
Optimization of the Manufacturing Process by Molding Cobalt-Chrome Alloys in Assembled Dental Frameworks



 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
- -
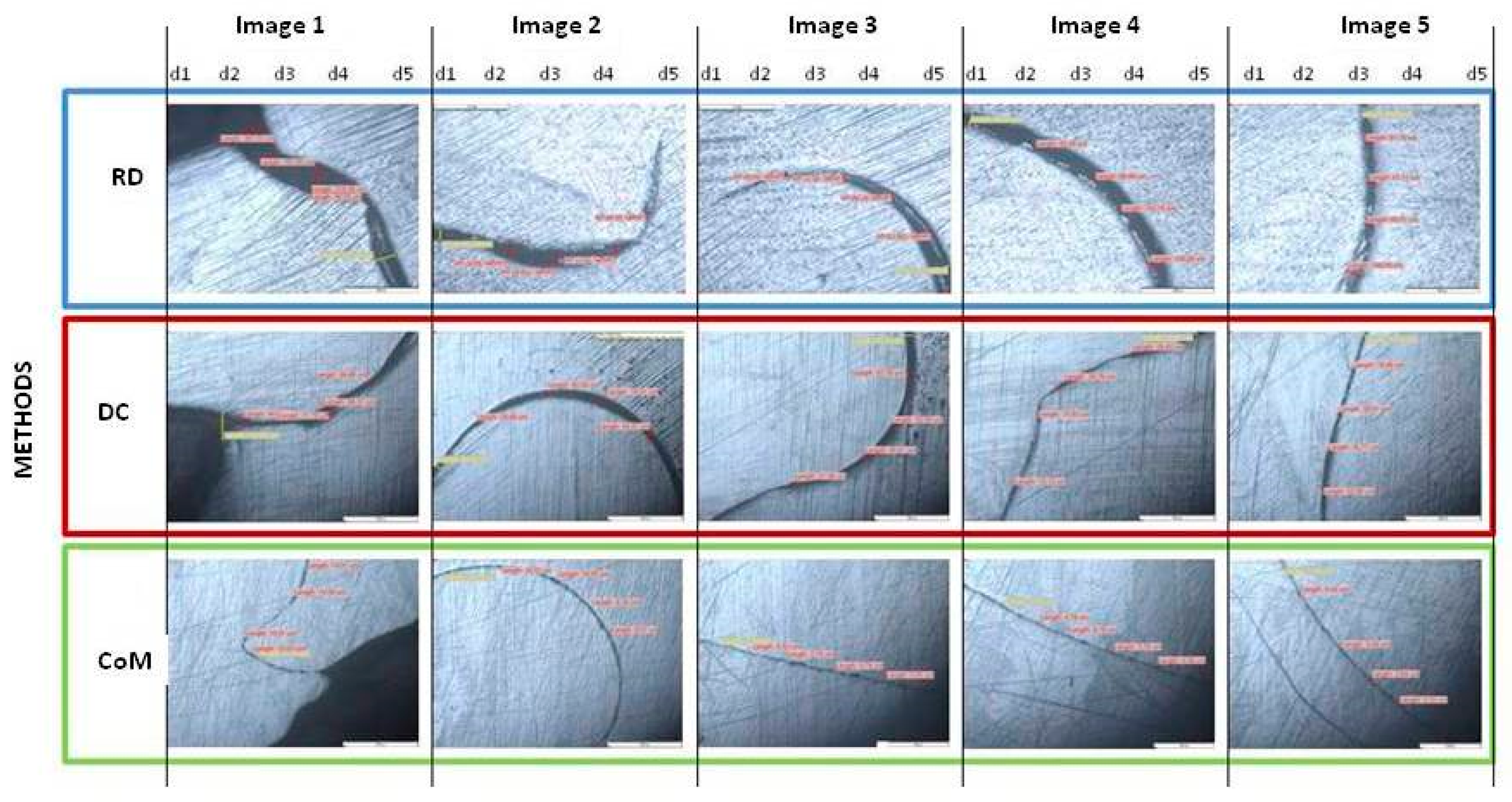
- refractory duplicate method (RD)(0-Pb, 5-Pb, 10-Pb, 15-Pb, 16.4-Pb)
- -
- direct construction and framework detachment method (DC)(0-Pb-, 5-Pb-, 10-Pb-, 15-Pb-, 16.4-Pb-)
- -
- direct casting over metal method (CoM)(0-Pb+, 5-Pb+, 10-Pb+, 15-Pb+, 16.4-Pb+)
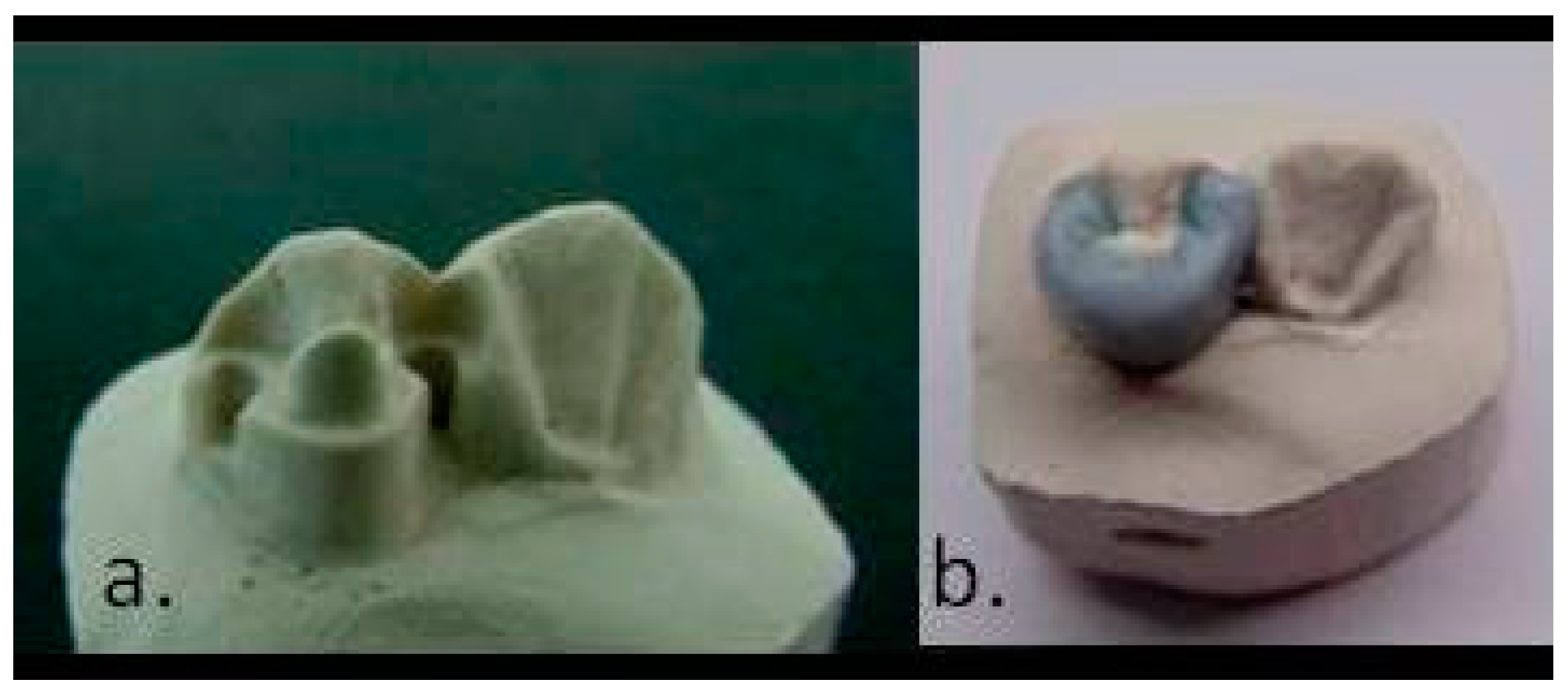
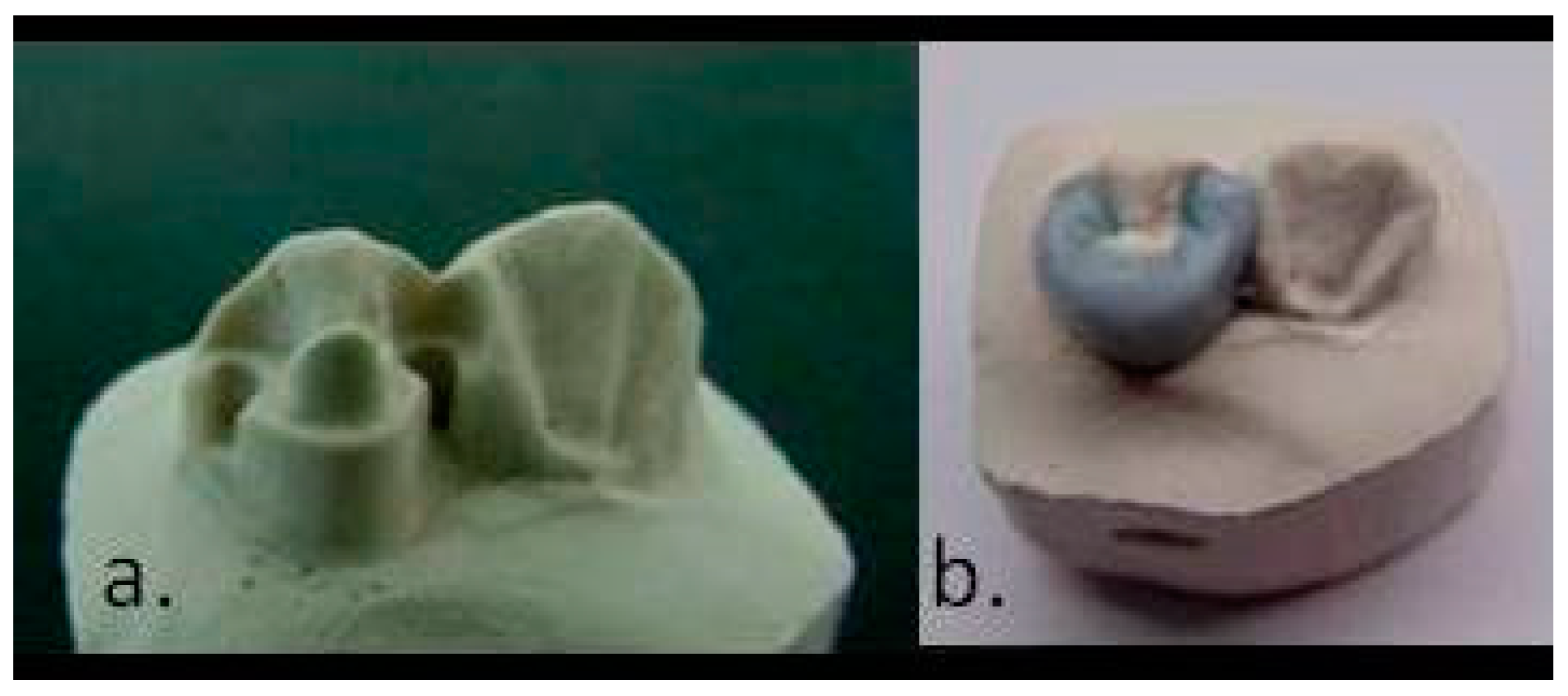
2.1. Refractory Duplicate Method-RD
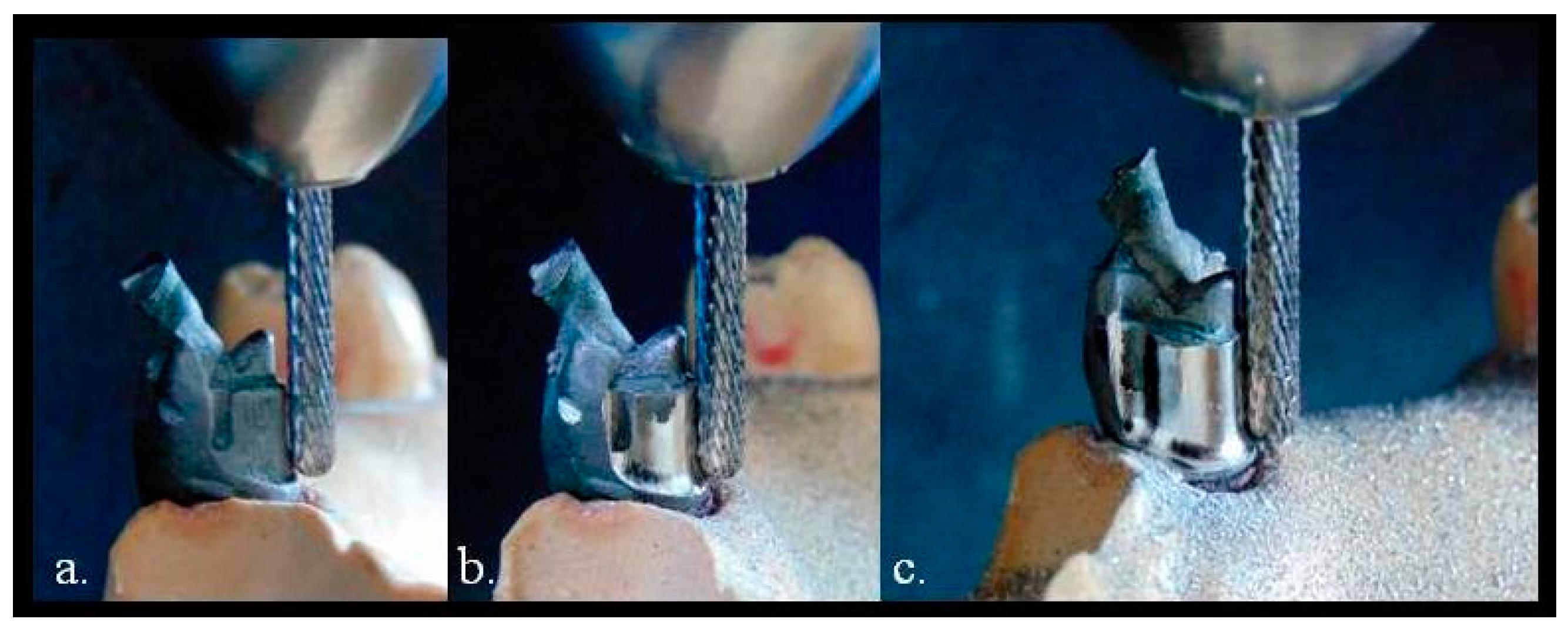
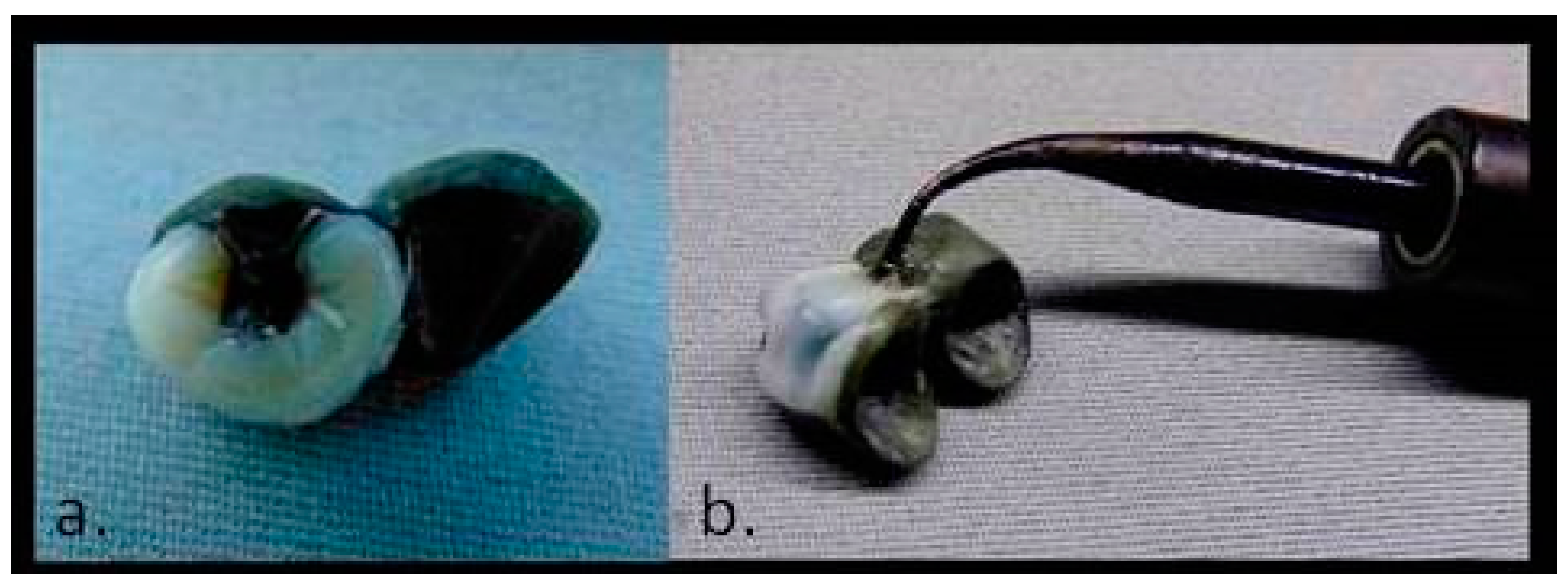
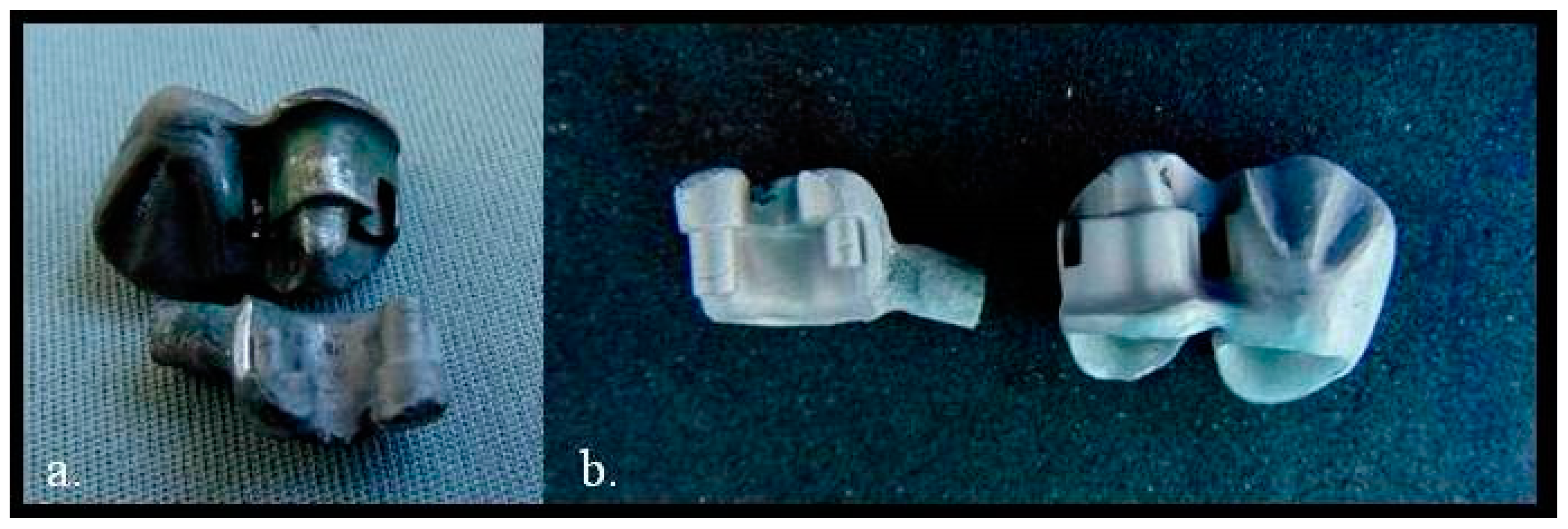
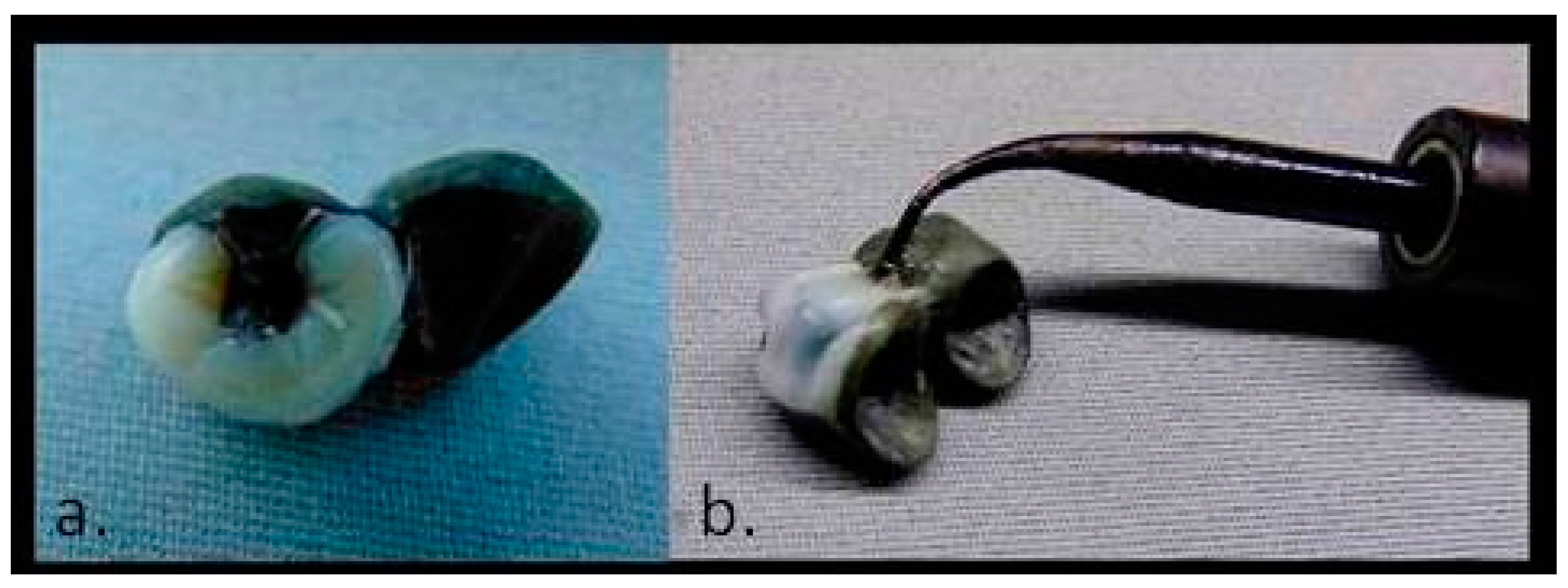
2.2. Direct Construction and Framework Detachment Method-DC
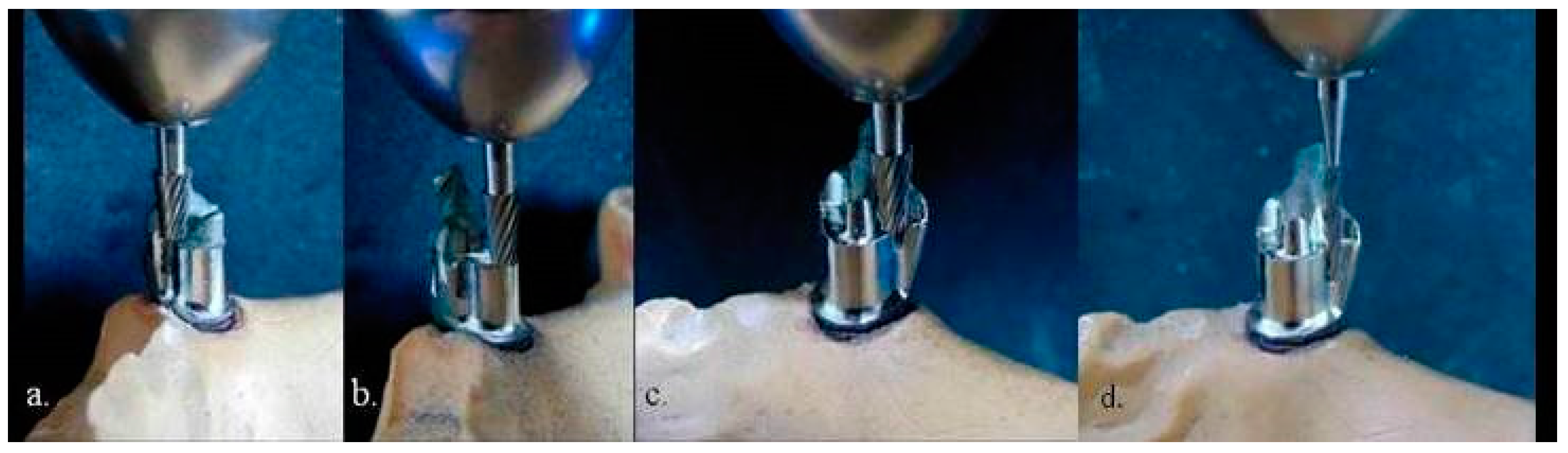
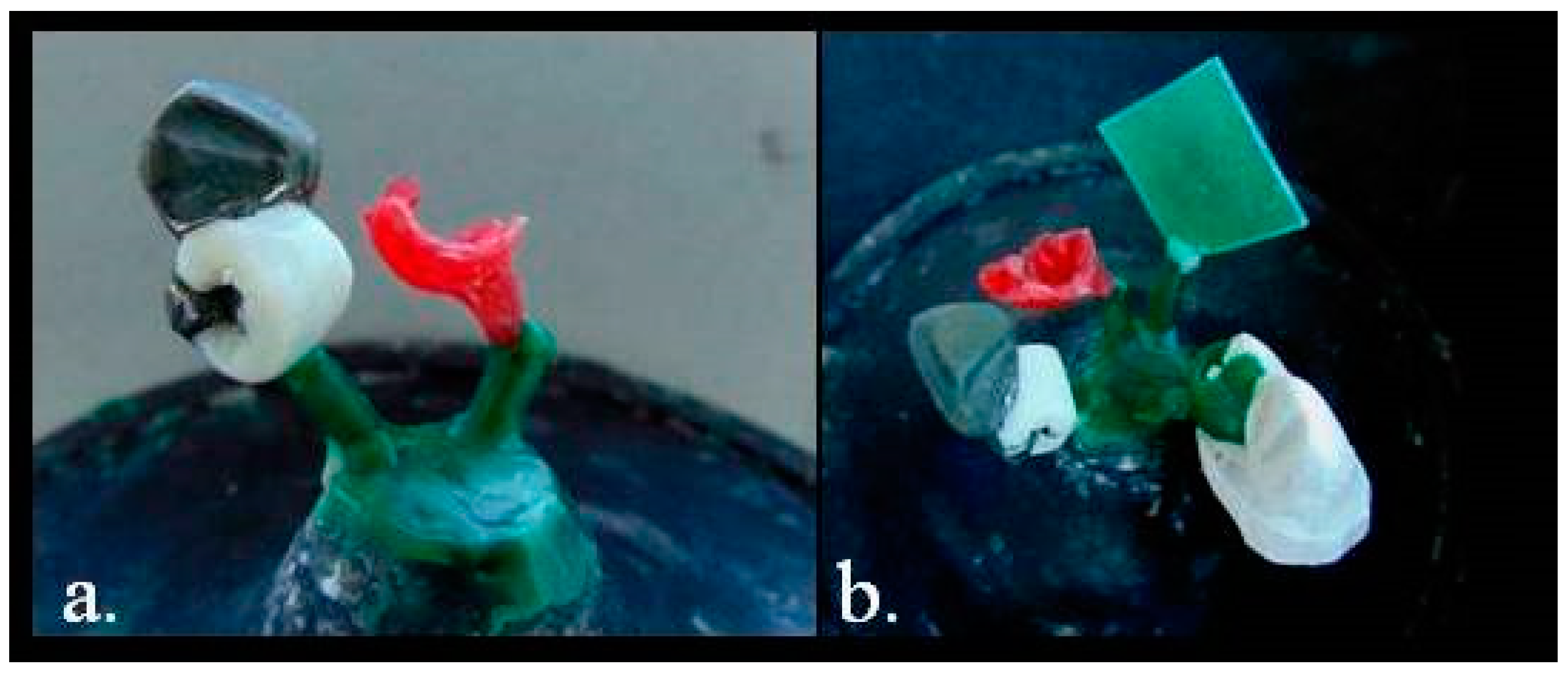
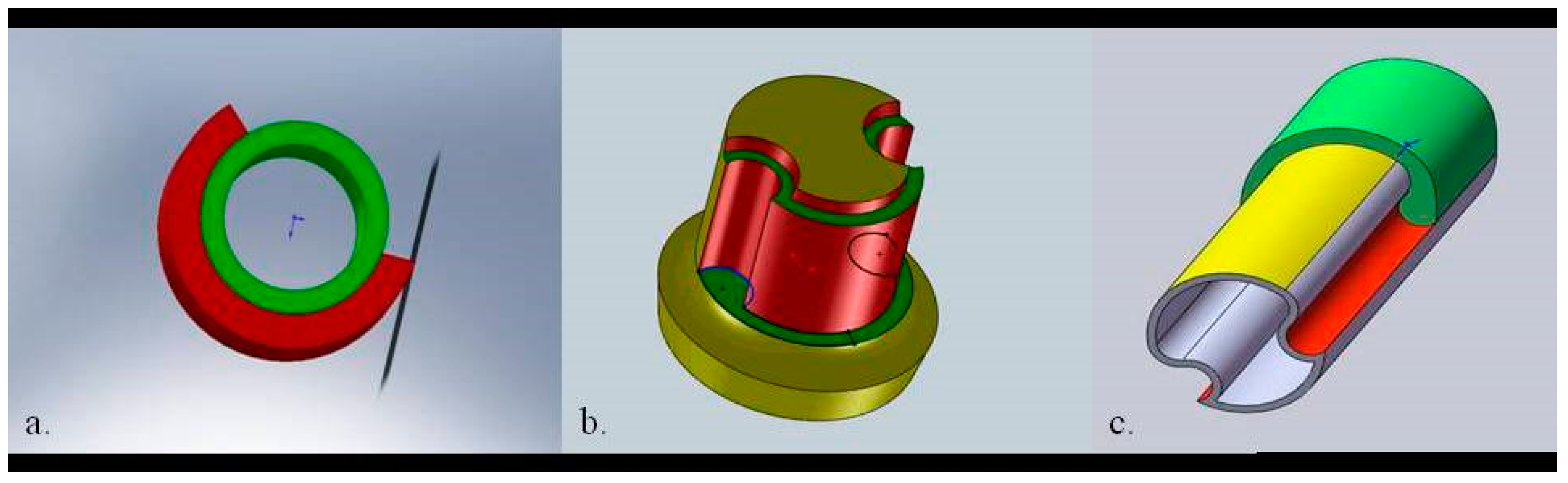
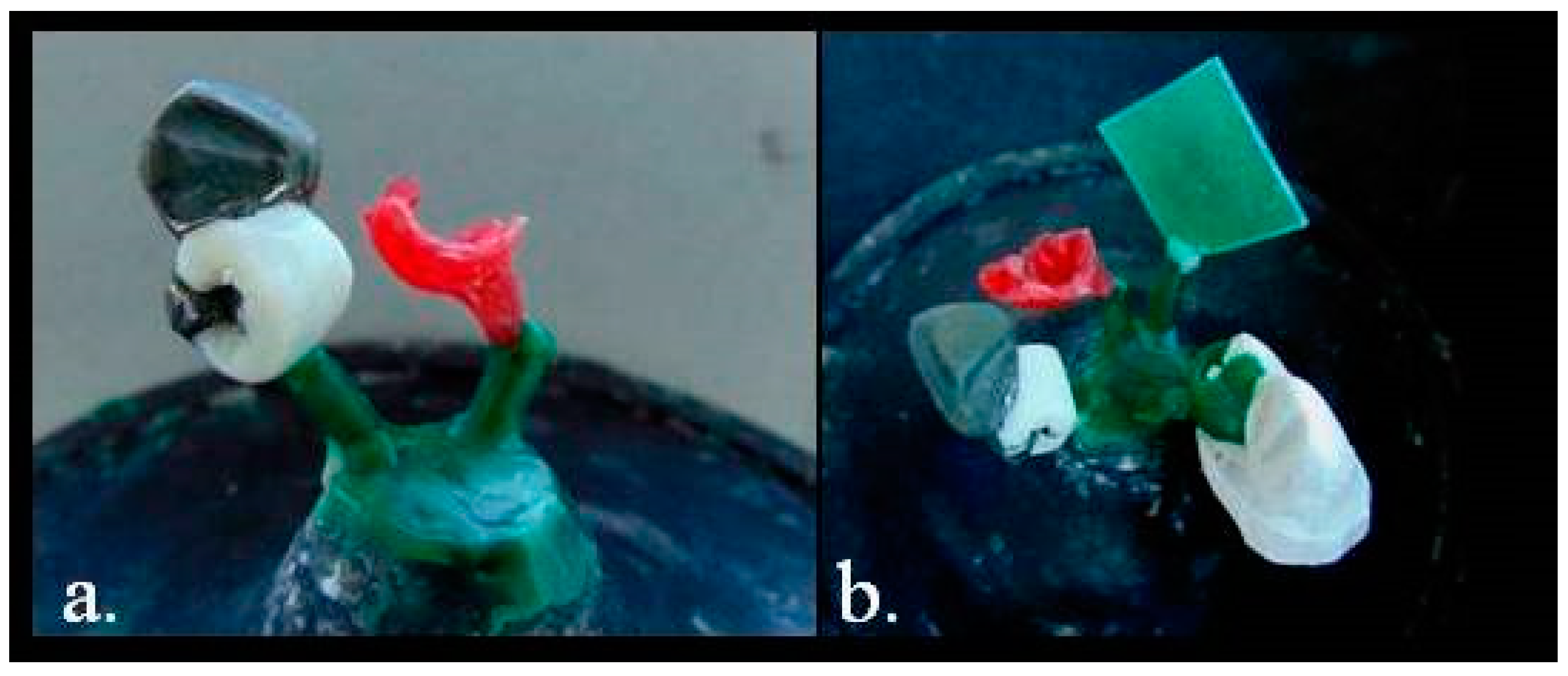
2.3. Casting over Metal Method—CoM
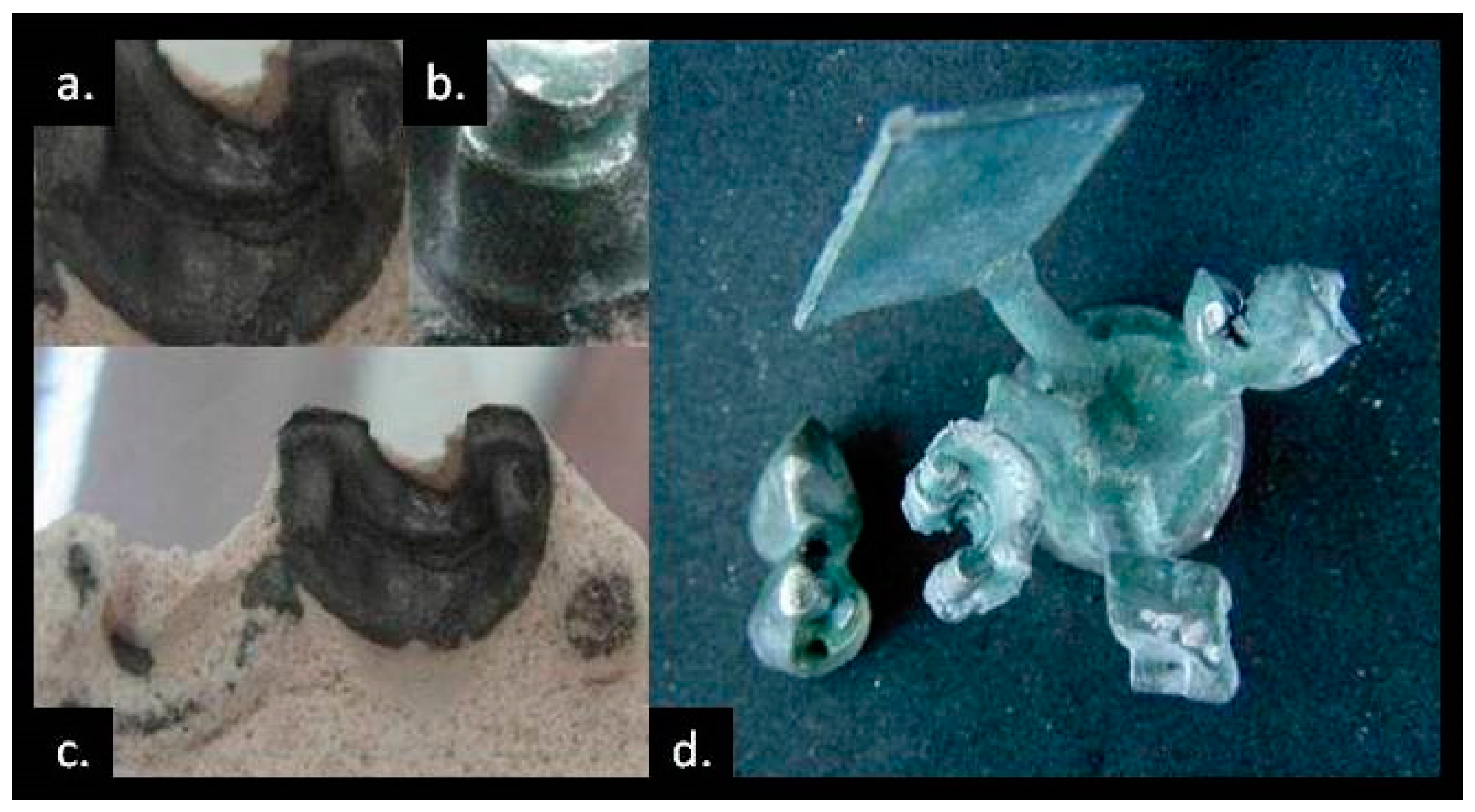
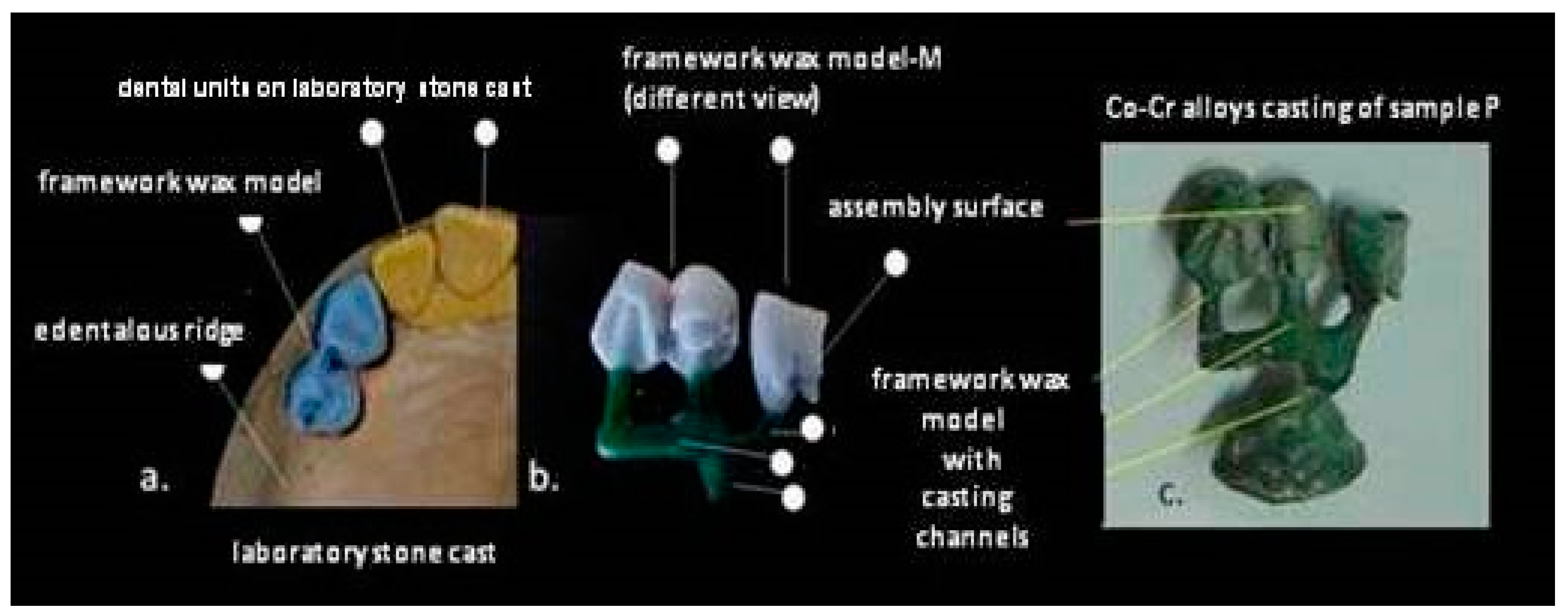
2.4. Fabrication of the Casting Mold Based on the Born-out Models Obtained by the 3 Proposed Methods
- -
- the wax model of the complementary framework modeled indirectly, on the refractory duplicate (Mb/dPa)
- -
- the resin model of the complementary framework modeled directly on the Pa framework and detached after layout (Mb-/Pa)
- -
- the wax model of the complementary framework modeled directly on the Pa framework and not detached after layout (Mb+ Pa)
- -
- dPb (complementary framework modeled on the refractory duplicate dPa);
- -
- Pb- (complementary framework modeled directly on the Pa framework and detached);
- -
- Pb+ (complementary framework modeled directly on the Pa framework and coated together with it);
- -
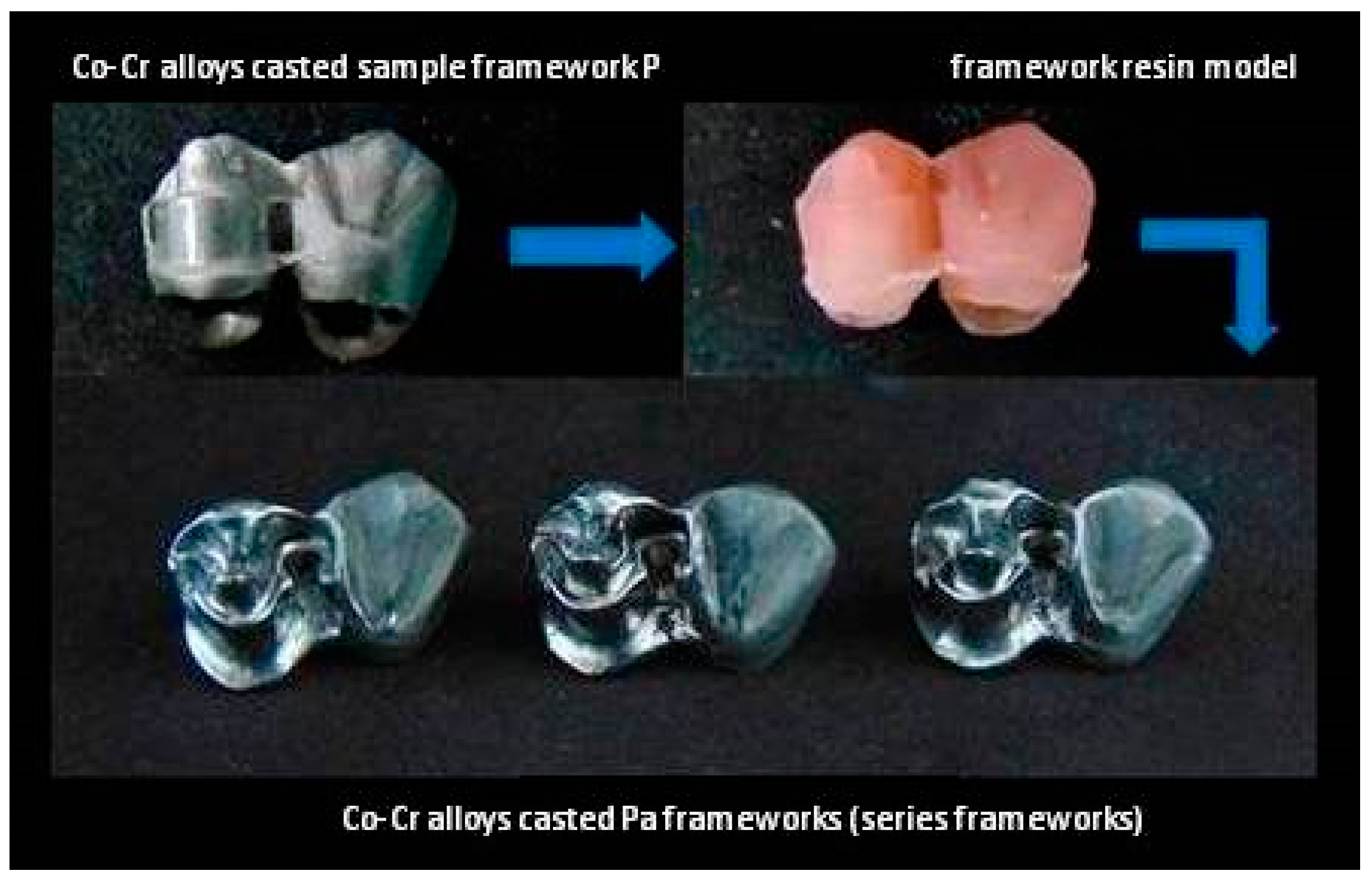
- Pa (insert framework Pa, which was part of the refractory mold in order to cast the Pb+ framework).
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Davenport, J.; Basker, R.; Heath, J.; Ralph, J.; Glantz, O. Removable partial dentures: An introduction. Br. Dent. J. 2000, 189, 414–424. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pellizzer, E.P.; Mazaro, J.V.Q.; Verri, F.R.; Antenucci, R.M.F.; Goiato, M.C. Removable Partial Denture in Combination with a Milled Fixed Partial Prosthesis as Interim Restorations in Long-Term Treatment. J. Prosthodont. 2010, 19, 77–80. [Google Scholar] [CrossRef] [PubMed]
- Franks, A.S.T. The concept of oral rehabilitation. J. Oral Rehabil. 1976, 3, 1–8. [Google Scholar] [CrossRef] [PubMed]
- Viennot, S.; Dalard, F.; Malquarti, G.; Grosgogeat, B. Combination fixed and removable prostheses using a CoCr alloy: A clinical report. J. Prosthet. Dent. 2006, 96, 100–103. [Google Scholar] [CrossRef] [PubMed]
- Uriciuc, W.A.; Vermesan, H.; Tiuc, A.E.; Ilea, A.; Bosca, A.B.; Popa, C.O. Casting over Metal Method Used in Manufacturing Hybrid Cobalt-Chromium Dental Prosthetic Frameworks Assembles. Materials 2021, 14, 539. [Google Scholar] [CrossRef] [PubMed]
- Uriciuc, W.A.; Vermeşan, H.; Botean, A.I.; Nistor, L.; Popa, C. Research on the surface of the dental alloys with cobalt-crom base. In Acta Technica Napocensis; Series: Applied Mathematics, Mechanics, and Engineering; Tehnical University of Cluj-Napoca: Cluj-Napoca, Romania, 2019; Volume 62, ISSN 2393-2988. Available online: https://atna-mam.utcluj.ro/index.php/Acta/article/view/1244 (accessed on 9 September 2021).
- Al Jabbari, Y.S. Physico-mechanical properties and prosthodontic applications of Co-Cr dental alloys: A review of the literature. J. Adv. Prosthodont. 2014, 6, 138. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Haynes, E. Metal Alloy; U.S.P. Office: Washington, DC, USA, 1907. [Google Scholar]
- Chiba, A.; Nomura, N.; Ono, Y. Microstructure and mechanical properties of biomedical Co–29CrMo alloy wire fabricated by a modified melt-spinning process. Acta Mater. 2007, 55, 2119–2128. [Google Scholar] [CrossRef]
- Chiba, A.; Kumagai, K.; Nomura, N.; Miyakawa, S. Pin-on-disk wear behavior in a like-on-like configuration in a biological environment of high carbon cast and low carbon forged Co–29Cr–6Mo alloys. Acta Mater. 2007, 55, 1309–1318. [Google Scholar] [CrossRef]
- Kajima, Y.; Takaichi, A.; Nakamoto, T.; Kimura, T.; Yogo, Y.; Ashida, M.; Doi, H.; Nomura, N.; Takahashi, H.; Hanawa, T.; et al. Fatigue strength of Co–Cr–Mo alloy clasps prepared by selective laser melting. J. Mech. Behav. Biomed. Mater. 2016, 59, 446–458. [Google Scholar] [CrossRef] [PubMed]
- Padrós, R.; Punset, M.; Molmeneu, M.; Velasco, A.B.; Herrero-Climent, M.; Rupérez, E.; Gil, F.J. Mechanical Properties of CoCr Dental-Prosthesis Restorations Made by Three Manufacturing Processes. Influence of the Microstructure and Topography. Metals 2020, 10, 788. [Google Scholar] [CrossRef]
- Wataha, J.C.; Schmalz, G. Dental Alloys. In Biocompatibility of Dental Materials; Springer: Berlin/Heidelberg, Germany, 2009; pp. 221–254. [Google Scholar] [CrossRef]
- Kassapidou, M.; Franke Stenport, V.; Hjalmarsson, L.; Johansson, C.B. Cobalt-chromium alloys in fixed prosthodontics in Sweden. Acta Biomater. Odontol. Scand. 2017, 3, 53–62. [Google Scholar] [CrossRef] [PubMed]
- Lucchetti, M.C.; Fratto, G.; Valeriani, F.; De Vittori, E.; Giampaoli, S.; Papetti, P.; Spica, V.R.; Manzon, L. Cobalt-chromium alloys in dentistry: An evaluation of metal ion release. J. Prosthet. Dent. 2015, 114, 602–608. [Google Scholar] [CrossRef] [PubMed]
- Uriciuc, W.A.; Vermeșan, H.; Boșca, A.B.; Ilea, A. Interaction of Saliva with Cobalt-Chromium-Based Dental Alloys in Casted Prosthetic Pieces. Curr. Trends Biomed. Eng. Biosci. 2018, 14, 555882. [Google Scholar] [CrossRef]
- Evans, E.J.; Thomas, I.T. The in vitro toxicity of cobalt-chrome-molybdenum alloy and its constituent metals. Biomaterials 1986, 7, 25–29. [Google Scholar] [CrossRef]
- Mercieca, S.; Caligari Conti, M.; Buhagiar, J.; Camilleri, J. Assessment of corrosion resistance of cast cobalt- and nickel-chromium dental alloys in acidic environments. J. Appl. Biomater. Funct. Mater. 2017, 16, 47–54. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Okazaki, Y.; Gotoh, E. Comparison of metal release from various metallic biomaterials in vitro. Biomaterials 2005, 26, 11–21. [Google Scholar] [CrossRef] [PubMed]
- Uriciuc, W.A. Research about Precision Casting of Removable-Fixed Ensemble Applied in Dental Prosthodontics. In Proceedings of the International Conference on Advancements of Medicine and Health Care through Technology, Cluj-Napoca, Romania, 23–26 September 2009; Vlad, S., Ciupa, R.V., Nicu, A.I., Eds.; Springer: Berlin/Heidelberg, Germany; Volume 26. [Google Scholar] [CrossRef]
- Van Noort, R. Introduction to Dental Materials; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Dental Alloys Products, Property Chart. Available online: http://www.alloysonline.com/DAP/html/ENGLISH/daprodlookup/ro_productlookup.html (accessed on 14 June 2021).
- Bego Product Catalogue. Available online: https://www.bego.com/conventionalsolutions/alloys/product/Category/list/category/23/ (accessed on 13 June 2021).
- Kulzer: Co-Cr Base Alloy (Heraenium P). Available online: https://www.kulzer.com/int2/en/products/heraenium-p-for-cand-b.html (accessed on 13 June 2021).
- Kulzer: Co-Cr Base Alloy (Heraenium PW). Available online: https://www.kulzer.com/en/en/products/heraenium-pw-for-cand-b.html (accessed on 13 June 2021).
- Dentsply Sirona Prosthetics: Non Precious Metal Alloys. Available online: https://www.dentsplysirona.com/content/dam/dentsply/pim/manufacturer/Prosthetics/Fixed/Alloys/CoCr_Alloys/StarLoy_C/PR%20StarLoy_EN.pdf (accessed on 14 June 2021).







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy A | Co | Cr | Mo | W | Fe | Si | C | Mn | N | Ce | Nb |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0-A | 59.5 | 31.5 | 5 | - | x | 2 | - | x | - | - | |
| 5-A | 61 | 26 | 6 | 5 | 0.5 | 1 | 0.02 | - | - | 0.5 | 0.9 |
| 10-A | 59 | 25 | 4 | 10 | - | 1 | - | 0.8 | 0.2 | - | - |
| 15-A | 55.2 | 24 | - | 15 | 4 | 1 | - | 0.8 | x | - | - |
| 16.4-A | 54.1 | 20 | - | 16.4 | 7.5 | 1.5 | - | 0.3 | - | - | 0.2 |
| Alloy A | Hardness (HV10) | TEC µm/mK (25–500 °C; 25–600 °C) | Elasticity Modulus GPa | Bending Strength (0.2%) MPa | Percentage Elongation % |
|---|---|---|---|---|---|
| 0 | 280 | 14.3–14.8 | 160 | 450 | 9 |
| 5 | 315 | 14.3 | 180 | 440 | 16 |
| 10 | 330 | 13.8 | 200 | 650 | 8 |
| 15 | 290 | 14.3 | 208 | 530 | 8 |
| 16.4 | 280 | 14.6–14.9 | 200 | 550 | 12 |
| Assembles | S1 min | MP1 min | S2 min | MP2 min | S3 min | MP3 min | S min | MP min | T min |
|---|---|---|---|---|---|---|---|---|---|
| 0-Pa/dPb | |||||||||
| 0-Pa/Pb- | |||||||||
| 0-Pa/Pb+ | |||||||||
| 5-Pa/dPb | 1 | 21 | 1 | 17 | 1 | 13 | 3 | 51 | 54 |
| 5-Pa/Pb- | 1 | 18 | 1 | 16 | 1 | 11 | 3 | 45 | 48 |
| 5-Pa/Pb+ | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 10-Pa/dPb | 1 | 35 | 1 | 13 | 1 | 19 | 3 | 67 | 70 |
| 10-Pa/Pb- | 1 | 22 | 1 | 16 | 1 | 15 | 3 | 53 | 56 |
| 10-Pa/Pb+ | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 15-Pa/dPb | 1 | 19 | 1 | 14 | 1 | 16 | 3 | 49 | 51 |
| 15-Pa/Pb- | 1 | 15 | 1 | 14 | 1 | 11 | 3 | 40 | 43 |
| 15-Pa/Pb+ | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| 16-Pa/dPb | |||||||||
| 16-Pa/Pb- | |||||||||
| 16-Pa/Pb+ |
| Alloy | Average Time Assigned to the Process Time/Minutes | Alloy Hardness Vickers (HV10) |
|---|---|---|
| 5-A | 51 | 315 |
| 10-A | 63 | 330 |
| 15-A | 47 | 290 |
| RD | d1 (µm) | d2 (µm) | d3 (µm) | d4 (µm) | d5 (µm) | Mean (µm) | Standard Deviation (µm) |
|---|---|---|---|---|---|---|---|
| Image 1 | 347.7 | 181.92 | 218.56 | 36.53 | 137.67 | 184.48 | 101.87 |
| Image 2 | 68.36 | 98.67 | 119.61 | 79.11 | 20.44 | 77.24 | 33.35 |
| Image 3 | 34.04 | 56.77 | 67.69 | 120.12 | 141.19 | 83.96 | 40.2 |
| Image 4 | 85.98 | 82.35 | 88.96 | 102.75 | 108.08 | 93.62 | 9.99 |
| Image 5 | 44.89 | 61.19 | 57.11 | 60.51 | 109.3 | 66.6 | 22.14 |
| DC | d1 (µm) | d2 (µm) | d3 (µm) | d4 (µm) | d5 (µm) | Mean (µm) | Standard Deviation (µm) |
|---|---|---|---|---|---|---|---|
| Image 1 | 191.62 | 44.89 | 17.78 | 89.37 | 39.98 | 76.73 | 61.97 |
| Image 2 | 32.8 | 24.98 | 50.3 | 74.51 | 44.37 | 45.39 | 17.02 |
| Image 3 | 60.49 | 57.76 | 33.56 | 40.91 | 31.06 | 44.76 | 12.2 |
| Image 4 | 28.91 | 29.42 | 26.78 | 15.63 | 13.12 | 22.77 | 6.96 |
| Image 5 | 14.84 | 18.48 | 28.61 | 30.77 | 32.68 | 25.08 | 7.08 |
| CoM | d1 (µm) | d2 (µm) | d3 (µm) | d4 (µm) | d5 (µm) | Mean (µm) | Standard Deviation (µm) |
|---|---|---|---|---|---|---|---|
| Image 1 | 17.15 | 14.01 | 10.03 | 14.59 | 14.01 | 13.96 | 2.28 |
| Image 2 | 16.66 | 16.31 | 18.55 | 9.24 | 9.07 | 13.96 | 4 |
| Image 3 | 3.44 | 4.32 | 3.78 | 3.78 | 5.5 | 4.16 | 0.72 |
| Image 4 | 4.7 | 4.78 | 6.16 | 3.78 | 4.08 | 4.70 | 0.82 |
| Image 5 | 7.59 | 4.32 | 4.59 | 2.64 | 5.02 | 4.83 | 1.6 |
| Method | Medium Size (µm) | Minimum Size (µm) | Maximum Size (µm) |
|---|---|---|---|
| RD | 101.18 | 20.44 | 347.7 |
| DC | 42.94 | 17.78 | 191.62 |
| CoM | 8.32 | 2.64 | 18.55 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Uriciuc, W.A.; Boșca, A.B.; Babtan, A.M.; Feurden, C.N.; Ionel, A.; Vermeșan, H.; Popa, C.O.; Ilea, A. Optimization of the Manufacturing Process by Molding Cobalt-Chrome Alloys in Assembled Dental Frameworks. Prosthesis 2021, 3, 245-260. https://doi.org/10.3390/prosthesis3030024
Uriciuc WA, Boșca AB, Babtan AM, Feurden CN, Ionel A, Vermeșan H, Popa CO, Ilea A. Optimization of the Manufacturing Process by Molding Cobalt-Chrome Alloys in Assembled Dental Frameworks. Prosthesis. 2021; 3(3):245-260. https://doi.org/10.3390/prosthesis3030024
Chicago/Turabian StyleUriciuc, Willi Andrei, Adina Bianca Boșca, Anida Maria Babtan, Claudia Nicoleta Feurden, Anca Ionel, Horațiu Vermeșan, Cătălin Ovidiu Popa, and Aranka Ilea. 2021. "Optimization of the Manufacturing Process by Molding Cobalt-Chrome Alloys in Assembled Dental Frameworks" Prosthesis 3, no. 3: 245-260. https://doi.org/10.3390/prosthesis3030024