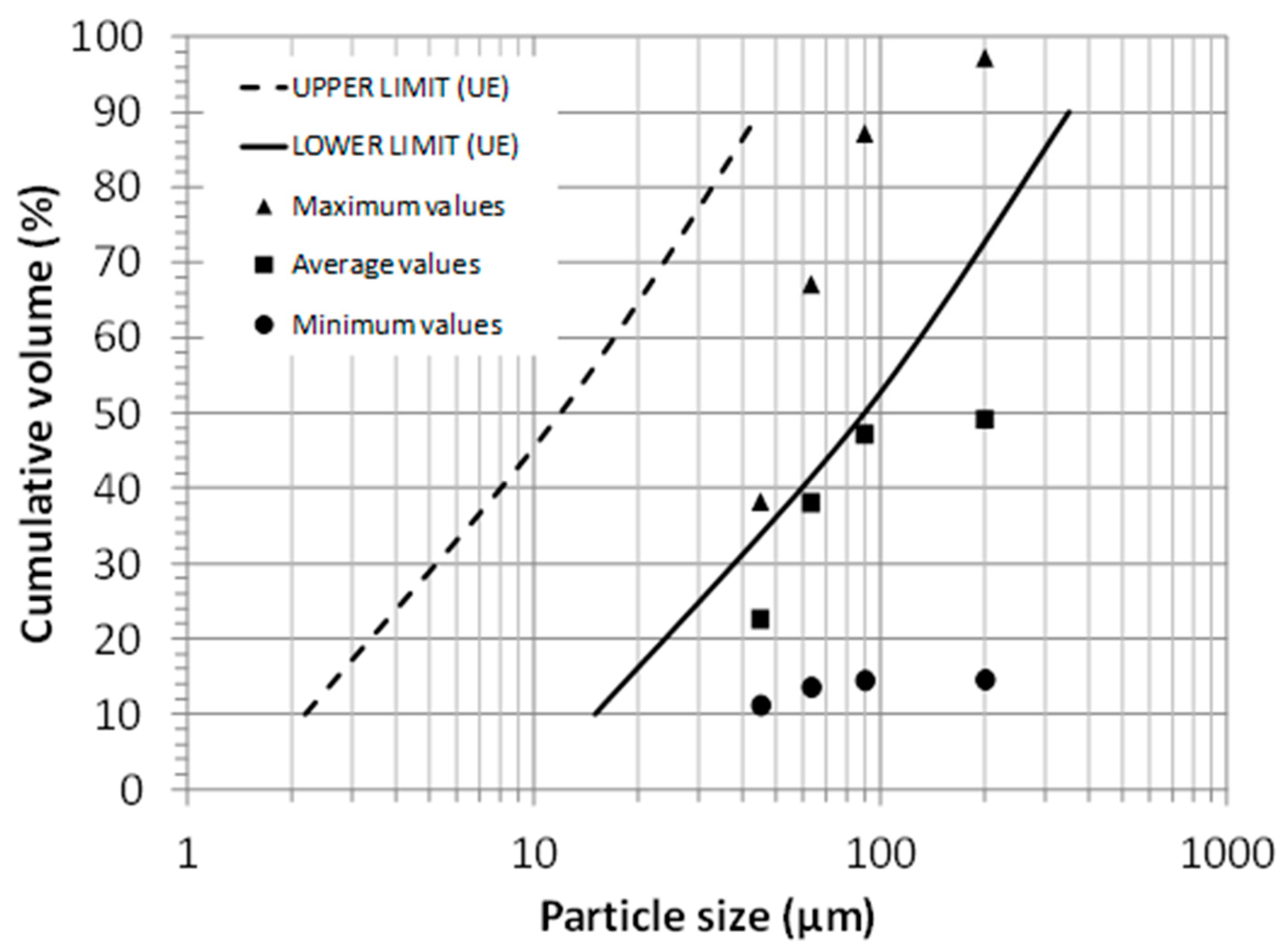
4.2. Coal Fly Ash Fineness in the European Context
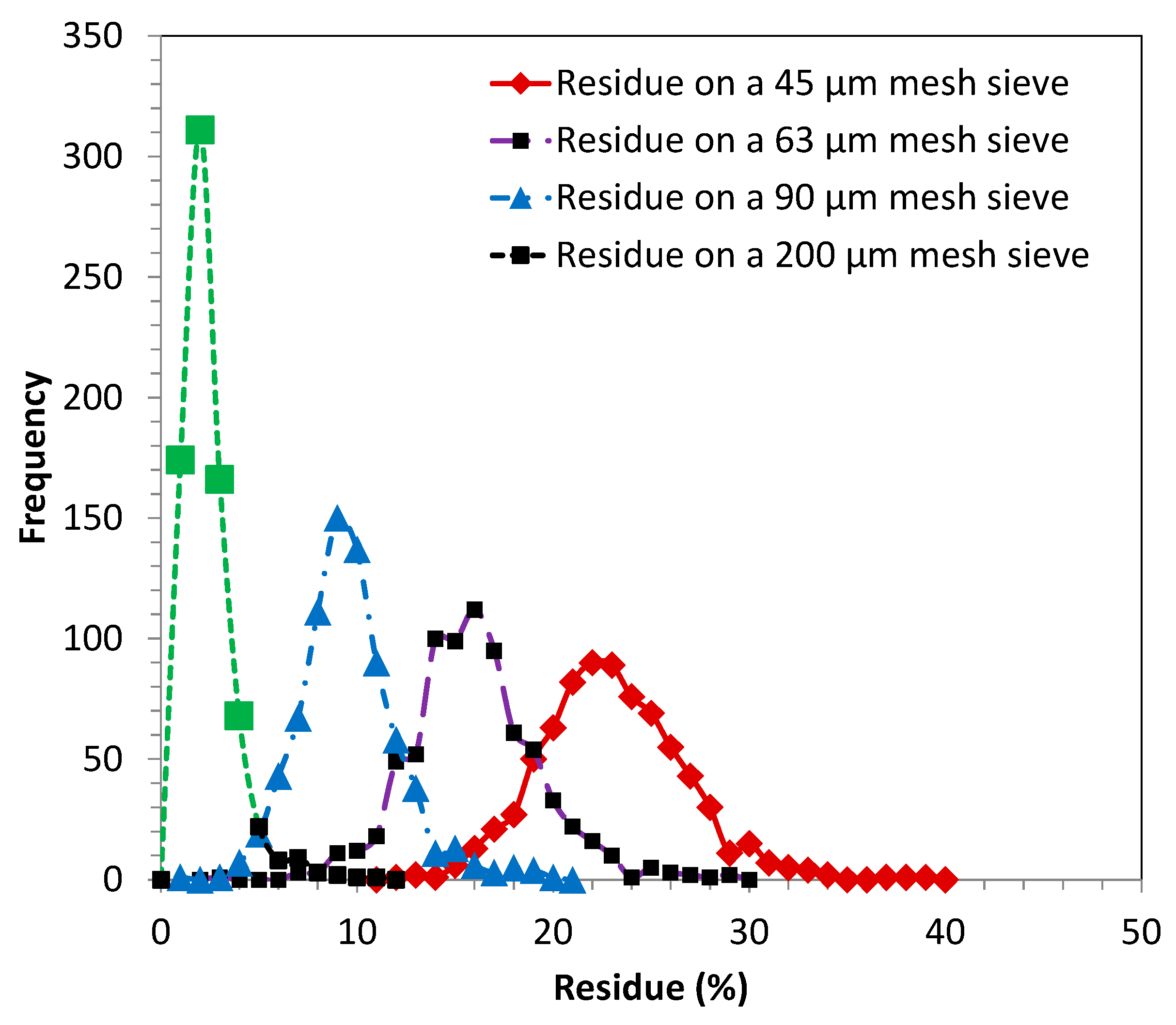
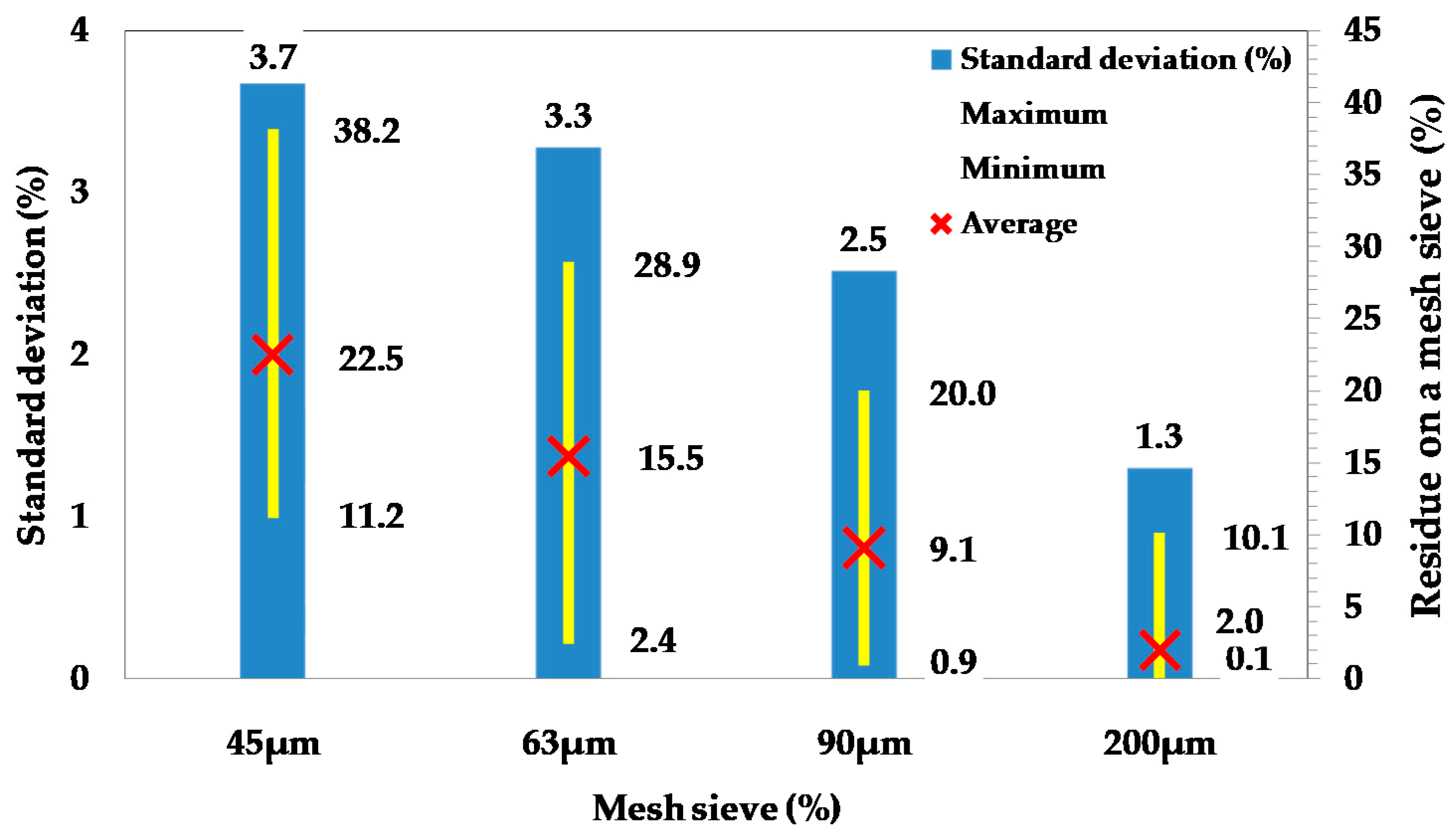
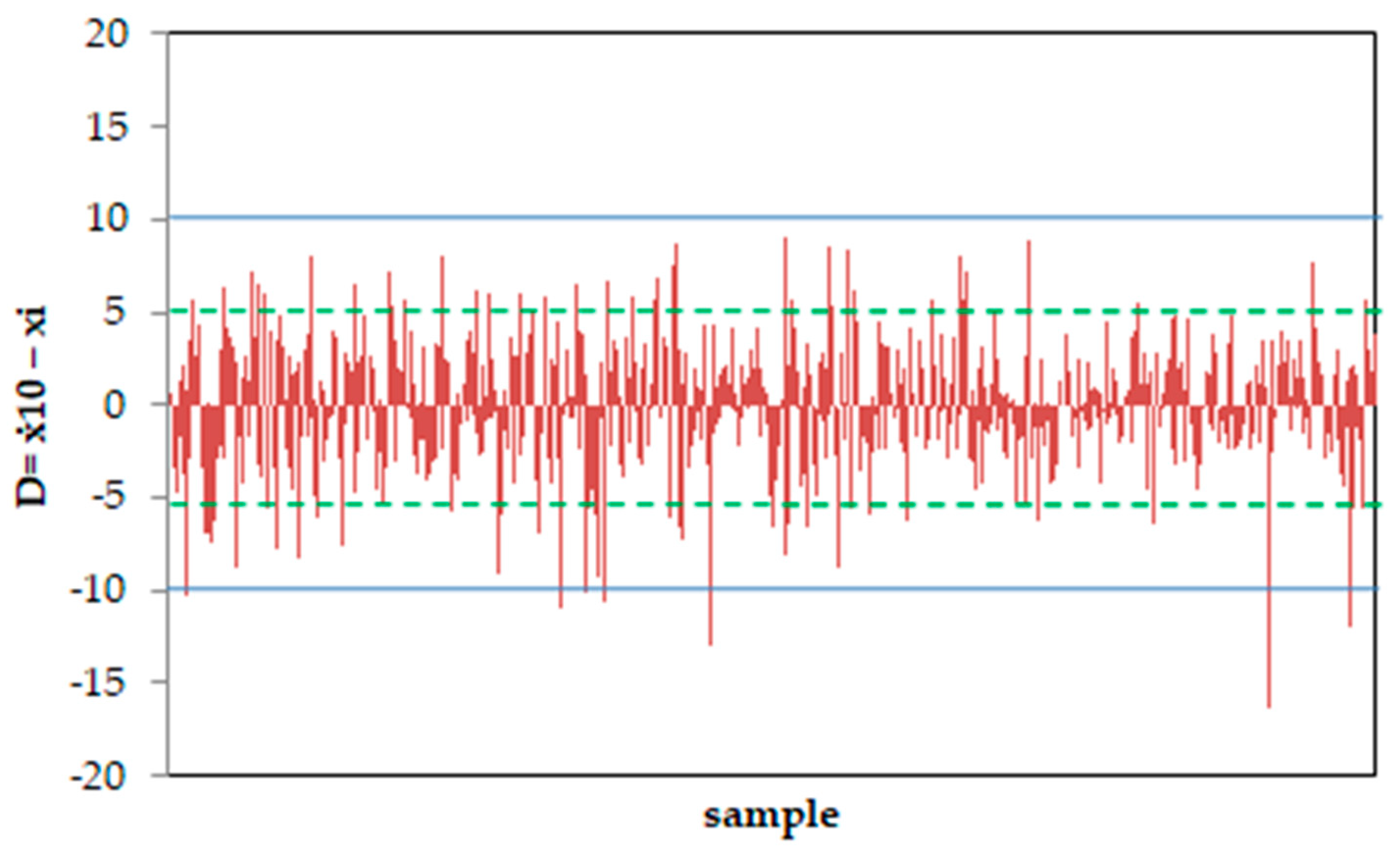
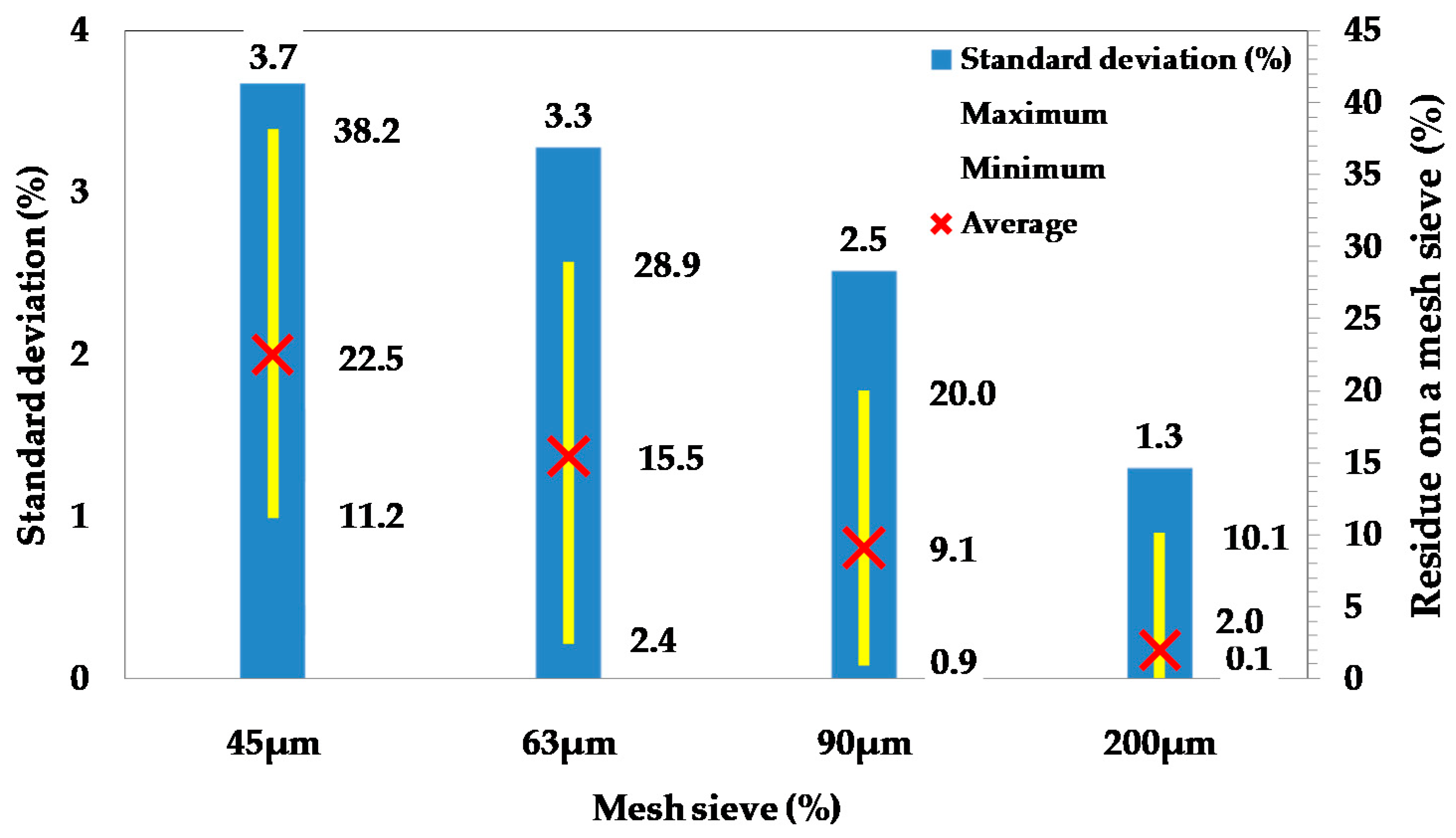
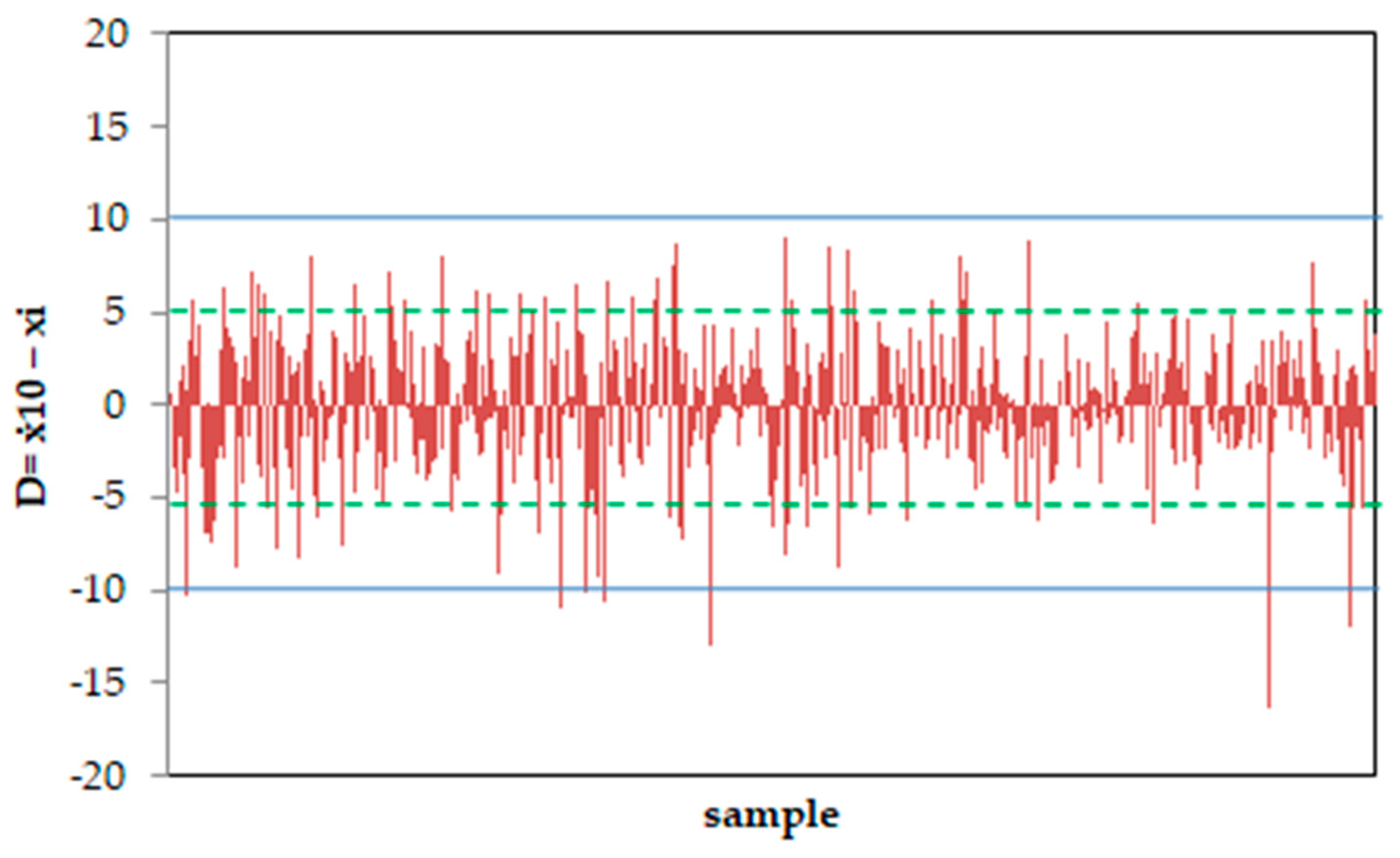
4.3. Coal Fly Ash Fineness Statistical Approach
5. Conclusions
- (1)
- The most significant physical performance characteristic of coal fly ash in concrete is the particle size. It can be assumed that the percentage retained on a 45 µm mesh sieve is an indirect indicator of the residues on the 63 µm, 90 µm and 200 µm sieves. This fact supports that this parameter alone can be used to estimate some concrete properties. Summing up, this determination on a 45 µm with wet sieve method is simple to use, robust and low cost giving good relationships with other fineness ranges. Also, this method is less prone to variations and does not require specialized instrument and laboratory conditions.
- (2)
- The ASTM C 618 variation requirement is considered very strict and unrealistic. Consequently, it can constitute the most frequent cause of coal fly ash failing to meet requirements. Thus, it is suggested to broaden the range from ±5% to as high as ±7%.
- (3)
- The study has shown that the coal fly ash from the Carboneras power station is efficiently produced from South African coal. The coal fly ash particle sizes were 70% less than 45 µm. Apparently, particle agglomerations due to electrostatic attraction did not occur in this coal fly ash. Samples with large particle sizes probably have no implications for practice. Furthermore, the particles size distribution was evenly distributed, providing a well-graded material.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Argiz, C.; Menéndez, E.; Moragues, A.; Sanjuán, M.A. Fly ash characteristics of Spanish coal-fired power plants. Afinidad 2015, 72, 269–277. Available online: http://www.raco.cat/index.php/afinidad/article/viewFile/305569/395407 (accessed on 8 May 2021).
- The International Energy Agency (IEA). Coal 2019. Analysis and Forecast to 2024, 1st ed.; IEA: Paris, France, 2019; pp. 1–165. Available online: https://www.iea.org/reports/coal-2019 (accessed on 8 May 2021).
- European Commission. The European Green Deal. Communication from the Commission to the European Parliament, the European Council, the Council, the European Economic and Social Committee and the Committee of the Regions. Brussels, Belgium. 2019. Available online: https://eur-lex.europa.eu/resource.html?uri=cellar:b828d165-1c22-11ea-8c1f-01aa75ed71a1.0002.02/DOC_1&format=PDF (accessed on 28 November 2020).
- European Commission. The European Climate Law. Regulation (EU) 2021/1119 of the European Parliament and The Council, of 30 June 2021 Establishing the Framework for Achieving Climate Neutrality and Amending Regulations (EC) No 401/2009 and (EU) 2018/1999 (‘European Climate Law’). Official Journal of the European Union. L 243/1–L 243/17. 9 July 2021. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32021R1119&from=EN (accessed on 8 May 2021).
- European Commission. A New Circular Economy Action Plan: For a Cleaner and More Competitive Europe. Communication from the Commission to the European Parliament, The Council, the European Economic and Social Committee and the Committee of the Regions. Available online: https://eur-lex.europa.eu/resource.html?uri=cellar:9903b325-6388-11ea-b735-01aa75ed71a1.0017.02/DOC_1&format=PDF (accessed on 8 May 2021).
- Sanjuán, M.A.; Argiz, C.; Mora, P.; Zaragoza, A. Carbon Dioxide Uptake in the Roadmap 2050 of the Spanish Cement Industry. Energies 2020, 13, 3452. [Google Scholar] [CrossRef]
- Taylor, H.F.W. Cement Chemistry, 2nd ed.; Thomas Telford: London, UK, 1997. [Google Scholar]
- Argiz, C.; Sanjuán, M.; Menéndez, E. Coal Bottom Ash for Portland Cement Production. Adv. Mater. Sci. Eng. 2017, 2017, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Lieberman, R.N.; Knop, Y.; Querol, X.; Moreno, N.; Muñoz-Quirós, C.; Mastai, Y.; Anker, Y.; Cohen, H. Environmental impact and potential use of coal fly ash and sub-economical quarry fine aggregates in concrete. J. Hazard. Mater. 2018, 344, 1043–1056. [Google Scholar] [CrossRef]
- European Committee for Standardization (CEN). EN 197−1:2011. Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cement; European Committee for Standardization (CEN): Brussels, Belgium, 2011. [Google Scholar]
- Manz, O.E. Coal fly ash: A retrospective and future look. Fuel 1999, 78, 133–136. [Google Scholar] [CrossRef]
- Costa, U.; Massazza, F. Some properties of pozzolanic cements containing fly ashes. In Proceedings of the first CANMET/ACI International Conference on the Use of Fly Ash, Silica Fume, Slag and Other Mineral by-Products in Concrete, 1st ed.; ACI SP-79; Malhotra, V.M., Ed.; American Concrete Institute (ACI): Montebello, QU, Canada, 1983; Volume 1, pp. 235–254. [Google Scholar]
- European Committee for Standardization (CEN). EN 450-1. Fly Ash for Concrete: Definitions, Requirements and Quality Control; European Committee for Standardization (CEN): Brussels, Belgium, 2012. [Google Scholar]
- Sanjuán, M.A.; Argiz, C.; Menéndez, E. Efecto de la adición de mezclas de ceniza volante y ceniza de fondo procedentes del carbón en la resistencia mecánica y porosidad de cementos Portland. Mater. Construcc. 2013, 63, 49–64. [Google Scholar] [CrossRef] [Green Version]
- Payá, J.; Monzó, J.; Borrachero, M.; Peris-Mora, E.; Amahjour, F. Mechanical treatment of fly ashes: Part IV. Strength development of ground fly ash-cement mortars cured at different temperatures. Cem. Concr. Res. 2000, 30, 543–551. [Google Scholar] [CrossRef]
- Wang, S.; Baxter, L.; Fonseca, F. Biomass fly ash in concrete: SEM, EDX and ESEM analysis. Fuel 2008, 87, 372–379. [Google Scholar] [CrossRef]
- Ranjbar, N.; Kuenzel, C. Cenospheres: A review. Fuel 2017, 207, 1–12. [Google Scholar] [CrossRef]
- Żyrkowski, M.; Neto, R.C.; Santos, L.F.; Witkowski, K. Characterization of fly-ash cenospheres from coal-fired power plant unit. Fuel 2016, 174, 49–53. [Google Scholar] [CrossRef]
- Sokol, E.; Maksimova, N.; Volkova, N.; Nigmatulina, E.; Frenkel, A. Hollow silicate microspheres from fly ashes of the Chelyabinsk brown coals (South Urals, Russia). Fuel Process. Technol. 2000, 67, 35–52. [Google Scholar] [CrossRef]
- Fomenko, E.; Anshits, N.; Solovyov, L.; Mikhaylova, O.A.; Anshits, A. Composition and Morphology of Fly Ash Cenospheres Produced from the Combustion of Kuznetsk Coal. Energy Fuels 2013, 27, 5440–5448. [Google Scholar] [CrossRef]
- Malhotra, V. Durability of concrete incorporating high-volume of low-calcium (ASTM Class F) fly ash. Cem. Concr. Compos. 1990, 12, 271–277. [Google Scholar] [CrossRef]
- Yang, E.H.; Yang, Y.Z.; Victor Li, C. Use of High Volumes of Fly Ash to Improve ECC Mechanical Properties and Material Greenness. ACI Mater. J. 2007, 104, 303–310. [Google Scholar] [CrossRef]
- Park, J.-H.; Bui, Q.-T.; Jung, S.-H.; Yang, I.-H. Selected Strength Properties of Coal Bottom Ash (CBA) Concrete Containing Fly Ash under Different Curing and Drying Conditions. Materials 2021, 14, 5381. [Google Scholar] [CrossRef]
- Lam, L.; Wong, Y.; Poon, C.S. Degree of hydration and gel/space ratio of high-volume fly ash/cement systems. Cem. Concr. Res. 2000, 30, 747–756. [Google Scholar] [CrossRef]
- Narmluk, M.; Nawa, T. Effect of fly ash on the kinetics of Portland cement hydration at different curing temperatures. Cem. Concr. Res. 2011, 41, 579–589. [Google Scholar] [CrossRef] [Green Version]
- Ramezanianpour, A.; Malhotra, V. Effect of curing on the compressive strength, resistance to chloride-ion penetration and porosity of concretes incorporating slag, fly ash or silica fume. Cem. Concr. Compos. 1995, 17, 125–133. [Google Scholar] [CrossRef]
- Hashmi, A.F.; Shariq, M.; Baqi, A. Experimental and analytical investigation on the age-dependent tensile strength of low-calcium fly ash-based concrete. Innov. Infrastruct. Solut. 2021, 6, 1–16. [Google Scholar] [CrossRef]
- Rivera, R.A.; Sanjuán, M.Á.; Martín, D.A. Granulated Blast-Furnace Slag and Coal Fly Ash Ternary Portland Cements Optimization. Sustainability 2020, 12, 5783. [Google Scholar] [CrossRef]
- Atis, C. High-Volume Fly Ash Concrete with High Strength and Low Drying Shrinkage. J. Mater. Civ. Eng. 2003, 15, 153–156. [Google Scholar] [CrossRef]
- Hashmi, A.F.; Shariq, M.; Baqi, A. An investigation into age-dependent strength, elastic modulus and deflection of low calcium fly ash concrete for sustainable construction. Constr. Build. Mater. 2021, 283, 122772. [Google Scholar] [CrossRef]
- Ankur, N.; Singh, N. Performance of cement mortars and concretes containing coal bottom ash: A comprehensive review. Renew. Sustain. Energy Rev. 2021, 149, 111361. [Google Scholar] [CrossRef]
- Poon, C.; Lam, L.; Wong, Y. A study on high strength concrete prepared with large volumes of low calcium fly ash. Cem. Concr. Res. 2000, 30, 447–455. [Google Scholar] [CrossRef]
- Thomas, M.D.A.; Matthews, J.D. Performance of PFA concrete in a marine environment—10-year results. Cem. Concr. Compos. 2004, 26, 5–20. [Google Scholar] [CrossRef]
- Nath, P.; Sarker, P.; Biswas, W. Effect of fly ash on the service life, carbon footprint and embodied energy of high strength concrete in the marine environment. Energy Build. 2018, 158, 1694–1702. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.-Y.; Park, K.-B. Analysis of compressive strength development of concrete containing high volume fly ash. Constr. Build. Mater. 2015, 98, 810–819. [Google Scholar] [CrossRef]
- Shen, D.; Shi, X.; Zhu, S.; Duan, X.; Zhang, J. Relationship between tensile Young’s modulus and strength of fly ash high strength concrete at early age. Constr. Build. Mater. 2016, 123, 317–326. [Google Scholar] [CrossRef]
- Vázquez-Rivera, N.I.; Soto-Pérez, L.; John, J.N.S.; Molina-Bas, O.I.; Hwang, S.S. Optimization of pervious concrete containing fly ash and iron oxide nanoparticles and its application for phosphorus removal. Constr. Build. Mater. 2015, 93, 22–28. [Google Scholar] [CrossRef] [Green Version]
- Sata, V.; Ngohpok, C.; Chindaprasirt, P. Properties of pervious concrete containing high-calcium fly ash. Comput. Concr. 2016, 17, 337–351. [Google Scholar] [CrossRef]
- Zaetang, Y.; Wongsa, A.; Sata, V.; Chindaprasrit, P. Influence of mineral additives on the properties of pervious concrete. IJEMS 2017, 24, 507–515. [Google Scholar]
- Saboo, N.; Shivhare, S.; Kori, K.K.; Chandrappa, A.K. Effect of fly ash and metakaolin on pervious concrete properties. Constr. Build. Mater. 2019, 223, 322–328. [Google Scholar] [CrossRef]
- Mardani-Aghabaglou, A.; Ramyar, K. Mechanical properties of high-volume fly ash roller compacted concrete designed by maximum density method. Constr. Build. Mater. 2013, 38, 356–364. [Google Scholar] [CrossRef]
- Bayqra, S.H.; Mardani-Aghabaglou, A.; Ramyar, K. Physical and mechanical properties of high volume fly ash roller compacted concrete pavement (A laboratory and case study). Constr. Build. Mater. 2021, 314, 125664. [Google Scholar] [CrossRef]
- Aguiar, L.B.; Camelo, A.M.R.O.; Ribeiro, A.C.B.S. Roller Compacted Concrete (RCC)—Strength and Permeability of Horizontal Joints. In Proceedings of the International Conference on Challenges of Concrete Construction: Volume 5, Sustainable Concrete Construction, University of Dundee, Scotland, UK, 9–11 September 2002; Dhir, R.K., Dyer, T.D., Halliday, J.E., Eds.; ICE Publishing: London, UK, 2002; pp. 751–760. [Google Scholar] [CrossRef] [Green Version]
- Qian, P.; Xu, Q. Experimental investigation on properties of interface between concrete layers. Constr. Build. Mater. 2018, 174, 120–129. [Google Scholar] [CrossRef]
- Şahmaran, M.; Keskin, S.B.; Ozerkan, G.; Yaman, I.O. Self-healing of mechanically-loaded self consolidating concretes with high volumes of fly ash. Cem. Concr. Compos. 2008, 30, 872–879. [Google Scholar] [CrossRef]
- Jing, R.; Liu, Y.; Yan, P. Uncovering the effect of fly ash cenospheres on the macroscopic properties and microstructure of ultra high-performance concrete (UHPC). Constr. Build. Mater. 2021, 286, 122977. [Google Scholar] [CrossRef]
- Ferdosian, I.; Camões, A.; Ribeiro, M. High-volume fly ash paste for developing ultra-high performance concrete (UHPC). Cienc. Tecnol. Mater. 2017, 29, e157–e161. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Jaturapitakkul, C.; Sinsiri, T. Effect of fly ash fineness on compressive strength and pore size of blended cement paste. Cem. Concr. Compos. 2005, 27, 425–428. [Google Scholar] [CrossRef]
- Wang, D.; Shi, C.; Wu, Z.; Xiao, J.; Huang, Z.; Fang, Z. A review on ultra high performance concrete: Part II. Hydration, microstructure and properties. Constr. Build. Mater. 2015, 96, 368–377. [Google Scholar] [CrossRef]
- IPCC. 2021: Climate Change 2021: The Physical Science Basis. In Contribution of Working Group I to the Sixth Assessment Report of the Intergovernmental Panel on Climate Change; Masson-Delmotte, V., Zhai, P., Pirani, A., Connors, S.L., Péan, C., Berger, S., Caud, N., Chen, Y., Goldfarb, L., Gomis, M.I., et al., Eds.; Cambridge University Press: Cambridge, UK, 2021; Available online: https://www.ipcc.ch/report/ar6/wg1/downloads/report/IPCC_AR6_WGI_Full_Report.pdf (accessed on 8 May 2021).
- Sanjuán, M.; Andrade, C.; Mora, P.; Zaragoza, A. Carbon Dioxide Uptake by Cement-Based Materials: A Spanish Case Study. Appl. Sci. 2020, 10, 339. [Google Scholar] [CrossRef] [Green Version]
- Yu, J.; Lu, C.; Leung, C.K.; Li, G. Mechanical properties of green structural concrete with ultrahigh-volume fly ash. Constr. Build. Mater. 2017, 147, 510–518. [Google Scholar] [CrossRef]
- European Committee for Standardization (CEN). EN 451-2. Method of Testing Fly Ash—Part 2: Determination of Fineness by Wet Sieving; European Committee for Standardization (CEN): Brussels, Belgium, 1994. [Google Scholar]
- European Committee for Standardization (CEN). EN 196-2. Method of Testing Cement—Part 2: Chemical Analysis of Cement; European Committee for Standardization (CEN): Brussels, Belgium, 2013. [Google Scholar]
- Dhir, R.K.; Hubbard, F.H.; Munday, J.G.L.; Jones, M.R. Characteristics of low-lime fly ashes significant to their use in concrete. In Proceedings of the 2nd International Conference on Fly Ash, Silica Fume, Slag, and Natural Pozzolans in Concrete, ACI Special Publication SP-91, Madrid, Spain; Malhotra, V.M., Ed.; The American Concrete Institute: Farmington Hills, MI, USA, 1986; pp. 693–722. [Google Scholar]
- Aydın, S.; Karatay, Ç.; Baradan, B. The effect of grinding process on mechanical properties and alkali–silica reaction resistance of fly ash incorporated cement mortars. Powder Technol. 2010, 197, 68–72. [Google Scholar] [CrossRef]
- Sanjuán, M.; Argiz, C.; Galvez, J.; Moragues, A. Effect of silica fume fineness on the improvement of Portland cement strength performance. Constr. Build. Mater. 2015, 96, 55–64. [Google Scholar] [CrossRef]
- Moreno, N.; Querol, X.; Andrés, J.M.; Stanton, K.; Towler, M.; Nugteren, H.; Janssen-Jurkovicová, M.; Jones, R. Physico-chemical characteristics of European pulverized coal combustion fly ashes. Fuel 2005, 84, 1351–1363. [Google Scholar] [CrossRef]
- Rubio, B.; Izquierdo, M.; Mayoral, M.; Bona, M.; Martínez-Tarazona, R. Preparation and characterization of carbon-enriched coal fly ash. J. Environ. Manag. 2008, 88, 1562–1570. [Google Scholar] [CrossRef] [Green Version]
- Vassilev, S.V.; Vassileva, C.G. Mineralogy of combustion wastes from coal-fired power stations. Fuel Process. Technol. 1996, 47, 261–280. [Google Scholar] [CrossRef]
- Lane, R.O.; Best, J.F. Properties and Use of Fly Ash in Portland Cement Concrete. Concr. Int. Des. Constr. 1982, 4, 81–92. Available online: https://www.concrete.org/publications/internationalconcreteabstractsportal.aspx?m=details&i=9058 (accessed on 16 May 2021).
- Ravina, D. Optimized determination of PFA (fly ash) fineness with reference to pozzolanic activity. Cem. Concr. Res. 1980, 10, 573–580. [Google Scholar] [CrossRef]
- American Society for Testing and Materials (ASTM). ASTM C 618-17—Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete; American Society for Testing and Materials (ASTM): Philadelphia, PA, USA, 2017. [Google Scholar]
- Felekoğlu, B.; Türkel, S.; Kalyoncu, H. Optimization of fineness to maximize the strength activity of high-calcium ground fly ash—Portland cement composites. Constr. Build. Mater. 2009, 23, 2053–2061. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxide | SiO2 | Al2O3 | CaO | Fe2O3 | MgO | SO3 | K2O | Ti2O5 | P2O5 | LOI | IR 1 | Cl− |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Content (%) | 50.5 | 28.9 | 5.0 | 4.7 | 1.8 | 0.21 | 0.8 | 1.56 | 0.76 | 3.6 | 71.3 | 0.001 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sanjuán, M.Á.; Argiz, C. Fineness of Coal Fly Ash for Use in Cement and Concrete. Fuels 2021, 2, 471-486. https://doi.org/10.3390/fuels2040027
Sanjuán MÁ, Argiz C. Fineness of Coal Fly Ash for Use in Cement and Concrete. Fuels. 2021; 2(4):471-486. https://doi.org/10.3390/fuels2040027
Chicago/Turabian StyleSanjuán, Miguel Ángel, and Cristina Argiz. 2021. "Fineness of Coal Fly Ash for Use in Cement and Concrete" Fuels 2, no. 4: 471-486. https://doi.org/10.3390/fuels2040027
APA StyleSanjuán, M. Á., & Argiz, C. (2021). Fineness of Coal Fly Ash for Use in Cement and Concrete. Fuels, 2(4), 471-486. https://doi.org/10.3390/fuels2040027