Simulation and Experimental Validation of Splat Profiles for Cold-Sprayed CP-Ti with Varied Powder Morphology

 , ,
, ,  , , ,
, , ,  and
and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Simulation Setup
2.1.1. CAD Model Generation
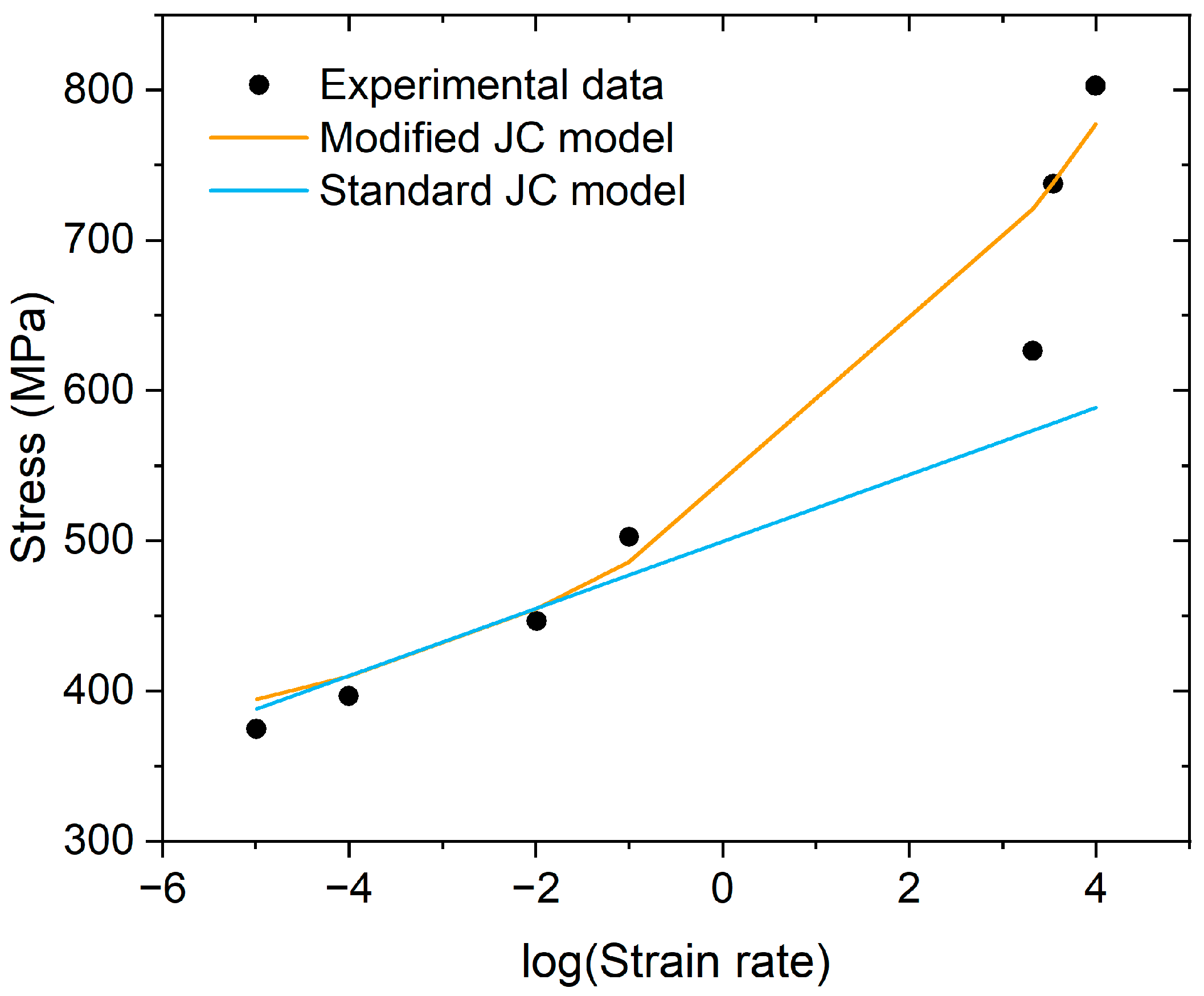
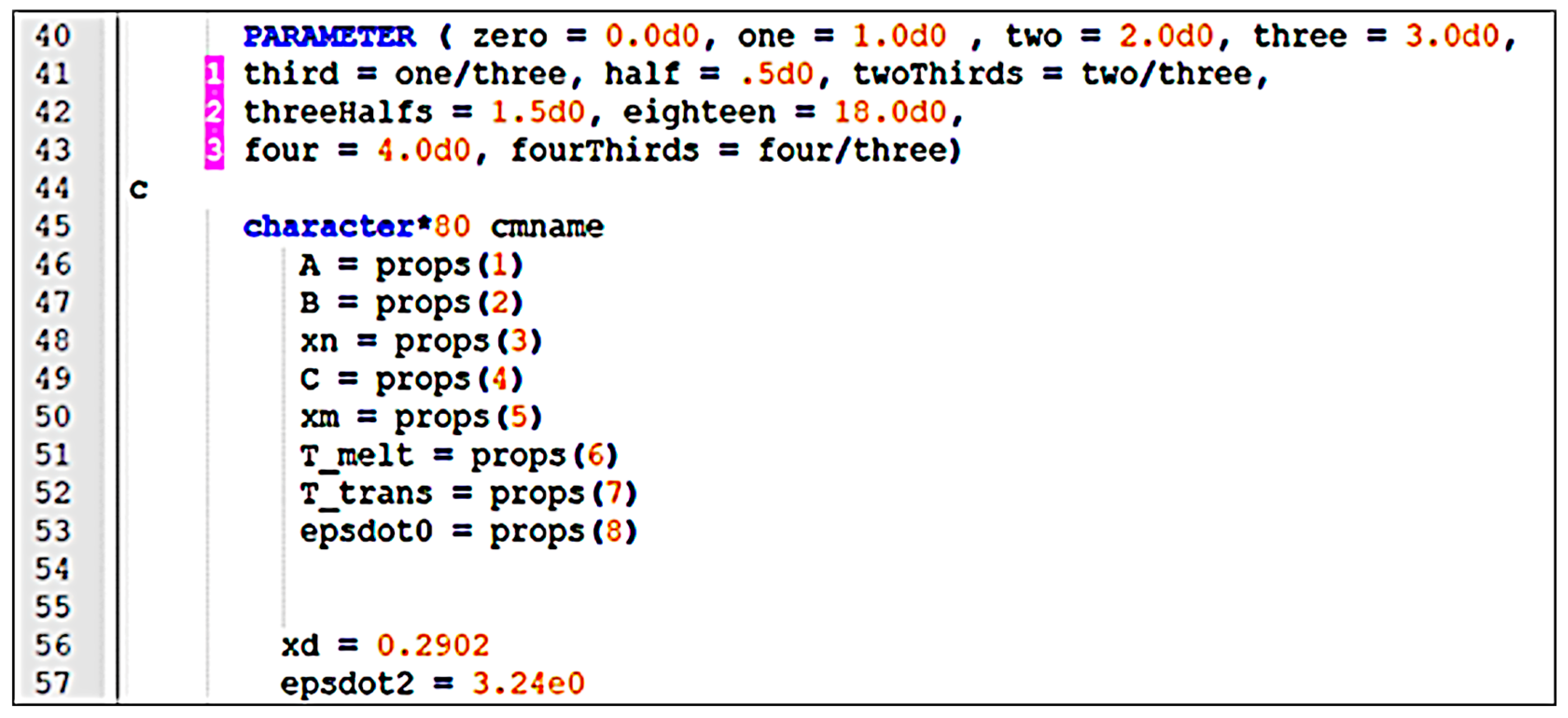
2.1.2. Modified Johnson–Cook (JC) Parameters
2.1.3. Preparation of Simulation Inputs
2.2. Experimental Setup
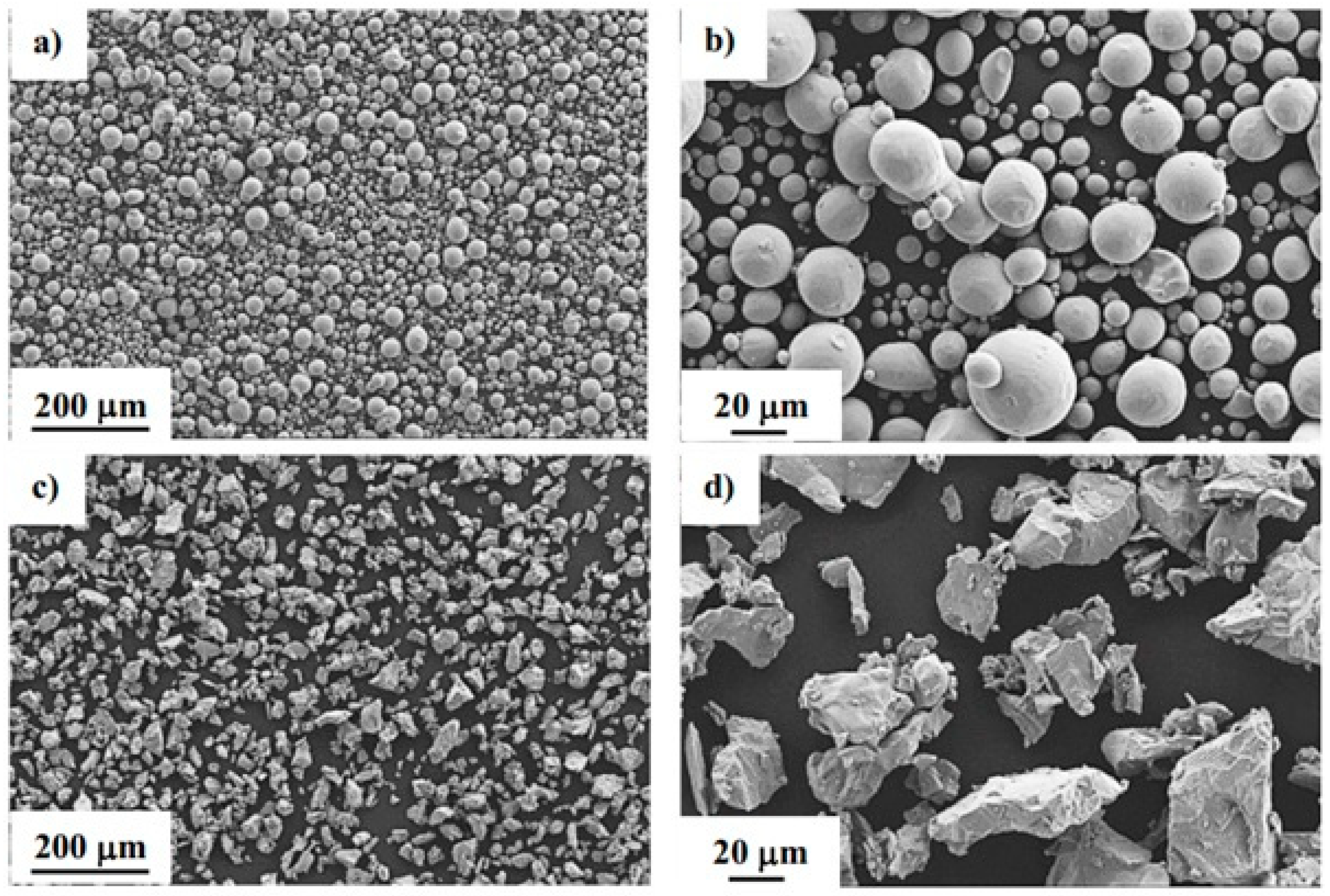
2.2.1. Feedstock Powder Preparation
2.2.2. Substrate Preparation
2.2.3. Cold Spray Procedure
2.2.4. Post-Experimental Analysis
3. Results and Discussion
3.1. Comparison of 80 µm and 40 µm Al6061-T6 Feedstock
3.2. Impact of CP-Ti Feedstock on CP-Ti Substrate
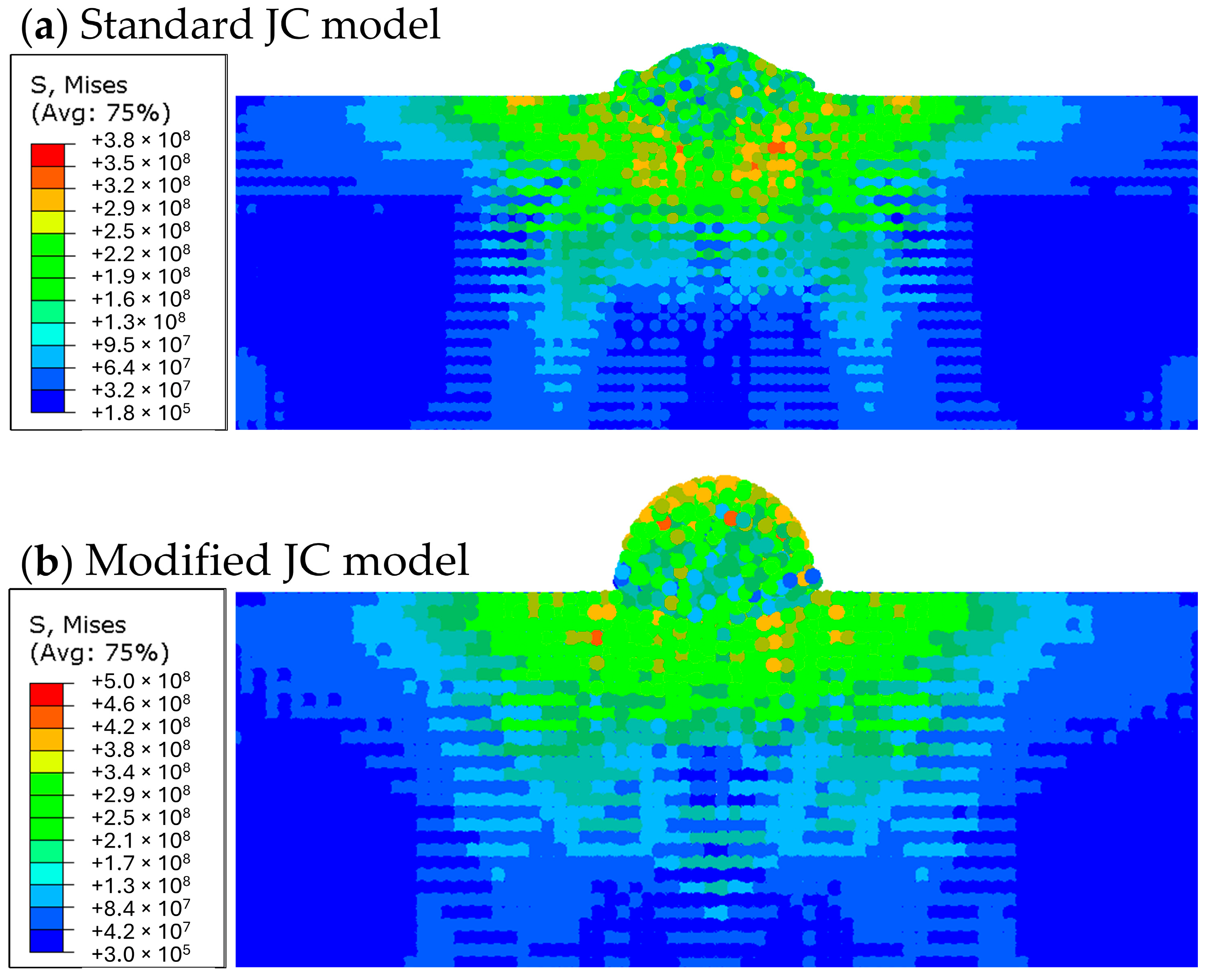
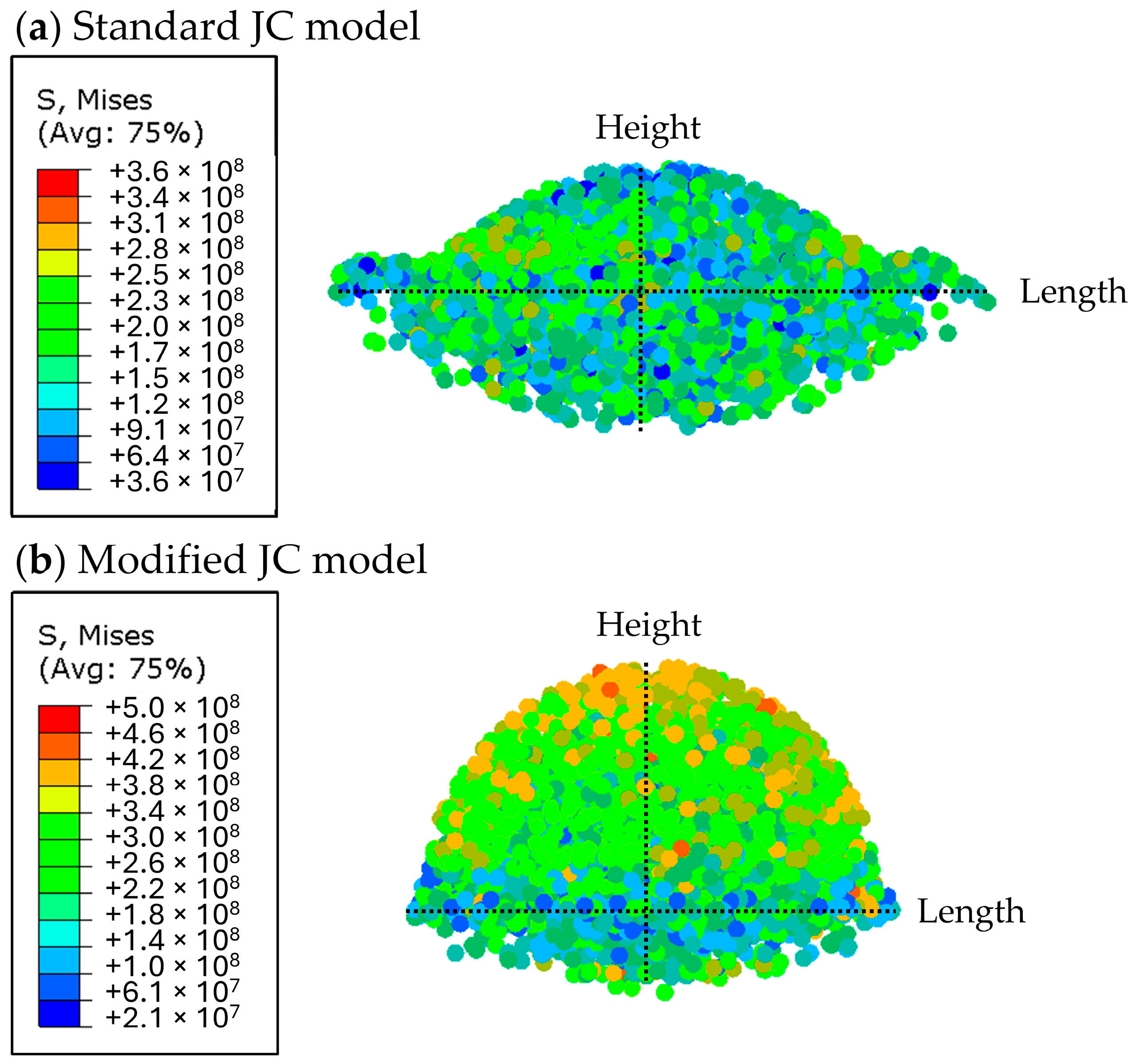
3.3. Comparison of Standard and Modified JC Models
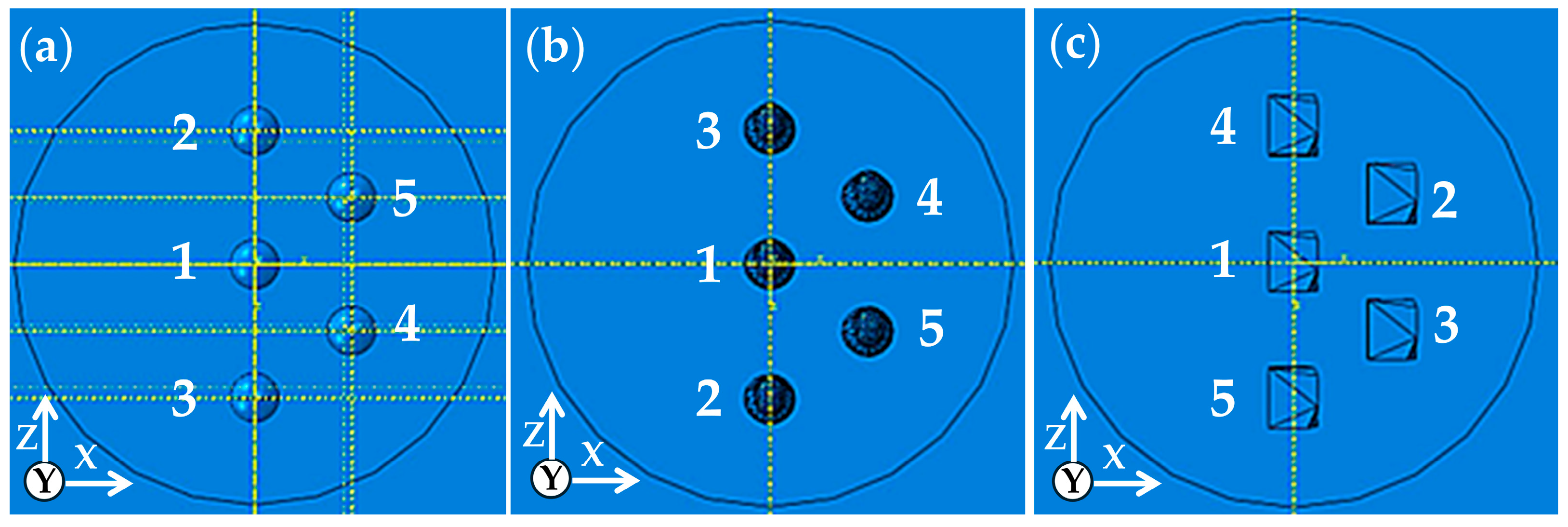
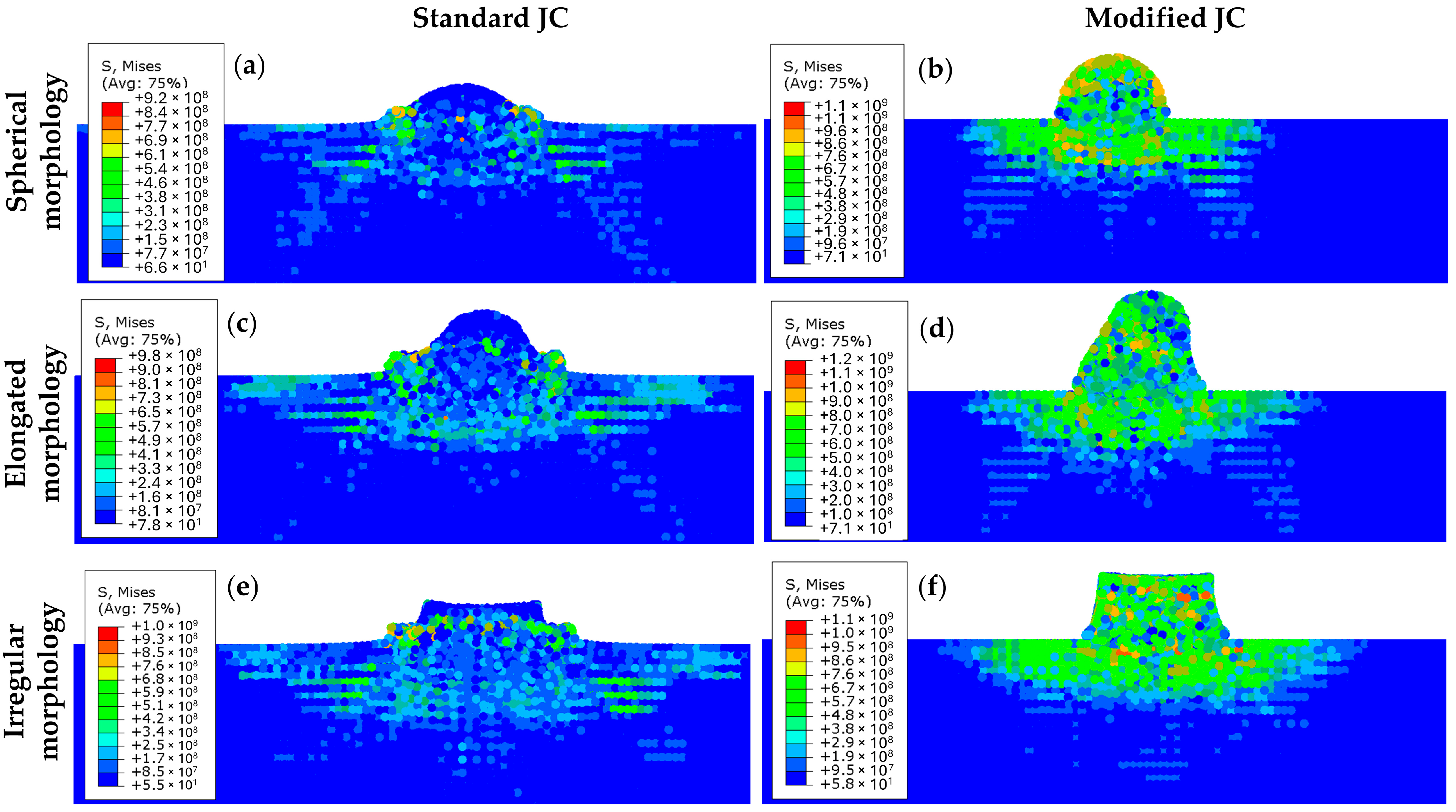
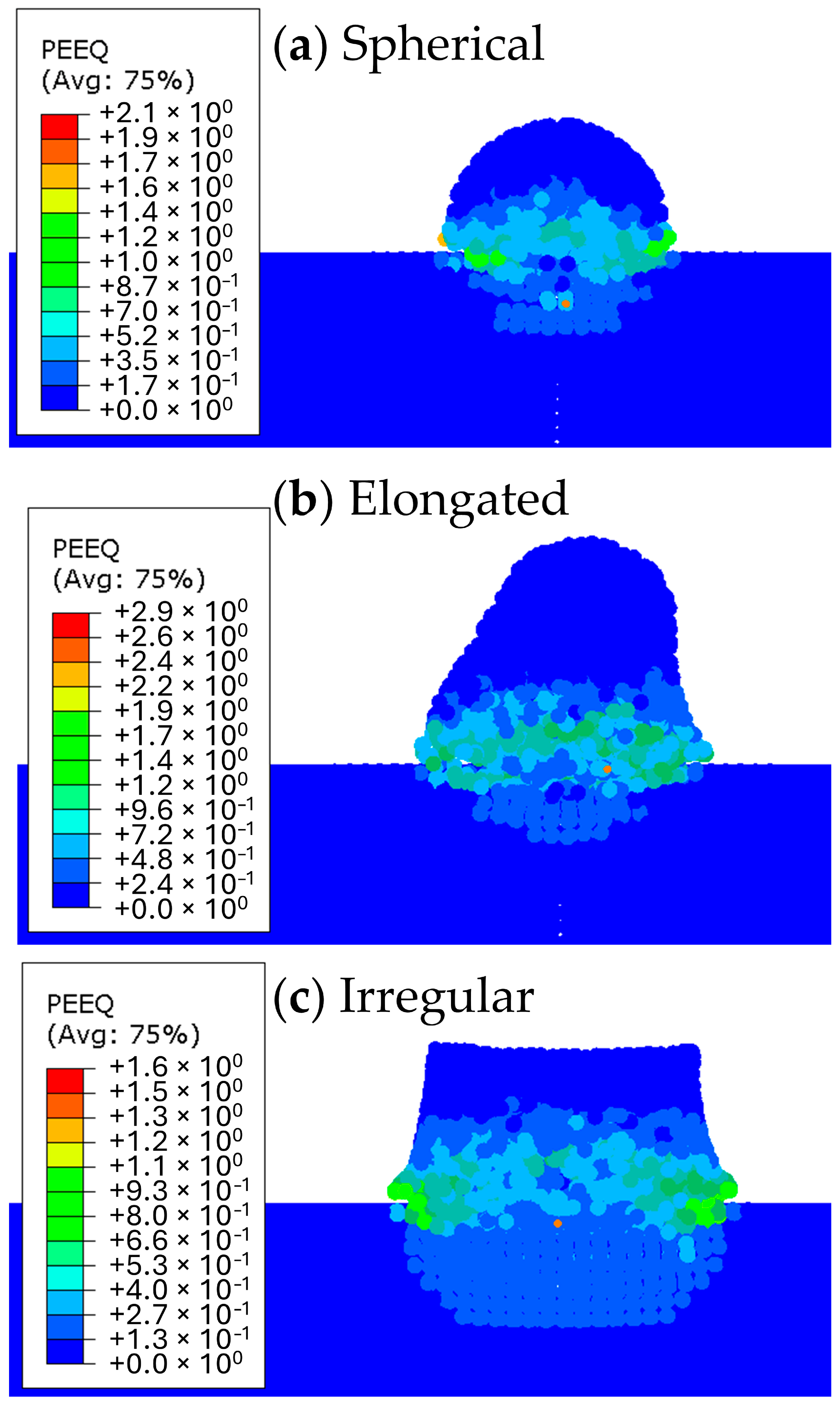
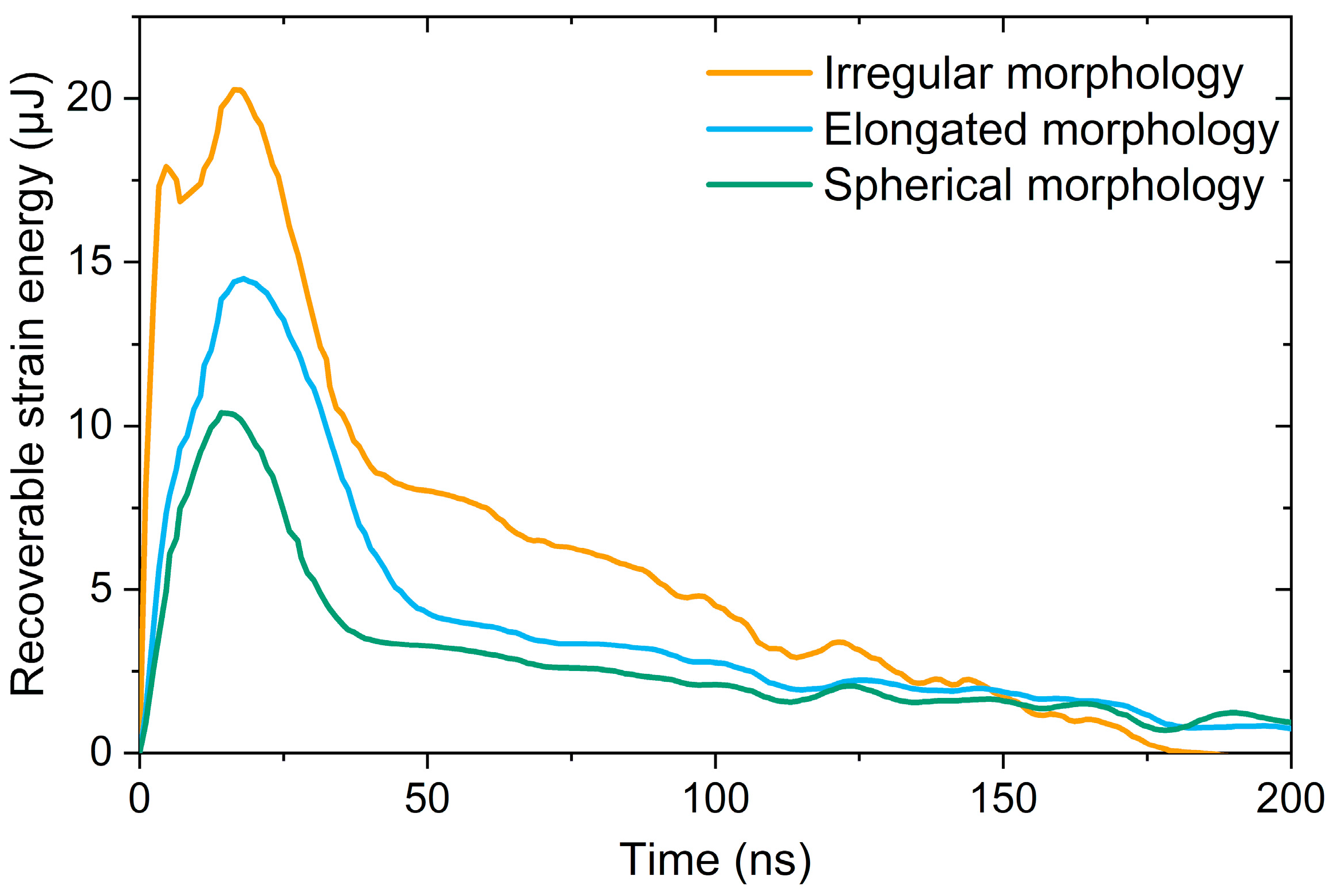
3.4. Spherical, Elongated, and Irregular Particle Morphologies
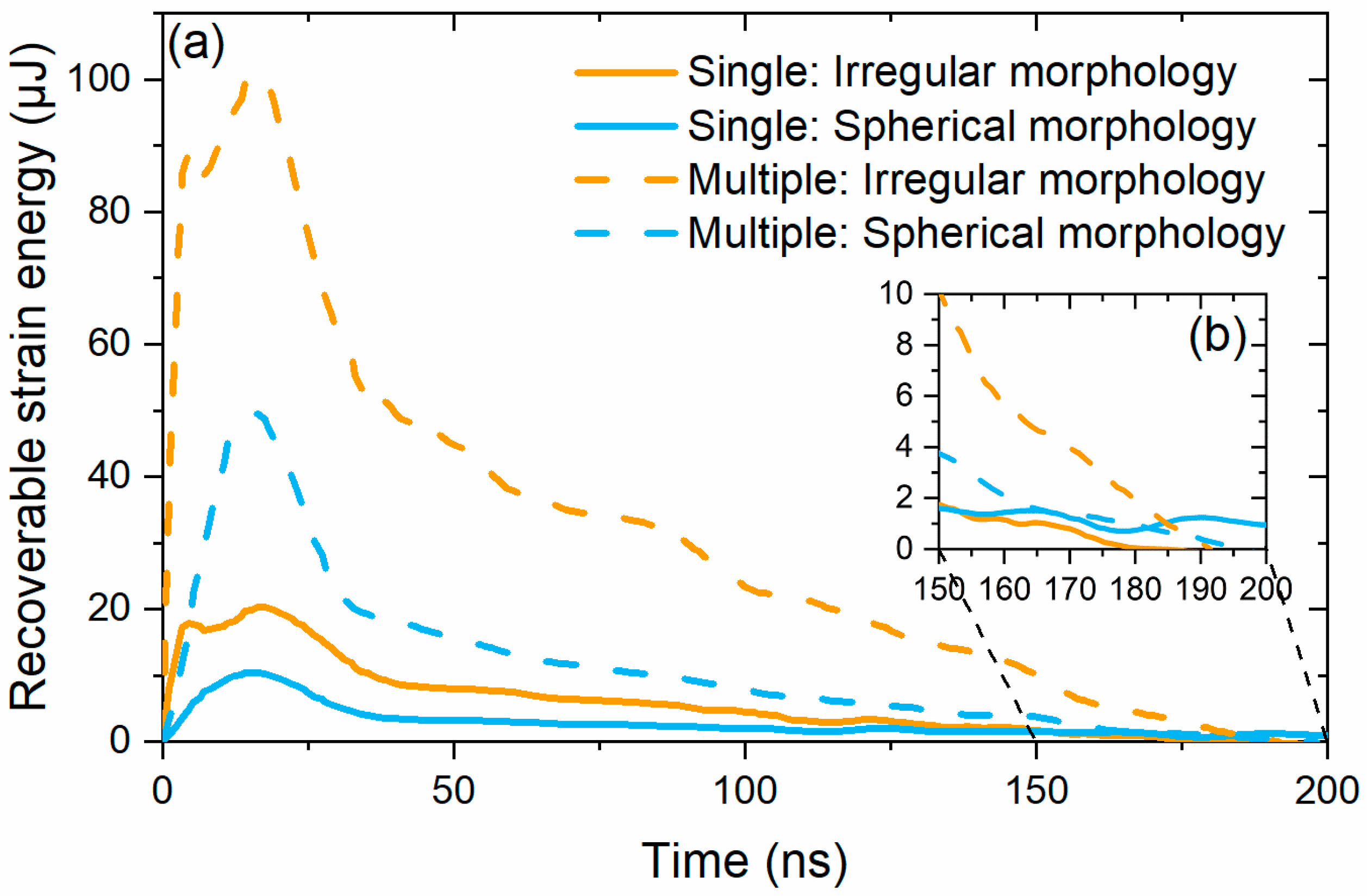
3.5. Comparison Between Single and Multiple Particle Simulations
4. Conclusions
- 1.
- From the simulations using CP-Ti as the feedstock particles, it was shown that the maximum temperature of both feedstock and substrate remained below the melting temperature of the associated materials throughout the deposition process.
- 2.
- During simulation of CP-Ti feedstock particle deposition, the observed von Mises stress was higher under the standard JC model than the modified JC model.
- 3.
- The particles simulated under the modified JC model appeared to undergo less plastic deformation than those under the standard JC model.
- 4.
- Experimental validation was undertaken for the verification of simulation results. The cross-section profiles of spherical single splats were obtained from experiments and were compared against the simulated profiles. This comparison showed that while the modified JC model typically underestimated the particle profile after impact by 5%, the standard JC model often significantly overestimated the entire deformed profile by 32%.
- 5.
- The simulation results showed that the impact depth of particle splats accurately correlated with the experimental results, including the effect when varying feedstock morphology for both spherical and irregular particles deposited onto CP-Ti substrates.
- 6.
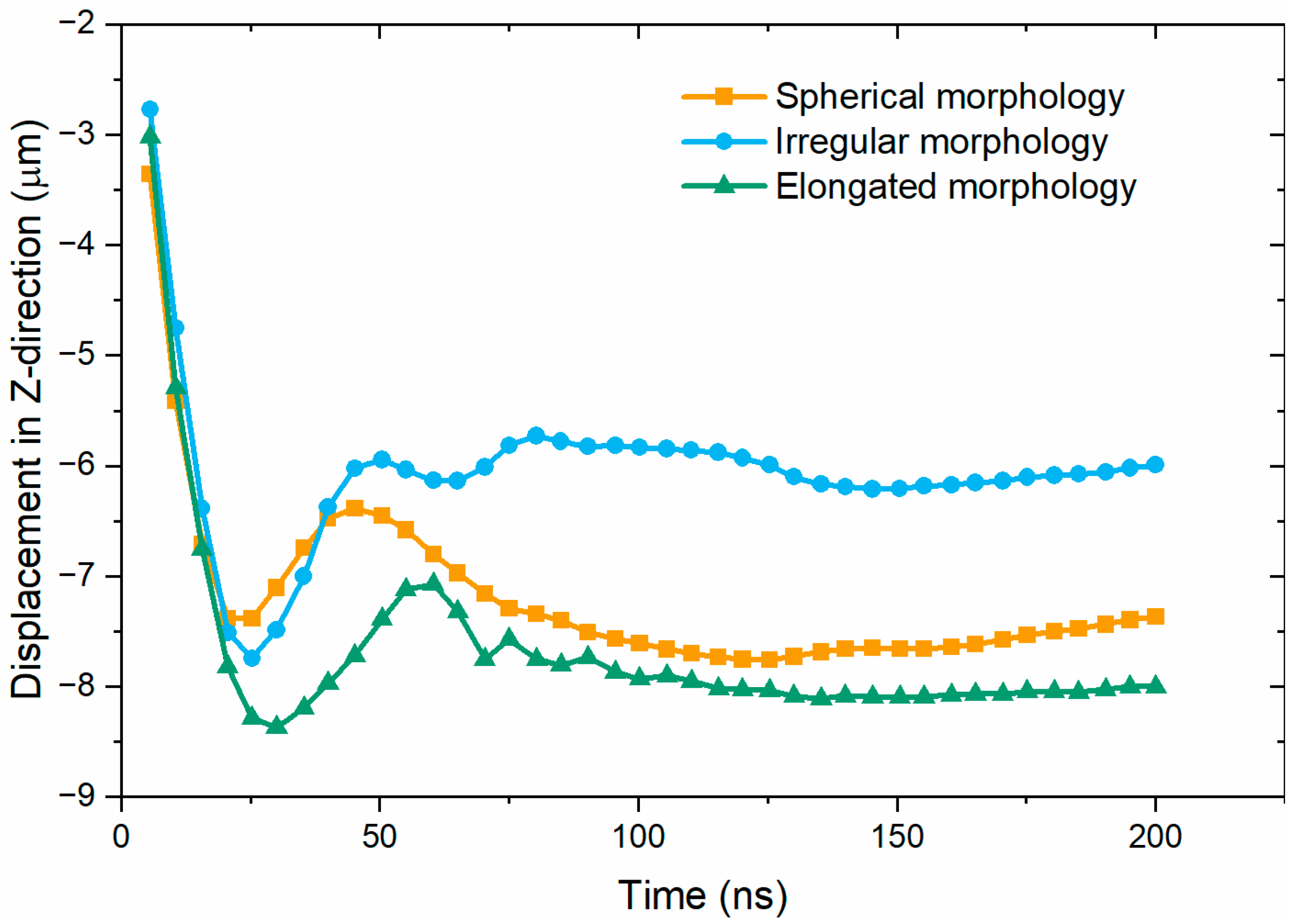
- The time evolution of recoverable strain energy of the impacted systems and the particles’ displacement curves of each morphology were studied. It was deduced that the feedstock particles with irregular morphology bond to the substrate with greater flattening ratio than spherical particles. However, irregular particles possess a higher tendency to detach from the substrate upon impact.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kuroda, S.; Kawakita, J.; Watanabe, M.; Katanoda, H. Warm spraying-a novel coating process based on high-velocity impact of solid particles. Sci. Technol. Adv. Mater. 2008, 9, 033002. [Google Scholar] [CrossRef]
- Limited, T. Titomic Kinetic Fusion. Available online: https://titomic.com/ (accessed on 3 March 2022).
- Defence & Space. Titomic Ramps Up Commercialisation. Available online: https://spaceanddefense.io/titomic-ramps-up-commercialisation/ (accessed on 10 August 2022).
- Kim, K.; Watanabe, M.; Mitsuishi, K.; Iakoubovskii, K.; Kuroda, S. Impact bonding and rebounding between kinetically sprayed titanium particle and steel substrate revealed by high-resolution electron microscopy. J. Phys. D Appl. Phys. 2009, 42, 065304. [Google Scholar] [CrossRef]
- Tai, W.K.W.; Chakrabarty, R.; Pinches, S.; Huang, X.; Lang, J.; Song, J.; Ang, A.S.M. Comparing Relative Bond Characteristics Between Spherical and Elongated Morphologies for Cold Spray Process Using SPH Simulation. J. Therm. Spray Technol. 2022, 31, 2489–2504. [Google Scholar] [CrossRef]
- Assadi, H.; Kreye, H.; Gärtner, F.; Klassen, T. Cold spraying–A materials perspective. Acta Mater. 2016, 116, 382–407. [Google Scholar] [CrossRef]
- Meng, F.; Hu, D.; Gao, Y.; Yue, S.; Song, J. Cold-spray bonding mechanisms and deposition efficiency prediction for particle/substrate with distinct deformability. Mater. Des. 2016, 109, 503–510. [Google Scholar] [CrossRef]
- Assadi, H.; Gärtner, F.; Stoltenhoff, T.; Kreye, H. Bonding mechanism in cold gas spraying. Acta Mater. 2003, 51, 4379–4394. [Google Scholar] [CrossRef]
- Friderikos, O.; Sagris, D.; David, C.N.; Korlos, A. Simulation of adiabatic shear bands in orthogonal machining of Ti6Al4V using a rigid-viscoplastic finite element analysis. Metals 2020, 10, 338. [Google Scholar] [CrossRef]
- Wang, Q.; Birbilis, N.; Zhang, M.-X. On the formation of a diffusion bond from cold-spray coatings. Metall. Mater. Trans. A 2012, 43, 1395–1399. [Google Scholar] [CrossRef]
- Ko, K.; Choi, J.; Lee, H. Intermixing and interfacial morphology of cold-sprayed Al coatings on steel. Mater. Lett. 2014, 136, 45–47. [Google Scholar] [CrossRef]
- Hassani-Gangaraj, M.; Veysset, D.; Champagne, V.K.; Nelson, K.A.; Schuh, C.A. Adiabatic shear instability is not necessary for adhesion in cold spray. Acta Mater. 2018, 158, 430–439. [Google Scholar] [CrossRef]
- Bae, G.; Kumar, S.; Yoon, S.; Kang, K.; Na, H.; Kim, H.-J.; Lee, C. Bonding features and associated mechanisms in kinetic sprayed titanium coatings. Acta Mater. 2009, 57, 5654–5666. [Google Scholar] [CrossRef]
- Schmidt, T.; Gärtner, F.; Assadi, H.; Kreye, H. Development of a generalized parameter window for cold spray deposition. Acta Mater. 2006, 54, 729–742. [Google Scholar] [CrossRef]
- Chakrabarty, R.; Song, J. A modified Johnson-Cook material model with strain gradient plasticity consideration for numerical simulation of cold spray process. Surf. Coat. Technol. 2020, 397, 125981. [Google Scholar] [CrossRef]
- Gnanasekaran, B.; Liu, G.-R.; Fu, Y.; Wang, G.; Niu, W.; Lin, T. A Smoothed Particle Hydrodynamics (SPH) procedure for simulating cold spray process-A study using particles. Surf. Coat. Technol. 2019, 377, 124812. [Google Scholar] [CrossRef]
- Manap, A.; Nooririnah, O.; Misran, H.; Okabe, T.; Ogawa, K. Experimental and SPH study of cold spray impact between similar and dissimilar metals. Surf. Eng. 2014, 30, 335–341. [Google Scholar] [CrossRef]
- Yin, S.; Wang, X.-F.; Xu, B.-P.; Li, W.-Y. Examination on the calculation method for modeling the multi-particle impact process in cold spraying. J. Therm. Spray Technol. 2010, 19, 1032–1041. [Google Scholar] [CrossRef]
- Saleh, M.; Luzin, V.; Spencer, K. Evaluation of the residual stress in the cold spray technique using smooth particle hydrodynamics modelling and neutron diffraction. In Materials Science Forum; Trans Tech Publications Ltd.: Bäch, Switzerland, 2014; pp. 205–212. [Google Scholar]
- Muiruri, A.; Maringa, M.; du Preez, W. Development of VUMAT and VUHARD Subroutines for Simulating the Dynamic Mechanical Properties of Additively Manufactured Parts. Materials 2022, 15, 372. [Google Scholar] [CrossRef]
- OpenSCAD. OpenSCAD Is a Software for Creating Solid 3D CAD Objects. Available online: https://openscad.org/ (accessed on 7 June 2022).
- Lin, J. Boolean Operations and Hull. Available online: https://openhome.cc/eGossip/OpenSCAD/BooleanOperationsHull.html (accessed on 19 June 2022).
- Murugesan, M.; Jung, D.W. Johnson Cook material and failure model parameters estimation of AISI-1045 medium carbon steel for metal forming applications. Materials 2019, 12, 609. [Google Scholar] [CrossRef]
- Li, Z.; Wang, B.; Zhao, S.; Valiev, R.Z.; Vecchio, K.S.; Meyers, M.A. Dynamic deformation and failure of ultrafine-grained titanium. Acta Mater. 2017, 125, 210–218. [Google Scholar] [CrossRef]
- Nemat-Nasser, S.; Guo, W.; Cheng, J. Mechanical properties and deformation mechanisms of a commercially pure titanium. Acta Mater. 1999, 47, 3705–3720. [Google Scholar] [CrossRef]
- MathWorks. Least Square Curve Fitting Tool. Available online: https://www.mathworks.com/help/optim/ug/lsqcurvefit.html (accessed on 27 May 2022).
- Siegel, A.; Laporte, S.; Sauter-Starace, F. Johnson-Cook Parameter Identification for Commercially Pure Titanium at Room Temperature under Quasi-Static Strain Rates. Materials 2021, 14, 3887. [Google Scholar] [CrossRef] [PubMed]
- Limited, T. TKF Systems. Available online: https://titomic.com/products-services/tkf-systems/ (accessed on 20 May 2022).
- Morks, M.F.; Zahiri, S.H.; Lang, J.; Chen, X.-B.; Gulizia, S.; Cole, I.S. The influence of powder morphology on the microstructure and mechanical properties of as-sprayed and heat-treated cold-sprayed CP Ti. Int. J. Adv. Manuf. Technol. 2022, 118, 3869–3881. [Google Scholar] [CrossRef]
- MathWorks. Smoothing Noisy Data. Available online: https://www.mathworks.com/help/matlab/ref/smoothdata.html (accessed on 7 May 2022).
- Society, A.T.S. Accepted Practice for Metallographic Preparation of Thermal Spray Coating Samples. In Thermal Spray Technology: Accepted Practices; ASM Thermal Spray Society: Materials Park, OH, USA, 2022. [Google Scholar] [CrossRef]
- Simulia, D. Energy Balance. Available online: https://abaqus-docs.mit.edu/2017/English/SIMACAETHERefMap/simathe-c-energybalance.htm (accessed on 1 April 2022).
- Bae, G.; Xiong, Y.; Kumar, S.; Kang, K.; Lee, C. General aspects of interface bonding in kinetic sprayed coatings. Acta Mater. 2008, 56, 4858–4868. [Google Scholar] [CrossRef]
- Yusof, S.; Manap, A.; Afandi, N. Numerical analysis of Al coating using different particle shape in LPCS. In Proceedings of the IOP Conference Series: Earth and Environmental Science, Putrajaya, Malaysia, 23–25 February 2016; p. 012038. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Initial Values | Optimised Values |
|---|---|---|
| A | 185.67 | 185.65 |
| B | 998.716 | 998.84 |
| n | 0.6757 | 0.2593 |
| C | 0.0029 | 0.0492 |
| m | 0.4254 | 0.5309 |
| D | 0.04 | 0.227 |
| 100 | 2716 |
| Material Property | Al6061-T6 [15] | CP-Ti [25,26] |
|---|---|---|
| * Density (kg/m3) | 2700 | 4510 |
| * Young’s modulus (GPa) | 70 | 116 |
| * Poisson’s ratio | 0.33 | 0.34 |
| * Inelastic heat fraction | 0.9 | 0.9 |
| * Specific heat capacity (J·kg−1·K−1) | 875 | 528 |
| * A (MPa) | 324 | 185.7 |
| * B (MPa) | 114 | 998.8 |
| * n | 0.42 | 0.26 |
| * C | 0.002 | 0.049 |
| * m * Reference temperature (°C) | 1.34 25 | 0.53 23 |
| * Melting temperature (°C) | 582 | 1650 |
| * Reference strain rate, (s−1) Modified JC fitting parameter, D Modified JC fitting parameter, (s−1) | 1 0.2902 3.243 | 0.1 0.2270 2716 |
| Feedstock | Particle | Rotation | X (μm) | Y (μm) | Z (μm) |
|---|---|---|---|---|---|
| Spherical | 2 | 0° | 0 | 42 | 110 |
| Spherical | 3 | 0° | 0 | 42 | −110 |
| Spherical | 1 | 0° | 0 | 42 | 0 |
| Spherical | 5 | 0° | 80 | 42 | 55 |
| Spherical | 4 | 0° | 80 | 42 | −55 |
| Elongated | 1 | −90° about X | 0 | 0 | 18 |
| Elongated | 3 | −90° about X | 0 | 0 | 128 |
| Elongated | 2 | −90° about X | 0 | 0 | −92 |
| Elongated | 5 | −90° about X | 80 | 0 | −37 |
| Elongated | 4 | −90° about X | 80 | 0 | 73 |
| Irregular | 1 | 0° | −110 | −4 | −25 |
| Irregular | 4 | 0° | −110 | −4 | 85 |
| Irregular | 5 | 0° | −110 | −4 | −135 |
| Irregular | 2 | 0° | −30 | −4 | 30 |
| Irregular | 3 | 0° | −30 | −4 | −80 |
| Flattening Ratio | Spherical Particles | Irregular Particles |
|---|---|---|
| Experimental | 4.28 | 5.31 |
| Simulation with standard JC Simulation with modified JC | 6.56 | 7.89 |
| 3.29 | 4.58 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tai, W.K.W.; Eberle, M.; Pinches, S.; Chan, S.S.L.; Chakrabarty, R.; Osborne, M.; Peng, D.; Jones, R.; Ang, A.S.M. Simulation and Experimental Validation of Splat Profiles for Cold-Sprayed CP-Ti with Varied Powder Morphology. Appl. Mech. 2025, 6, 33. https://doi.org/10.3390/applmech6020033
Tai WKW, Eberle M, Pinches S, Chan SSL, Chakrabarty R, Osborne M, Peng D, Jones R, Ang ASM. Simulation and Experimental Validation of Splat Profiles for Cold-Sprayed CP-Ti with Varied Powder Morphology. Applied Mechanics. 2025; 6(2):33. https://doi.org/10.3390/applmech6020033
Chicago/Turabian StyleTai, Wesley Kean Wah, Martin Eberle, Samuel Pinches, Shareen S. L. Chan, Rohan Chakrabarty, Max Osborne, Daren Peng, Rhys Jones, and Andrew S. M. Ang. 2025. "Simulation and Experimental Validation of Splat Profiles for Cold-Sprayed CP-Ti with Varied Powder Morphology" Applied Mechanics 6, no. 2: 33. https://doi.org/10.3390/applmech6020033
APA StyleTai, W. K. W., Eberle, M., Pinches, S., Chan, S. S. L., Chakrabarty, R., Osborne, M., Peng, D., Jones, R., & Ang, A. S. M. (2025). Simulation and Experimental Validation of Splat Profiles for Cold-Sprayed CP-Ti with Varied Powder Morphology. Applied Mechanics, 6(2), 33. https://doi.org/10.3390/applmech6020033