Physical Properties of Moist, Fermented Corn Grain after Processing by Grinding or Milling

 , and
, and
Abstract
1. Introduction
2. Materials and Methods
2.1. Treatments, Material Preparation, and Parameters Quantified
2.2. Grain Processing
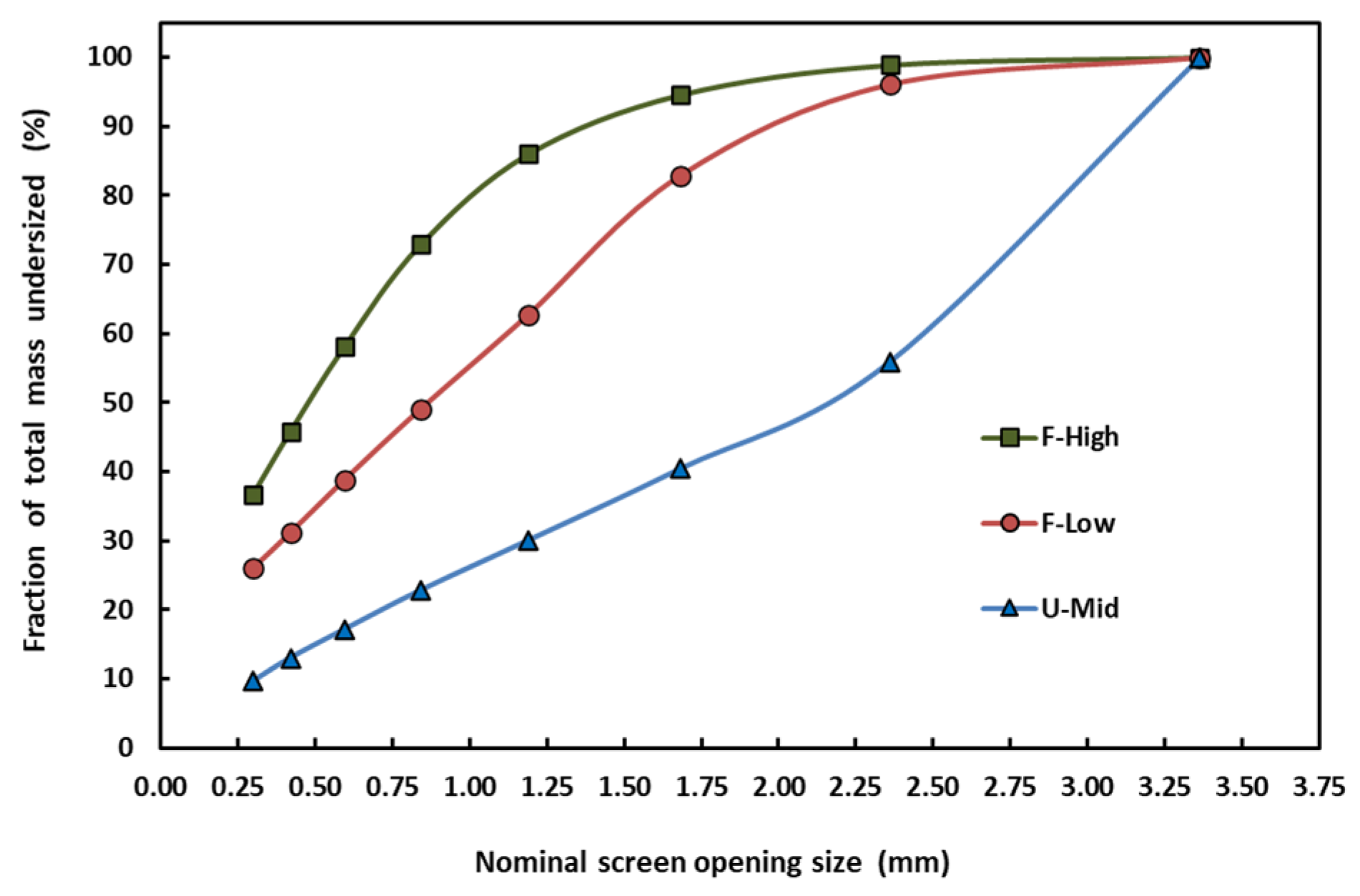
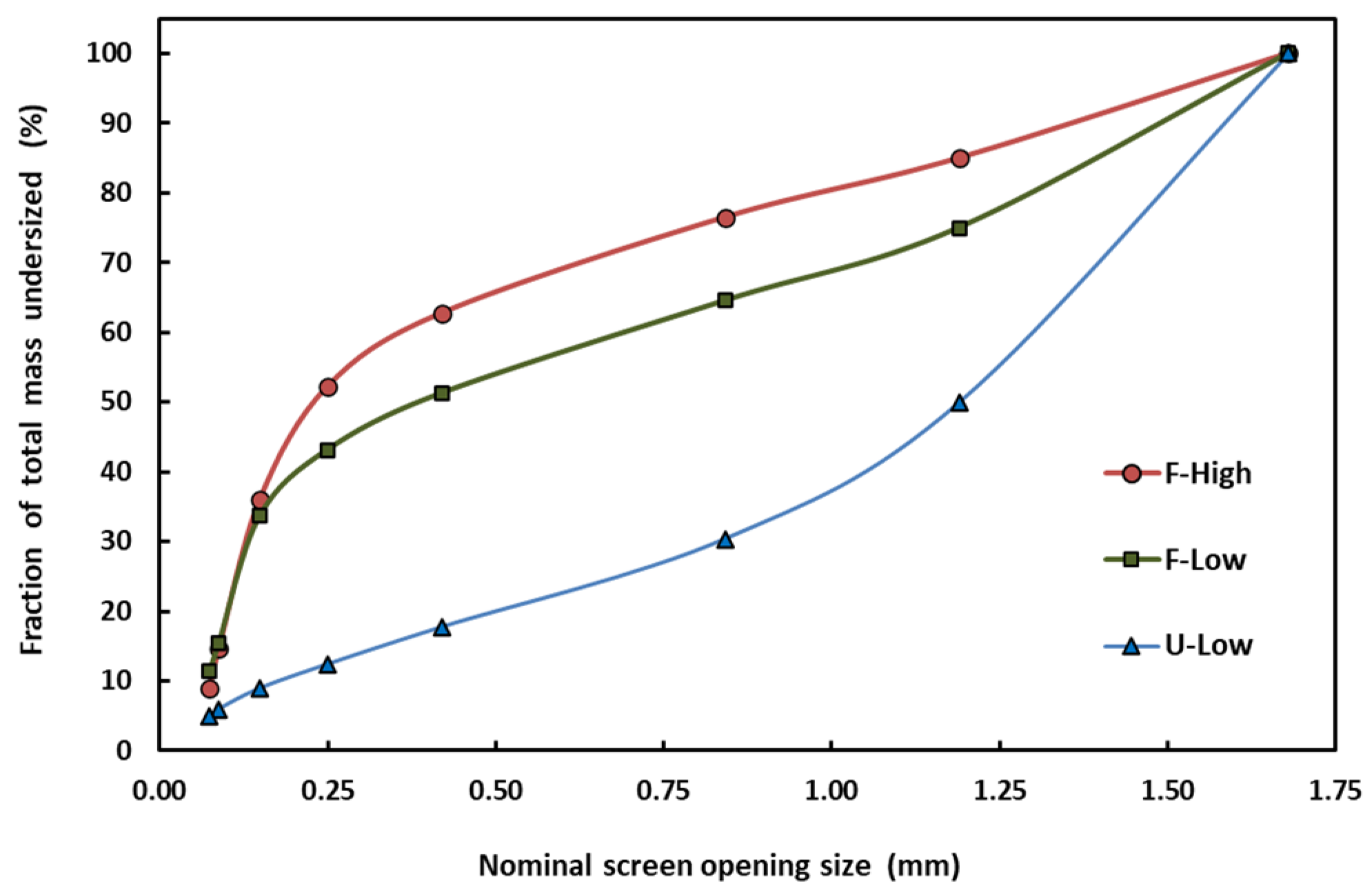
2.3. Particle Size
2.4. Bulk and Tapped Density
2.5. Sliding Angle and Friction Coefficient
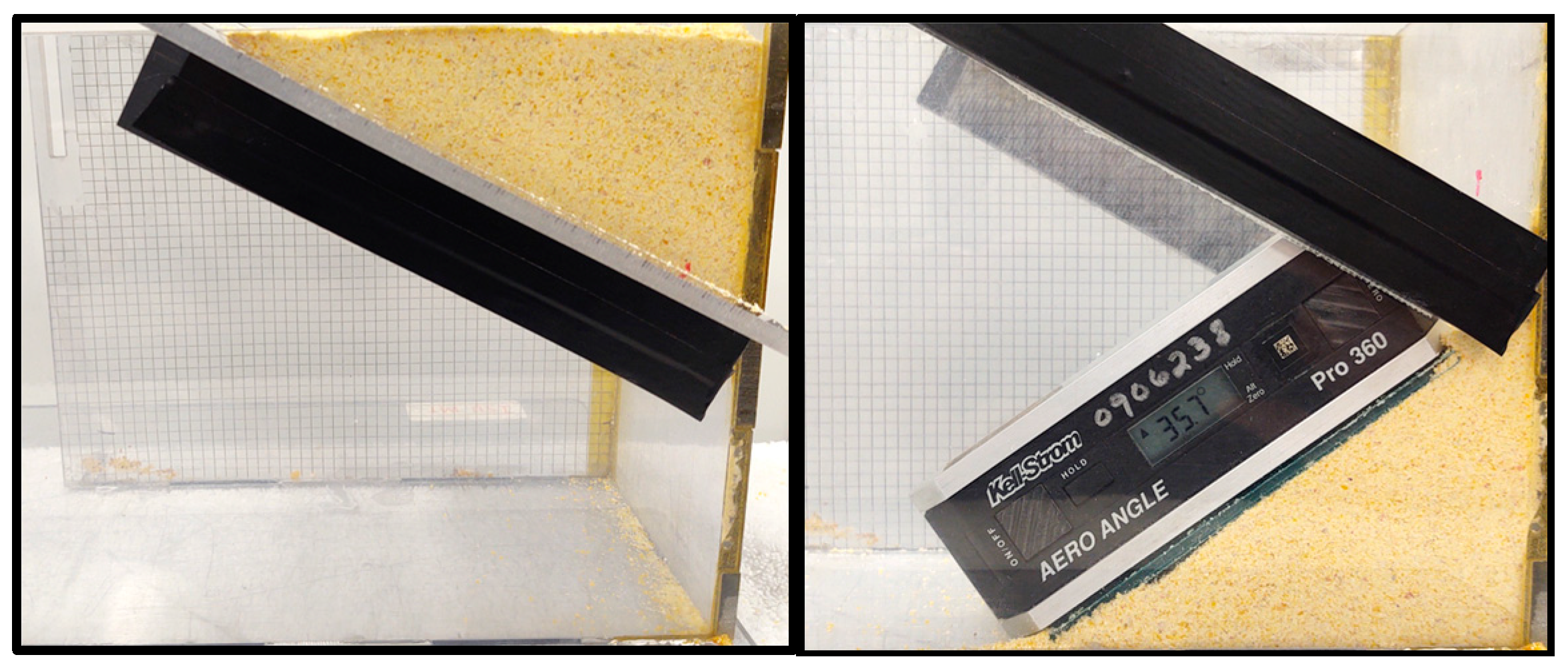
2.6. Discharge Angle of Repose
2.7. Effect of Hammermill Screen Size
2.8. Hammermill Power Requirements
2.9. Statistical Analysis
3. Results
3.1. Moisture Content and Particle-Size
3.2. Effect of Hammermill Screen Size
3.3. Bulk and Tapped Density
3.4. Sliding Angle and Friction Coefficient
3.5. Discharge Angle of Repose
3.6. Specific Energy Requirements
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Cook, D.E.; Shinners, K.J.; Weimer, P.J.; Muck, R.E. High dry matter whole-plant corn as a biomass feedstock. Biomass Bioenergy 2014, 64, 230–236. [Google Scholar] [CrossRef]
- Walters, C.P.; Dietsche, S.C.; Keene, J.R.; Friede, J.C.; Shinners, K.J. Increasing single-pass corn stover yield by combine header modifications. Trans. ASABE 2020, 63, 923–932. [Google Scholar] [CrossRef]
- Pike, B.C.; Shinners, K.J.; Timm, A.J.; Friede, J.C.; Digman, M.F. Co-harvest and anaerobic co-storage of corn grain and stover as biomass feedstocks. J. ASABE 2023, 66, 423–430. [Google Scholar] [CrossRef]
- Blazer, K.J.; Shinners, K.J.; Kluge, Z.A.; Tekeste, M.Z.; Digman, M.F. Physical properties of moist, fermented corn kernels. Processes 2023, 11, 1351. [Google Scholar] [CrossRef]
- Juliano, P.; Barbosa-Cánovas, G.V. Food powders flowability characterization: Theory, methods, and applications. Annu. Rev. Food Sci. Technol. 2010, 1, 211–239. [Google Scholar] [CrossRef] [PubMed]
- McNeill, S.G.; Thompson, S.A.; Montross, M.D. Effect of moisture content and broken kernels on the bulk density and packing of corn. Appl. Eng. Agric. 2004, 20, 475. [Google Scholar] [CrossRef]
- Probst, K.V.; Ambrose, R.P.K.; Pinto, R.L.; Bali, R.; Krishnakumar, P.; Ileleji, K.E. The effect of moisture content on the grinding performance of corn and corncobs by hammermilling. Trans. ASABE 2013, 56, 1025–1033. [Google Scholar] [CrossRef]
- Kalivoda, J.R.; Jones, C.K.; Stark, C.R. Effect of ground corn fractionation on flowability. Appl. Eng. Agric. 2017, 33, 927. [Google Scholar] [CrossRef][Green Version]
- Fitzpatrick, J.J.; Barringer, S.A.; Iqbal, T. Flow property measurement of food powders and sensitivity of Jenike’s hopper design methodology to the measured values. J. Food Eng. 2004, 61, 399–405. [Google Scholar] [CrossRef]
- Boukouvalas, C.J.; Krokida, M.K.; Maroulis, Z.B.; Marinos-Kouris, D. Density and porosity: Literature data compilation for foodstuffs. Int. J. Food Prop. 2006, 9, 715–746. [Google Scholar] [CrossRef]
- Ganesan, V.; Rosentrater, K.A.; Muthukumarappan, K. Flowability and handling characteristics of bulk solids and powders—A review with implications for DDGS. Biosyst. Eng. 2008, 101, 425–435. [Google Scholar] [CrossRef]
- Moreyra, R.; Peleg, M. Effect of equilibrium water activity on the bulk properties of selected food powders. J. Food Sci. 1981, 46, 1918–1922. [Google Scholar] [CrossRef]
- Braun, M.; Dunmire, K.; Evans, C.; Stark, C.; Woodworth, J.; Paulk, C. Effects of grinding corn with different moisture content on subsequent particle size and flowability. Processes 2021, 9, 1372. [Google Scholar] [CrossRef]
- Schulze, D. Powders and Bulk Solids; Springer International Publishing: Berlin/Heidelberg, Germany, 2021. [Google Scholar]
- Campbell, C.S. Granular material flows—An overview. Powder Technol. 2006, 162, 208–222. [Google Scholar] [CrossRef]
- Levy, A.; Kalman, C.J. Handbook of Conveying and Handling of Particulate Solids; Elsevier: Amsterdam, The Netherlands, 2001. [Google Scholar]
- Standard S424.1; Method of Determining and Expressing Particle Size of Chopped Forage Materials by Screening. ASABE: St. Joseph, MI, USA, 2017.
- Standard S319.4; Method of Determining and Expressing Fineness of Feed Materials by Sieving. ASABE: St. Joseph, MI, USA, 2017.
- USDA. Practical Inspection Procedures for Grain Handlers. 2016. Available online: https://www.ams.usda.gov/sites/default/files/media/PracticalProceduresBook2017.pdf (accessed on 28 March 2024).
- Jadhav, H.T.; Ozoh, C.; Marripudi, S.T.; Cao, X.; Rosentrater, K.A. Studies on Ground Corn Flowability as Affected by Particle Size and Moisture Content; ASABE Technical Paper No. 1701175; ASABE: St. Joseph, MI, USA, 2017. [Google Scholar] [CrossRef]
- Abdullah, E.C.; Geldart, D. The use of bulk density measurements as flowability indicators. Powder Technol. 1999, 102, 151–165. [Google Scholar] [CrossRef]
- Liu, K. Effects of particle size distribution, compositional and color properties of ground corn on quality of distillers dried grains with solubles (DDGS). Bioresour. Technol. 2009, 100, 4433–4440. [Google Scholar] [CrossRef] [PubMed]
- Bitzer, M.J.; Riddell, D.O. Corn Grades and Feed Value. Agriculture and Natural Resources Publications No. 35. 1984. Available online: https://uknowledge.uky.edu/anr_reports/35 (accessed on 28 March 2024).
- Bolaji, O.T.; Awonorin, S.O.; Sanni, L.O.; Shittu, T.A.; Adewumi, J.K. Modeling of particle size distribution and energy consumption of wet milled maize at varying soaking period and method in the production of Ogi. Part. Sci. Technol. 2019, 37, 94–102. [Google Scholar] [CrossRef]
- Drocas, I.; Marian, O.; Ranata, O.; Molnar, A.; Muntean, M. Determination of Specific Energy Consumption and Grain Size for Corn Grinding Using the Hammer Mill MB7, 5. Bulletin of University of Agricultural Sciences and Veterinary Medicine Cluj-Napoca. Agriculture 2014, 71, 381–382. [Google Scholar]
- Ibrahim, M.; Omran, M.; Abd EL-Rhman, E. Design and evaluation of crushing hammer mill. Misr J. Agric. Eng. 2019, 36, 1–24. [Google Scholar] [CrossRef]
- Armstrong, P.R.; Lingenfelser, J.E.; McKinney, L.E.L.A.N.D. The effect of moisture content on determining corn hardness from grinding time, grinding energy, and near-infrared spectroscopy. Appl. Eng. Agric. 2007, 23, 793–799. [Google Scholar] [CrossRef][Green Version]
- Santomaso, A.; Lazzaro, P.; Canu, P. Powder flowability and density ratios: The impact of granules packing. Chem. Eng. Sci. 2003, 58, 2857–2874. [Google Scholar] [CrossRef]
- Lumay, G.; Boschini, F.; Traina, K.; Bontempi, S.; Remy, J.C.; Cllots, R.; Vandewalle, N. Measuring the flowing properties of powders and grains. Powder Technol. 2012, 224, 19–27. [Google Scholar] [CrossRef]
- Hoang, T.D.; Nghiem, N. Recent developments and current status of commercial production of fuel ethanol. Fermentation 2021, 7, 314. [Google Scholar] [CrossRef]
- Rausch, K.D.; Hummel, D.; Johnson, L.A.; May, J.B. Wet milling: The basis for corn biorefineries. In Corn; AACC International Press: St. Paul, MN, USA, 2019; pp. 501–535. [Google Scholar] [CrossRef]
- Hoffman, P.C.; Esser, N.M.; Shaver, R.D.; Coblentz, W.; Scott, M.P.; Bodnar, A.L.; Schmidt, R.; Charely, B. Influence of inoculation and storage time on alteration of the starch-protein matrix in high moisture corn. J. Dairy Sci. 2010, 93 (Suppl. 1), 726. [Google Scholar]
- Roessler, T.; Katterfeld, A. DEM parameter calibration of cohesive bulk materials using a simple angle of repose test. Particuology 2019, 45, 105–115. [Google Scholar] [CrossRef]
- Pachón-Morales, J.; Do, H.; Colin, J.; Puel, F.; Perré, P.; Schott, D. DEM modelling for flow of cohesive lignocellulosic biomass powders: Model calibration using bulk tests. Adv. Powder Technol. 2019, 30, 732–750. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatments | Moisture Content (% w.b.) | Geometric Mean Particle Size (mm) | ||
|---|---|---|---|---|
| Knife | Hammermill | Knife | Hammermill | |
| Processor | Processor | |||
| Unfermented (U) | ||||
| U–Low | 8.7 f | 8.7 e | 1.20 b | 0.45 a |
| U–Mid | 15.3 d | 14.7 d | 1.44 a | 0.49 a |
| U–High | 22.3 c | 22.4 c | 0.73 c | 0.29 cd |
| Fermented (F) | ||||
| F–Low | 26.3 b | 26.5 b | 0.71 c | 0.32 bc |
| F–High | 37.1 a | 37.0 a | 0.48 d | 0.25 d |
| F–Dried | 12.2 e | 14.0 d | 0.72 c | 0.33 b |
| SEM [a] | 0.58 | 0.42 | 0.015 | 0.008 |
| p-value [a] | <0.001 | <0.001 | <0.001 | <0.001 |
| LSD [a] | 2.5 | 1.8 | 0.06 | 0.03 |
| Treatment [a] | Moisture | Geometric Mean Particle Size [c] (mm) | ||
|---|---|---|---|---|
| Content [b] | Hammermill Screen Size (mm) | |||
| (% w.b.) | 4.8 | 6.4 | 9.5 | |
| U–Low | 8.5 c | 0.62 b | 0.65 b | 0.81 a |
| F–Low | 23.7 b | 0.24 d | 0.26 cd | 0.35 c |
| F–High | 33.2 a | 0.21 d | 0.23 d | 0.28 cd |
| Treatments [a] | Density (kg⋅m−3) | |||||
|---|---|---|---|---|---|---|
| Bulk | Tapped | Hausner | Carr | |||
| Wet Basis | Dry Basis | Wet Basis | Dry Basis | Ratio | Index | |
| Unfermented (U) | ||||||
| U–Low | 650 a | 594 a | 853 a | 780 a | 1.31 bc | 23.8 bc |
| U–Mid | 629 b | 537 b | 805 b | 697 b | 1.28 c | 21.8 c |
| U–High | 521 d | 400 d | 696 c | 533 c | 1.33 ab | 25.0 ab |
| Fermented (F) | ||||||
| F–Low | 475 f | 348 e | 621 e | 456 d | 1.31 bc | 23.5 bc |
| F–High | 510 e | 319 f | 654 d | 408 e | 1.28 c | 21.9 c |
| F–Dried | 570 c | 514 c | 779 b | 702 b | 1.37 a | 26.7 a |
| SEM [b] | 2.3 | 2.2 | 6.0 | 5.1 | 0.010 | 0.58 |
| p-value [b] | <0.001 | <0.001 | <0.001 | <0.001 | <0.001 | <0.001 |
| LSD [b] | 8 | 8 | 26 | 22 | 0.06 | 2.4 |
| Treatments [a] | Density (kg⋅m−3) | |||||
|---|---|---|---|---|---|---|
| Bulk | Tapped | Hausner | Carr | |||
| Wet Basis | Dry Basis | Wet Basis | Dry Basis | Ratio | Index | |
| Unfermented (U) | ||||||
| U–Low | 593 a | 543 a | 808 a | 739 a | 1.36 a | 26.5 a |
| U–Mid | 564 b | 479 b | 756 b | 645 b | 1.34 ab | 25.6 ab |
| U–High | 475 d | 364 d | 643 c | 492 c | 1.35 ab | 26.1 ab |
| Fermented (F) | ||||||
| F–Low | 418 e | 306 e | 546 d | 400 d | 1.31 bc | 23.5 bc |
| F–High | 480 d | 300 e | 614 c | 384 d | 1.28 c | 21.9 c |
| F–Dried | 536 c | 464 c | 741 b | 641 b | 1.38 a | 27.6 a |
| SEM [b] | 2.8 | 2.5 | 8.0 | 6.6 | 0.010 | 0.58 |
| p-value [b] | <0.001 | <0.001 | <0.001 | <0.001 | <0.001 | <0.001 |
| LSD [b] | 12 | 10 | 34 | 26 | 0.04 | 2.6 |
| Variable | Knife Processor | Hammermill | ||
|---|---|---|---|---|
| Bulk Density | Tapped Density | Bulk Density | Tapped Density | |
| Moisture Content Coef. [a] | −8.0 | −12.4 | −6.9 | −10.7 |
| S.E. [b] | 0.88 | 1.13 | 0.60 | 0.95 |
| Particle Size Coef. [c] | 87.1 | 57.8 | 381.1 | 464.6 |
| S.E.[b] | 25.46 | 32.66 | 65.4 | 102.71 |
| Intercept Coef. | 536.7 | 794.3 | 416.2 | 605.2 |
| S.E. [b] | 37.64 | 48.29 | 32.90 | 51.66 |
| R-Squared | 0.9625 | 0.9657 | 0.9766 | 0.9726 |
| S.E. [c] of Regression | 29.69 | 38.09 | 21.18 | 33.24 |
| Treatments [a] | Knife Processor | Hammermill | ||
|---|---|---|---|---|
| Sliding | Friction | Sliding | Friction | |
| Angle | Coefficient | Angle | Coefficient | |
| (Deg) | (Deg) | |||
| Unfermented (U) | ||||
| U–Low | 20.7 b | 0.38 b | 21.1 c | 0.39 c |
| U–Mid | 17.8 b | 0.32 b | 17.8 d | 0.32 d |
| U–High | 30.6 a | 0.59 a | 28.0 b | 0.53 b |
| Fermented (F) | ||||
| F–Low | 29.6 a | 0.57 a | 31.0 ab | 0.60 a |
| F–High | 30.5 a | 0.59 a | 31.4 a | 0.61 a |
| F–Dried | 19.7 b | 0.36 b | 19.6 cd | 0.36 cd |
| SEM [b] | 0.69 | 0.015 | 0.68 | 0.014 |
| p-value [b] | <0.001 | <0.001 | <0.001 | <0.001 |
| LSD [b] | 2.8 | 0.06 | 2.8 | 0.06 |
| Treatments [a] | Discharge Angle of Repose (Deg) | |
|---|---|---|
| Knife | Hammermill | |
| Processor | ||
| Unfermented (U) | ||
| U–Low | 36.0 bc | 33.3 d |
| U–Mid | 33.1 c | 33.7 cd |
| U–High | 36.3 b | 39.7 ab |
| Fermented (F) | ||
| F–Low | 40.8 a | 40.7 ab |
| F–High | 43.4 a | 42.8 a |
| F–Dried | 37.7 b | 37.2 bc |
| SEM [b] | 0.67 | 0.80 |
| p-value [b] | <0.001 | <0.001 |
| LSD [b] | 3.0 | 3.4 |
| Grain Treatments and Hammermill Screen Sizes [a] | Throughput | Net Specific Energy | Geometric Mean Particle Size |
|---|---|---|---|
| (Mg DM/h) | (kW-h/Mg DM) | (mm) | |
| U–Mid | |||
| 6.4 mm | 4.94 a | 2.50 bc | 0.64 a |
| 9.5 mm | 4.36 a | 1.79 c | 0.78 a |
| F–High | |||
| 9.5 mm | 2.19 b | 4.25 a | 0.30 b |
| 12.7 mm | 2.57 b | 3.51 ab | 0.36 b |
| 19.1 mm | 2.70 b | 1.61 c | 0.63 a |
| SEM [b] | 0.342 | 0.306 | 0.034 |
| p-value [b] | <0.001 | <0.001 | <0.001 |
| LSD [b] | 1.46 | 1.30 | 0.10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Blazer, K.J.; Shinners, K.J.; Kluge, Z.A.; Tekeste, M.Z.; Digman, M.F. Physical Properties of Moist, Fermented Corn Grain after Processing by Grinding or Milling. AgriEngineering 2024, 6, 908-924. https://doi.org/10.3390/agriengineering6020052
Blazer KJ, Shinners KJ, Kluge ZA, Tekeste MZ, Digman MF. Physical Properties of Moist, Fermented Corn Grain after Processing by Grinding or Milling. AgriEngineering. 2024; 6(2):908-924. https://doi.org/10.3390/agriengineering6020052
Chicago/Turabian StyleBlazer, Keagan J., Kevin J. Shinners, Zachary A. Kluge, Mehari Z. Tekeste, and Matthew F. Digman. 2024. "Physical Properties of Moist, Fermented Corn Grain after Processing by Grinding or Milling" AgriEngineering 6, no. 2: 908-924. https://doi.org/10.3390/agriengineering6020052
APA StyleBlazer, K. J., Shinners, K. J., Kluge, Z. A., Tekeste, M. Z., & Digman, M. F. (2024). Physical Properties of Moist, Fermented Corn Grain after Processing by Grinding or Milling. AgriEngineering, 6(2), 908-924. https://doi.org/10.3390/agriengineering6020052