
Influence of Exposure Conditions and Particulate Deposition on Anodized Aluminum Corrosion


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Exposure Conditions
- Barreiro: a conglomerate of chemical industries, including sulfuric acid and fertilizers production plants, near the sea at a river estuary in a highly populated area (Lisbon); and
- Rodão: a pulp and paper mill complex, inland, in a very sparsely populated area.

2.3. Corrosion Performance Assessment Methodology
- Bare aluminum: after exposure, loose corrosion products and deposits were removed from the specimens by washing with water and a neutral soap; the specimens were then lightly brushed, washed again with distilled water and immersed in a phosphochromic solution of 2% Cr2O3 and 35 mL of phosphoric acid (ρ = 1.7 g/mL) at 80 °C to 85 °C for 5 min.
- Anodized aluminum:
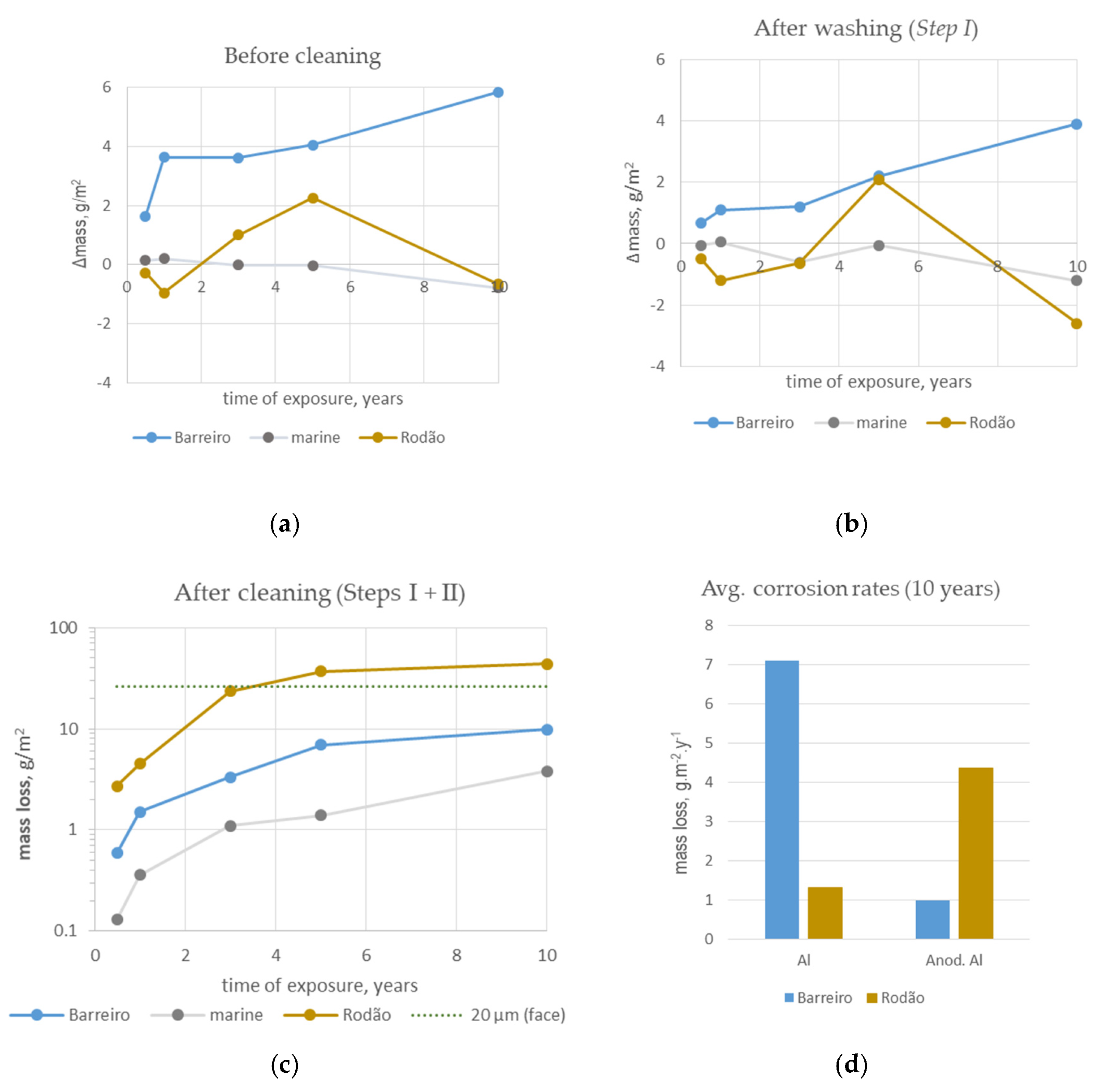
- Step I: after exposure, loose corrosion products and deposits were removed by washing the specimens in water with a neutral soap; the specimens were lightly brushed, washed again with distilled water and dried, then weighed;
- Step II: immersion, for 2.5 min, of the previously cleaned (Step I) specimens in 65% nitric acid (HNO3, ρ ≥ 1.39 g/mL), at room temperature; the specimens were then washed with distilled water and dried, then weighed;
- If necessary, Step II was repeated. Number of Step II cleaning cycles: 1–3.
3. Results
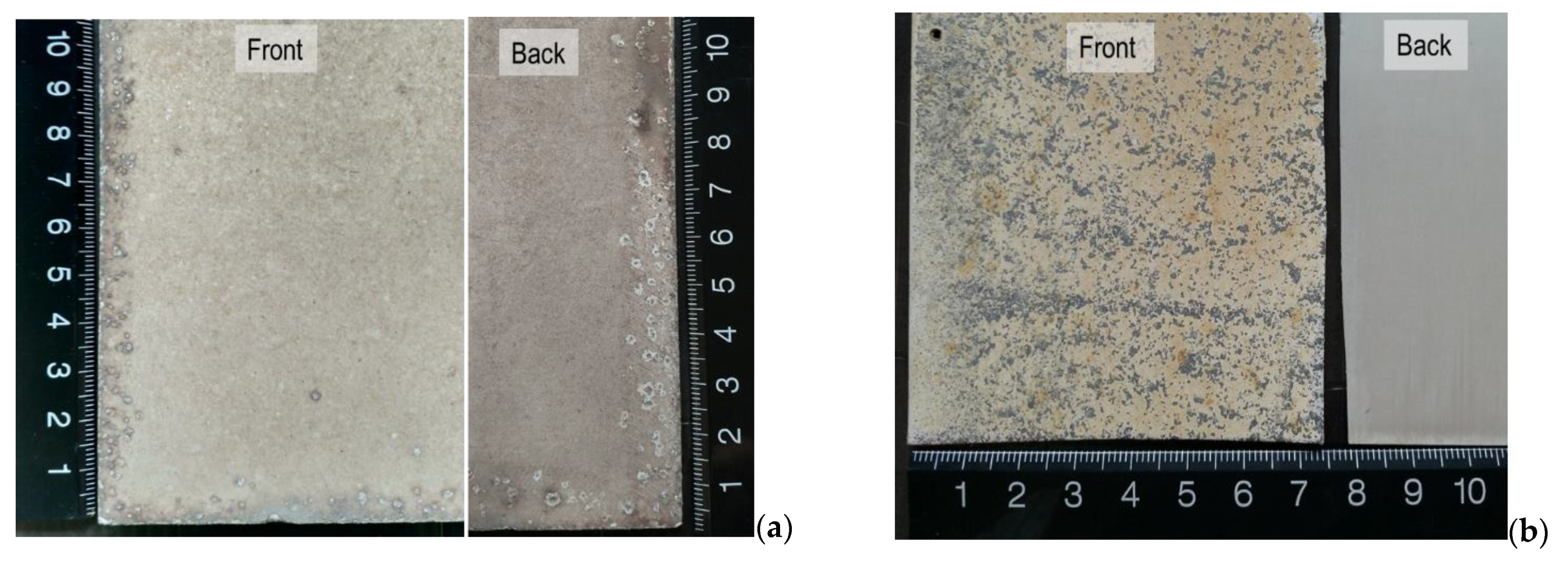
3.1. Surface Aspect Modifications and Corrosion Processes
3.2. Mass Variations
3.3. Admittance Measurements
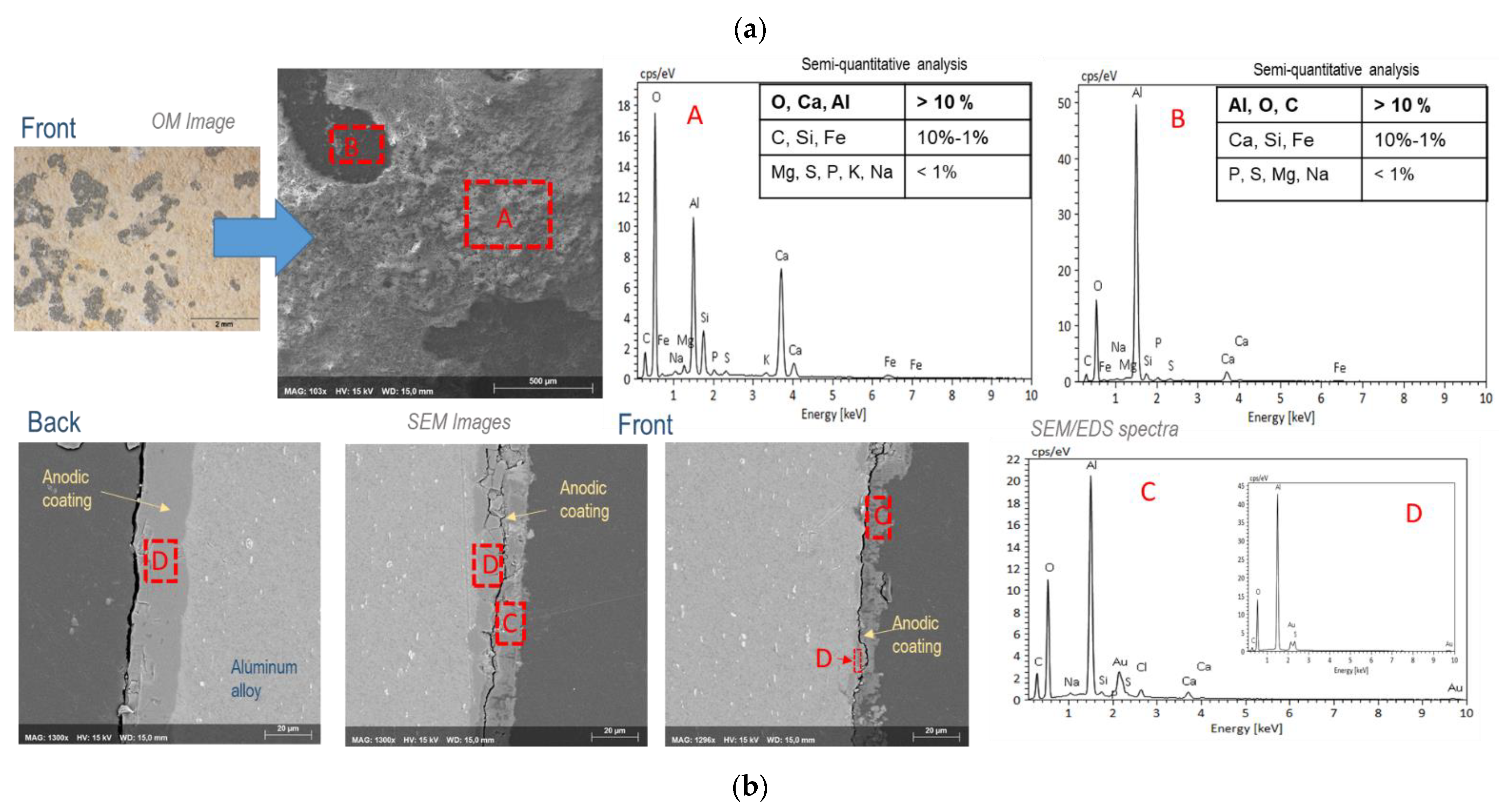
3.4. SEM/EDS Analysis and Observations
4. Discussion
4.1. Anodic Coating Aspect and Corrosion Performance
4.2. The Nature of the Deposited Products and Their Influence on the Anodic Coating Degradation Processes
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rathi, M.K.; Patil, A.K. Use of Aluminium in Building Construction. Available online: https://www.engineeringcivil.com/use-of-aluminium-in-building-construction.html (accessed on 29 August 2022).
- González, J.A.; Morcillo, M.; Escudero, E.; López, V.; Otero, E. Atmospheric corrosion of bare and anodized aluminium in a wide range of environmental conditions. Part I: Visual observations and gravimetric results. Surf. Coat. Technol. 2002, 153, 225–234. [Google Scholar] [CrossRef]
- Davis, J.R. ASM Specialty Handbook: Aluminium and Aluminium Alloys; ASM International: Novelty, OH, USA, 1993; pp. 579–622. [Google Scholar]
- González, J.A. Protección del alumínio en la atmosfera mediante recubrimientos anódicos. In Corrosão e Protecção de Metais nas Atmosferas da Iberoamérica. Parte II: Protecção Anticorrosiva de Metais nas Atmosferas da Iberoamérica (Rede Temática PATINA XV.D/CYTED); Morcillo, M., Almeida, E., Fragata, F., Panossian, Z., Eds.; Ibero-American Programme, Science and Technology for Development (CYTED): Madrid, Spain, 2002; pp. 269–292. [Google Scholar]
- Escudero, E.; López, V.; Otero, E.; Bartolomé, M.J.; González, J.A. Behaviour of anodised aluminium in very long-term atmospheric exposure. Surf. Coat. Technol. 2007, 201, 7303–7309. [Google Scholar] [CrossRef]
- Oelsner, G. Results of Natural, Long-Time Weathering of Anodized Aluminum. Aluminium 1978, 54, 530–531. [Google Scholar]
- Fahy, F.W. Atmospheric Corrosion of Anodised Aluminium Exposed over a Twelve Year Period in New Zealand. Br. Corr. J. 1983, 18, 179–183. [Google Scholar] [CrossRef]
- Morcillo, M.; Almeida, E.; Rosales, B. Corrosion of aluminium in SO2-polluted marine atmospheres. Aluminium 2000, 76, 12. [Google Scholar]
- Liu, Y.; Wang, Z.; Ke, W. Study on influence of native oxide and corrosion products on atmospheric corrosion of pure Al. Corr. Sci. 2014, 80, 169–176. [Google Scholar] [CrossRef]
- Syed, S. Influence of the environment on atmospheric corrosion of aluminium. Corros. Eng. Sci. Technol. 2010, 45, 282–287. [Google Scholar] [CrossRef]
- Fedel, M.; Franch, J.; Rossi, S. Effect of thickness and sealing treatments on the corrosion protection properties of anodic oxide coatings on AA5005. Surf. Coat. Technol. 2021, 408, 126761. [Google Scholar] [CrossRef]
- Gonzalez, J.A.; Lopez, V.; Otero, E.; Bautista, A.; Lizarbe, R.; Barba, C.; Baldonedo, J.L. Overaging of sealed and unsealed aluminium oxide films. Corr. Sci. 1997, 39, 1109–1118. [Google Scholar] [CrossRef]
- Stacey, M. Aluminium and Durability. Towards Sustainable Cities; Michael Stacey Architects; Cwningen Press: Nothingham, UK, 2014; pp. 114–128. [Google Scholar]
- Furneaux, R. Weathering of Anodized Alumium. Available online: https://www.qualanod.net/weathering-of-anodized-aluminium.html (accessed on 1 September 2002).
- ISO/TS 16688; Guidelines for the Selection of Coating Types, Tests and Methods of Assessing the Performance of Coated Aluminium in Architectural Applications. International Organization for Standardization: Geneva, Switzerland, 2017.
- AAMA 611; Voluntary Specification for Anodized Architectural Aluminum. American Architectural Manufacturers Association: Schaumburg, IL, USA, 2014.
- Specifications for the QUALANOD Quality Label for Sulfuric Acid-Based Anodizing of Aluminium (Ed.01.07.2022). Available online: https://www.qualanod.net/current-edition.html (accessed on 29 August 2022).
- ISO 9225; Corrosion of Metals and Alloys—Corrosivity of Atmospheres—Measurement of Environmental Parameters Affecting Corrosivity of Atmospheres. International Organization for Standardization: Geneva, Switzerland, 2012.
- Bartolomé, M.J.; del Río, J.F.; Escudero, E.; Feliu, S.; López, V.; Otero, E.; González, J.A. Behaviour of different bare and anodised aluminium alloys in the atmosphere. Surf. Coat. Technol. 2008, 202, 2783–2793. [Google Scholar] [CrossRef]
- de la Fuente, D.; Otero-Huerta, E.; Morcillo, M. Studies of long-term weathering of aluminium in the atmosphere. Corr. Sci. 2007, 49, 3134–3148. [Google Scholar] [CrossRef]
- Fontinha, I.R.; Salta, M.M.; Vitor, G. Influence of sealing process on corrosion behaviour of anodized aluminium. In Proceedings of the EUROCORR 2005—European Corrosion Congress, EFC Event No. 273, Lisboa, Portugal, 4–8 September 2005; p. 145. [Google Scholar]
- González Prada, C.; Marrero Águila, R. Ensayo climático costero natural para diferentes estructuras de aluminio lacado y anodizado. Rev. CENIC Cienc. Químicas 2008, 39, 75–79. Available online: https://revista.cnic.cu/index.php/RevQuim/article/view/735 (accessed on 1 June 2022).
- Fontinha, I.R.; Salta, M.M. Comportamento de Metais e Revestimentos Inorgânicos em Ambientes Atmosféricos; Report 28/01-NQ; LNEC: Lisbon, Portugal, 2001. [Google Scholar]
- Fontinha, I.R.; Salta, M.M. Protection of Steel and Aluminium by Inorganic Coatings. In Proceedings of the EUROCORR’98—Solutions to Corrosion Problems, EFC Event No. 221, Utrecht, The Netherlands, 28 September–1 October 1998; p. 6. [Google Scholar]
- ISO 8565; Metals and alloys—Atmospheric Corrosion Testing—General Requirements. International Organization for Standardization: Geneva, Switzerland, 2011.
- Direção Geral da Qualidade do Ambiente. Anuário da Qualidade do Ambiente—1988; Dimensão 6: Lisboa, Portugal, 1989; p. 100. Available online: https://sniambgeoviewer.apambiente.pt/GeoDocs/geoportaldocs/rea/anuario88.pdf (accessed on 1 June 2022).
- GISGeography. Map of Portugal. 2022. Available online: https://gisgeography.com/portugal-map/ (accessed on 8 December 2022).
- ISO 9223; Corrosion of Metals and Alloys—Corrosivity of Atmospheres—Classification. International Organization for Standardization: Geneva, Switzerland, 1992.
- ISO 9223; Corrosion of Metals and Alloys—Corrosivity of Atmospheres—Classification, Determination and Estimation. International Organization for Standardization: Geneva, Switzerland, 2012.
- ISO 9224; Corrosion of Metals and Alloys—Corrosivity of Atmospheres—Guiding Values for the Corrosivity Categories. International Organization for Standardization: Geneva, Switzerland, 2012.
- ISO 1463; Metallic and Oxide Coatings—Measurement of Coating Thickness—Microscopical Method. International Organization for Standardization: Geneva, Switzerland, 2021.
- ISO 8407; Corrosion of Metals and Alloys—Removal of Corrosion Products from Corrosion Test Specimens. International Organization for Standardization: Geneva, Switzerland, 2021.
- ISO 2931; Anodizing of Aluminium and its Alloys—Assessment of Quality of Sealed Anodic Oxidation Coatings by Measurement of Admittance. International Organization for Standardization: Geneva, Switzerland, 2017.
- ISO 7599; Anodizing of Aluminium and Its Alloys—Method for Specifying Decorative and Protective Anodic Oxidation Coatings on Aluminium. International Organization for Standardization: Geneva, Switzerland, 2018.
- Strąk, A.; Małek, M.; Chlanda, A.; Sudoł, E. The impact of temperature and mechanical load on corrosion resistance of anodized aluminum EN AW-6063 (T6 temper) alloy for potential architectonic application. J. Build. 2022, 50, 104128. [Google Scholar] [CrossRef]
- ISO 10289; Methods for Corrosion Testing of Metallic and Other Inorganic Coatings on Metallic Substrates—Rating of Test Specimens and Manufactured Articles Subjected to Corrosion Tests. International Organization for Standardization: Geneva, Switzerland, 1999.
- Gabarrón, M.; Babur, O.; Soriano-Disla, J.M.; Faz, A.; Acosta, J.A. Composition and risk assessment of roasted pyrite ash from fertiliser production. Chemosphere 2018, 209, 277–285. [Google Scholar] [CrossRef] [PubMed]
- Mandeep; Gupta, G.K.; Liu, H.; Shukla, P. Pulp and paper industry–based pollutants, their health hazards and environmental risks. Curr. Opin. Environ. Sci. Health 2019, 12, 48–56. [Google Scholar] [CrossRef]
- EN 1999-1-1:2007+A 1:2009; Eurocode 9: Design of Aluminium Structures—Part 1-1: General Structural Rules. CEN: Brussels, Belgium, 2009.
- Hillis, W.E.; Gardner, J.A.F. Wood Extractives; ACADEMIC Press: New York, NY, USA, 1962. [Google Scholar]
- The Qualanod Anodizing Defects Catalogue. 3.2 Alkali Corrosion. Available online: http://www.defects.qualanod.net/9.html (accessed on 25 September 2022).









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Exposure Site | Temperature (Yearly Av.) (°C) | TOW (h·y−1/Annual Fraction) | SO2 (mg·m−2·d−1) | Chlorides (mg·m−2·d−1) | Corrosivity Category | |||
|---|---|---|---|---|---|---|---|---|
| Environ. (ISO 9223:1991) | Al Corrosion Rate (1 y/ISO 9223:2012) (10 y/ISO 9224:2012) | |||||||
| Barreiro | 14.8 | 3388/0.39 | 136 | 38 | C4/C5 | 1 y | 20.3 g·m−2 | CX |
| 10 y | 71.0 g·m−2 | >C5 | ||||||
| Rodão | 15.1 | 1871/0.22 | 21 | 5 | C3 | 1 y | 1.2 g·m−2 | C3 |
| 10 y | 13.2 g·m−2 | C4 | ||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fontinha, I.R.; Eustáquio, E. Influence of Exposure Conditions and Particulate Deposition on Anodized Aluminum Corrosion. Corros. Mater. Degrad. 2022, 3, 770-786. https://doi.org/10.3390/cmd3040040
Fontinha IR, Eustáquio E. Influence of Exposure Conditions and Particulate Deposition on Anodized Aluminum Corrosion. Corrosion and Materials Degradation. 2022; 3(4):770-786. https://doi.org/10.3390/cmd3040040
Chicago/Turabian StyleFontinha, Isabel Rute, and Elsa Eustáquio. 2022. "Influence of Exposure Conditions and Particulate Deposition on Anodized Aluminum Corrosion" Corrosion and Materials Degradation 3, no. 4: 770-786. https://doi.org/10.3390/cmd3040040
APA StyleFontinha, I. R., & Eustáquio, E. (2022). Influence of Exposure Conditions and Particulate Deposition on Anodized Aluminum Corrosion. Corrosion and Materials Degradation, 3(4), 770-786. https://doi.org/10.3390/cmd3040040