


Si-N Matrix as an Effective Fire Retardant Source for Cotton Fabric, Prepared through Sol–Gel Process


Abstract
1. Introduction
2. Experiment and Analysis
2.1. Materials and Methods
2.2. Sol–Gel Matrix Preparation
2.3. Coating Deposition Process
2.4. Characterization and Measurement Techniques
3. Results and Discussion
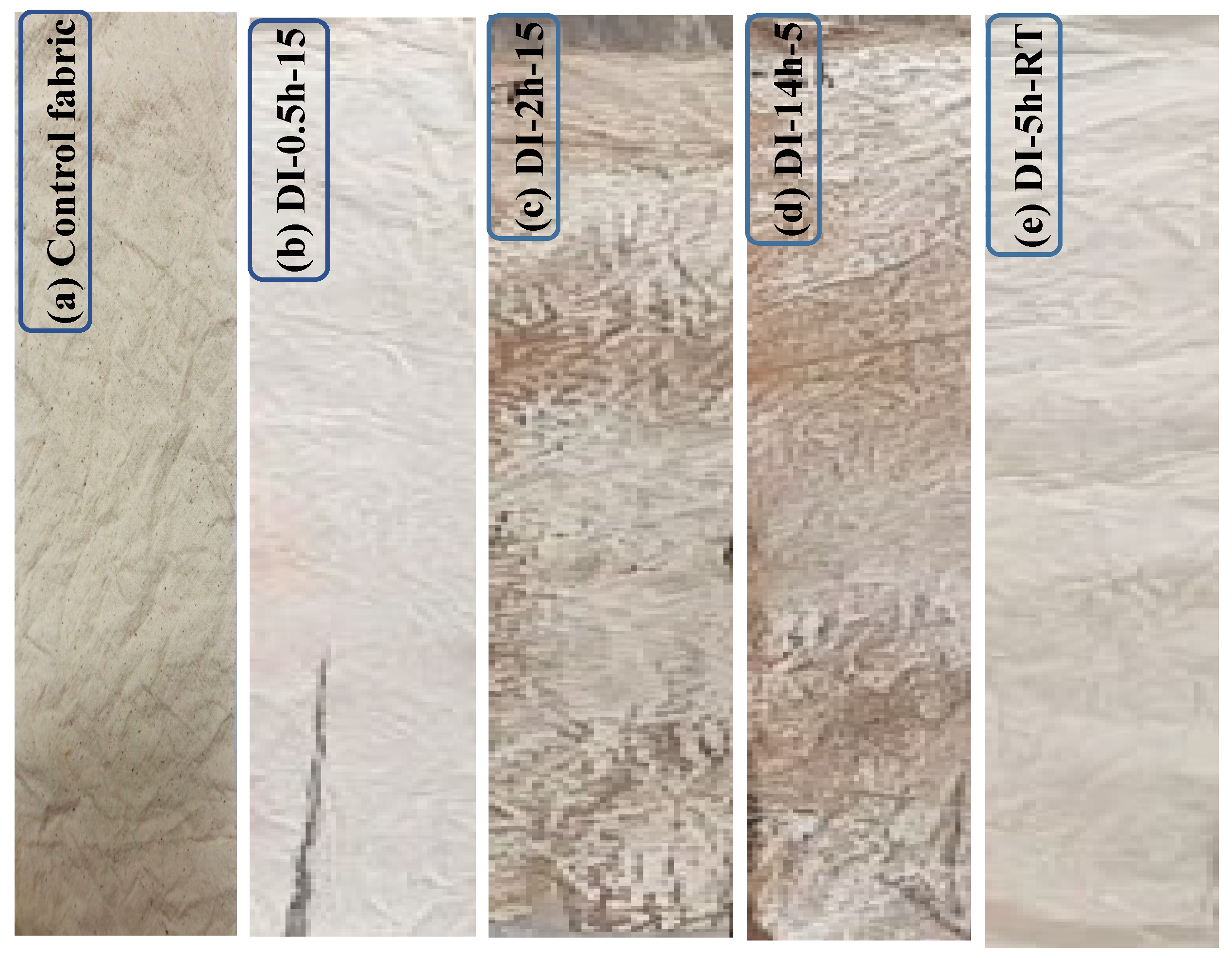
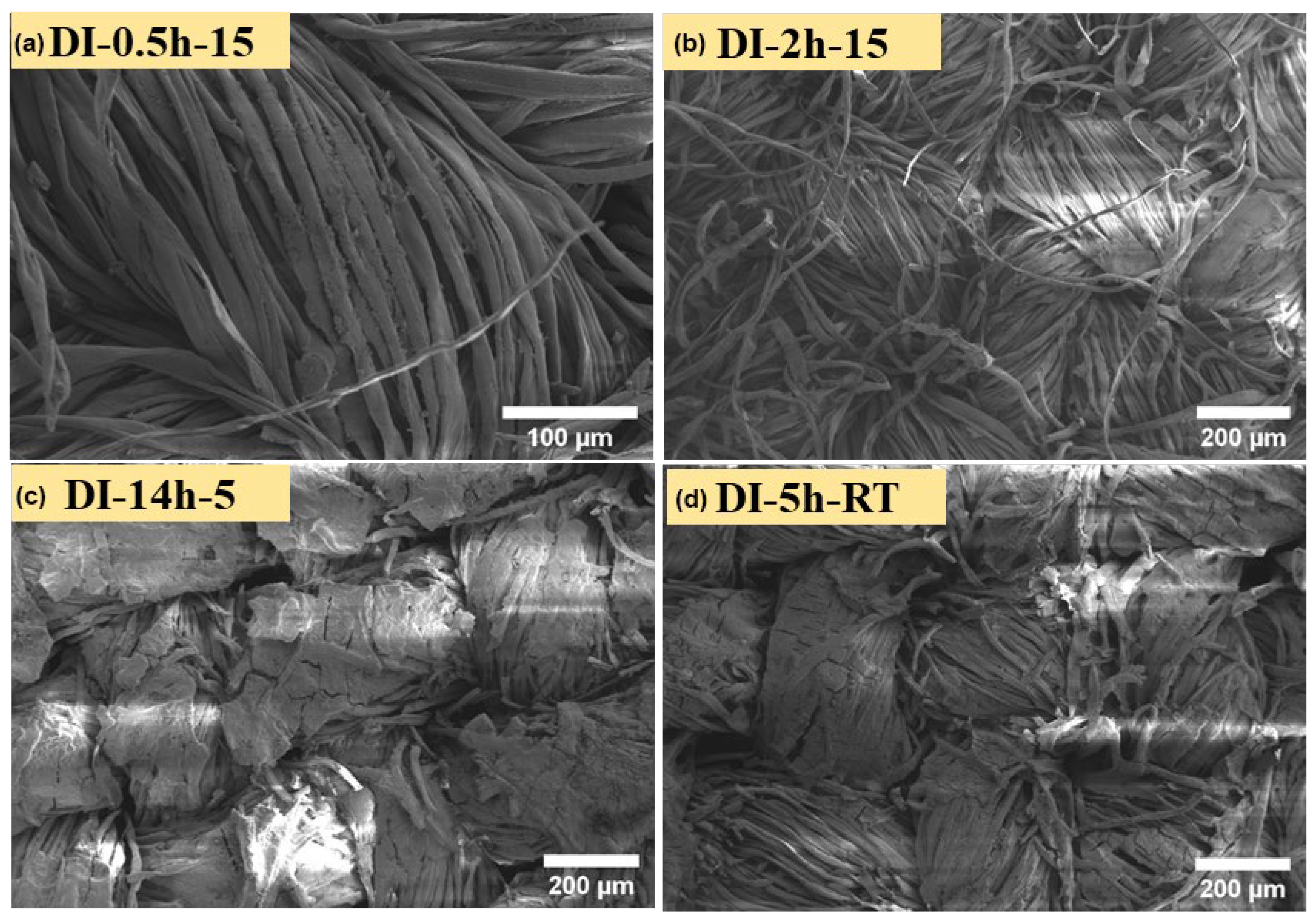
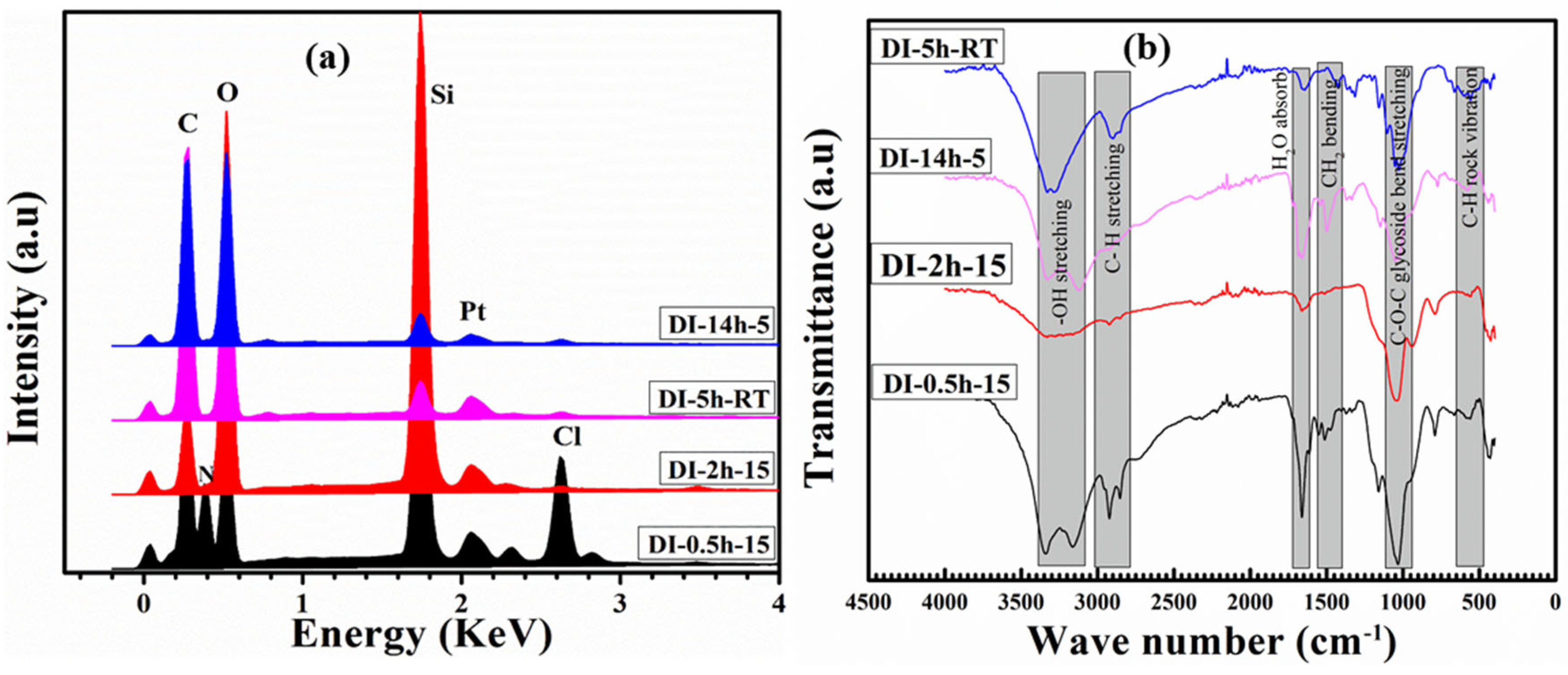
3.1. Coatings Microstrucutre and Composition
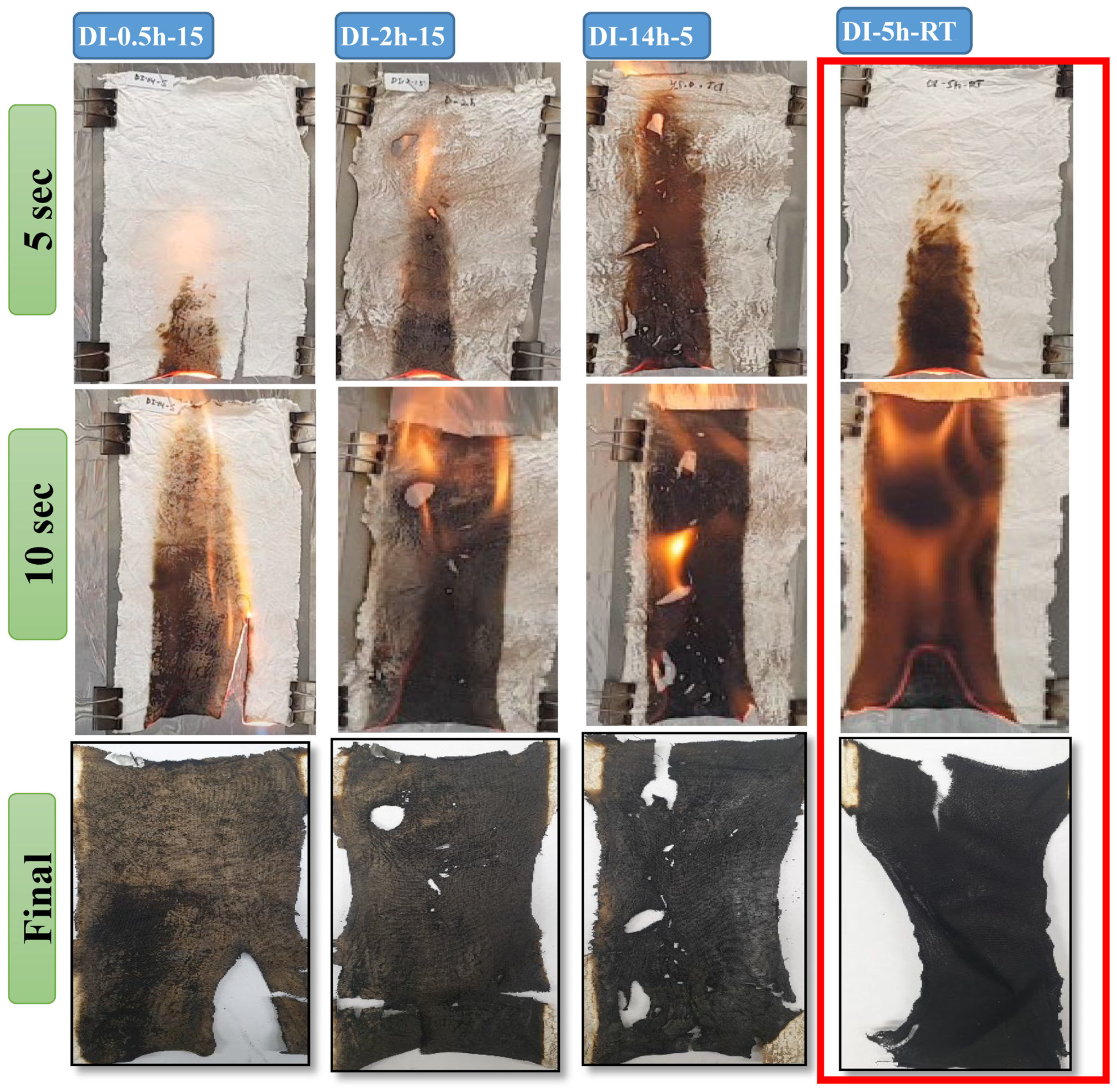
3.2. Thermal and Combustion Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wu, Y.; Yang, Y.; Zhang, Z.; Wang, Z.; Zhao, Y.; Sun, L. Fabrication of cotton fabrics with durable antibacterial activities finishing by Ag nanoparticles. Text. Res. J. 2019, 89, 867–880. [Google Scholar] [CrossRef]
- Cherenack, K.; van Pieterson, L. Smart textiles: Challenges and opportunities. J. Appl. Phys. 2012, 112, 091301. [Google Scholar] [CrossRef]
- Shahidi, S.; Ghoranneviss, M. Plasma Sputtering for Fabrication of Antibacterial and Ultraviolet Protective Fabric. Cloth. Text. Res. J. 2016, 34, 37–47. [Google Scholar] [CrossRef]
- Ashayer-Soltani, R.; Hunt, C.; Thomas, O. Fabrication of highly conductive stretchable textile with silver nanoparticles. Text. Res. J. 2016, 86, 1041–1049. [Google Scholar] [CrossRef]
- Yetisen, A.K.; Qu, H.; Manbachi, A.; Butt, H.; Dokmeci, M.R.; Hinestroza, J.P.; Skorobogatiy, M.; Khademhosseini, A.; Yun, S.H.J.A.n. Nanotechnology in textiles. ACS Nano 2016, 10, 3042–3068. [Google Scholar] [CrossRef] [PubMed]
- Jung, S.; Lauterbach, C.; Strasser, M.; Weber, W. Enabling technologies for disappearing electronics in smart textiles. In Proceedings of the 2003 IEEE International Solid-State Circuits Conference; San Francisco, CA, USA, 13 February 2003, Digest of Technical Papers; ISSCC: San Francisco, CA, USA; Volume 381, pp. 386–387.
- Wakelyn, P.J. Cotton Fiber Chemistry and Technology; CRC Press: Boca Raton, FL, USA, 2007. [Google Scholar]
- Ali, W.; Zilke, O.; Danielsiek, D.; Salma, A.; Assfour, B.; Shabani, V.; Caglar, S.; Phan, H.M.; Kamps, L.; Wallmeier, R.; et al. Flame-retardant finishing of cotton fabrics using DOPO functionalized alkoxy- and amido alkoxysilane. Cellulose 2023, 30, 2627–2652. [Google Scholar] [CrossRef]
- Rehman, Z.U.; Huh, S.-H.; Ullah, Z.; Pan, Y.-T.; Churchill, D.G.; Koo, B.H.J.C.P. LBL generated fire retardant nanocomposites on cotton fabric using cationized starch-clay-nanoparticles matrix. Carbohydr. Polym. 2021, 274, 118626. [Google Scholar] [CrossRef]
- Rehman, Z.U.; Kaseem, M.; Churchill, D.G.; Pan, Y.-T.; Koo, B.H.J.R.a. Macro and micro thermal investigation of nanoarchitectonics-based coatings on cotton fabric using new quaternized starch. RSC Adv. 2022, 12, 2888–2900. [Google Scholar] [CrossRef]
- Shariatinia, Z.; Javeri, N.; Shekarriz, S. Flame retardant cotton fibers produced using novel synthesized halogen-free phosphoramide nanoparticles. Carbohydr. Polym. 2015, 118, 183–198. [Google Scholar] [CrossRef]
- Liang, T.; Jiang, Z.; Wang, C.; Liu, J. A facile one-step synthesis of flame-retardant coatings on cotton fabric via ultrasound irradiation. J. Appl. Polym. Sci. 2017, 134, 45114. [Google Scholar] [CrossRef]
- Paosawatyanyong, B.; Jermsutjarit, P.; Bhanthumnavin, W. Graft copolymerization coating of methacryloyloxyethyl diphenyl phosphate flame retardant onto silk surface. Prog. Org. Coat. 2014, 77, 1585–1590. [Google Scholar] [CrossRef]
- Tsafack, M.J.; Levalois-Grützmacher, J. Towards multifunctional surfaces using the plasma-induced graft-polymerization (PIGP) process: Flame and waterproof cotton textiles. Surf. Coat. Technol. 2007, 201, 5789–5795. [Google Scholar] [CrossRef]
- Ömeroğulları, Z.; Kut, D. Application of low-frequency oxygen plasma treatment to polyester fabric to reduce the amount of flame retardant agent. Text. Res. J. 2012, 82, 613–621. [Google Scholar] [CrossRef]
- Pan, Y.; Zhao, H. A novel blowing agent polyelectrolyte for fabricating intumescent multilayer coating that retards fire on cotton fabric. J. Appl. Polym. Sci. 2018, 135, 46583. [Google Scholar] [CrossRef]
- Jimenez, M.; Guin, T.; Bellayer, S.; Dupretz, R.; Bourbigot, S.; Grunlan, J.C. Microintumescent mechanism of flame-retardant water-based chitosan–ammonium polyphosphate multilayer nanocoating on cotton fabric. J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- Fang, F.; Zhang, X.; Meng, Y.; Gu, Z.; Bao, C.; Ding, X.; Li, S.; Chen, X.; Tian, X. Intumescent flame retardant coatings on cotton fabric of chitosan and ammonium polyphosphate via layer-by-layer assembly. Surf. Coat. Technol. 2015, 262, 9–14. [Google Scholar] [CrossRef]
- Lazar, S.; Eberle, B.; Bellevergue, E.; Grunlan, J. Amine Salt Thickening of Intumescent Multilayer Flame Retardant Treatment. Ind. Eng. Chem. Res. 2020, 59, 2689–2695. [Google Scholar] [CrossRef]
- Pan, H.; Wang, W.; Pan, Y.; Song, L.; Hu, Y.; Liew, K.M. Formation of self-extinguishing flame retardant biobased coating on cotton fabrics via Layer-by-Layer assembly of chitin derivatives. Carbohydr. Polym. 2015, 115, 516–524. [Google Scholar] [CrossRef]
- Kundu, C.K.; Wang, X.; Hou, Y.; Hu, Y. Construction of flame retardant coating on polyamide 6.6 via UV grafting of phosphorylated chitosan and sol–gel process of organo-silane. Carbohydr. Polym. 2018, 181, 833–840. [Google Scholar] [CrossRef]
- Kundu, C.K.; Wang, X.; Liu, L.; Song, L.; Hu, Y. Few layer deposition and sol-gel finishing of organic-inorganic compounds for improved flame retardant and hydrophilic properties of polyamide 66 textiles: A hybrid approach. Prog. Org. Coat. 2019, 129, 318–326. [Google Scholar] [CrossRef]
- Ren, Y.; Zhang, Y.; Gu, Y.; Zeng, Q. Flame retardant polyacrylonitrile fabrics prepared by organic-inorganic hybrid silica coating via sol-gel technique. Prog. Org. Coat. 2017, 112, 225–233. [Google Scholar] [CrossRef]
- Song, K.; Zhang, H.; Pan, Y.-T.; Ur Rehman, Z.; He, J.; Wang, D.-Y.; Yang, R. Metal-organic framework-derived bird’s nest-like capsules for phosphorous small molecules towards flame retardant polyurea composites. J. Colloid Interface Sci. 2023, 643, 489–501. [Google Scholar] [CrossRef] [PubMed]
- Rehman, Z.U.; Pan, Y.-T.; Churchill, D.G.; Koo, B.H. Microstructural and thermal investigation of the bioinspired and synthetic fire-retardant materials deposited on cotton using LBL process. Korean J. Chem. Eng. 2023, 40, 943–951. [Google Scholar] [CrossRef]
- Song, K.; Li, X.; Pan, Y.-T.; Hou, B.; Rehman, Z.U.; He, J.; Yang, R. The influence on flame retardant epoxy composites by a bird’s nest-like structure of Co-based isomers evolved from zeolitic imidazolate framework-67. Polym. Degrad. Stab. 2023, 211, 110318. [Google Scholar] [CrossRef]
- Song, K.; Hou, B.; Ur Rehman, Z.; Pan, Y.-T.; He, J.; Wang, D.-Y.; Yang, R. “Sloughing” of metal-organic framework retaining nanodots via step-by-step carving and its flame-retardant effect in epoxy resin. Chem. Eng. J. 2022, 448, 137666. [Google Scholar] [CrossRef]
- Hou, B.; Song, K.; Ur Rehman, Z.; Song, T.; Lin, T.; Zhang, W.; Pan, Y.-T.; Yang, R. Precise Control of a Yolk-Double Shell Metal–Organic Framework-Based Nanostructure Provides Enhanced Fire Safety for Epoxy Nanocomposites. ACS Appl. Mater. Interfaces 2022, 14, 14805–14816. [Google Scholar] [CrossRef]
- Rehman, Z.U.; Niaz, A.K.; Song, J.-I.; Koo, B.H. Excellent Fire Retardant Properties of CNF/VMT Based LBL Coatings Deposited on Polypropylene and Wood-Ply. Polymers 2021, 13, 303. [Google Scholar] [CrossRef]
- Alongi, J.; Ciobanu, M.; Tata, J.; Carosio, F.; Malucelli, G. Thermal stability and flame retardancy of polyester, cotton, and relative blend textile fabrics subjected to sol–gel treatments. J. Appl. Polym. Sci. 2011, 119, 1961–1969. [Google Scholar] [CrossRef]
- Lin, D.; Zeng, X.; Li, H.; Lai, X.; Wu, T. One-pot fabrication of superhydrophobic and flame-retardant coatings on cotton fabrics via sol-gel reaction. J. Colloid Interface Sci. 2019, 533, 198–206. [Google Scholar] [CrossRef]
- Zhu, Z.-M.; Xu, Y.-J.; Liao, W.; Xu, S.; Wang, Y.-Z. Highly Flame Retardant Expanded Polystyrene Foams from Phosphorus–Nitrogen–Silicon Synergistic Adhesives. Ind. Eng. Chem. Res. 2017, 56, 4649–4658. [Google Scholar] [CrossRef]
- Wang, X.; Romero, M.Q.; Zhang, X.-Q.; Wang, R.; Wang, D.-Y. Intumescent multilayer hybrid coating for flame retardant cotton fabrics based on layer-by-layer assembly and sol–gel process. RSC Adv. 2015, 5, 10647–10655. [Google Scholar] [CrossRef]
- Kundu, C.K.; Li, Z.; Song, L.; Hu, Y. An overview of fire retardant treatments for synthetic textiles: From traditional approaches to recent applications. Eur. Polym. J. 2020, 137, 109911. [Google Scholar] [CrossRef]
- Alongi, J.; Ciobanu, M.; Malucelli, G. Novel flame retardant finishing systems for cotton fabrics based on phosphorus-containing compounds and silica derived from sol–gel processes. Carbohydr. Polym. 2011, 85, 599–608. [Google Scholar] [CrossRef]
- Cheng, X.-W.; Liang, C.-X.; Guan, J.-P.; Yang, X.-H.; Tang, R.-C. Flame retardant and hydrophobic properties of novel sol-gel derived phytic acid/silica hybrid organic-inorganic coatings for silk fabric. Appl. Surf. Sci. 2018, 427, 69–80. [Google Scholar] [CrossRef]
- Grancaric, A.M.; Colleoni, C.; Guido, E.; Botteri, L.; Rosace, G. Thermal behaviour and flame retardancy of monoethanolamine-doped sol-gel coatings of cotton fabric. Prog. Org. Coat. 2017, 103, 174–181. [Google Scholar] [CrossRef]
- Liu, Y.; Pan, Y.-T.; Wang, X.; Acuña, P.; Zhu, P.; Wagenknecht, U.; Heinrich, G.; Zhang, X.-Q.; Wang, R.; Wang, D.-Y. Effect of phosphorus-containing inorganic–organic hybrid coating on the flammability of cotton fabrics: Synthesis, characterization and flammability. Chem. Eng. J. 2016, 294, 167–175. [Google Scholar] [CrossRef]
- Liang, S.; Neisius, N.M.; Gaan, S. Recent developments in flame retardant polymeric coatings. Prog. Org. Coat. 2013, 76, 1642–1665. [Google Scholar] [CrossRef]
- Guido, E.; Alongi, J.; Colleoni, C.; Di Blasio, A.; Carosio, F.; Verelst, M.; Malucelli, G.; Rosace, G. Thermal stability and flame retardancy of polyester fabrics sol–gel treated in the presence of boehmite nanoparticles. Polym. Degrad. Stab. 2013, 98, 1609–1616. [Google Scholar] [CrossRef]
- Alongi, J.; Ciobanu, M.; Malucelli, G. Sol–gel treatments on cotton fabrics for improving thermal and flame stability: Effect of the structure of the alkoxysilane precursor. Carbohydr. Polym. 2012, 87, 627–635. [Google Scholar] [CrossRef]
- Selvakumar, N.; Azhagurajan, A.; Natarajan, T.S.; Mohideen Abdul Khadir, M. Flame-retardant fabric systems based on electrospun polyamide/boric acid nanocomposite fibers. J. Appl. Polym. Sci. 2012, 126, 614–619. [Google Scholar] [CrossRef]
- Jiang, Z.; Wang, C.; Fang, S.; Ji, P.; Wang, H.; Ji, C. Durable flame-retardant and antidroplet finishing of polyester fabrics with flexible polysiloxane and phytic acid through layer-by-layer assembly and sol–gel process. J. Appl. Polym. Sci. 2018, 135, 46414. [Google Scholar] [CrossRef]
- Zhang, D.; Williams, B.L.; Shrestha, S.B.; Nasir, Z.; Becher, E.M.; Lofink, B.J.; Santos, V.H.; Patel, H.; Peng, X.; Sun, L. Flame retardant and hydrophobic coatings on cotton fabrics via sol-gel and self-assembly techniques. J. Colloid Interface Sci. 2017, 505, 892–899. [Google Scholar] [CrossRef] [PubMed]
- Kowalczyk, D.; Brzeziński, S.; Kamińska, I. Multifunctional bioactive and improving the performance durability nanocoatings for finishing PET/CO woven fabrics by the sol–gel method. J. Alloys Compd. 2015, 649, 387–393. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, L.; Ma, L.; Yuan, J.; Wang, L.; Wang, H.; Xiao, F.; Zhu, Z. Transparent, flame retardant, mechanically strengthened and low dielectric EP composites enabled by a reactive bio-based P/N flame retardant. Polym. Degrad. Stab. 2022, 204, 110106. [Google Scholar] [CrossRef]
- Wang, C.; Huo, S.; Ye, G.; Wang, B.; Guo, Z.; Zhang, Q.; Song, P.; Wang, H.; Liu, Z. Construction of an epoxidized, phosphorus-based poly(styrene butadiene styrene) and its application in high-performance epoxy resin. Compos. Part B Eng. 2024, 268, 111075. [Google Scholar] [CrossRef]
- Ao, X.; Vázquez-López, A.; Mocerino, D.; González, C.; Wang, D.-Y. Flame retardancy and fire mechanical properties for natural fiber/polymer composite: A review. Compos. Part B Eng. 2024, 268, 111069. [Google Scholar] [CrossRef]
- Yu, M.; Zhang, T.; Li, J.; Tan, J.; Zhu, X. Synthesis of a Multifunctional Phosphorus/Silicon Flame Retardant via an Industrial Feasible Technology. ACS Sustain. Chem. Eng. 2023, 11, 11965–11977. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Dipping Time (h) | Heat Treatment 90 °C, Time (h) | Curing, 165 °C, Time (min) |
|---|---|---|---|
| DI-0.5 h-15 | 0.5 | 15 | 1 min |
| DI-2 h-15 | 2 | 15 | 1 min |
| DI-14 h-5 | 14 | 5 | 1 min |
| DI-5 h-RT | 5 | 0 | 1 min |
| # (wt%) | DI-0.5 h-15 | DI-2 h-15 | DI-14 h-5 | DI-5 h-RT |
|---|---|---|---|---|
| C | 34.22 | 31.57 | 50.65 | 52.07 |
| N | 12.37 | 8.10 | 7.35 | 8.54 |
| O | 24.68 | 49.73 | 46.69 | 46.29 |
| Si | 7.89 | 18.54 | 2.08 | 1.40 |
| Cl | 4.84 | 0.16 | 0.44 | 0.24 |
| Total: | 100.00 | 100.00 | 100 | 100 |
| # | Ton | Ron | Toff | Roff | Tpeak | Residual Char % |
|---|---|---|---|---|---|---|
| Uncoated | ||||||
| DI-0.5 h-15 | 308.62 | 93.52 | 377.54 | 40.14 | 359.78 | 32.93 |
| DI-2 h-15 | 296.53 | 93.82 | 357.90 | 40.30 | 341.69 | 28.50 |
| DI-14 h-5 | 311.8 | 92.65 | 381.89 | 26.22 | 367.34 | 17.86 |
| DI-5 h-RT | 314.09 | 92.02 | 366.59 | 39.74 | 372.21 | 31.12 |
| Samples | Burning Rate (cm2/s) | Burning Time (s) | Self-Extinguishing |
|---|---|---|---|
| DI-0.5 h-15 | 4.98 | 36 | Not |
| DI-2 h-15 | 5.55 | 33 | Not |
| DI-14 h-5 | 6.70 | 32 | Not |
| DI-5 h-RT | 6.49 | 30 | Not |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rehman, Z.U.; Khan, L.; Hwain, L.; Chiho, Y.; Koo, B.H. Si-N Matrix as an Effective Fire Retardant Source for Cotton Fabric, Prepared through Sol–Gel Process. Fire 2024, 7, 69. https://doi.org/10.3390/fire7030069
Rehman ZU, Khan L, Hwain L, Chiho Y, Koo BH. Si-N Matrix as an Effective Fire Retardant Source for Cotton Fabric, Prepared through Sol–Gel Process. Fire. 2024; 7(3):69. https://doi.org/10.3390/fire7030069
Chicago/Turabian StyleRehman, Zeeshan Ur, Laila Khan, Lee Hwain, Yun Chiho, and Bon Heun Koo. 2024. "Si-N Matrix as an Effective Fire Retardant Source for Cotton Fabric, Prepared through Sol–Gel Process" Fire 7, no. 3: 69. https://doi.org/10.3390/fire7030069
APA StyleRehman, Z. U., Khan, L., Hwain, L., Chiho, Y., & Koo, B. H. (2024). Si-N Matrix as an Effective Fire Retardant Source for Cotton Fabric, Prepared through Sol–Gel Process. Fire, 7(3), 69. https://doi.org/10.3390/fire7030069