
Effects of Rectangular Obstacles on the Flow Characteristics of Ultrafine Dry Powder Fire Extinguishing Agent in Confined Spaces



Abstract
1. Introduction
2. CFD Modeling and Numerical Calculation Schemes
2.1. Governing Equation
2.2. Turbulence Model
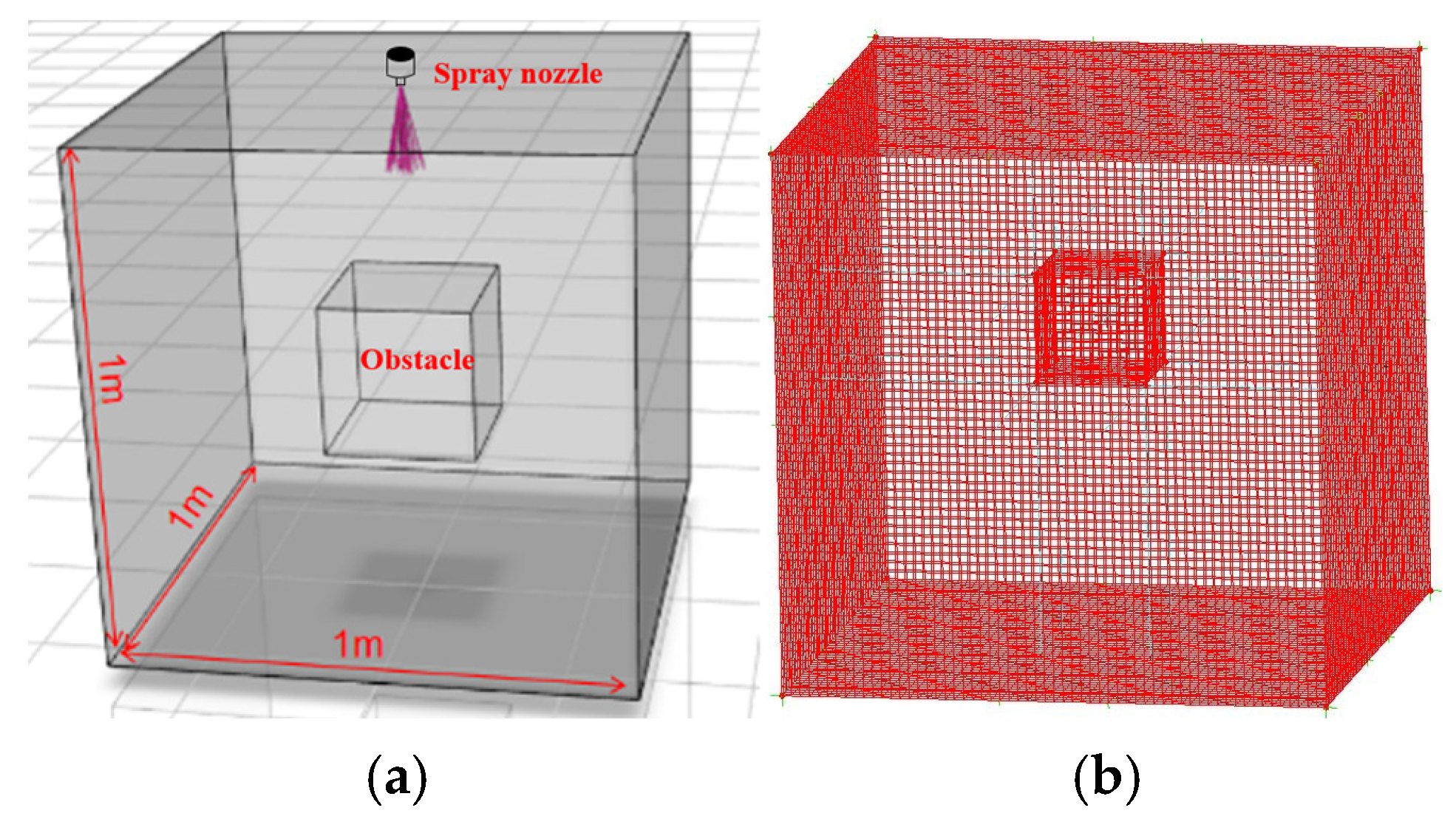
2.3. Boundary Conditions and Numerical Methods
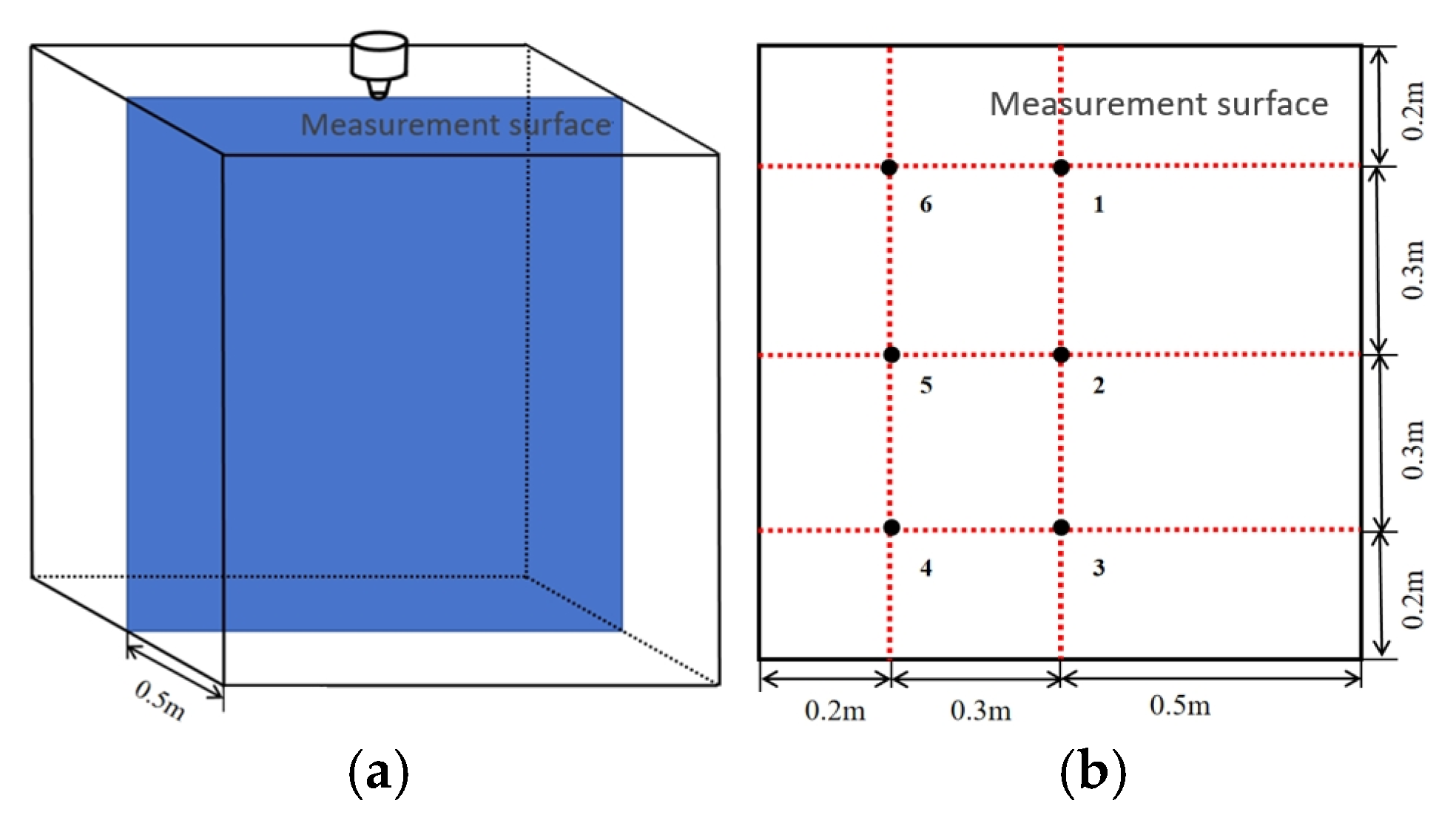
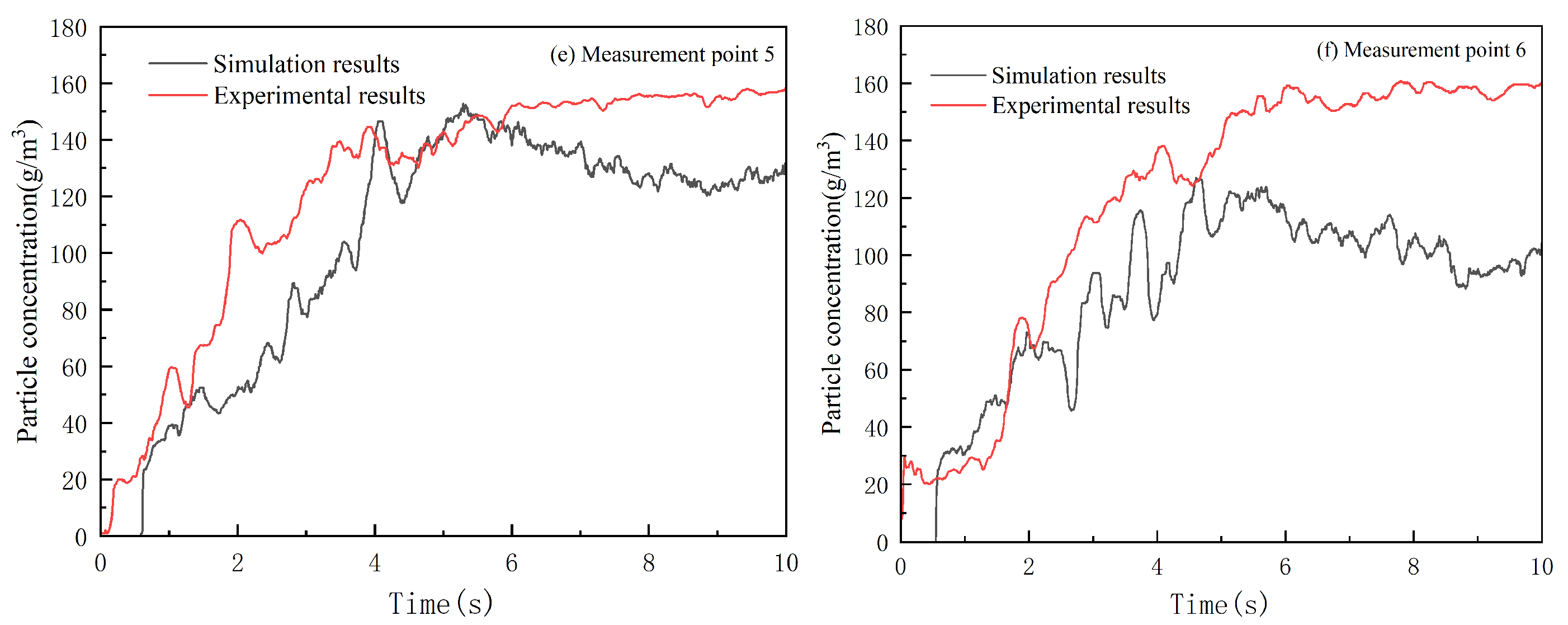
2.4. Validation of Computational Models
2.5. Grid Independence Verification
2.6. Calculated Working Condition Design
3. Results and Discussion
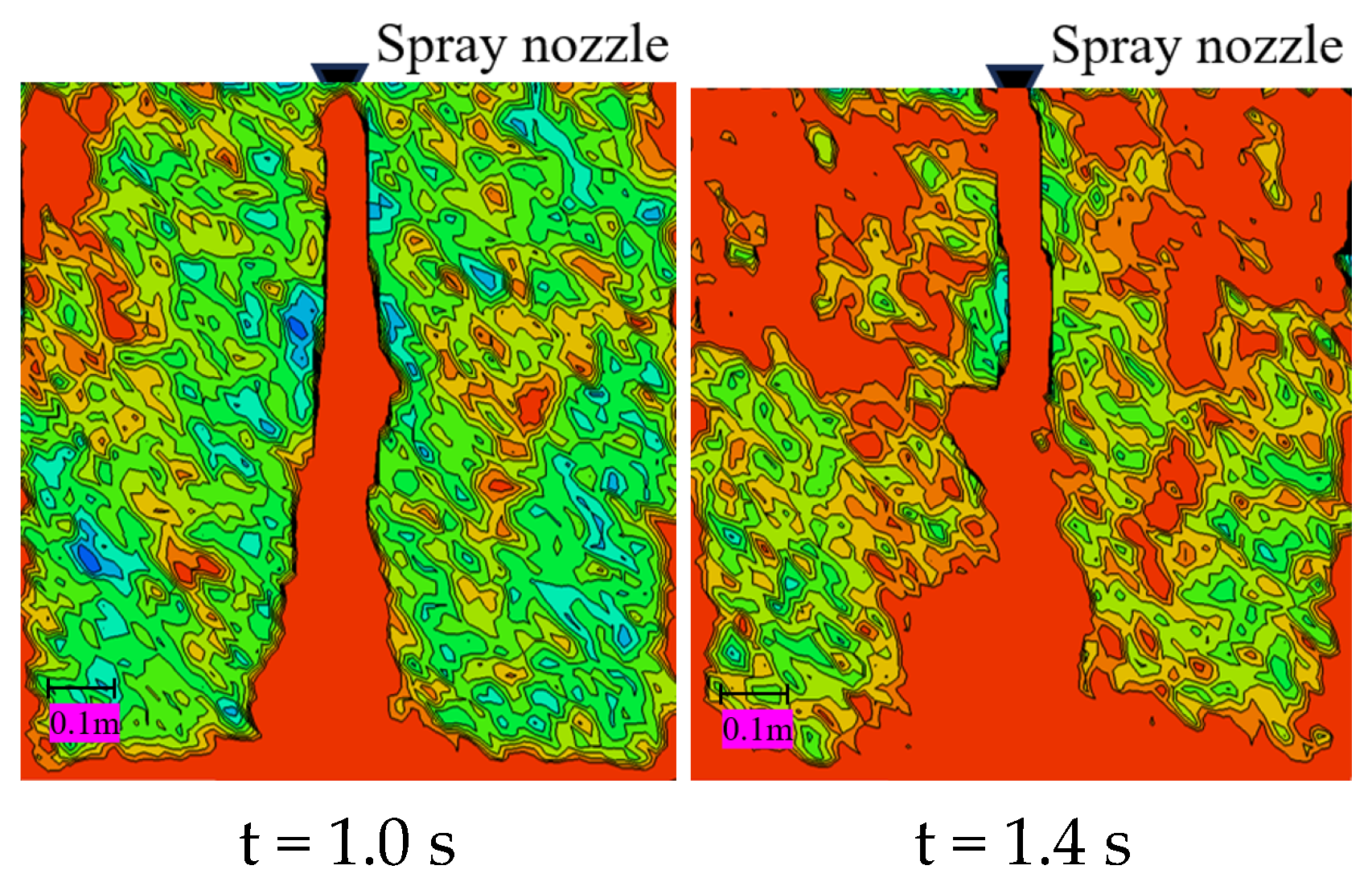
3.1. Analysis of the Flow Process of the Extinguishing Agent
3.1.1. Spatial Flow Diffusion Process of Ultrafine Dry Powder Under Barrier-Free Conditions
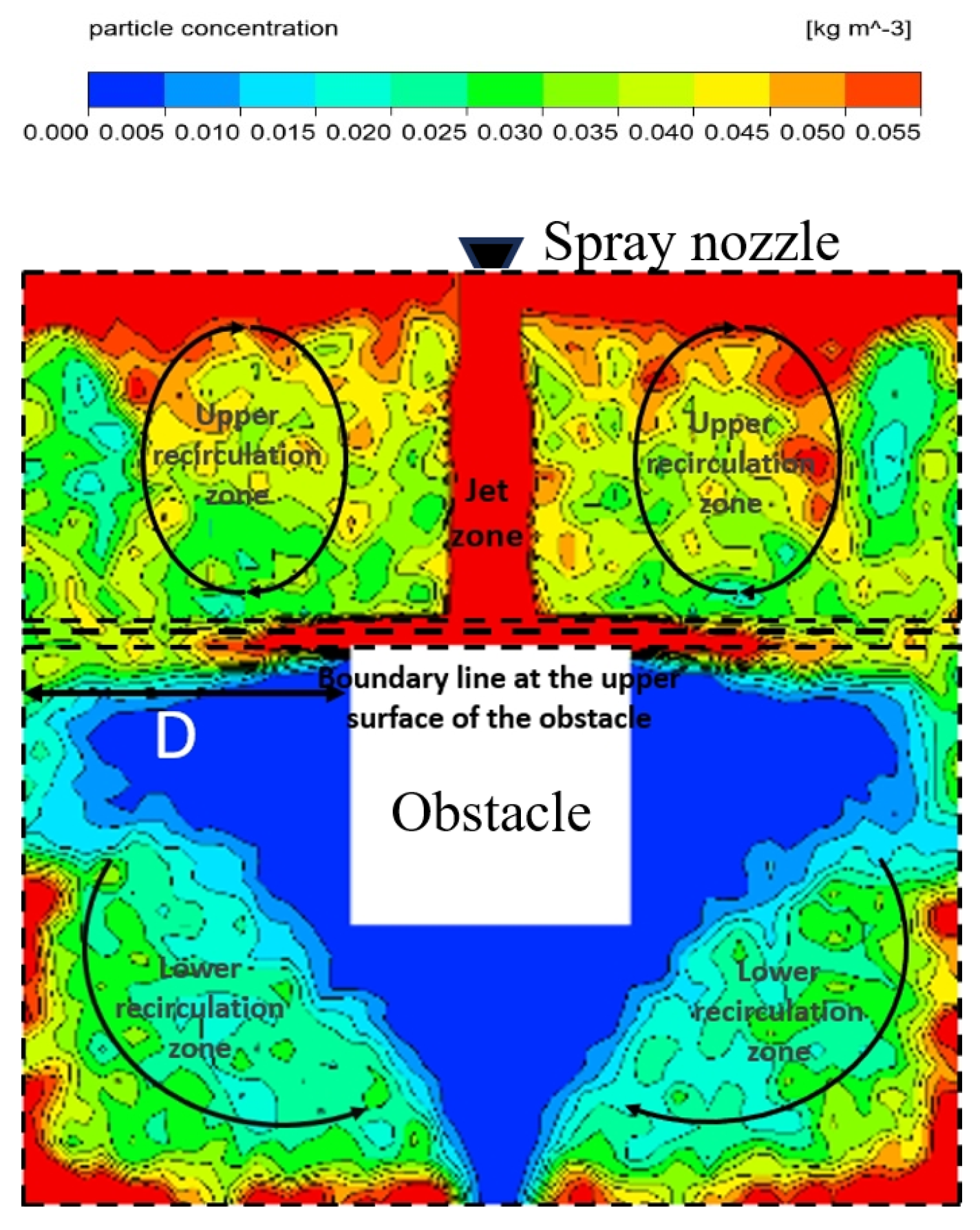
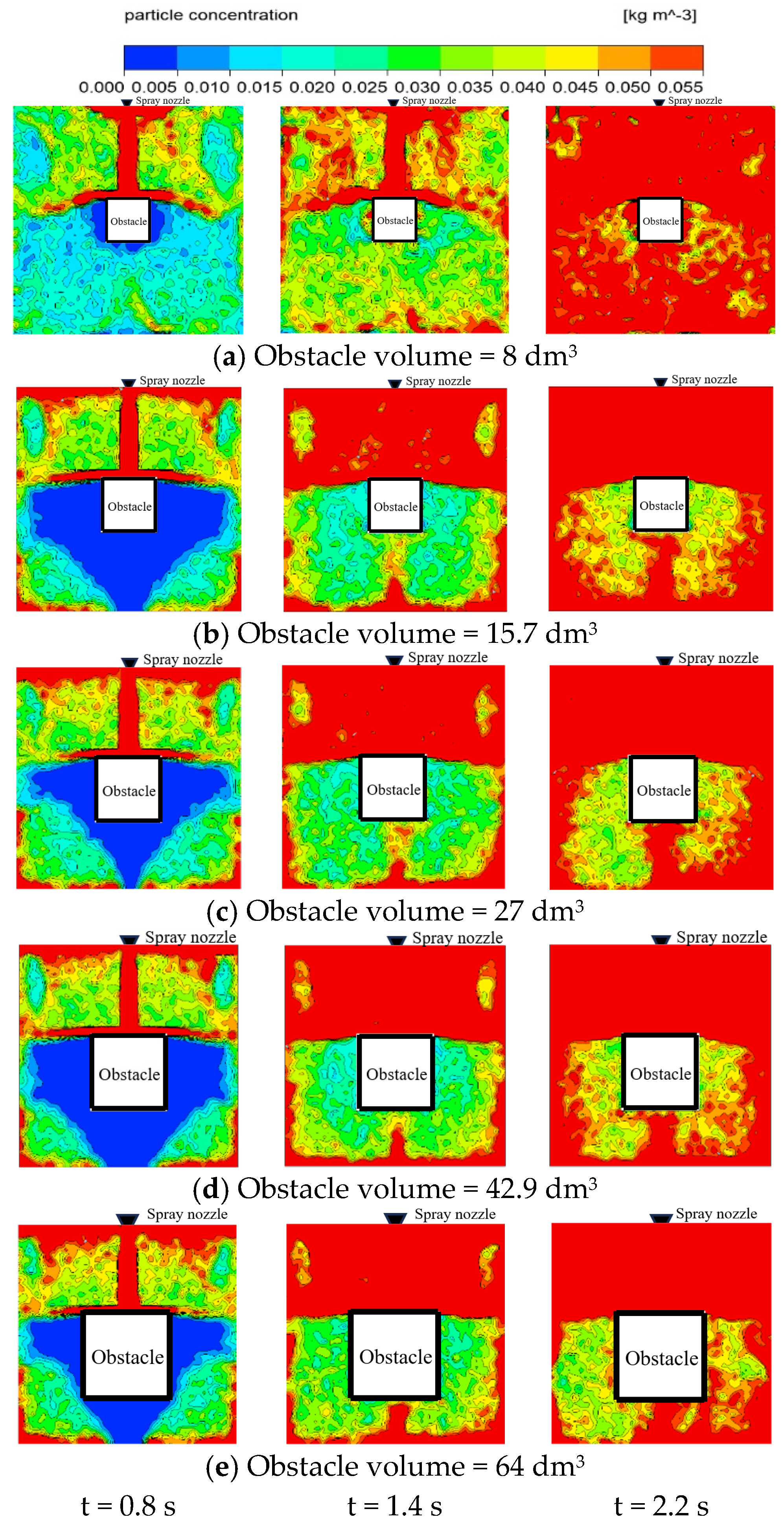
3.1.2. Spatial Flow Diffusion Process of Ultrafine Dry Powder Under Barrier Conditions
3.2. Effect of Obstacle Volume on the Flow Characteristics of Ultrafine Dry Powders
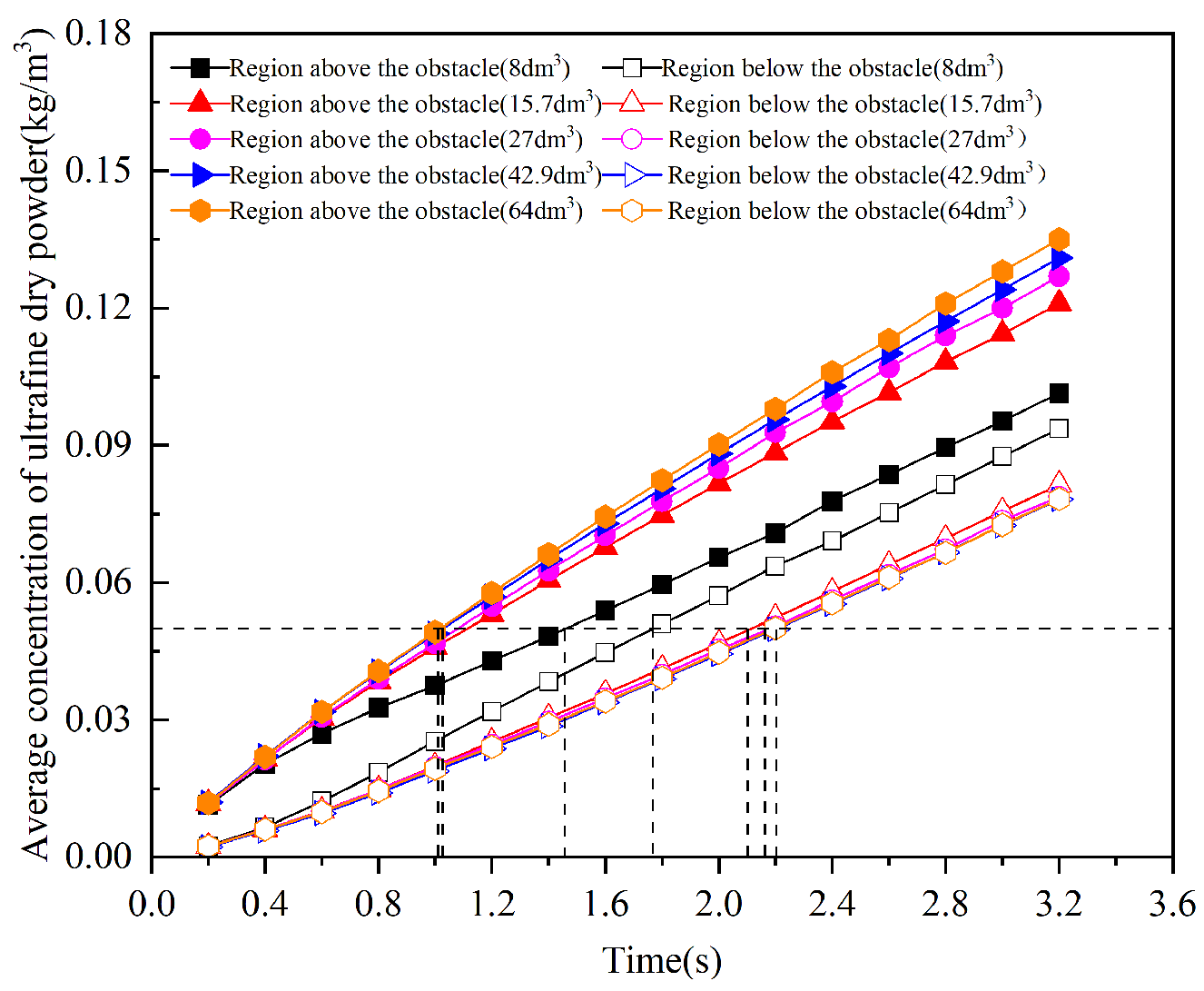
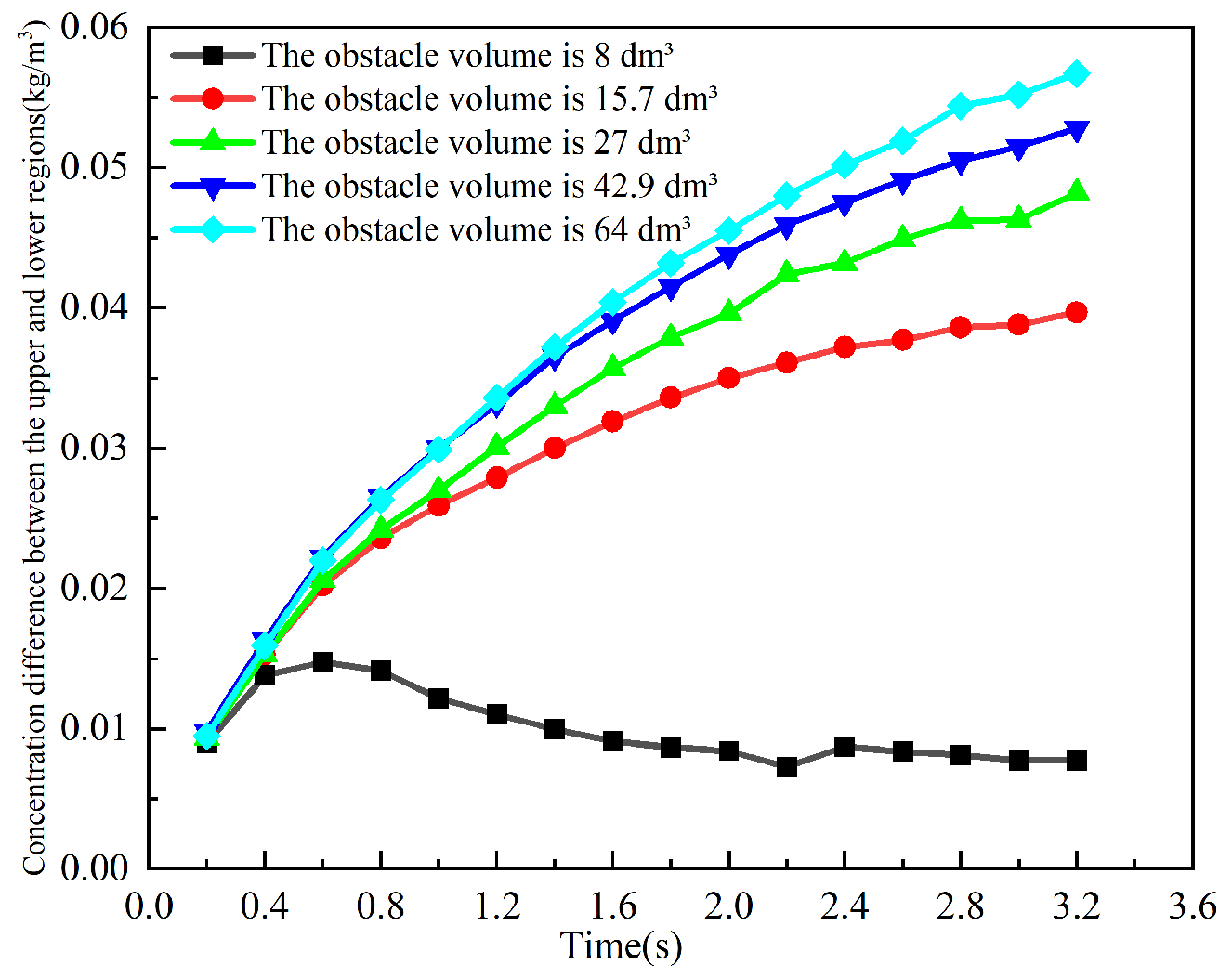
3.2.1. Effect of Obstacle Volume on the Upper and Lower Recirculation Zones
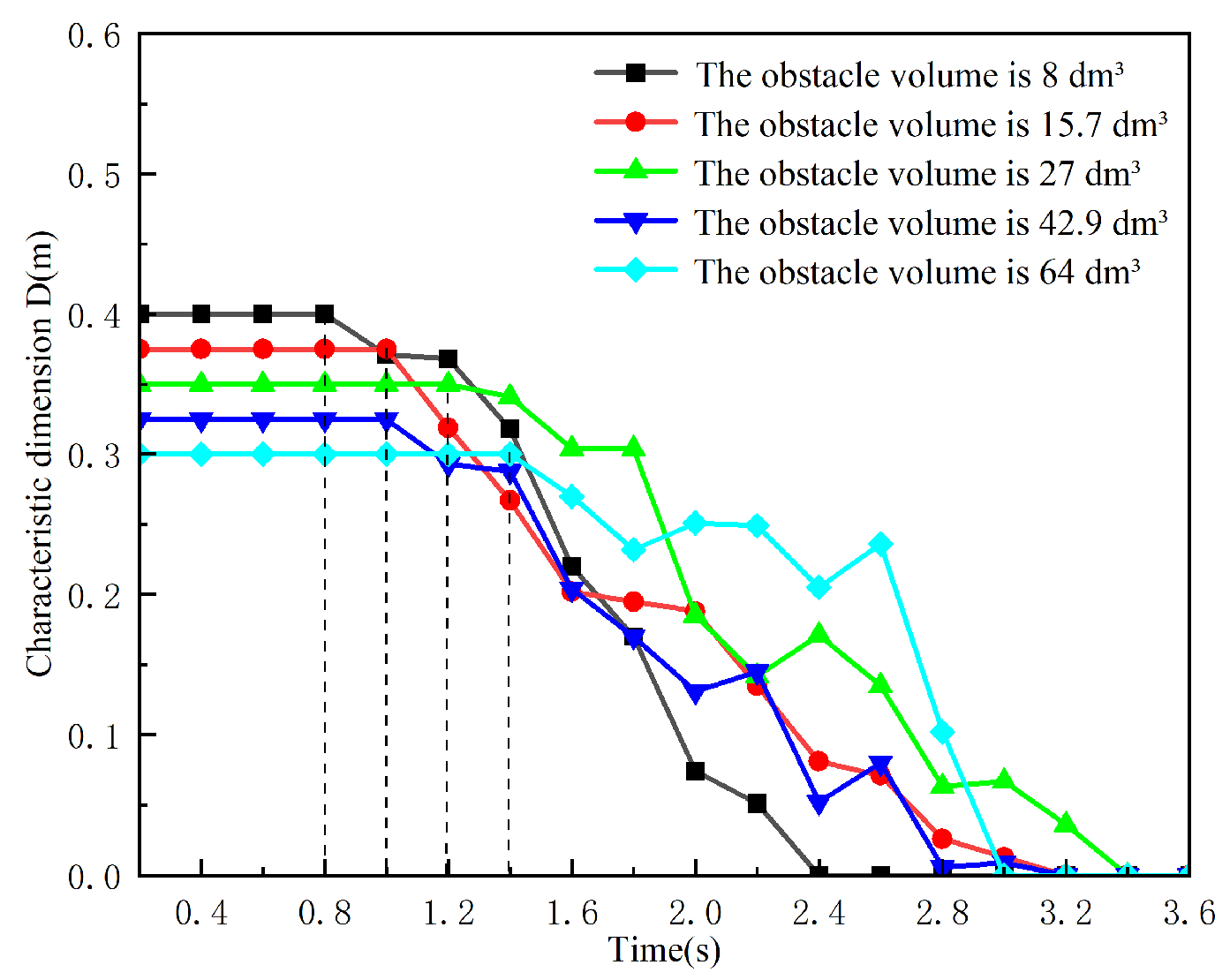
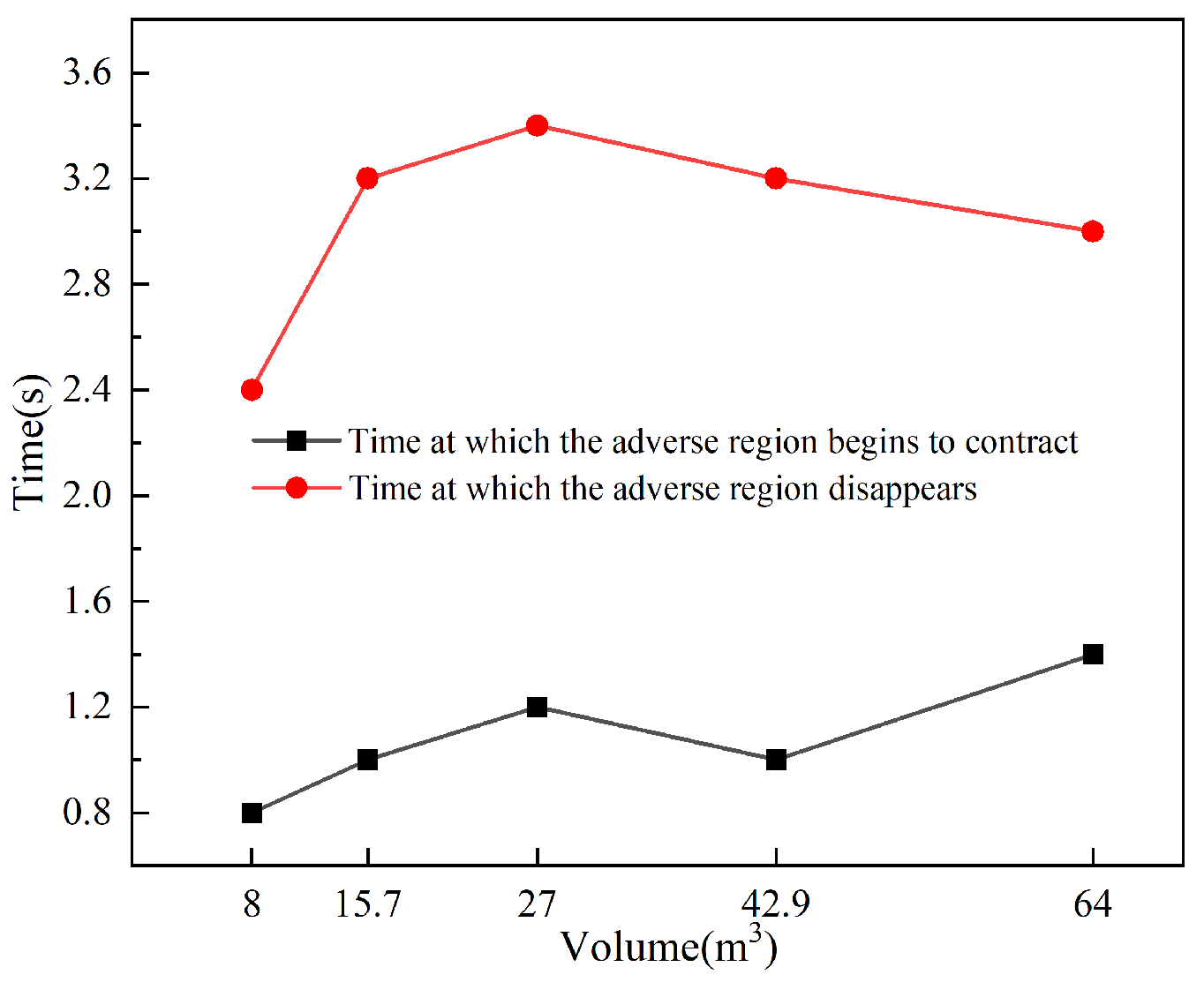
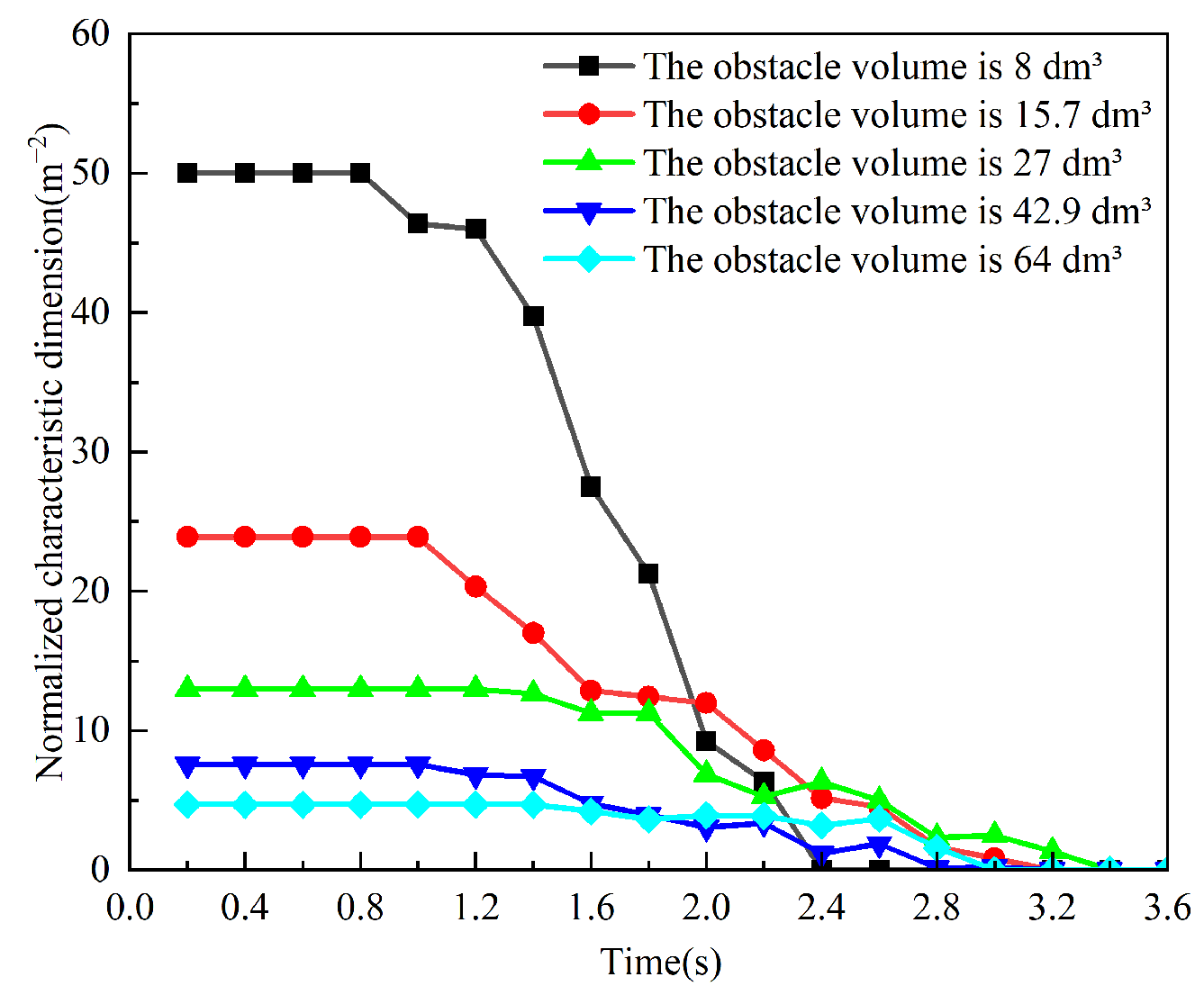
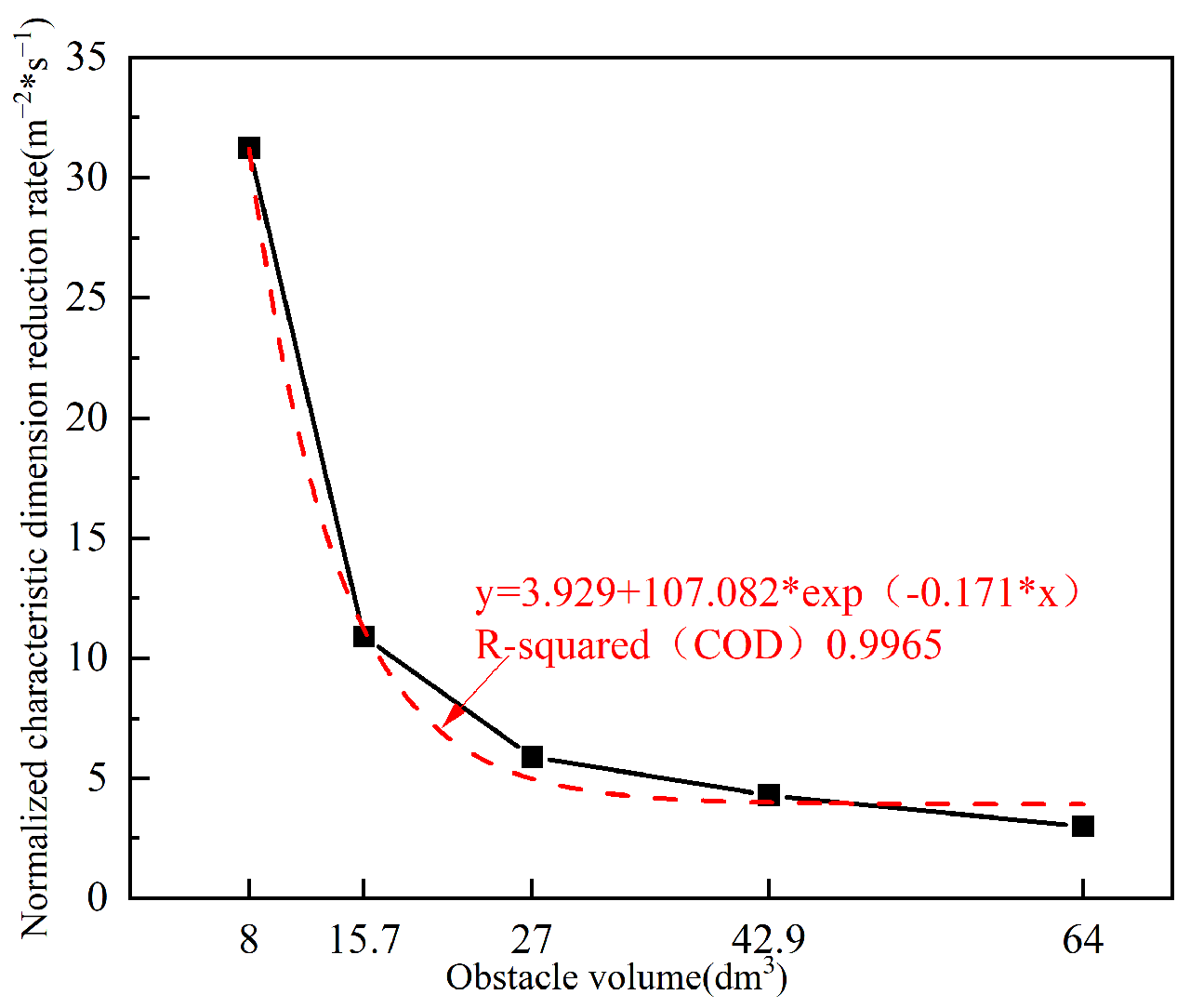
3.2.2. The Impact of Variably Sized Obstacles on Adverse Regions
3.3. The Influence of Obstacle Position on Flow Characteristics
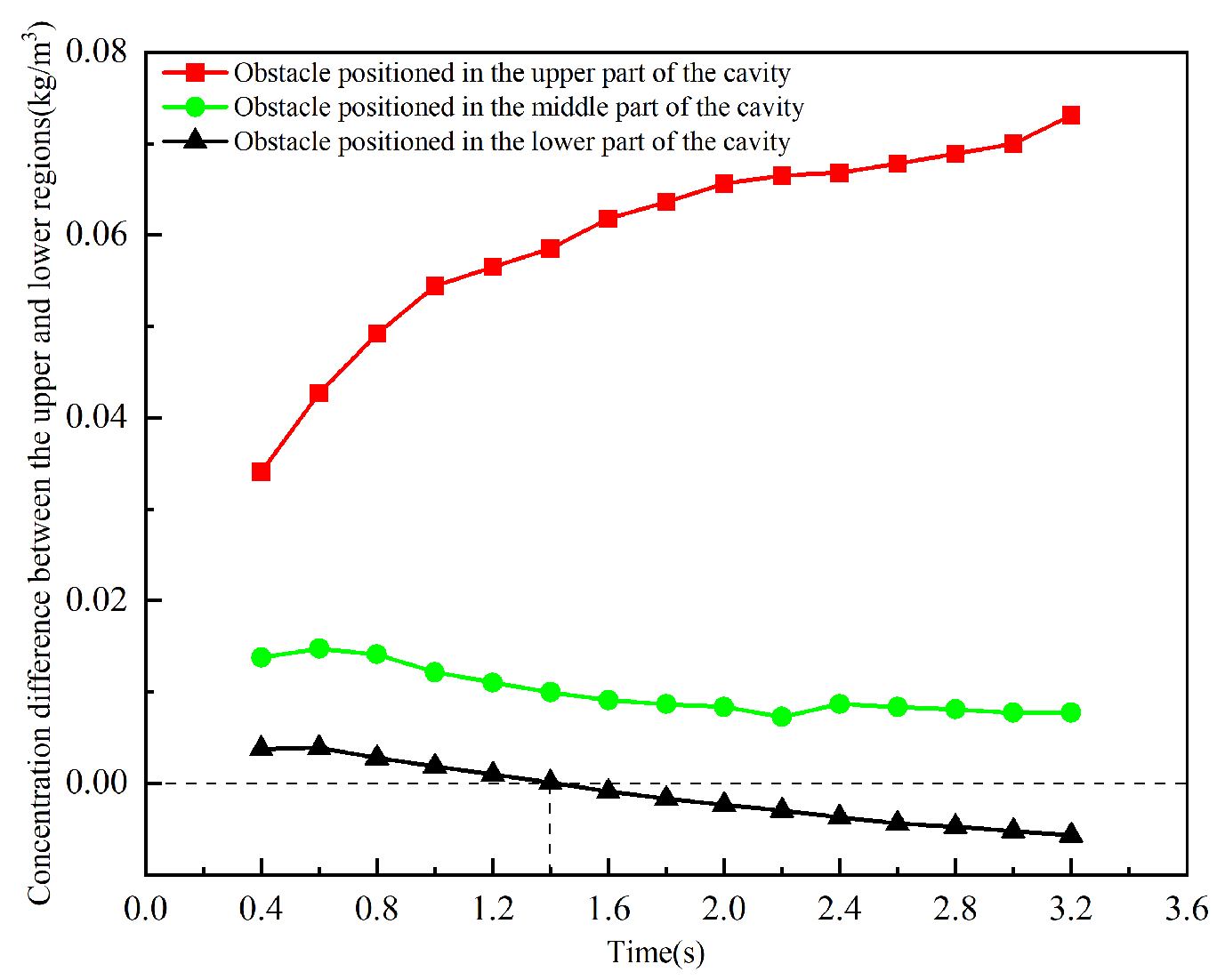
3.3.1. The Influence of Obstacle Position on Upper and Lower Regions
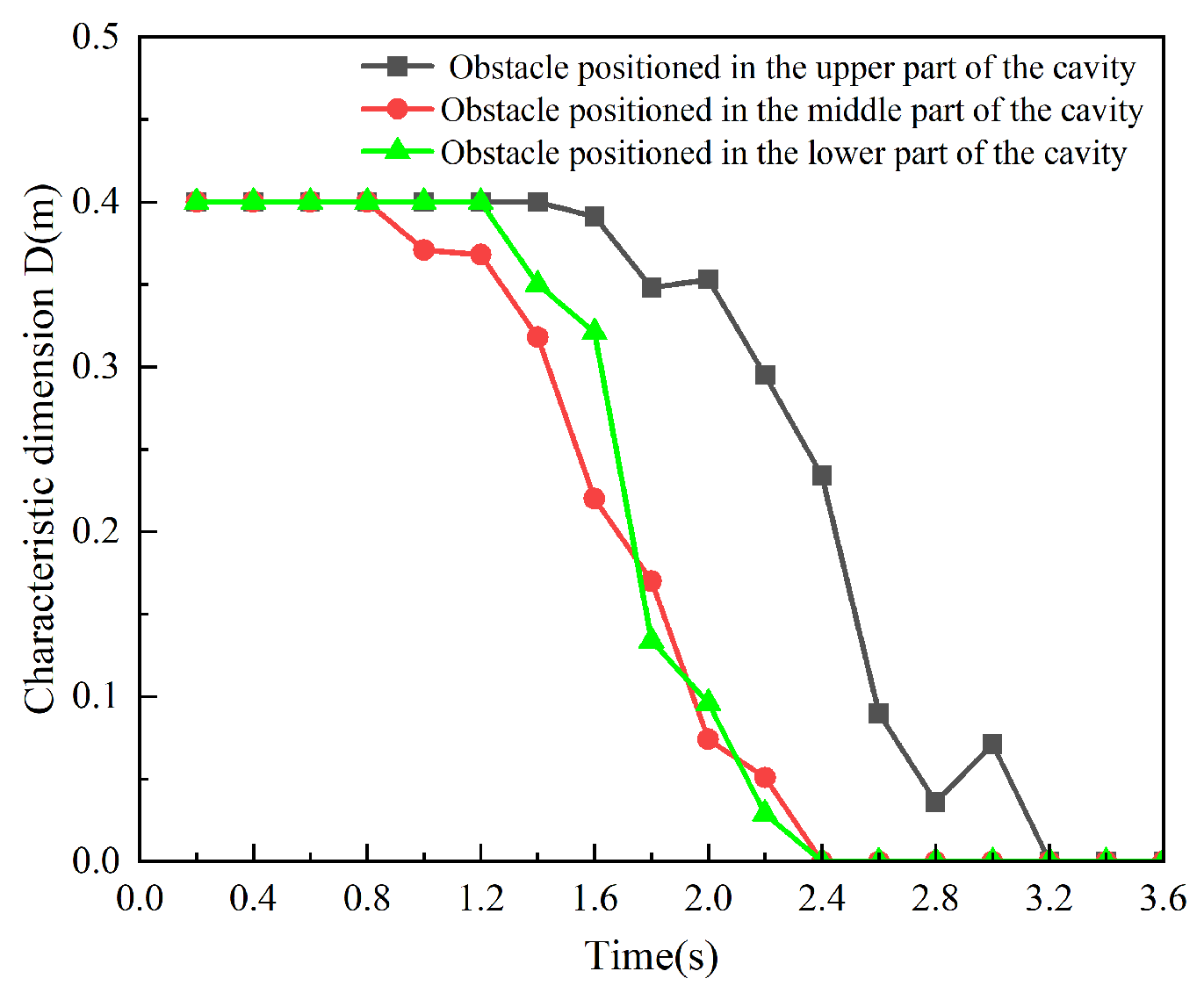
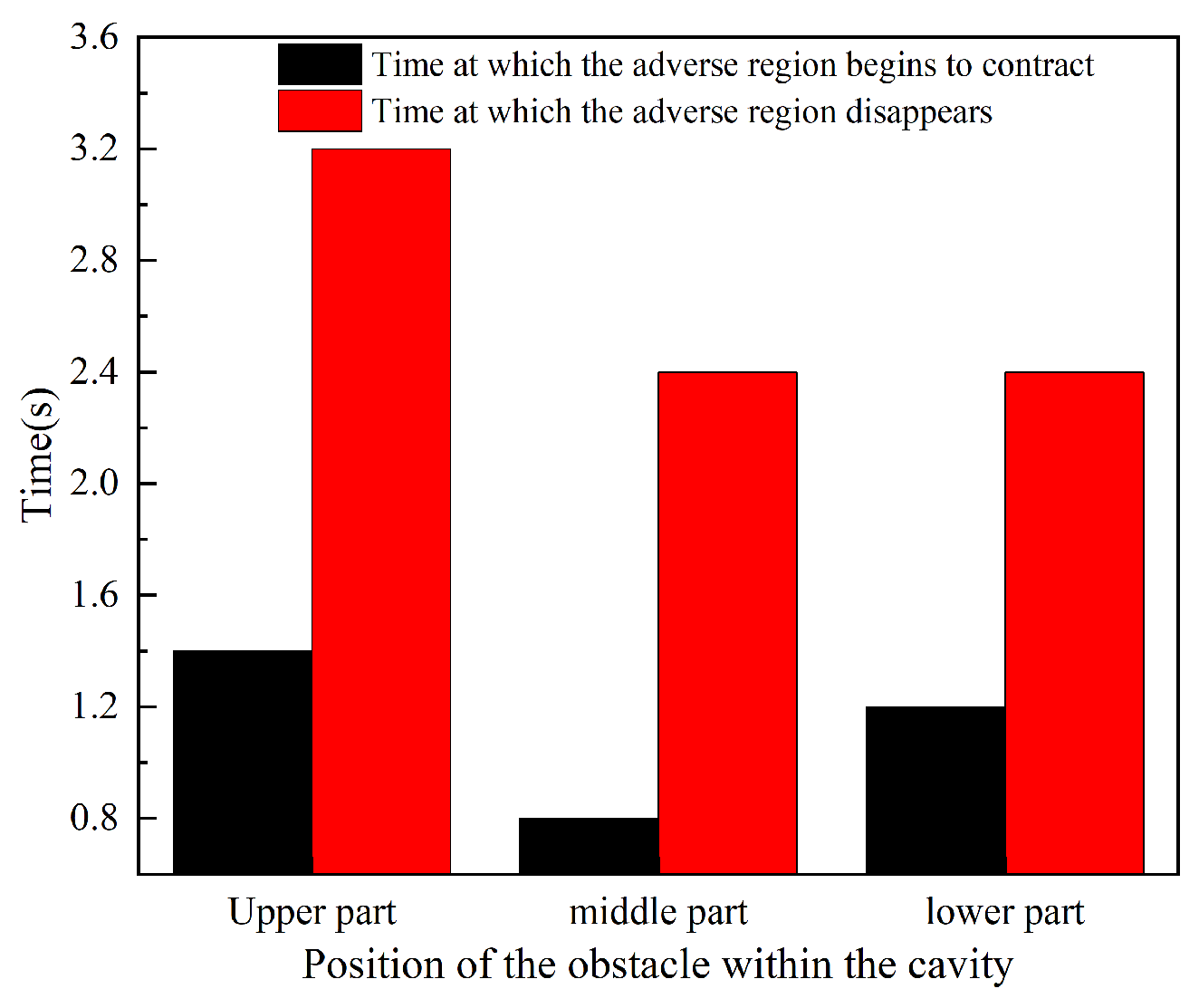
3.3.2. The Influence of Obstacle Position on Unfavorable Regions
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, Z.; Zhang, Y.; Liu, Y.; Wang, J.; Zhou, X.; Pan, R. Study on the Pyrolysis and Fire Extinguishing Performance of High-Temperature-Resistant Ultrafine Dry Powder Fire Extinguishing Agents for Aviation Applications. Molecules 2024, 29, 3500. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Wang, Z.; Liu, J.; Li, Q.; Pan, R.; Zhou, X. Alkaline potassium aluminum carbonate: A novel high-efficiency dry powder extinguishing agent with high heat-resistant. J. Anal. Appl. Pyrolysis 2023, 173, 106038. [Google Scholar] [CrossRef]
- Zhao, J.; Yin, Z.; Usman Shahid, M.; Xing, H.; Cheng, X.; Fu, Y.; Lu, S. Superhydrophobic and oleophobic ultra-fine dry chemical agent with higher chemical activity and longer fire-protection. J. Hazard. Mater. 2019, 380, 120625. [Google Scholar] [CrossRef] [PubMed]
- Jiang, H.; Jiang, Y.; Fan, R. Extinguishing capability of novel ultra-fine dry chemical agents loaded with iron hydroxide oxide. Fire Saf. J. 2022, 130, 103578. [Google Scholar] [CrossRef]
- Du, D.; Shen, X.; Feng, L.; Hua, M.; Pan, X. Efficiency characterization of fire extinguishing compound superfine powder containing Mg(OH)2. J. Loss Prev. Process Ind. 2019, 57, 73–80. [Google Scholar] [CrossRef]
- Guo, X.; Pan, X.; Zhang, L.; Hua, M.; Li, H.; Li, S.; Zhang, H. The inhibitory combustion reaction performance and tail gas analysis of composite ultra-fine dry powder extinguishing agent containing different additives. J. Loss Prev. Process Ind. 2020, 65, 104153. [Google Scholar] [CrossRef]
- Ji, J.; Li, W.; Zhang, H.; Zheng, Y.; Zhang, T.; Du, J.; Zhang, H.; Shi, B. A Novel Dual Phase-Change Composite Fire Extinguishing Powder for Extinguishing of Flaming and Smoldering Combustion in Magnesium Fires on Non-horizontal Surfaces. Fire Technol. 2025; in press. [Google Scholar] [CrossRef]
- Lu, G.; Zhao, J.; Zhou, Y.; Fu, Y.; Lu, S.; Zhang, H. Study on Flowability Enhancement and Performance Testing of Ultrafine Dry Powder Fire Extinguishing Agents Based on Application Requirements. Fire 2024, 7, 146. [Google Scholar] [CrossRef]
- Ni, X.; Zhang, K.; Zheng, Z.; Wang, W.; Hu, S. Application of Composite Dry Powders for Simultaneous Fire Extinguishment and Liquid Solidification of Methanol. Fire 2025, 8, 69. [Google Scholar] [CrossRef]
- Zhang, C.; Li, H.; Guo, X.; Li, S.; Zhang, H.; Pan, X.; Hua, M. Experimental and theoretical studies on the effect of Al(OH)3 on the fire-extinguishing performance of superfine ABC dry powder. Powder Technol. 2021, 393, 280–290. [Google Scholar] [CrossRef]
- Zhao, J.; Lu, S.; Fu, Y.; Shahid, M.U.; Zhang, H. Application of ultra-fine dry chemicals modified by POTS/OBS for suppressing aviation kerosene pool fire. Fire Saf. J. 2020, 118, 103148. [Google Scholar] [CrossRef]
- Zhou, X.; Guo, S.; Wang, J.; Wang, Y.; Pan, R. Construction of NaHCO3 fire extinguishing agent modified by fluoroalkyl silane containing short fluorocarbon Chain: Improve its anti-reignition performance. Therm. Sci. Eng. Prog. 2023, 41, 101814. [Google Scholar] [CrossRef]
- Zhou, Y.; Zhao, J.; Fu, Y.; Yu, Z.; Lu, S.; Zhang, H.; Jiang, Y. Study on the hydrophobic nano silica particles as flow-enhancing additives for ultrafine dry powder fire extinguishing agent. Adv. Powder Technol. 2024, 35, 104397. [Google Scholar] [CrossRef]
- Ma, W.; Liu, S.; Lu, S.; Shi, L.; Zhang, H. Anti-contamination calibration method for ultra-fine dry chemical agent: Achieving wide measurement range and high measurement accuracy. Measurement 2023, 223, 113743. [Google Scholar] [CrossRef]
- Moumen, A.; Stirbu, B.; Grossen, J.; Laboureur, D.; Gallant, J.; Hendrick, P. Particle image velocimetry for velocity measurement of muzzle flow: Detailed experimental study. Powder Technol. 2022, 405, 117509. [Google Scholar] [CrossRef]
- Liu, J.; Meng, X.; Yan, K.; Wang, Z.; Dai, W.; Wang, Z.; Li, F.; Yang, P.; Liu, Y. Study on the effect and mechanism of Ca(H2PO4)2 and CaCO3 powders on inhibiting the explosion of titanium powder. Powder Technol. 2022, 395, 158–167. [Google Scholar] [CrossRef]
- Wang, Z.; Guo, X.; Liu, J.; Zhang, Z.; Pan, X.; Hua, M.; Wu, Z.; Jiang, J. Experimental study on the inhibition of hydrogen deflagration by flame-retardant compounded ultrafine dry powder fire extinguishing media containing zinc hydroxystannate. Renew. Energy 2024, 228, 120644. [Google Scholar] [CrossRef]
- Yan, K.; Meng, X. An investigation on the aluminum dustexplosion suppression efficiency and mechanism of a NaHCO3/DE composite powder. Adv. Powder Technol. 2020, 31, 3246–3255. [Google Scholar] [CrossRef]
- Zhou, Y.; Zhao, J.; Wang, T.; Yu, Z.; Fu, Y.; Jiang, Y.; Cheng, X.; Zhang, H. Design of a high-efficiency ultrafine dry powder fire extinguishing agent incorporated with Fe/ZSM-5 zeolite. Powder Technol. 2025, 462, 121133. [Google Scholar] [CrossRef]
- Yu, X.; Li, H.; Miao, X.; Kang, N.; Yao, W.; Xu, M. Robust Ambient-Stable 2D Heterostructure of Copper Oxides Intercalating Black Phosphorus for Flame Retardancy and Catalytic Removal of Carbon Monoxide. Green Energy Environ. 2025; in press. [Google Scholar] [CrossRef]
- Fu, H.Y.; Cal, Y.W.; Xuan, Y.; Yln, W.H.; Pan, R.M.; Li, Q.W. Simulative experimental study on the relationship between the inlet velocity of the gascarrier and the current resistance of the superfine powder extinguishing agent. J. Saf. Environ. 2016, 16, 91–95. [Google Scholar]
- Lu, C.; Lv, X.D.; Wei, W.; Zhang, L.B. Numerical Simulation Analysis of Dischargand Flow of Ultrafine Powders. China Powder Sci. Technol. 2014, 20, 17–20+24. [Google Scholar]
- Ji, J.W.; Cai, W.M.; Tian, Z.J.; Kou, J. Research on flow characteristies of ultra-finedry powder gas-solid two-phase flow inhorizontal straight pipe. Fire Sci. Technol. 2022, 41, 1445–1450. [Google Scholar]
- Cai, Y.W.; Xuan, Y.; Li, Q.W.; Wang, H.; Pan, R.M. On the effects of the filling conditions on the discharge releasing rate of the superfine fire-extinguishing powder in the horizontal pipeline. J. Saf. Environ. 2015, 15, 154–157. [Google Scholar]
- Hua, M.; Yin, Z.P.; Pan, R.M. On the releasing characteristie features of superfine fire-extinguishing powder. J. Saf. Environ. 2012, 12, 217–221. [Google Scholar]
- Liu, R.; Shi, H.; Zhou, Q.; Ma, W.; Wang, T.; Lu, S. Simulation of Fire Extinguishing Agent Transport and Dispersion in Aircraft Engine Nacelle. Fire 2022, 5, 97. [Google Scholar] [CrossRef]
- Yu, H.-Z.; Zhou, X. Enclosure fire extinguishment with water mist and nitrogen as affected by fire size, obstruction and ventilation. Fire Saf. J. 2024, 142, 104051. [Google Scholar] [CrossRef]
- Pu, W.; Zhao, C.; Xiong, Y.; Liang, C.; Chen, X.; Lu, P.; Fan, C. Numerical simulation on dense phase pneumatic conveying of pulverized coal in horizontal pipe at high pressure. Chem. Eng. Sci. 2010, 65, 2500–2512. [Google Scholar] [CrossRef]
- Fluent Corporation. Ansys Fluent Theory Guide; Ansys Inc.: Canonsburg, PA, USA, 2024. [Google Scholar]
- Gong, M.; Shen, Y. Study on heat flow decay in vertical jet of aircraft deicing fluid based on phase field and realizable k-ε turbulence model. Therm. Sci. Eng. Prog. 2025, 60, 103446. [Google Scholar] [CrossRef]
- Santiago, J.L.; Martín, F.; Cuerva, A.; Bezdenejnykh, N.; Sanz-Andrés, A. Experimental and numerical study of wind flow behind windbreaks. Atmos. Environ. 2007, 41, 6406–6420. [Google Scholar] [CrossRef]
- Rahimi, A.; Tavakoli, T.; Zahiri, S. Computational Fluid Dynamics (CFD) Modeling of Gaseous Pollutants Dispersion in Low Wind Speed Condition: Isfahan Refinery, a Case Study. Pet. Sci. Technol. 2014, 32, 1318–1326. [Google Scholar] [CrossRef]
- Hang, J.; Luo, Z.; Sandberg, M.; Gong, J. Natural ventilation assessment in typical open and semi-open urban environments under various wind directions. Build. Environ. 2013, 70, 318–333. [Google Scholar] [CrossRef]
- Tominaga, Y.; Stathopoulos, T. Numerical simulation of dispersion around an isolated cubic building: Comparison of various types of k–ε models. Atmos. Environ. 2009, 43, 3200–3210. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Serial Number | Obstacle Volume/dm3 | Distance of Nozzle from Top Surface/m | Distance from Side Wall/m | Injection Pressure/MPa | Nozzle Speed/m s−1 | Extinguishing Agent Mass Flow Rate/kg s−1 |
|---|---|---|---|---|---|---|
| 1 | none | none | none | 1 | 122 | 0.03 |
| 2 | 8 | 0.4 | 0.4 | 1 | 122 | 0.03 |
| 3 | 15.7 | 0.4 | 0.375 | 1 | 122 | 0.03 |
| 4 | 27 | 0.4 | 0.35 | 1 | 122 | 0.03 |
| 5 | 42.9 | 0.4 | 0.325 | 1 | 122 | 0.03 |
| 6 | 64 | 0.4 | 0.3 | 1 | 122 | 0.03 |
| 7 | 8 | 0.2 | 0.4 | 1 | 122 | 0.03 |
| 8 | 8 | 0.6 | 0.4 | 1 | 122 | 0.03 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Q.; Liu, Q.; Lu, C.; Tang, L.; Wu, D.; Huang, X. Effects of Rectangular Obstacles on the Flow Characteristics of Ultrafine Dry Powder Fire Extinguishing Agent in Confined Spaces. Fire 2025, 8, 236. https://doi.org/10.3390/fire8060236
Li Q, Liu Q, Lu C, Tang L, Wu D, Huang X. Effects of Rectangular Obstacles on the Flow Characteristics of Ultrafine Dry Powder Fire Extinguishing Agent in Confined Spaces. Fire. 2025; 8(6):236. https://doi.org/10.3390/fire8060236
Chicago/Turabian StyleLi, Quanwei, Qingshan Liu, Cheng Lu, Lulin Tang, Dan Wu, and Xin Huang. 2025. "Effects of Rectangular Obstacles on the Flow Characteristics of Ultrafine Dry Powder Fire Extinguishing Agent in Confined Spaces" Fire 8, no. 6: 236. https://doi.org/10.3390/fire8060236
APA StyleLi, Q., Liu, Q., Lu, C., Tang, L., Wu, D., & Huang, X. (2025). Effects of Rectangular Obstacles on the Flow Characteristics of Ultrafine Dry Powder Fire Extinguishing Agent in Confined Spaces. Fire, 8(6), 236. https://doi.org/10.3390/fire8060236