Abstract
Both hydrodynamic cavitation (HC) and temperature elevation are important pretreatments for improving the performance of liquid food processing by reducing viscosity. In this study, we assessed the impact of HC and elevated temperature on the functionality of milk protein concentrate powder with 80% protein (MPC80) prepared from nanofiltration (NF) of ultrafiltration (UF) retentate. Skim milk was concentrated using UF, and the retentate was further subjected to HC and concentrated using NF, then spray dried to obtain MPC80 powder. The functionality of these powders processed using NF at 22 °C, NF at 50 °C, HC and NF at 22 °C, and HC and NF at 50 °C were evaluated. Rennet coagulation time of reconstituted MPC80 from different NF treatments was like skim milk when treated with 0.1% CaCl2. High-temperature NF reduced the water solubility of MPC80 powder (70.03 to 79.20%) at room temperature, but it was similar when measured at 50 °C (86.05 to 92.91%). The HC improved foaming (92.22 to 112.89%) but did not impact the emulsifying capacity (59.58 to 61.38%) and heat stability (18.04 to 20.22 min). Results showed that the HC and high-temperature NF utilized to increase the production efficiency of MPC80 also maintained the functionality of the powders after spray drying.
1. Introduction
Milk protein concentrate (MPC) shows prominent functional roles due to the highly balanced casein and whey protein ratio [1]. However, the functionality of MPC powder depends on the aggregated states of casein with whey proteins, which is very much associated with the manufacturing conditions. In the MPC manufacturing process using UF, when concentrating feed material to more than 20% total solids (TS), the membrane starts fouling, which not only decreases the efficiency of separation but also reduces the functionality of MPC due to the loss of colloidal calcium and phosphate radicals in the permeate [2]. In the related research, we used nanofiltration (NF) to increase the level of TS in the ultrafiltration retentate to make MPC80 (80% protein). Through the application of hydrodynamic cavitation (HC) pretreatment and NF at elevated temperature (50 °C), a considerably higher level of TS (31.5%) in the NF retentate was achieved [3]. However, the impact of HC and high-temperature pretreatments on the functionality of MPC80 has not yet been investigated.
Employing cavitation technologies helps break protein aggregates developed in different processing stages of protein-rich liquid when undergoing cavitation from the instant development, swelling, and collapse of microbubbles within the liquid [4]. The HC technology is highly cost and energy-efficient, scalable, and flexible to add together with other processing units without any alteration in existing plant structure and design [5]. This technology was used to reduce the apparent viscosity of UF retentate, which improved the efficiency of NF operation during MPC80 production [3]. Past studies based on cavitation technologies, such as homogenization and ultrasonication, showed potential applications to improve the functionality of high-protein milk powders [4,6,7]. Studies also suggested that HC impacted the solubility and density of MPC [7,8]. Solubility is one of the key functional properties of MPC, associated with other beneficial functional properties such as foaming and emulsifying capacities, and can be impacted by several factors like the level of protein, drying and storage temperatures, storage time, and rehydration temperature [9]. Huppertz (2010) [10] reported that heating protein-rich milk products might show better foamability due to the heat-induced association of whey proteins (WP) with casein (CN) on the surface of homogenized milk fat globules. The processing conditions associated with milk protein production, such as pH, temperature, and ionic strength influence the properties of MPCs, which determines their use in different food formulations [11]. MPC should have proper rennet coagulation time (RCT) as a potential cheese ingredient. During MPC production, the increase in the protein concentration in the UF retentate results in a decrease in ionic calcium and an increase in colloidal calcium; this may negatively impact the RCT [12,13]. The size and morphological characteristics of the MPC powder particles can be impacted by HC and high temperature during MPC production, which ultimately influence its physicochemical properties [14,15]. In this study, we focused on understanding the impact of HC and high-temperature pretreatments on the functional properties of nanofiltered MPC80.
2. Materials and Methods
2.1. Preparation of Spray-Dried MPC80 Powders
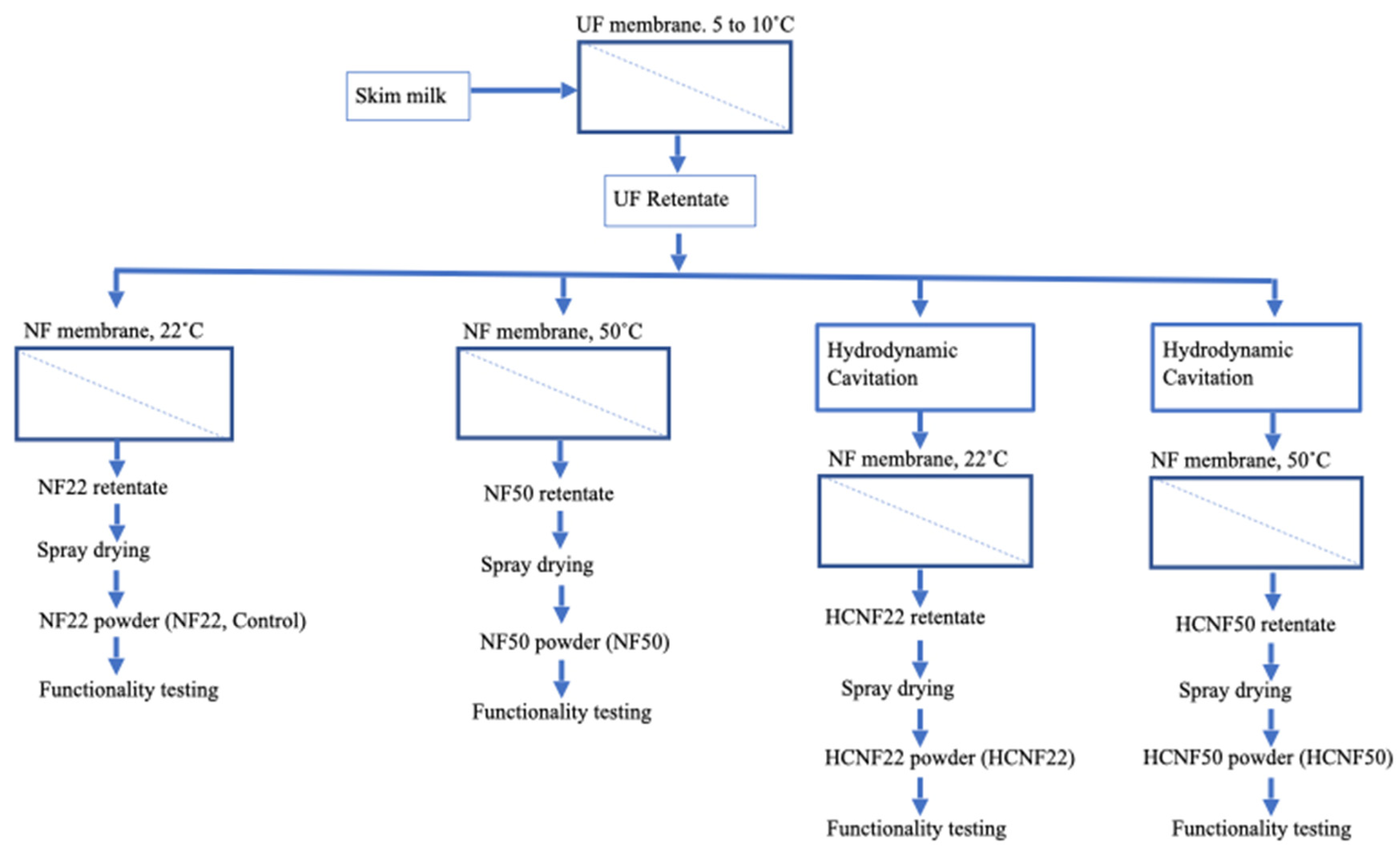
A schematic diagram of MPC80 powder preparation is shown in Figure 1. Three replicates of MPC with 20% TS and 80% protein (on a dry matter basis) were prepared using a polyethersulfone UF membrane (Parker Hannifin Corp., Oxnard, CA; model SD) with a molecular weight cut-off of 10 kDa in a spiral wound design. The skim milk was initially concentrated at 5 °C with a constant inlet pressure of 385 kPa through four loops using diafiltration to obtain the UF concentrate. Hydrodynamic cavitation was applied as a pretreatment for the reduction in viscosity of concentrated UF retentate due to a transient increase in temperature. Furthermore, NF was carried out at two specific temperatures: room temperature (22 °C, control temperature for which no extra energy is required in the process) and high temperature (50 °C, which is considered the safest high temperature to process liquid MPC with minimal membrane fouling and maximum retention of the functionality of MPC) [16] to prepare the NF retentates. A total of four different NF treatments were utilized: NF at 22 °C (NF22, used as a control sample); NF at 50 °C (NF50); HC prior to NF at 22 °C (HCNF22); and HC prior to NF at 50 °C (HCNF50). For the HCNF22 and HCNF50 treatments, the untreated MPC80 was passed once through an APV Cavitator (SPX Flow Technology, Silkeborg, Denmark; model CAV8000) set at 50 Hz, at a product flow rate of 100 L/h, and a pressure ranging from 13.8 to 17.2 kPa. The average inlet and outlet temperatures of MPC80 used for the cavitation were 7 and 34 °C, respectively. For the HCNF22 treatment, the HC-treated milk was cooled immediately to room temperature by passing through the heat exchanger. The UF retentate, as a feed material, was preheated to 22 °C for NF22 and HCNF22 treatments and 50 °C for NF50 and HCNF50 treatments in a hot water bath. Preheated UF retentates were then filtered immediately using a spiral wound NF membrane (Parker Hannifin Corp., Oxnard, CA, USA; model ATF 7938) with a molecular weight cut-off of 200 Da at respective preheating temperatures until the highest level of solids was achieved in the retentate. The TS of the final retentates from NF22, NF50, HCNF22, and HCNF50 treatments were 25.08, 29.49, 26.83, and 31.49%, respectively [3].
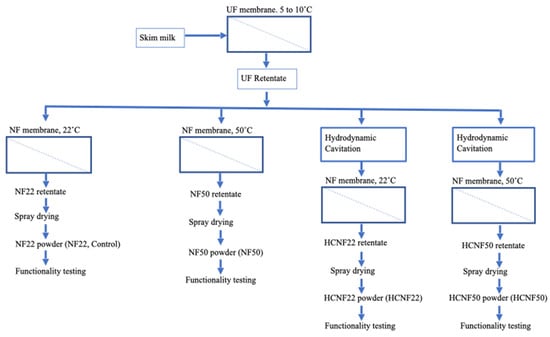
Figure 1.
Schematic of the experimental setup during MPC80 powder production.
The NF retentates were dried in a pilot-scale spray dryer (Niro dryer Model 1; Niro, Inc., Columbia, MD, USA) equipped with an external mix air atomizing nozzle system (model SUE18A; Spraying Systems Co., Glendale Heights, IL, USA). Prior to feeding into the spray drying system, all NF treatments were preheated and maintained at 50 °C by the indirect heating method prior to spray drying. The temperature of the feed material was maintained using an inline heat exchanger set at 50 °C in the dryer feed pipeline system prior to reaching the atomization spray nozzle. The inlet and outlet temperatures used for the drying were set at 175 °C and 85 °C. The airflow and pressure within the heating chamber were 0.00094 m3/s and 482 kPa, and the feed flow and pressures were 7.5 L/h and 240 kPa, respectively. About 2 kg of spray-dried powder from each NF retentate (NF22, NF50, HCNF22, and HCNF50) collected from both cyclone (lighter particles) and main chamber (heavier particles) channels were mixed uniformly and stored at room temperature in airtight containers for further analysis. Powder samples for microbial analysis were collected in sterile pouches, sealed immediately, and stored at 4 °C.
2.2. Experimental Design
Four MPC80 powders were thus obtained from the spray drying of four NF retentates; NF22, NF50, HCNF22, and HCNF50 for three replications (n = 3) were analyzed for compositional, morphological, physicochemical, functionality, and microbiological properties.
2.3. Compositional Analysis
The MPC80 powders were analyzed for moisture by the hot air oven method (AOAC 927.05), total protein by the Kjeldahl total nitrogen method (AOAC 991.20), crude fat content by the modified Mojonnier method (AOAC 989.05), total ash by the gravimetric method (AOAC 930.30), and calcium content by the inductively coupled plasma-optical emission spectroscopy method (AOAC 984.27), as mentioned in AOAC (2005) [17]. Lactose content was measured using an HPLC-based method, as described by Amamcharla and Metzger (2011) [18].
2.4. Morphological Characteristics
Morphological characteristics of MPC80 powders, such as particle diameter (circle equivalent diameter), circularity (how close the shape of the particle is to a perfect circle), elongation (ratio of width to length), and convexity (a measure of the surface roughness of a particle), were calculated from the 2D images using Malvern Morphologi G3ID (Malvern Instruments, Worcestershire, UK).
2.5. Physicochemical Properties
Bulk Density. The bulk density of MPC80 powders was measured for both loose and tapped conditions as described by the standard methods developed by the International Dairy Federation (IDF, 2005) [19]. For the loose density, MPC80 powder was poured into a dry pre-weighed 100 mL calibrated glass cylinder up to the mark of 100 mL without any shaking and then weighed. After weighing, the same cylinder was tapped (drop height 55 mm, a pair lock cushioned holder holding two cylinders and dropping down smoothly from the height) 100 times using a Bulk Density Apparatus (model UNILAB-009; Ambala, Haryana, India) and then volume after tapping was measured. Loose and tapped bulk densities were calculated using the following equations.
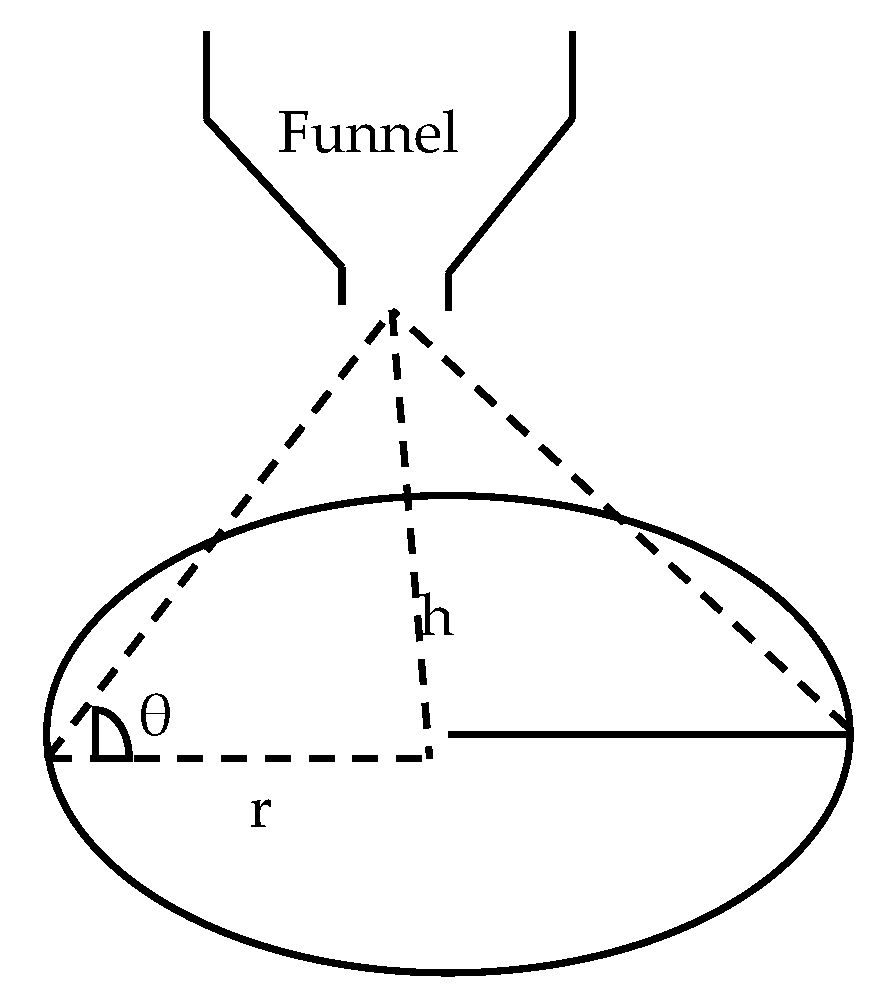
Flowability. The free-flowing property of MPC80 powder, also known as flowability, was estimated from the measurement of the angle of friction of MPC80 powders, as stated by Fitzpatrick et al. (2004) [14]. The angle of friction is the angle measured between the flat surface and the cone surface of the loose powder when it is poured onto a flat surface. The powder sample was allowed to fall from a funnel (made of anti-static material, height 100 mm, lower diameter 40 mm, and upper diameter 90 mm) to form a bulk solid cone until the free-flowing powder piled up to the lower tip of the funnel as shown in Figure 2. The perpendicular height of the cone, h, was measured from the lower tip of the funnel to the base of the heap, and the radius of the circular heap (r) was calculated from the mean estimated diameter (n = 4) of the circular heap. The angle of friction (θ) was calculated using the following equation:
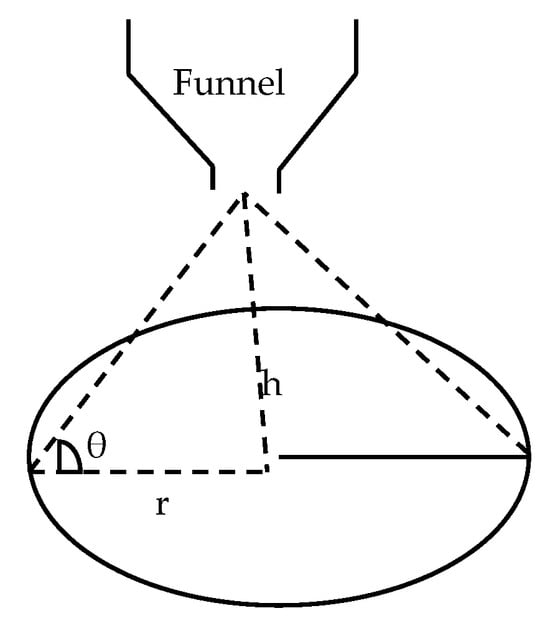
Figure 2.
Schematic of the ideal bulk solid cone formed during the free flowing of MPC80 powder.
Heat coagulation time (HCT). Thermal stability of reconstituted MPC80 was estimated in terms of HCT, as described by the International Dairy Federation [20], with some modification. A 30% (wt/wt) reconstituted MPC80 solution (pH~6.8) was prepared in warm (50 °C) deionized water and stirred for 30 min using a magnetic stirrer (700 rpm) at 50 °C. In total, 3 g of solution was weighed in a glass vial (8 mL autoclavable E-C vial, 17 mm outer diameter, 63 mm height; Wheaton), closed air-tight with a screw cap, and clamped on a rocker frame mounted in an oil bath (NSW-199, Narang Scientific Works Pvt. Ltd., New Delhi, India). Food grade mineral oil was used in the oil bath, and the temperature was adjusted to 120 °C. The time visually observed for the first coagulation/curd formation of reconstituted MPC was recorded as the heat coagulation time.
2.6. Functional Properties
Rennet coagulation time (RCT). The time for the onset of coagulation with rennet is considered as RCT. Four sets of each 200 mL-reconstituted MPC80 solution containing 3.5% protein were prepared in deionized water and stirred using a magnetic stirrer (700 rpm) for 30 min at 22 °C. Calcium chloride (CaCl2, assay ≥ 99%; Sigma-Aldrich, Burlington, MA, USA) was added at the rate of 0.05, 0.1, and 0.25% wt/wt in the final concentration for the three sets of solution and agitated for 5 more minutes followed by pH adjusted to 6.5 using dilute lactic acid (8.5%, Acros Organics). In total, 60 mL of prepared solution was poured into the cup of the rheometer (mode MCR 92: Anton Paar Ltd., St. Albans Hertfordshire, UK) fitted with a bob-and-cup configuration. The rheometer was set at a constant strain of 0.5% with a frequency 1 Hz and temperature of 32 °C. Next, 9 μL of rennet (Chy-Max® Extra, material#73812, activity: ~650 IMCU/mL, Chr Hansen, Hoersholm, Denmark) was added and mixed properly, then a time sweep test was carried out until the storage modulus (G′) just crossed 1 Pa [21]. The RCT was the time in minutes when the aggregated system had a storage modulus equal to 1 Pa. Pasteurized skim milk (protein content ~3.5%) was used as a reference sample to compare the RCT of reconstituted MPC80 solution. A triplicate sample analysis was conducted at similar CaCl2 concentrations under the same testing conditions.
Solubility. For the solubility test, each 200 mL of 5% (wt/wt) reconstituted MPC80 bulk solution was prepared in deionized water and stirred continuously for 30 min using a magnetic stirrer (700 rpm) at 22 and 50 °C. Each 40 mL homogeneous mixture from the bulk solution was transferred to three 50 mL centrifuge tubes and centrifuged at 700× g for 10 min at 22 °C. The supernatant was carefully transferred into a dry pre-weighed aluminum dish and dried overnight at 103 ± 2 °C, cooled, and weighed. The solubility of MPC powder was calculated using the following equation [22].
Foaming capacity and foam stability. To determine the foaming capacity, a 3 g MPC80 powder was blended with 100 mL phosphate buffer (0.05 mol/L pH 7) in a mixer (auto-mix Osterizer blender, Model: 6630) and whipped for 6 min at a speed of 11,000 rpm. The developed foam was immediately transferred into a 250 mL measuring cylinder quantitatively and the total volume was recorded. The foaming capacity was calculated using the following equation on a v/v basis [6].
The cylinder containing foam was kept undisturbed for 30 min at 22 °C, and then the final volume was recorded. The foam stability was determined using the following equation on a v/v basis [6].
Emulsifying capacity, emulsion stability, and oil separation. The dispersion of MPC (1%, wt/wt) was prepared by adding MPC80 powder in deionized water and then stirred using a magnetic stirrer (700 rpm) for 60 min at 22 °C. The pH of the dispersions was adjusted in the range of 6.8 to 7.0 using NaOH (1N). A 7 g of reconstituted MPC was weighed in a 50 mL centrifuge tube and then 3 g of soybean oil was added to that. The mixture of MPC solution and oil was heated to 55 °C and homogenized for 60 s at 10,000 rpm using a benchtop homogenizer (Polytron, PT 2500E; Kinematica, Inc., Bohemia, NY, USA). Approximately 8 g of the emulsion was transferred to another 15 mL centrifuge tube, centrifuged at 1100× g for 5 min, and the height of the emulsified liquid layer was recorded. The emulsifying capacity was calculated using the following equation on a v/v basis [6].
The emulsion in the centrifuge tube was heated to 80 °C in a hot water bath for 30 min, cooled to room temperature (22 °C), and centrifuged at 1100× g for 5 min. The emulsion stability was calculated using the following equation on a v/v basis [6].
Oil separation from the emulsion was measured after 24 h, 7 d, and 90 d refrigeration storage. Separated oil on the top was collected and weighed using a micropipette. The oil separation percentage was calculated using the following equation.
2.7. Microbial Examination
Viable microorganisms in MPC80 powders were enumerated as a standard plate count (SPC) by standard microbial culturing technique as mentioned in standard methods for examining dairy products developed by the American Public Health Association [23]. For the reconstitution of MPC80 powder, an 11 g powder sample was mixed with 99 mL of phosphate-buffered saline (PBS) in a stomacher bag, and further serial dilution (v/v) was made with PBS. Reconstituted samples were pipetted out (100 μL) and mixed aseptically with sterilized standard agar (10 to 12 g) media at 45 °C by spread plate technique in Petri plates. Plates were incubated at 37 °C for 24 h and colonies were counted as colony-forming units (CFU) using the colony counter, and the count was multiplied by the reciprocal of the dilution and expressed as log10CFUg−1.
Aerobic mesophilic spores (AMS) in MPC80 powder were enumerated using tryptic soy agar media as described by Kent et al. (2016) [24]. The reconstituted sample (11 g powder in 99 mL PBS) was heated to 80 °C for 12 min, cooled to room temperature, and further serial dilutions (v/v) were made with PBS before plating. The diluted samples were pipetted out (100 μL) and mixed aseptically with sterilized tryptic soy agar media (10 to 12 g) at 45 °C by spread plate technique in Petri plates. Plates were incubated at 37 °C for 48 h, colonies were counted in CFUs using the colony counter, and the count was multiplied by the reciprocal of the dilution and expressed as log10CFUg−1.
2.8. Statistical Analysis
The replicated data (n = 3) from the testing results were analyzed statistically using the Agricolae statistical package for Agricultural Research in R programming language (version 3.5.2), developed by the R Core Team (2017). The Tukey’s Honest Significant Difference test at a 95% confidence interval was used to decide the significance level among the treatment means.
3. Results and Discussion
3.1. Compositional Analysis
The composition of MPC80 powders from different NF treatments is shown in Table 1. The major components of the powders were similar, as stated by Patel et al. (2022) [1] and Pathania et al. (2018) [7]. The powders exhibited no differences in moisture (3.18 to 4%), fat (3.35 to 4.01%), lactose (9.34 to 9.78%), total ash (7.55 to 8.30%), or calcium (2012 to 2231 mg/100 g) contents among the treatments. The moisture content of the powders from different treatments was found to be below 5%, which can be assumed to be adequately safe for storage and further application. The crude fat content increased, and the calcium content decreased with the application of high temperature and HC. Fat content contributes to emulsifying properties [25], whereas proteins and calcium may impact the rennet coagulation and heat stability of the MPC [12,13,26].

Table 1.
Mean (n = 3) compositional analysis of MPC80 powders used in this study.
3.2. Morphological Characteristics
The diameter, circularity, elongation, solidity, and convexity of MPC80 powder particles were evaluated, and the results are summarized in Table 2. Both HC and high temperature did not significantly (p > 0.05) impact the physical properties of MPC powder particles, such as particle diameter, circularity, elongation, and convexity. Li et al. (2016) [15] stated that a smooth particle has a convexity ratio equivalent to one, while an irregularly shaped particle has a convexity closer to zero. The results depicted that MPC particles used in this study had convexities much closer to one. Principally, the higher convexity of MPC powder shows better dissolution properties [15]. However, the trend may not be followed when the protein level in the powder increases [15], which agrees with the current study’s finding.
Table 2.
Morphological characteristics of MPC powder 1.
3.3. Physicochemical Properties
Bulk density. The present study showed that the combination of HC and high temperature did not have a significant (p > 0.05) impact on the loose density of MPC80 powders. However, the tapped density was significantly (p < 0.05) higher for the HC-treated MPC80 powder samples (Table 3). Li et al. (2018) [8] also observed similar results with HC applied after UF or NF, which significantly impacted both loose and tapped densities of MPC powders. The loose density was highest for the MPC powder from HCNF50 treatments, and this result confirmed that the volume of occluded air in the HC-treated MPC80 powder samples was less compared with the samples without HC treatments. The tap density differences between treatments such as 344, 348, 356, and 366 kg/m3 might be due to less interstitial air in the powder after NF treatments, which could be due to higher TS of the final retentates such as 25.08, 29.49, 26.83, and 31.49% wt/wt for NF22, NF50, HCNF22, and HCNF50 treatments, respectively [3], prior to drying.
Table 3.
Mean (n = 3) physicochemical properties of MPC powders.
Flowability. The flowability of MPC80 powders was evaluated from the angle of friction. Powder samples from all treatments had a narrow range of angle of friction (39.89 to 41.69°) (Table 3). Though HC-treated MPC80 powder samples showed poorer flowability among the treatments, neither HC nor high temperature significantly impacted (p > 0.05) the flowability of MPC80 powders. As described by Lau (2001) [27], the flow of bulk powder material is considered excellent when the angle of repose of the material is less than 25°, and it is considered poor when the angle is 40° or more. The results from the current study showed that the MPC80 powders could be categorized as a poor-flowing material. Flowability is highly dependent on particle size and surface roughness. Fitzpatrick et al. (2004) [14] mentioned that fine powders with a diameter <100 μm show poor flowability and fluidization because of the cohesive forces. In this study, the particle size of MPC80 powders was in the range of 8.93 to 9.51 μm (Table 2), which might be the cause for aggregation due to higher interparticle resistance and further impacts on the flowability.
Heat coagulation time (HCT). The result of HCT helps to decide for how long and at what temperature the MPC80 powder alone or its fortified product can be processed without altering the properties of protein during food manufacturing. The HCT of reconstituted MPC80 samples (pH adjusted to 6.8) was in the range of 18.04 to 22.89 min (Table 3). Sunkesula et al. (2021) [11] also reported similar HCT results of reconstituted MPC when measured at pH 6.9. As the results showed the lowest HCT for the sample from the HCNF50 treatment, it can be said that both HC and the high temperature significantly (p < 0.05) reduced the HCT. Fox and Morrissey (1997) [28] described that HCT can be influenced by the processing temperature, lactation stage, β-LG to k-CN ratio, colloidal calcium phosphate concentration, and other soluble salts. Caseins tolerate high processing temperatures, whereas WP is susceptible to heat and can be completely denatured within 10 min at 90 °C. It can be claimed that the shorter HCT in the HC and or high-temperature NF treatments might be due to the formation of disrupted WP aggregates (a complex of β-LG and k-CN) by the action of heating or high shear activities [28,29] like cavitation; these protein aggregates are further sensitive to secondary heat-induced coagulation when heating the oil bath during HCT measurement. Another study by Renhe et al. (2019) [30] mentioned that diafiltration (DF) with water had a positive effect on the heat coagulation time (HCT) of MPC, which was significantly longer, compared to non-diafiltered concentrates because of the ionic balance in the MPC.
3.4. Functional Properties
Rennet coagulation time (RCT). The RCT of reconstituted MPC80 at different levels of CaCl2 concentration was determined by the strain (γ) sweep test performed in a rheometer, and the results are compared with the RCT of pasteurized skim milk at the same condition (Table 4). Unlike fresh milk, MPC contains lower ionic calcium. Ionic calcium permeates through the UF membrane with the serum phase and most of the available calcium in the retentate is in colloidal form bound with proteins [31]. Though there was a slight difference in the calcium content of the MPC80 powder (Table 1), the major influence on the RCT was due to externally added CaCl2. As Udabage et al. (2001) [13] mentioned, at a lower colloidal calcium phosphate concentration, renneted milk may not form a gel even at constant Ca2+ activity. However, the gelling property can be improved by adding CaCl2. The RCT without adding CaCl2 was five or more times higher (100 to 125 min) than that of skim milk (20 min). We did not observe any distinct (p > 0.05) impact of HC and high-temperature NF on the RCT of reconstituted MPC80 from different NF treatments in the absence of external CaCl2. The RCT decreased considerably in the presence of external CaCl2 at different concentrations for all the treatments. A significant (p < 0.05) impact of high-temperature NF in the RCT was observed at 0.05 and 0.1% CaCl2 concentrations. The range of RCT was between 39 to 40 min and 49 to 52 min for the low-temperature- and high-temperature NF treatments, respectively, at 0.05% CaCl2 concentration. Similarly, the RCT decreased to 13 and 14 min for the NF22 and HCNF22 treatments and 18 and 21 min for the NF50 and HCNF50 treatments, respectively, at 0.1% CaCl2 concentration. At a higher CaCl2 concentration (0.25%), the range of RCT was between 4 to 6 min with no significant (p > 0.05) differences among the treatments. Skimmed milk was coagulated within a minute in the presence of external CaCl2 (≥0.1%). From the results, it can be claimed that a dose of 0.05 to 0.1% (wt/wt) CaCl2 can be used for the appropriate renneting action of reconstituted MPC80 solution containing 3.5% protein. Externally added CaCl2 helps both increase ionic calcium concentration and decrease the pH of the cheese milk, which accelerates the protein aggregation rate. The increased ionic calcium also supports the proteolysis activity of k-CN and improves renneting efficiency [12]. As stated by Ferrer et al. (2008) [25], when the level of protein increases in the MPC powder, the release of CN macro peptide would be lowered during renneting, resulting in longer coagulation time (>60 min). Studies also showed that the ionic equilibrium (mainly calcium ions) plays a key role in the renneting behavior of reconstituted MPC [12,25]. Heat treatment has a cumulative effect on the renneting activity of the protein. Complexity formed by disulfide bonding of WP (β-LG and α-LA) and k-CN can be increased with prolonged heat treatment, resulting in longer rennet digestion time [31]. Though the temperature (50 °C) used in NF50 and HCNF50 treatments in the current studies is less likely to denature the milk proteins, the total processing time was almost four hours at that temperature [3], which could be one of the reasons for increasing protein complexity and, thereby, longer RCT as stated by Singh et al. (1988) [32].
Table 4.
Rennet coagulation time (minutes, mean, n = 3) of reconstituted 1 MPC80 at different CaCl2 concentrations.
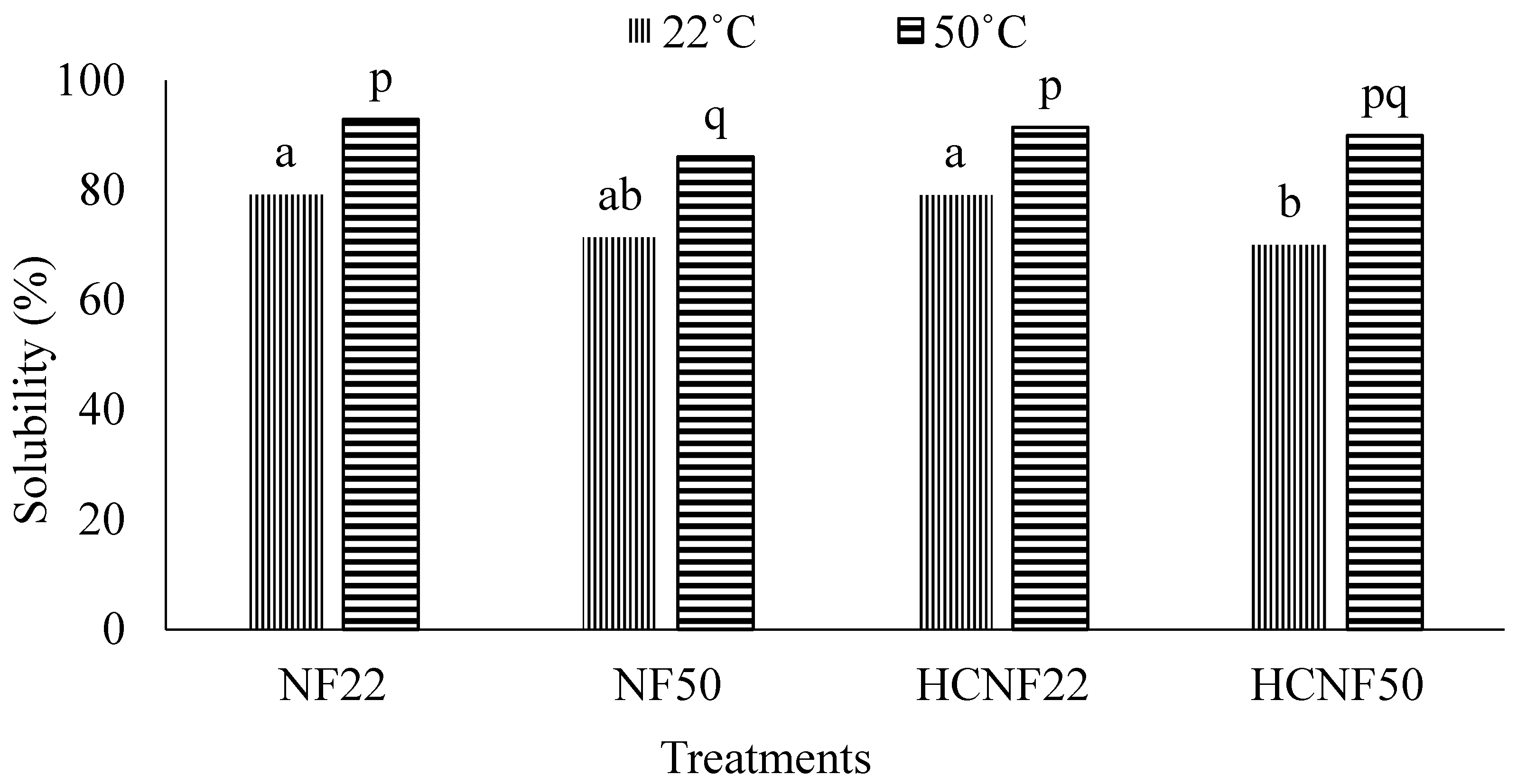
Solubility. The solubility of MPC80 powders was determined at 22 and 50 °C deionized water, and the result is presented in Figure 3. The solubility was increased up to 16% at a higher dissolving temperature (50 °C) and was in the range of 70.03 to 79.20% and 86.05 to 92.91% when measured at 22 and 50 °C, respectively. The variation in the solubility was less when dissolved at 50 °C water compared to 22 °C water. As stated in the previous studies [8], the solubility of MPC powder highly depends on reconstitution temperature, which agrees with the current study. It can be described that the kinetic energy from hot water effectively breaks the MPC powder particles and enhances dissolution capacity. The solubility of the powder samples from NF22 and HCNF22 treatments is comparable to the findings of a similar study by Rupp et al. (2018) [31]. The solubility of MPC80 powders from high-temperature NF treatments was significantly (p < 0.05) lower at both 22 °C and 50 °C, while HC pretreatments did not affect the solubility at both temperatures. Li et al. (2018) [8] also mentioned that there was no impact of HC on the solubility of MPC80 powder when applied to the retentates before spray drying.
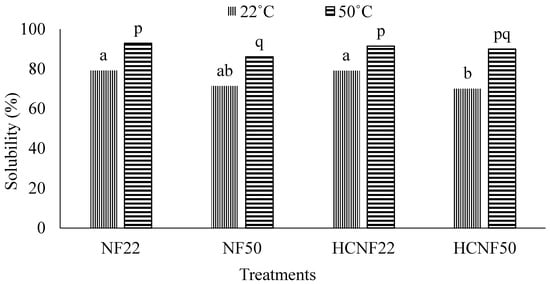
Figure 3.
Solubility (%, mean, n = 3) of MPC80 powders. Solubility was measured in reconstituted MPC80 solution (5% wt/wt) with deionized water at 22 and 50 °C. Treatments such as NF22 and NF50 were the MPC80 powders from the nanofiltration at 22 and 50 °C, respectively, and treatments such as HCNF22 and HCNF50 were the MPC80 powders from the combined processing of hydrodynamic cavitation followed by nanofiltration at 22 and 50 °C, respectively. Values with the same letters (a–b for 22 °C and p–q for 50 °C bars) are not significantly different (p > 0.05) across all treatments.
The interaction between CN to CN, CN to WP, and casein-crosslinking facilitated by calcium ions negatively impacts the solubility and associated functional properties [2,6], and the situation might be adverse when MPC is processed at elevated pressures and temperatures [8]. In the related studies [3], high solids were achieved in the high-temperature NF retentates, which eventually led to higher viscosity that can alter the composition of protein-matrix and showed a negative impact on the solubility of MPC80 powders from high-temperature NF treatments. As stated by Pathania et al. (2018) [7], because of the surface hydrophobicity, casein micelles of high protein MPC powders may take several hours to release CN from powder particles in the solution at lower temperatures and moderate agitation conditions, which agrees with the results of the current study resulting in solubility of the powders from high-temperature NF treatments at 22 °C water.
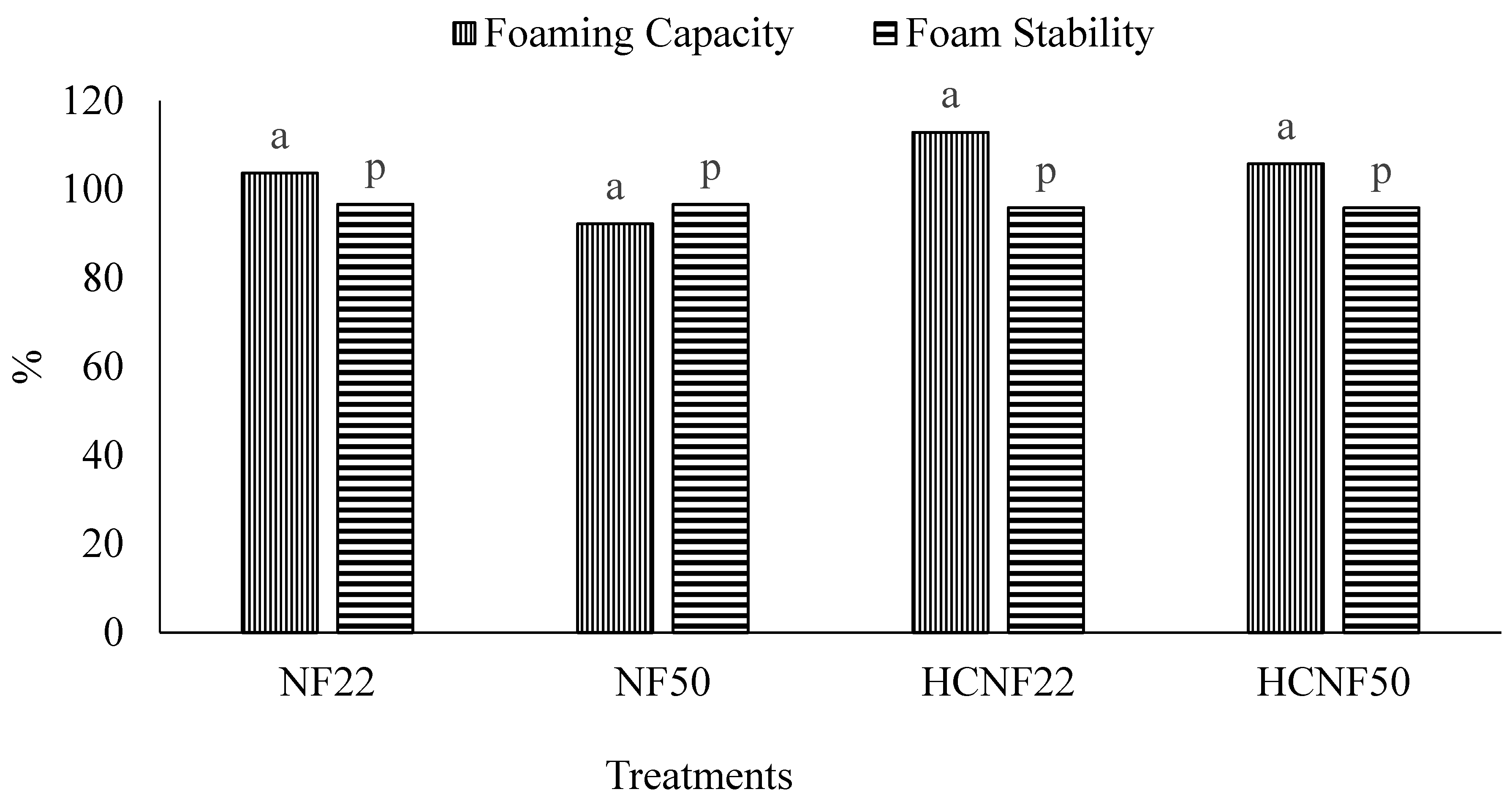
Foaming capacity and foam stability. Milk proteins (CN and WP) have a strong tendency to adsorb at the air–water interface to keep foams against various physicochemical instability [9]. The results from the current study showed that powders from all NF treatments were of good foaming capacity and foam stability. The foaming capacity of the MPC80 powders was between 92.22 and 112.89% when measured at neutral pH at ambient temperature (22 °C). The stability of the foam was measured after 30 min based on the initial foam volume and was found to be in the range of 95.89 to 96.68%. The HC and high temperature did not have a significant (p > 0.05) impact on the foaming capacity and foam stability (Figure 4). Casein undergoes reversible self-association in water due to its hydrophobic interactions, and this property increases with temperature and ionic strength [13]. Most of the proteins in MPC80 powders are composed of CN, which might be the reason for good foaming capacity. Huppertz (2010) [10] mentioned that foaming stability depends on the characteristics of WP available in MPC powder. Foaming properties of MPC80 powders made from different concentration methods, such as the ultrafiltration/diafiltration and or evaporation method, were similar as their final protein content was like each other [33], which is consistent with the results of the current study.
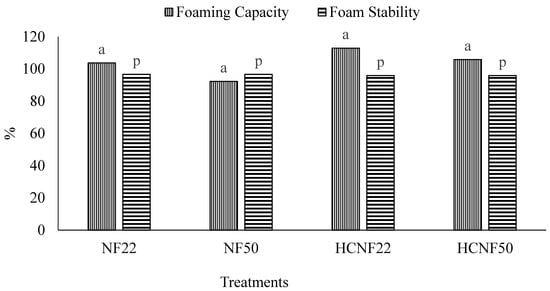
Figure 4.
Foaming capacity (% v/v, mean, n = 3) and foam stability (% v/v, mean, n = 3) of MPC80 powder. Foaming capacity was measured in reconstituted MPC80 solution (3% wt/wt) with phosphate buffer (0.05 mol/L, pH = 7.0) at 22 °C. Foam stability was observed after 30 min. Treatments such as NF22 and NF50 were the MPC80 powders from the nanofiltration at 22 and 50 °C, respectively, and treatments such as HCNF22 and HCNF50 were the MPC80 powders from the combined processing of hydrodynamic cavitation followed by nanofiltration at 22 and 50 °C, respectively. Values with the same letters on the bars of foaming capacity or foam stability are not significantly different (p > 0.05) across all treatments.
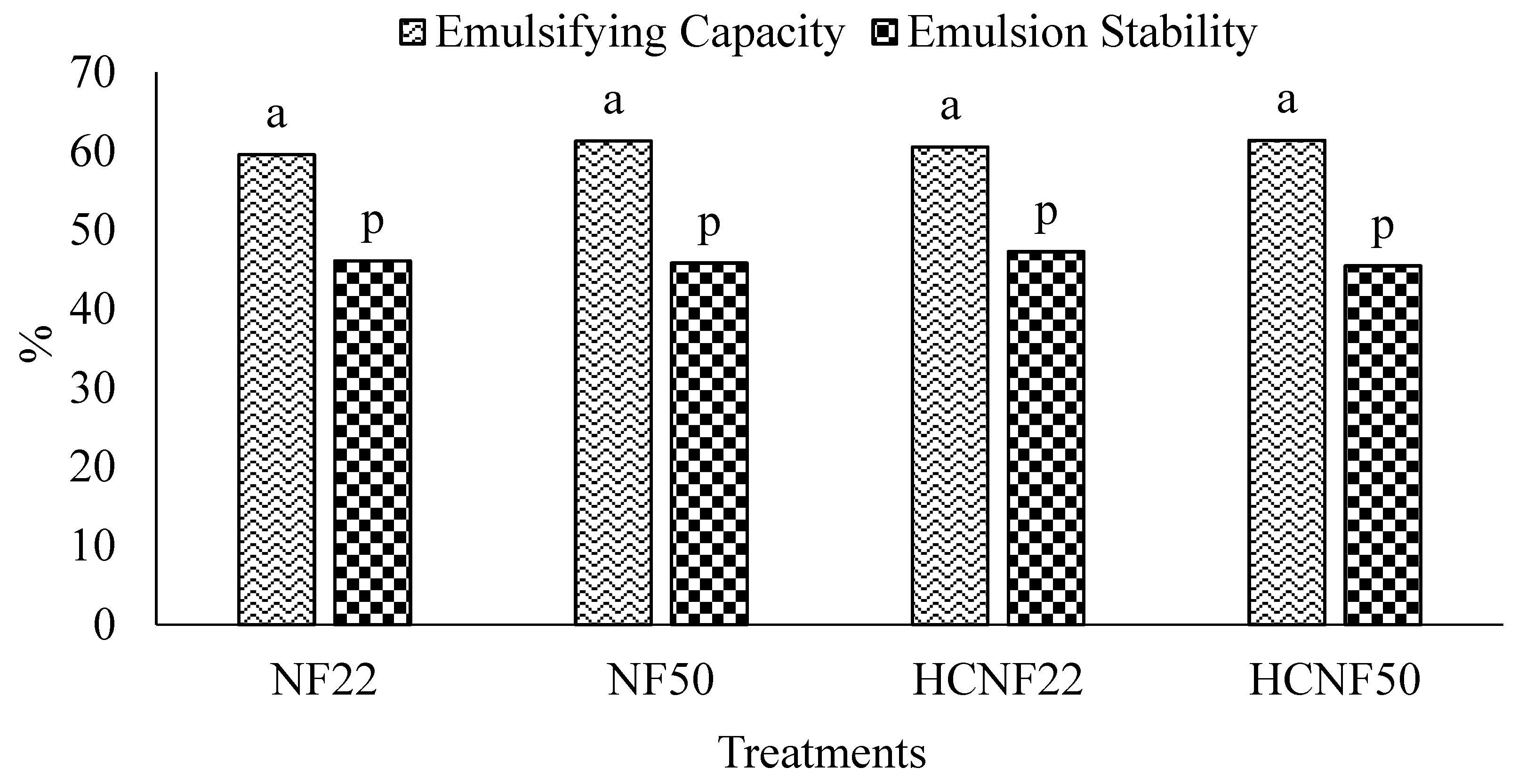
Emulsifying capacity, emulsion stability, and oil separation. The results of the emulsifying capacity and emulsion stability are demonstrated in Figure 5. The emulsifying capacity of MPC80 emulsions with sunflower oil (30% wt/wt) measured at ambient temperature was in the range of 59.58 to 61.38% (v/v). An accelerated emulsion stability test was carried out by heating the emulsion at 80 °C for 30 min and showed a reduction in emulsion volume by 15% on average; hence, the emulsion stability was in the range of 45.49 to 47.28%. Both high-temperature and HC pretreatment showed a slight increase in the emulsifying capacity; however, the values were statistically similar (p > 0.05) to the control sample (NF22). The emulsion stability of the NF22 and HCNF22 treatments were statistically similar (p > 0.05). Research related to the impact of HC on the emulsifying capacity and emulsion stability is very limited. However, we compared these findings with those of similar research from ultrasonication and homogenization. Meena et al. (2017) [6] reported a slightly lower emulsifying capacity (37.62 to 43.50%) of MPC60 powder from homogenization application. However, the stability of those emulsions was reported better. Milk proteins such as whey proteins, α-lactalbumin, β-lactoglobulin, and bovine serum albumin available in MPC contribute highly to emulsion formation [28,33], and the emulsification capacity increases with increasing those proteins with total proteins in MPC. The higher emulsifying capacities of MPC80 powders in the current study might be due to the higher protein content.
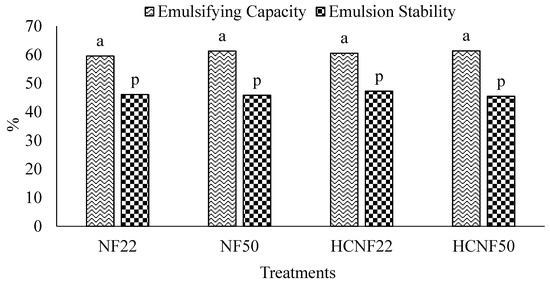
Figure 5.
Emulsifying capacity (%, mean, n = 3) and emulsion stability (%, mean, n = 3) of MPC80 powder. Emulsifying capacity was measured by mixing sunflower oil (30% wt/wt) with the MPC80 solution (1% wt/wt). Emulsion stability was estimated after heating the emulsion at 80 °C for 30 min. Treatments such as NF22 and NF50 were the MPC80 powders from the nanofiltration at 22 and 50 °C, respectively, and treatments HCNF22 and HCNF50 were the MPC80 powders from the combined processing of hydrodynamic cavitation followed by nanofiltration at 22 and 50 °C, respectively. Values with the same letters on the bars of emulsifying capacity or emulsion stability are not significantly different (p > 0.05) across all treatments.
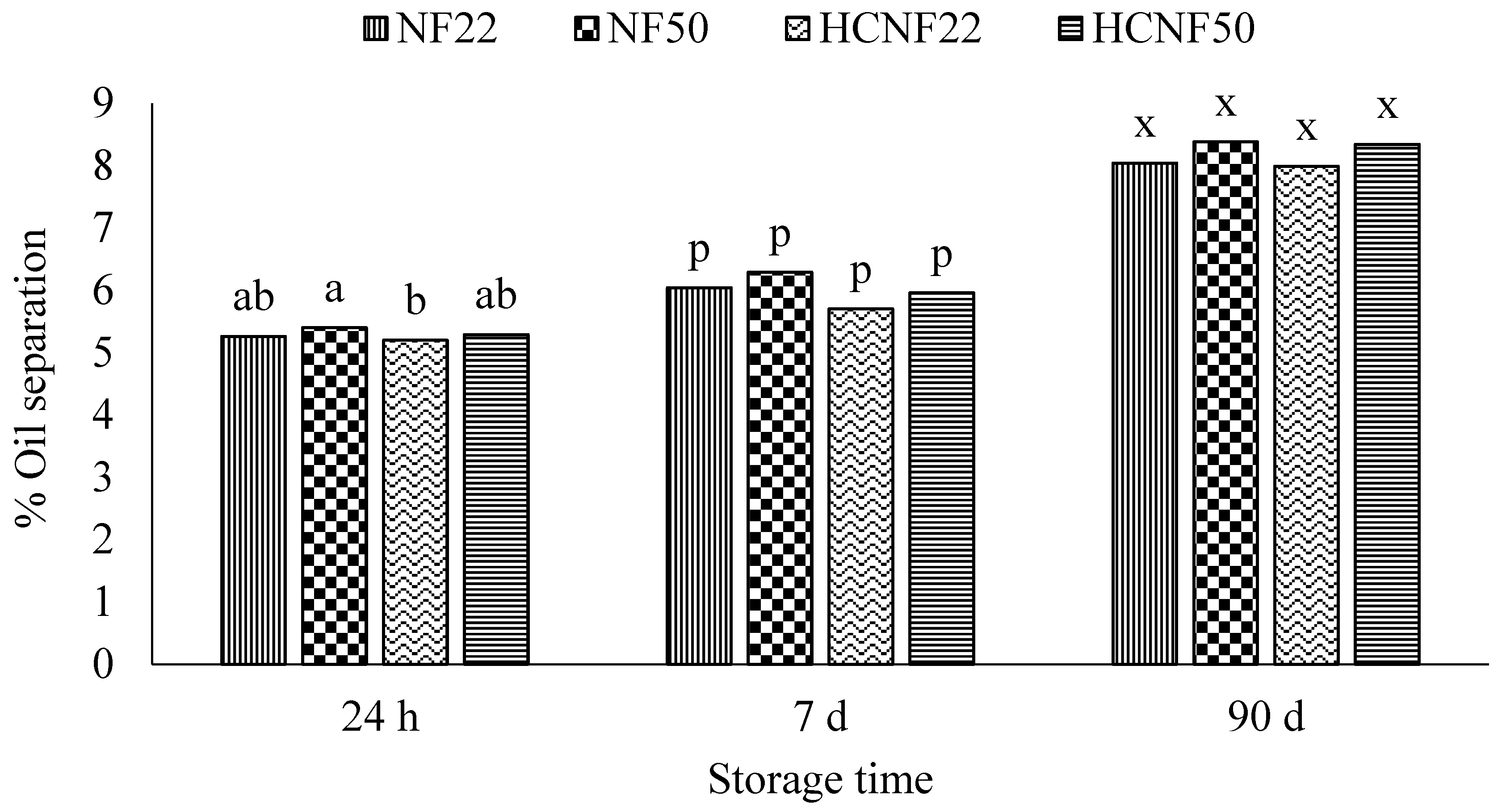
Huppertz (2010) [10] mentioned that both CN and WP of milk reveal a strong inclination to adsorb at oil–water and air–water interfaces, which play vital roles in forming emulsion and foam and provide protection against the physicochemical forces for their long existence. In the current study, an oil separation test was conducted at refrigeration temperature as an alternative measurement of emulsion stability. It was measured after 24 h, 7 d, and 90 d of emulsion preparation, and the result as a percentage of oil separation based on the amount of oil used is shown in Figure 6. The rate of separation was maximum within 24 h of emulsion preparation. For the first 24 h, about 5% of the oil was separated from the emulsion, and the difference in the separation was in a narrow range (5.20 to 5.40%). The separation was lowest for the HCNF22 treatment and highest for the NF50 treatment, and the difference was statistically significant (p < 0.05). The lowest separation, which also reflects the better emulsion stability in the emulsion of HCNF22 treatment, might be because of the finer particles and fewer denatured proteins available in that sample. The oil separation increased continuously on the 7th day (5.70 to 6.29%) and 90th day (7.99 to 8.38%) of storage. The oil separation trend of 24 h, 7 d, and 90 d storage periods showed that the lowest separation was in HCNF22 treatment and higher separation was in high-temperature NF treatments. However, the separation differences were insignificant (p > 0.05).
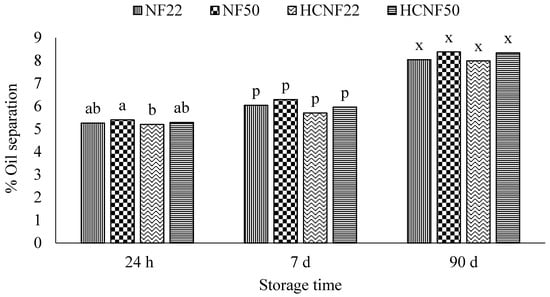
Figure 6.
Oil separation (% wt/wt, mean, n = 3) from the emulsion of MPC80. Oil separation was measured in the emulsion of MPC80 stored for 24 h, 7 d, and 90 d at 4 °C based on the oil used. Treatments such as NF22 and NF50 were the MPC80 powders from the nanofiltration at 22 and 50 °C, respectively, and treatments such as HCNF22 and HCNF50 were the MPC80 powders from the combined processing of hydrodynamic cavitation followed by nanofiltration at 22 and 50 °C, respectively. Values with the same letters on the bars of the same storage periods are not significantly different (p > 0.05) across all treatments.
Ye and Singh (2000) [33] mentioned that milk proteins such as whey protein concentrate and sodium caseinate could form a stable emulsion even at a very low protein-to-oil ratio, 1:60. Unlike those proteins, MPC is composed mainly of calcium caseinate, which showed lower emulsifying capacity because of the high amount of calcium. In the current study, the emulsion was made with a protein-to-oil ratio of approximately 1:50, and the protein was composed more of caseins than whey proteins. The oil separation from the emulsion was increased with time. That is, the stability of the emulsion was low, which might be due to the low whey protein content in the MPC, as Ye and Singh (2000) [34] stated.
3.5. Microbial Examination
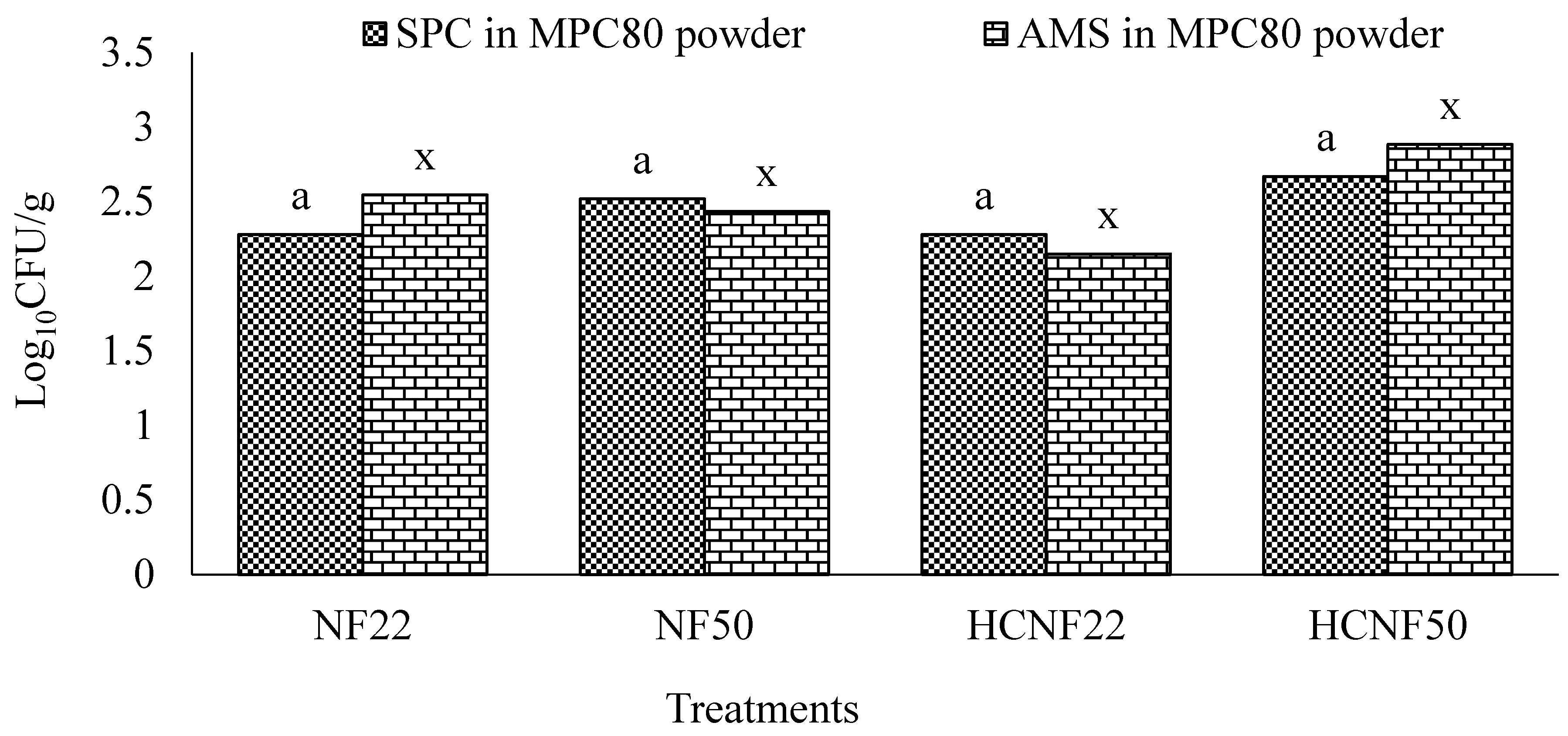
The load of SPC in the MPC80 powders was statistically similar (p > 0.05), ranging between 2.28 and 2.67 Log10CFU/g (Figure 7). Importantly, the bacterial load detected in the MPC powder samples was under the acceptable limit (<3 Log10CFU/g) as described by USDA dairy standards. The results from the present study also agreed with the results of a case study conducted for the total bacteria count in similar dairy powders with an average count of 2.26 Log10CFU/g [35]. Similarly, the AMS counted in the MPC powder from all the NF treatments was statistically similar (p > 0.05) and was found in the range from 2.15 to 2.88 Log10CFU/g sample (Figure 7). Since high counts of spores in dairy powders may lead to spoilage after reconstitution, the US Dairy Export Council has set an acceptable maximum limit (3Log10CFU/g). In the current study, the range of spore counts in MPC powder samples from all NF treatments was under the acceptable limit the US Dairy Export Council described.
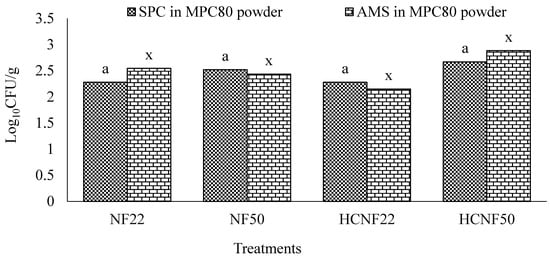
Figure 7.
Microbial examination (Counts; Log10CFU/g). SPC in powder stands for standard plate counts in the MPC powders dried from NF retentates, and AMS in powder stands for aerobic mesophilic spores in the same MPC powders. Treatments NF22 and NF50 were the retentates from the nanofiltration of feed at 22 and 50 °C and treatments HCNF22 and HCNF50 were the retentates from the combined processing of hydrodynamic cavitation and nanofiltration of feed at 22 and 50 °C. Values with the same letters on the bar are not significantly different (p > 0.05) across all treatments.
4. Conclusions
The application of HC and high temperature increased the production efficiency by 25% based on TS in the final retentates. The additional cost of HC installation and handling can be compensated by the cost saving in spray drying for the higher solids retentate, which needs verification from cost–benefit analysis, which can be the next level of studies. Both HC and high temperatures did not impact the flowability, emulsifying capacity, or emulsion stability. Heat stability was affected slightly by the combined action of HC and high-temperature NF. The foaming capacity of MPC80 powder was increased with HC when observed at neutral pH. Unlike high-temperature NF, powders produced exploiting HC maintained the dissolution characteristics. The RCT tests showed that MPC80 powders used in this study could form cheese curds by adding CaCl2 (0.05 to 0.1%). Numerical values of SPC and AMS assessed in the MPC80 powders were under the acceptable limit, as described by US dairy standards. Overall, the findings of this study show that the application of HC and high temperature did not impact most of the functional properties while increasing the production efficiency of MPC80. In the next level of studies, a functionality comparison with commercially available MPC80 powders and changes in the functionality at different storage conditions can be considered.
Author Contributions
A.M.: Conceptualization, methodology, software, validation, formal analysis, investigation, resources, data curation, writing—original draft preparation, writing—review and editing, and visualization. V.S.: Methodology, investigation, and writing—review and editing. A.R.A.H.: Methodology, writing—review and editing. L.E.M.: Conceptualization, methodology, software, validation, investigation, resources, data curation, writing—review and editing, visualization, and project administration. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Dairy Management, Inc., and the Agency Contract Number was K1159-11.
Institutional Review Board Statement
Not Applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
Authors are thankful to Dairy Management, Inc., for providing funds for this research through the Mid-West Dairy Foods Research Center, Brookings, SD. The authors also thank Jayendra Amamcharla for providing a facility to conduct morphological analysis of MPC powder and Ram Raj Panthi for initial reviewing of the manuscript.
Conflicts of Interest
The authors listed in this paper Venkateswarlu Sunkesula from Idaho Milk Products and Lloyd E. Metzger from Valley Queen Cheese did not participate in the design of the experiments of this manuscript and both companies neither funded nor provided any material or equipment for this research work.
References
- Patel, H.; Sharma, P.; Patel, S. Milk Protein Concentrate (MPC) and Isolate (MPI). In Encyclopedia of Dairy Sciences, 3rd ed.; Paul, L., McSweeney, H., McNamara, J.P., Eds.; Academic Press: Cambridge, MA, USA, 2022; pp. 132–140. [Google Scholar]
- Cao, J.; Wang, G.; Wu, S.; Zhang, W.; Liu, C.; Li, H.; Li, Y.; Zhang, L. Comparison of nanofiltration and evaporation technologies on the storage stability of milk protein concentrates. Dairy Sci. Technol. 2016, 96, 107–121. [Google Scholar] [CrossRef]
- Mishra, A.; Panthi, R.R.; Beckman, S.L.; Vijayaragavan, K.S.; Anand, S.; Metzger, L.E. Effects of hydrodynamic cavitation and temperature on nanofiltration performance for concentrating ultrafiltered skim milk. Int. J. Dairy Technol. 2023, 76, 364–370. [Google Scholar] [CrossRef]
- Sutariya, S., Sunkesula, V., Kumar, R., Shah, K., Fatih, Y., Eds.; Emerging applications of ultrasonication and cavitation in dairy industry: A review. Cogent Food Agric. 2018, 4, 1. [Google Scholar]
- Arya, S.S.; Sawant, O.; Sonawane, S.K.; Show, P.L.; Waghamare, A.; Hilares, R.; Santos, J.C.D. Novel, Nonthermal, Energy Efficient, Industrially Scalable Hydrodynamic Cavitation—Applications in Food Processing. Food Rev. Int. 2019, 36, 668–691. [Google Scholar] [CrossRef]
- Meena, G.S.; Singh, A.K.; Arora, S.; Borad, S.; Sharma, R.; Gupta, V.K. Physico-chemical, functional, and rheological properties of milk protein concentrate 60 as affected by disodium phosphate addition, diafiltration and homogenization. J. Food Sci. Technol. 2017, 54, 1678–1688. [Google Scholar] [CrossRef]
- Pathania, S.; Ho, Q.T.; Hogan, S.A.; McCarthy, N.; Tobin, J.T. Applications of hydrodynamic cavitation for instant rehydration of high protein milk powders. J. Food Eng. 2018, 225, 18–25. [Google Scholar] [CrossRef]
- Li, K.; Woo, M.W.; Patel, H.; Metzger, L.; Selomulya, C. Improvement of rheological and functional properties of milk protein concentrate by hydrodynamic cavitation. J. Food Eng. 2018, 221, 106–113. [Google Scholar] [CrossRef]
- Udabage, P.; Puvanenthiran, A.; Yoo, J.A.; Versteeg, C.; Augustin, M.A. Modified water solubility of milk protein concentrate powders through the application of static high-pressure treatment. J. Dairy. Res. 2012, 79, 76–83. [Google Scholar] [CrossRef]
- Huppertz, T. Foaming properties of milk: A review of the influence of composition and processing. Int. J. Dairy Technol. 2010, 63, 477–488. [Google Scholar] [CrossRef]
- Sunkesula, V.; Kommineni, A.; Meletharayil, G.H.; Marella, C.; Metzger, L.E. Short communication: Effect of pH on the heat stability of reconstituted reduced calcium milk protein concentrate dispersions. J. Dairy. Sci. 2021, 104, 134–137. [Google Scholar] [CrossRef] [PubMed]
- Lewis, M.J. The measurement and significance of ionic calcium in milk—A review. Int. J. Dairy Technol. 2011, 64, 1–13. [Google Scholar] [CrossRef]
- Udabage, P.; McKinnon, I.R.; Augustin, M.A. Effects of mineral salts and calcium chelating agents on the gelation of renneted skim milk. J. Dairy. Sci. 2001, 84, 1569–1575. [Google Scholar] [CrossRef]
- Fitzpatrick, J.J.; Iqbal, T.; Delaney, C.; Twomey, T.; Keogh, M.K. Effect of powder properties and storage conditions on the flowability of milk powders with different fat contents. J. Food Eng. 2004, 64, 435–444. [Google Scholar] [CrossRef]
- Li, R.; Roos, Y.H.; Miao, S. The effect of water plasticization and lactose content on flow properties of dairy model solids. J. Food Eng. 2016, 170, 50–57. [Google Scholar] [CrossRef]
- Mediwaththe, A.; Chandrapala, J.; Huppertz, T.; Vasiljevic, T. Heat-induced changes of milk protein concentrate suspensions as affected by addition of calcium sequestering salts and shearing. Int. Dairy J. 2024, 149, 105829. [Google Scholar] [CrossRef]
- AOAC. AOAC Official Method. Official Methods of Analysis of AOAC International, 18th ed.; AOAC International: Gaithersburg, MD, USA, 2005. [Google Scholar]
- Amamcharla, J.K.; Metzger, L.E. Development of a rapid method for the measurement of lactose in milk using a blood glucose biosensor. J. Dairy Sci. 2011, 94, 4800–4809. [Google Scholar] [CrossRef]
- ISO 8967/IDF 134: 2005; International Dairy Federation Standard 134A: Dried Milk and Dried Milk Products—Determination of Bulk Density. International Dairy Federation: Brussels, Belgium, 2005.
- International Dairy Federation (IDF). Special Issue 9501-Heat Induced Changes in Milk, 2nd ed.; International Dairy Federation: Brussels, Belgium, 1995. [Google Scholar]
- Lucey, J.A. Formation and physical properties of milk protein gels. J. Dairy Sci. 2002, 85, 281–294. [Google Scholar] [CrossRef] [PubMed]
- Anema, S.G.; Pinder, D.N.; Hunter, R.J.; Heamar, Y. Effects of storage temperature on the solubility of milk protein concentrate (MPC85). Food Hydrocoll. 2006, 20, 386–393. [Google Scholar] [CrossRef]
- APHA. American Public Heath Association. Chapter 09 Microbiological Methods for Dairy Products. In Standard Methods for the Examination of Dairy Products; Duncan, S.E., Yaun, B.R., Bruhn, S.S.S.J., Eds.; APHA Press: Washington, DC, USA, 2012. [Google Scholar]
- Kent, D.J.; Chauhan, K.; Boor, K.J.; Wiedmann, M.; Martin, N.H. Spore test parameters matter: Mesophilic and thermophilic spore counts detected in raw milk and dairy powders differ significantly by test method. J. Dairy Sci. 2016, 99, 5180–5191. [Google Scholar] [CrossRef]
- Braun, K.; Hanewald, A.; Vilgis, T.A. Milk Emulsions: Structure and Stability. Foods 2019, 8, 483. [Google Scholar] [CrossRef] [PubMed]
- Ferrer, M.; Hill, A.; Corredig, M. Rheological properties of rennet gels containing milk protein concentrates. J. Dairy Sci. 2008, 91, 959–969. [Google Scholar] [CrossRef] [PubMed]
- Lau, E. Preformulation studies. In Separation Science and Technology; Ahuja, S., Scypinski, S., Eds.; Academic Press: Cambridge, MA, USA, 2001; Volume 3, pp. 173–233. [Google Scholar]
- Fox, P.; Morrissey, P.A. The heat stability of milk. J. Dairy Res. 1977, 44, 627–646. [Google Scholar] [CrossRef]
- Sharma, A.; Jana, A.H.; Chavan, R.S. Functionality of milk powders and milk-based powders for end use applications: A review. Compr. Rev. Food Sci. Food Saf. 2012, 11, 518–528. [Google Scholar] [CrossRef]
- Renhe, I.; Zhao, Z.; Corredig, M. A comparison of the heat stability of fresh milk protein concentrates obtained by microfiltration, ultrafiltration and diafiltration. J. Dairy Res. 2019, 86, 347–353. [Google Scholar] [CrossRef]
- Luo, X.; Ramchandran, L.; Vasiljevic, T. Lower ultrafiltration temperature improves membrane performance and emulsifying properties of milk protein concentrates. Dairy Sci. Technol. 2015, 95, 15–31. [Google Scholar] [CrossRef]
- Singh, H.; Shalabi, S.I.; Fox, P.F.; Flynn, A.; Barry, A. Rennet coagulation of heated milk: Influence of pH adjustment and before or after heating. J. Dairy Res. 1988, 55, 205–215. [Google Scholar] [CrossRef]
- Rupp, L.S.; Molitor, M.S.; Lucey, J.A. Effect of processing methods and protein content of the concentrate on the properties of milk protein concentrate with 80% protein. J. Dairy Sci. 2018, 101, 7702–7713. [Google Scholar] [CrossRef] [PubMed]
- Ye, A.; Singh, H. Influence of calcium chloride addition on the properties of emulsions stabilized by whey protein concentrate. Food Hydrocoll. 2000, 4, 337–346. [Google Scholar] [CrossRef]
- Pramularsih, I.; Kyere, E.O.; Md Zain, S.N.; Flint, S. Testing for total bacteria in dairy powder—Comparison of test incubation temperatures (a case study). Int. Dairy J. 2022, 134, 105452. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).