
Progress in Achieving Fire-Retarding Cellulose-Derived Nano/Micromaterial-Based Thin Films/Coatings and Aerogels: A Review



Abstract
1. Introduction
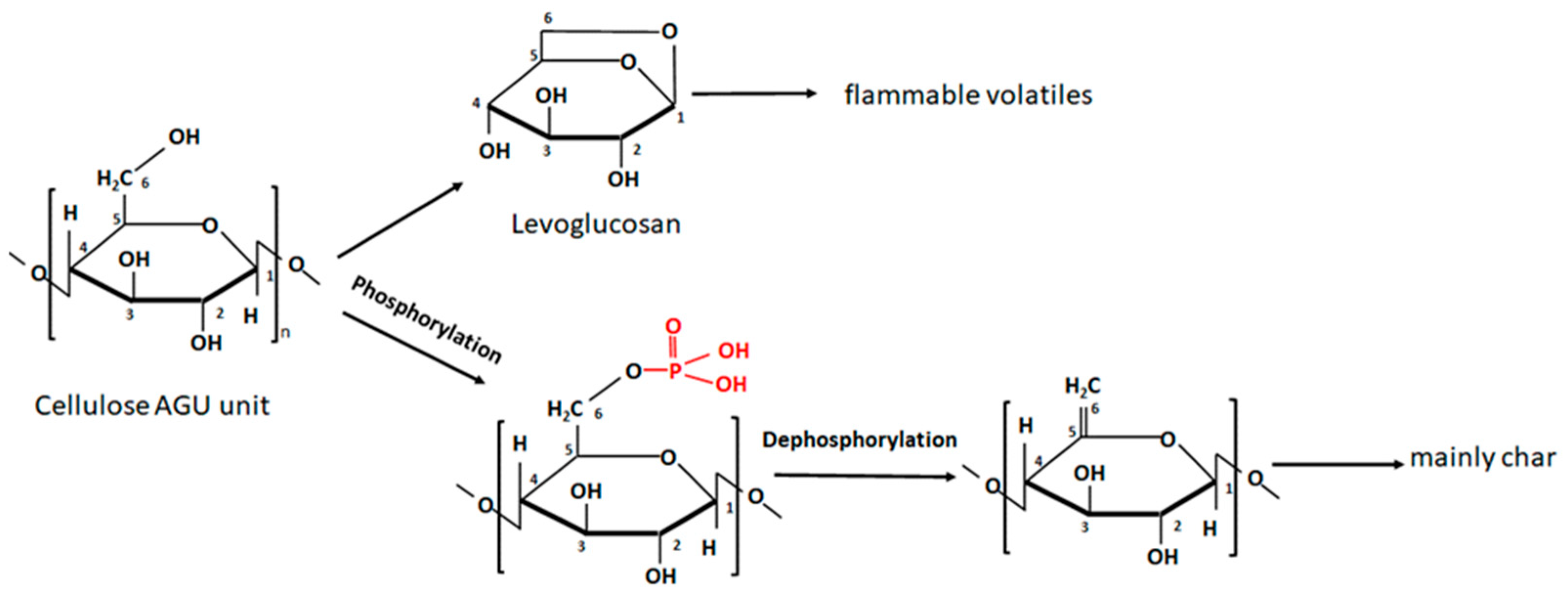
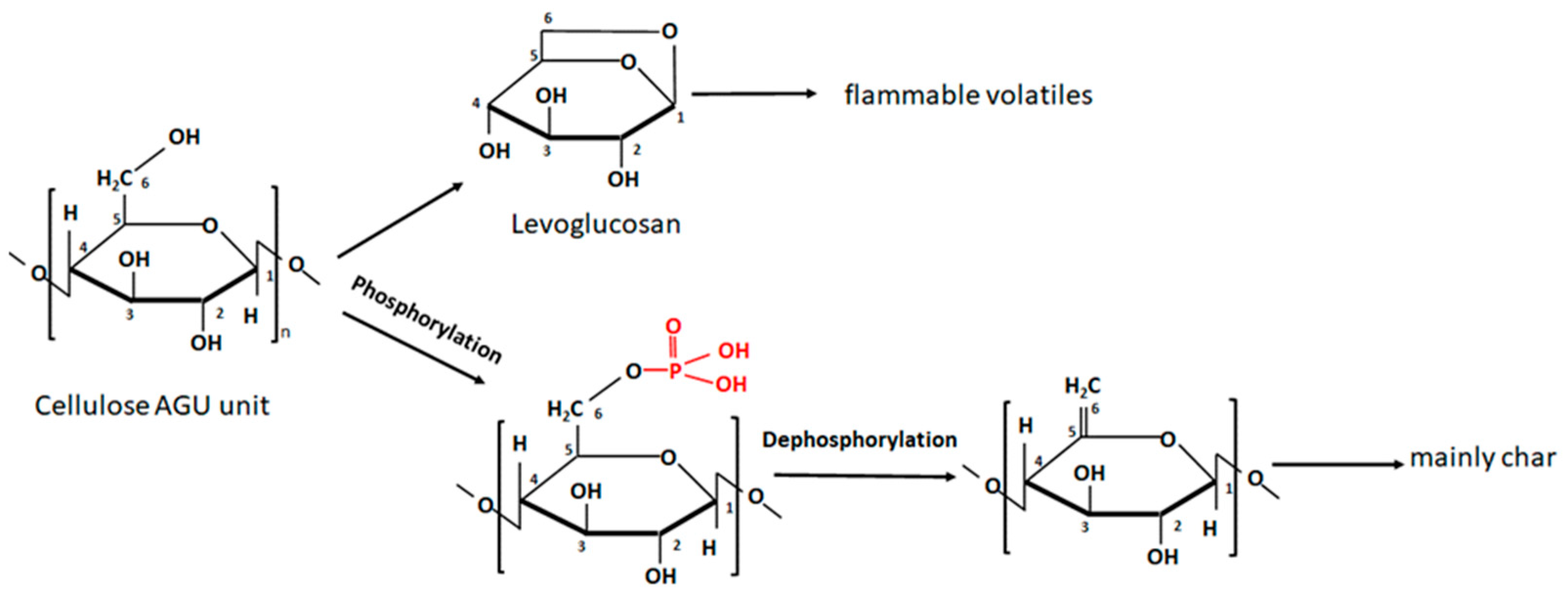
2. Methods of Nanocellulose Phosphorylation and Their Effects on FR Properties
3. Combination of Conventional Fire Retardants with Nanosized Additives
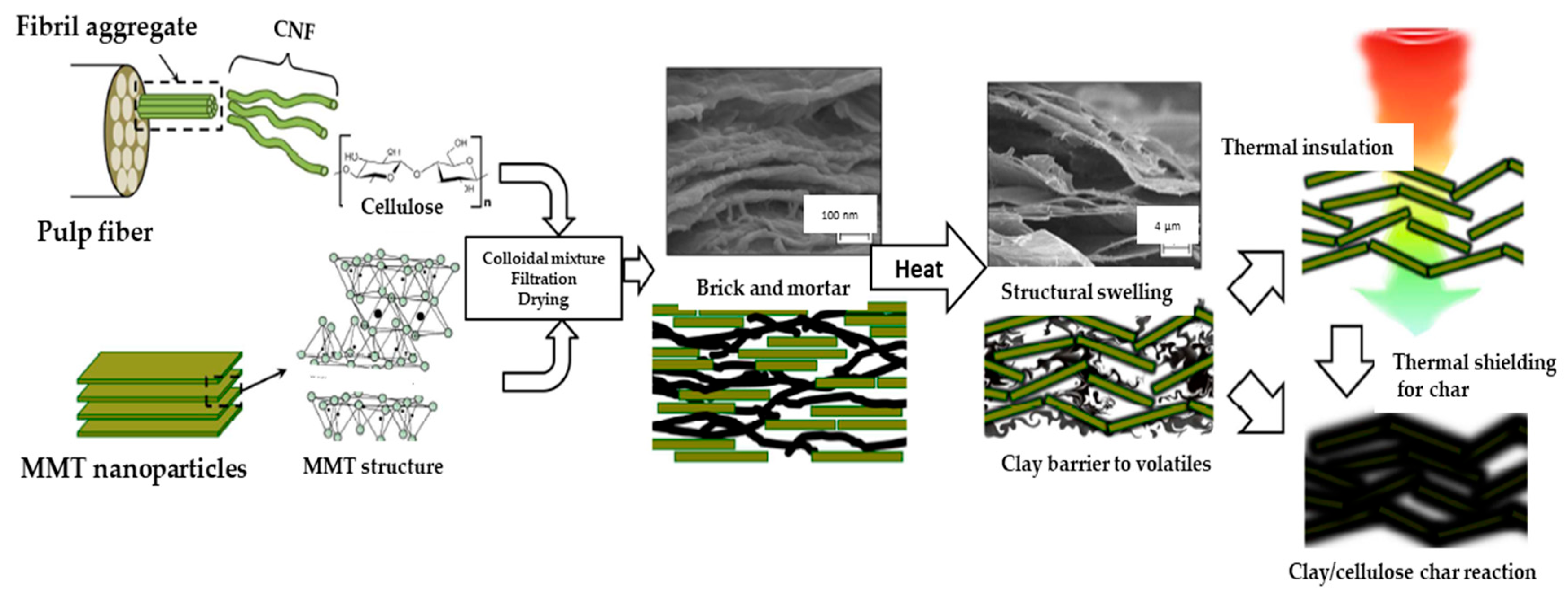
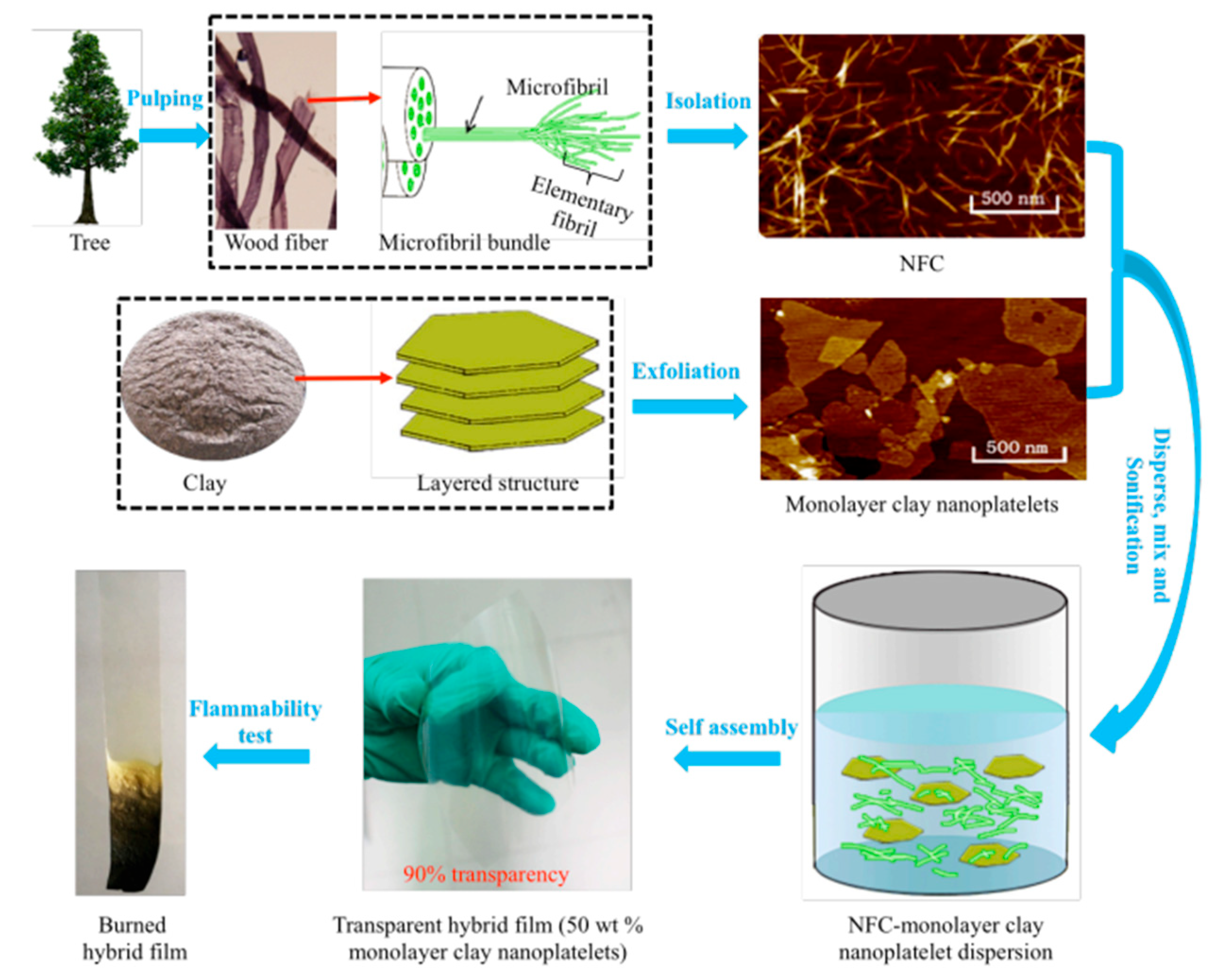
3.1. Nanoclays Case Study
3.2. 2D Carbon-, Black Phosphorus-, and MXene—Based Nanomaterials
4. Potential of Lignin and Chitosan in Cellulose-Based FR Coatings
5. Aerogels and Foams with Improved Fire Resistance
5.1. Effect of Cellulose Grade/Modification
5.2. Effect of Nanoclays, Metal-Containing, Graphene Oxide, Hydroxyapatite, Metal-Organic Frameworks (MOFs), and Conventional FRs
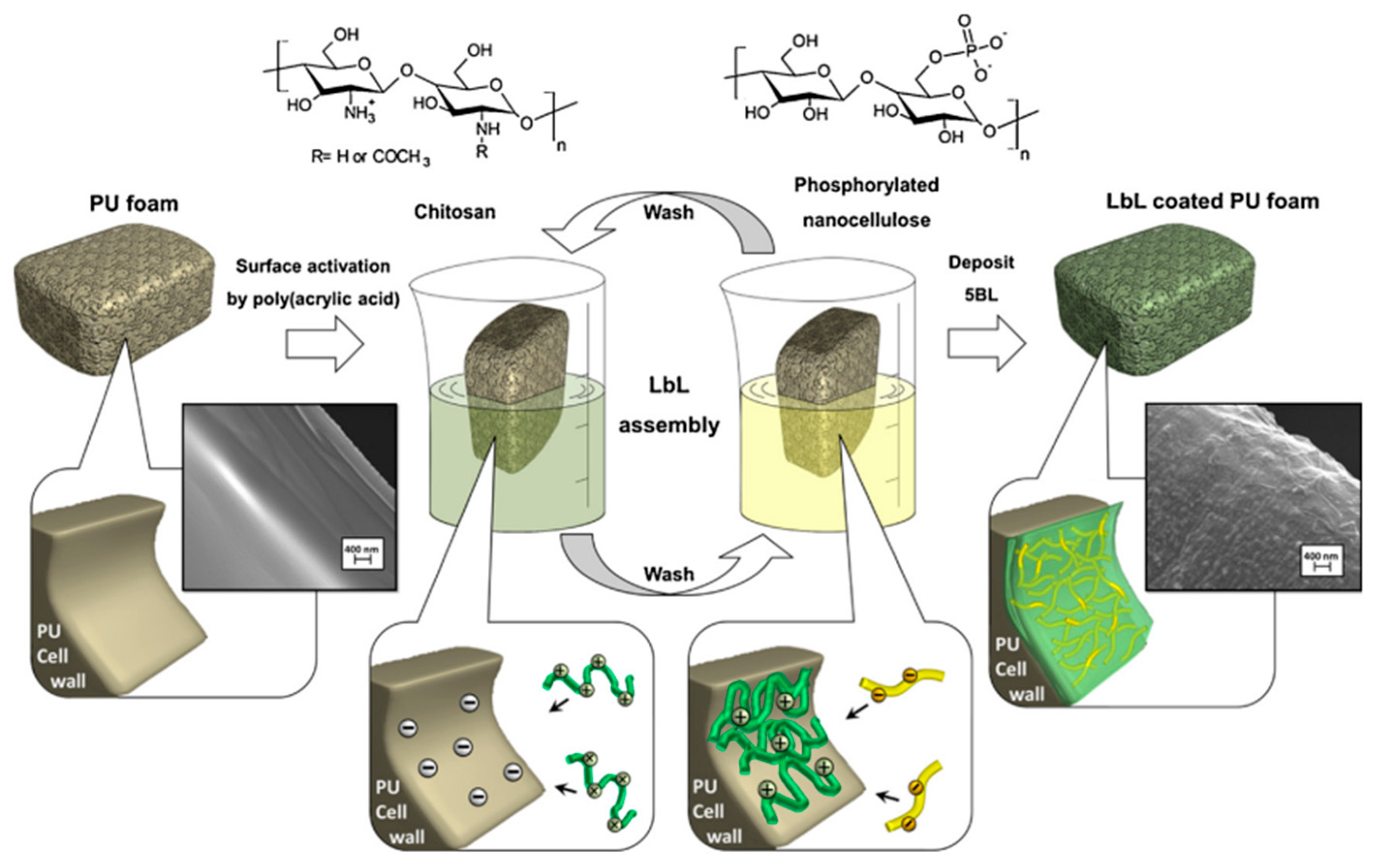
5.3. Layer-by-Layer Deposition of FR Coatings, Effect of Chitosan and MMT
5.4. Alginate- and Tannin-Based FR Foams
6. Conclusions
- Cellulose-based FR coatings showed promising results. Due to the presence of reactive OH groups in the backbone, cellulosic polymers can be easily modified. Phosphorylation of cellulose is an effective way to obtain an intrinsically flame-retardant grade of cellulose. The cellulosic substrate is compatible with many nanosized additives and conventional flame retardants. Unlike its counterparts, thermoplastics and thermosets, cellulose-based coatings, and films can be processed at ambient conditions.
- However, the development of NC-based coatings is mostly presented on a laboratory/bench scale. The main obstacle to large-scale commercialization remains the high cost of processing nanocelluloses, >100 USD per dry kg [142]. Decreasing the cost to <10 USD per kg (e.g., for NFC) will make nanocellulose material sustainable. This cost decrease can be achieved by increasing production capacity [142].
- One of the ways to facilitate nanocellulose production is by reducing the energy cost required for nanofibrillation. It was shown that significant energy input can be saved by using a twin-screw extruder (TSE) for cellulose processing [19]. Thus, phosphorylated NFC processing required energy consumption between 300 and 1000 kWh/t by using TSE compared to the case of using an ultra-fine grinder, with 11,000 kWh/t energy required for the manufacturing of a similar product. Alternatively, high-consistency enzymatically fibrillated cellulose (HefCel) nanocellulose grade can be processed at a high solid content (up to 25%) and 600 kWh/t energy input [80].
- Forest-derived materials have the potential to play a key role in the development of a circular economy. Nanocellulose is a particularly attractive material that could be used for coatings, free-standing films, and other applications. As technical and economic barriers are overcome, cellulosic materials could replace fossil-derived counterparts in bulk applications in the future.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Dahmen, N.; Lewandowski, I.; Zibek, S.; Weidtmann, A. Integrated lignocellulosic value chains in a growing bioeconomy: Status quo and perspectives. Glob. Chang. Biol. Bioenergy 2019, 11, 107–117. [Google Scholar] [CrossRef]
- Hubbe, M.A.; Ferrer, A.; Tyagi, P.; Yin, Y.; Salas, L.P.; Rojas, O.J. Nanocellulose in thin films, coatings, and plies for packaging applications: A Review. BioResources 2017, 12, 2143–2233. [Google Scholar] [CrossRef]
- Trache, D.; Tarchoun, A.F.; Derradji, M.; Hamidon, T.S.; Brosse, N.; Hussin, M.H. Nanocellulose: From Fundamentals to Advanced Applications. Front. Chem. 2020, 8, 392. [Google Scholar] [CrossRef] [PubMed]
- Oksman, K.; Aitomäki, Y.; Mathew, A.; Siqueira, G.; Zhow, Q.; Butylina, S.; Tanpichai, S.; Zhou, X.; Hooshmand, S. Review of the recent developments in cellulose nanocomposite processing. Compos. Part A Appl. Sci. Manuf. 2016, 83, 2–18. [Google Scholar] [CrossRef]
- Moon, R.J.; Martini, A.; Nairn, J.; Simonsen, J.; Youngblood, J. Cellulose nanomaterials review: Structure, properties and nanocomposites. Chem. Soc. Rev. 2011, 40, 3941–3994. [Google Scholar] [CrossRef] [PubMed]
- Vanderfleet, O.M.; Cranston, E.D. Production routes to tailor the performance of cellulose nanocrystals. Nat. Rev. Mater. 2021, 6, 124–144. [Google Scholar] [CrossRef]
- Zhu, H.; Luo, W.; Ciesielski, P.N.; Fang, Z.; Zhu, J.Y.; Henriksson, G.; Himmel, M.E.; Hu, L. Wood-Derived Materials for Green Electronics, Biological Devices, and Energy Applications. Chem. Rev. 2016, 116, 9305–9374. [Google Scholar] [CrossRef]
- Klemm, D.; Kramer, F.; Moritz, S.; Lindström, T.; Ankerfors, M.; Gray, D.; Dorris, A. Nanocelluloses: A new family of nature-based materials. Angew. Chem. Int. Ed. 2011, 50, 5438–5466. [Google Scholar] [CrossRef]
- Sirviö, J.A.; Hasa, T.; Ahola, J.; Liimatainen, H.; Niinimäki, J.; Hormi, O. Phosphonated nanocelluloses from sequential oxidative-reductive treatment—Physicochemical characteristics and thermal properties. Carbohydr. Polym. 2015, 133, 524–532. [Google Scholar] [CrossRef]
- Ghanadpour, M.; Carosio, F.; Larsson, P.T.; Wågberg, L. Phosphorylated Cellulose Nanofibrils: A Renewable Nanomaterial for the Preparation of Intrinsically Flame-Retardant Materials. Biomacromolecules 2015, 16, 3399–3410. [Google Scholar] [CrossRef]
- Hou, G.; Zhao, S.; Li, Y.; Fang, Z.; Isogai, A. Mechanically robust, flame-retardant phosphorylated cellulose films with tunable optical properties for light management in LEDs. Carbohydr. Polym. 2022, 298, 120129. [Google Scholar] [CrossRef] [PubMed]
- Qing, Y.; Sabo, R.; Zhu, J.Y.; Agarwal, U.; Cai, Z.; Wu, Y. A comparative study of cellulose nanofibrils disintegrated via multiple processing approaches. Carbohydr. Polym. 2013, 97, 226–234. [Google Scholar] [CrossRef]
- Rol, F.; Belgacem, N.M.; Gandini, A.; Bras, J. Recent advances in surface-modified cellulose nanofibrils. Progr. Polymer. Sci. 2019, 88, 241–264. [Google Scholar] [CrossRef]
- Zhang, S.; Li, S.N.; Wu, Q.; Li, Q.; Huang, J.; Li, W.; Zhang, W.; Wang, S. Phosphorus containing group and lignin toward intrinsically flame retardant cellulose nanofibril-based film with enhanced mechanical properties. Compos. B Eng. 2021, 212, 108699. [Google Scholar] [CrossRef]
- Saito, T.; Hirota, M.; Tamura, N.; Kimura, S.; Fukuzumi, H.; Heux, L.; Isogai, A. Individualization of nano-sized plant cellulose fibrils by direct surface carboxylation using TEMPO catalyst under neutral conditions. Biomacromolecules 2009, 10, 1992–1996. [Google Scholar] [CrossRef] [PubMed]
- Wågberg, L.; Decher, G.; Norgren, M.; Lindström, T.; Ankerfors, M.; Axnäs, K. The build-up of polyelectrolyte multilayers of microfibrillated cellulose and cationic polyelectrolytes. Langmuir 2008, 24, 784–795. [Google Scholar] [CrossRef] [PubMed]
- Henriksson, M.; Berglund, L.A.; Isaksson, P.; Lindström, T.; Nishino, T. Cellulose nanopaper structures of high toughness. Biomacromolecules 2008, 9, 1579–1585. [Google Scholar] [CrossRef]
- Noguchi, Y.; Homma, I.; Matsubara, Y. Complete nanofibrillation of cellulose prepared by phosphorylation. Cellulose 2017, 24, 1295–1305. [Google Scholar] [CrossRef]
- Rol, F.; Belgacem, N.; Meyer, V.; Petit-Conil, M.; Bras, J. Production of fire-retardant phosphorylated cellulose fibrils by twin-screw extrusion with low energy consumption. Cellulose 2019, 26, 5635–5651. [Google Scholar] [CrossRef]
- Šturcová, A.; Davies, G.R.; Eichhorn, S.J. Elastic modulus and stress-transfer properties of tunicate cellulose whiskers. Biomacromolecules 2005, 6, 1055–1061. [Google Scholar] [CrossRef]
- Lazar, S.T.; Kolibaba, T.J.; Grunlan, J.C. Flame-retardant surface treatments. Nat. Rev. Mater. 2020, 5, 259–275. [Google Scholar] [CrossRef]
- Donius, A.E.; Liu, A.; Berglund, L.A.; Wegst, U.G.K. Superior mechanical performance of highly porous, anisotropic nanocellulose-montmorillonite aerogels prepared by freeze casting. J. Mech. Behav. Biomed. Mater. 2014, 37, 88–99. [Google Scholar] [CrossRef] [PubMed]
- EU Regulation 1907/2006: Candidate List of Substances of Very High Concern for Authorisation; European Chemical Agency ECHA: Helsinki, Finland, 2006.
- Laoutid, F.; Bonnaud, L.; Alexandre, M.; Lopez-Cuesta, J.M.; Dubois, P. New prospects in flame retardant polymer materials: From fundamentals to nanocomposites. Mater. Sci. Eng. R Rep. 2009, 63, 100–125. [Google Scholar] [CrossRef]
- Available online: www.flameretardants-online.com/flame-retardants/market (accessed on 2 September 2023).
- Hull, T.R.; Witkowski, A.; Hollingbery, L. Fire retardant action of mineral fillers. Polym. Degrad. Stab. 2011, 96, 1462–1469. [Google Scholar] [CrossRef]
- Scharte, B. Phosphorus-based flame retardancy mechanisms-old hat or a starting point for future development? Materials 2010, 3, 4710–4745. [Google Scholar] [CrossRef] [PubMed]
- Özer, M.S.; Gaan, S. Recent developments in phosphorus based flame retardant coatings for textiles: Synthesis, applications and performance. Prog. Org. Coat. 2022, 171, 107027. [Google Scholar] [CrossRef]
- Weil, E.D. Fire-protective and flame-retardant coatings—A state-of-the-art review. J. Fire Sci. 2011, 29, 259–296. [Google Scholar] [CrossRef]
- Schartel, B.; Braun, U.; Schwarz, U.; Reinemann, S. Fire retardancy of polypropylene/flax blends. Polymer 2003, 44, 6241–6250. [Google Scholar] [CrossRef]
- Seefeldt, H.; Braun, U.; Wagner, M.H. Residue stabilization in the fire retardancy of wood-plastic composites: Combination of ammonium polyphosphate, expandable graphite, and red phosphorus. Macromol. Chem. Phys. 2012, 213, 2370–2377. [Google Scholar] [CrossRef]
- Ishikawa, T.; Mizuno, K.; Kajiya, T.; Maki, I.; Koshizuka, T.; Takeda, K. Structural decay and flame retardancy of wood as a natural polymer. Comb. Sci. Techn. 2005, 177, 819–842. [Google Scholar] [CrossRef]
- Kashiwagi, T.; Harris, R.H.; Zhang, X.; Briber, R.M.; Cipriano, B.H.; Raghavan, S.R.; Shields, J.R. Flame retardant mechanism of polyamide 6-clay nanocomposites. Polymer 2004, 45, 881–891. [Google Scholar] [CrossRef]
- Gilman, J.W.; Jackson, C.L.; Morgan, A.B.; Harris, R.; Manias, E.; Giannelis, E.P.; Phillips, S.H. Flammability properties of polymer—Layered-silicate nanocomposites. Polypropylene and polystyrene nanocomposites. Chem. Mater. 2000, 12, 1866–1873. [Google Scholar] [CrossRef]
- Fu, Q.; Medina, L.; Li, Y.; Carosio, F.; Hajian, A.; Berglund, L.A. Nanostructured wood hybrids for fire-retardancy prepared by clay impregnation into the cell wall. ACS Appl. Mater. Interfaces 2017, 9, 36154–36163. [Google Scholar] [CrossRef]
- Chen, G.; Chen, C.; Pei, Y.; He, S.; Liu, Y.; Jiang, B.; Hu, L. A strong, flame-retardant, and thermally insulating wood laminate. Chem. Eng. J. 2020, 383, 123109. [Google Scholar] [CrossRef]
- Guo, G.; Park, C.B.; Lee, Y.H.; Kim, Y.S.; Sain, M. Flame retarding effects of nanoclay on wood-fiber composites. Polym. Eng. Sci. 2007, 47, 330–336. [Google Scholar] [CrossRef]
- Lee, Y.H.; Kuboki, T.; Park, C.B.; Sain, M.; Kontopoulou, M. The effects of clay dispersion on the mechanical, physical, and flame-retarding properties of wood fiber/polyethylene/clay nanocomposites. J. Appl. Polym. Sci. 2010, 118, 452–461. [Google Scholar] [CrossRef]
- Kashiwagi, T.; Du, F.; Winey, K.I.; Groth, K.M.; Shields, J.R.; Bellayer, S.P.; Douglas, J.F. Flammability properties of polymer nanocomposites with single-walled carbon nanotubes: Effects of nanotube dispersion and concentration. Polymer 2005, 46, 471–481. [Google Scholar] [CrossRef]
- Cabello-Alvarado, C.; Reyes-Rodríguez, P.; Andrade-Guel, M.; Cadenas-Pliego, G.; Pérez-Alvarez, M.; Cruz-Delgado, V.J.; Ávila-Orta, C.A. Melt-mixed thermoplastic nanocomposite containing carbon nanotubes and titanium dioxide for flame retardancy applications. Polymers 2019, 11, 1204. [Google Scholar] [CrossRef]
- Grexa, O.; Poutch, F.; Manikova, D.; Martvonova, H.; Bartekova, A. Intumescence in fire retardancy of lignocellulosic panels. Polym. Degrad. Stab. 2003, 82, 373–377. [Google Scholar] [CrossRef]
- Gavgani, J.N.; Adelnia, H.; Gudarzi, M.M. Intumescent flame retardant polyurethane/reduced graphene oxide composites with improved mechanical, thermal, and barrier properties. J. Mater. Sci. 2014, 49, 243–254. [Google Scholar] [CrossRef]
- Esmailpour, A.; Majidi, R.; Taghiyari, H.R.; Ganjkhani, M.; Armaki, S.M.M.; Papadopoulos, A.N. Improving fire retardancy of beechwood by graphene. Polymers 2020, 12, 303. [Google Scholar] [CrossRef]
- Bajwa, D.S.; Rehovsky, C.; Shojaeiarani, J.; Stark, N.; Bajwa, S.; Dietenberger, M.A. Functionalized cellulose nanocrystals: A potential fire retardant for polymer composites. Polymers 2019, 11, 1361. [Google Scholar] [CrossRef] [PubMed]
- Bueno, A.B.F.; Bañón, M.V.N.; De Morentín, L.M.; García, J.M. Treatment of natural wood veneers with nano-oxides to improve their fire behaviour. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Philadelphia, PA, USA, 2014; Volume 64, pp. 1–6. [Google Scholar]
- Ren, D.; Li, J.; Xu, J.; Wu, Z.; Bao, Y.; Li, N.; Chen, Y. Efficient antifungal and flame-retardant properties of ZnO-TiO2-layered double-nanostructures coated on bamboo substrate. Coatings 2018, 8, 341. [Google Scholar] [CrossRef]
- Deraman, A.F.; Chandren, S. Fire-retardancy of wood coated by titania nanoparticles. In AIP Conference Proceedings; American Institute of Physics Inc.: College Park, MD, USA, 2019; Volume 2155, p. 020022. [Google Scholar] [CrossRef]
- Kashiwagi, T.; Gilman, J.W.; Butler, K.M.; Harris, R.H.; Shields, J.R.; Asano, A. Flame retardant mechanism of silica gel/silica. Fire Mater. 2000, 24, 277–289. [Google Scholar] [CrossRef]
- Yang, L.; Mukhopadhyay, A.; Jiao, Y.; Yong, Q.; Chen, L.; Xing, Y.; Hamel, J.; Zhu, H. Ultralight, highly thermally insulating and fire resistant aerogel by encapsulating cellulose nanofibers with two-dimensional MoS2. Nanoscale 2017, 9, 11452–11462. [Google Scholar] [CrossRef]
- Mao, M.; Yu, K.X.; Cao, C.F.; Gong, L.X.; Zhang, G.D.; Zhao, L.; Song, P.; Gao, J.F.; Tang, L.C. Facile and green fabrication of flame-retardant Ti3C2Tx MXene networks for ultrafast, reusable and weather-resistant fire warning. Chem. Eng. J. 2022, 427, 131615. [Google Scholar] [CrossRef]
- Yu, B.; Tawiah, B.; Wang, L.Q.; Yuen, A.C.Y.; Zhang, Z.C.; Shen, L.L.; Yeoh, G.H. Interface decoration of exfoliated MXene ultra-thin nanosheets for fire and smoke suppressions of thermoplastic polyurethane elastomer. J. Hazard. Mater. 2019, 374, 110–119. [Google Scholar] [CrossRef]
- Gogotsi, Y.; Anasori, B. The rise of MXenes. ACS Nano 2019, 13, 8491–8494. [Google Scholar] [CrossRef]
- Nabipour, H.; Wang, X.; Song, L.; Hu, Y. Metal-organic frameworks for flame retardant polymers application: A critical review. Compos. Part A Appl. Sci. Manuf. 2020, 139, 106113. [Google Scholar] [CrossRef]
- Nabipour, H.; Nie, S.; Wang, X.; Song, L.; Hu, Y. Highly flame retardant zeolitic imidazole framework-8@cellulose composite aerogels as absorption materials for organic pollutants. Cellulose 2020, 27, 2237–2251. [Google Scholar] [CrossRef]
- Zhou, S.; Strømme, M.; Xu, C. Highly transparent, flexible, and mechanically strong nanopapers of cellulose nanofibers @metal–organic frameworks. Chem.—A Eur. J. 2019, 25, 3515–3520. [Google Scholar] [CrossRef]
- Pan, Y.T.Z.; Zhang, Z.; Yang, R. The rise of MOFs and their derivatives for flame retardant polymeric materials: A critical review. Compos. B Eng. 2020, 199, 108265. [Google Scholar] [CrossRef]
- Alongi, J.; Carletto, R.A.; Di Blasio, A.; Cuttica, F.; Carosio, F.; Bosco, F.; Malucelli, G. Intrinsic intumescent-like flame retardant properties of DNA-treated cotton fabrics. Carbohydr. Polym. 2013, 96, 296–304. [Google Scholar] [CrossRef] [PubMed]
- Bosco, F.; Carletto, R.A.; Alongi, J.; Marmo, L.; Di Blasio, A.; Malucelli, G. Thermal stability and flame resistance of cotton fabrics treated with whey proteins. Carbohydr. Polym. 2013, 94, 372–377. [Google Scholar] [CrossRef]
- Wang, X.; Hu, Y.; Song, L.; Xuan, S.; Xing, W.; Bai, Z.; Lu, H. Flame retardancy and thermal degradation of intumescent flame retardant poly(lactic acid)/starch biocomposites. Ind. Eng. Chem. Res. 2011, 50, 713–720. [Google Scholar] [CrossRef]
- Costes, L.; Laoutid, F.; Brohez, S.; Dubois, P. Bio-based flame retardants: When nature meets fire protection. Mater. Sci. Eng. R Rep. 2017, 117, 1–25. [Google Scholar] [CrossRef]
- Malucelli, G. Flame-retardant systems based on chitosan and its derivatives: State of the art and perspectives. Molecules 2020, 25, 4046. [Google Scholar] [CrossRef]
- Réti, C.; Casetta, M.; Duquesne, S.; Bourbigot, S.; Delobel, R. Flammability properties of intumescent PLA starch and lignin. Polym. Adv. Technol. 2008, 19, 628–635. [Google Scholar] [CrossRef]
- Sykam, K.; Försth, M.; Sas, G.; Restás, Á.; Das, O. Phytic acid: A bio-based flame retardant for cotton and wool fabrics. Ind. Crops Prod. 2021, 164, 113349. [Google Scholar] [CrossRef]
- Kang, K.Y.; Kim, D.Y. Influence of sulfuric acid impregnation on the carbonization of cellulose. J. Korean Phys. Soc. 2012, 60, 1818–1822. [Google Scholar] [CrossRef]
- Mishra, P.; Pavelek, O.; Rasticova, M.; Mishra, H.; Ekielski, A. Nanocellulose-Based Biomedical Scaffolds in Future Bioeconomy: A Techno-Legal Assessment of the State-of-the-Art. Front. Bioeng. Biotechn. 2022, 9, 789603. [Google Scholar] [CrossRef] [PubMed]
- Lecoeur, E.; Vroman, I.; Bourbigot, S.; Lam, T.M.; Delobel, R. Flame retardant formulations for cotton. Polym. Degrad. Stab. 2001, 74, 487–492. [Google Scholar] [CrossRef]
- Ghanadpour, M.; Carosio, F.; Ruda, M.C.; Wågberg, L. Tuning the Nanoscale Properties of Phosphorylated Cellulose Nanofibril-Based Thin Films to Achieve Highly Fire-Protecting Coatings for Flammable Solid Materials. ACS Appl. Mater. Interfaces 2018, 10, 32543–32555. [Google Scholar] [CrossRef]
- Inagaki, N.; Nakamura, S.; Asai, H.; Katsuura, K. Phosphorylation of Cellulose with Phosphorous Acid and Thermal Degradation of the Product. J. Appl. Polym. Sci. 1976, 20, 2829–2836. [Google Scholar] [CrossRef]
- Suflet, D.M.; Chitanu, G.C.; Popa, V.I. Phosphorylation of polysaccharides: New results on synthesis and characterisation of phosphorylated cellulose. React. Funct. Polym. 2006, 66, 1240–1249. [Google Scholar] [CrossRef]
- Ablouh, E.H.; Brouillette, F.; Taourirte, M.; Sehaqui, H.; El Achaby, M.; Belfkira, A. A highly efficient chemical approach to producing green phosphorylated cellulosic macromolecules. RSC Adv. 2021, 11, 24206–24216. [Google Scholar] [CrossRef] [PubMed]
- Kokol, V.; Božič, M.; Vogrinčič, R.; Mathew, A.P. Characterisation and properties of homo- and heterogenously phosphorylated nanocellulose. Carbohydr. Polym. 2015, 125, 301–313. [Google Scholar] [CrossRef]
- Rol, F.; Sillard, C.; Bardet, M.; Yarava, J.R.; Emsley, L.; Gablin, C.; Bras, J. Cellulose phosphorylation comparison and analysis of phosphorate position on cellulose fibers. Carbohydr. Polym. 2020, 229, 115294. [Google Scholar] [CrossRef]
- Fiss, B.G.; Hatherly, L.; Stein, R.S.; Friščić, T.; Moores, A. Mechanochemical Phosphorylation of Polymers and Synthesis of Flame-Retardant Cellulose Nanocrystals. ACS Sustain. Chem. Eng. 2019, 7, 7951–7959. [Google Scholar] [CrossRef]
- Shi, Y.; Belosinschi, D.; Brouillette, F.; Belfkira, A.; Chabot, B. Phosphorylation of Kraft fibers with phosphate esters. Carbohydr. Polym. 2014, 106, 121–127. [Google Scholar] [CrossRef]
- Wu, M.; Huang, Y.; Zhang, T.; Kuga, S.; Ewulonu, C.M. Cellulose nanofibril-based flame retardant and its application to paper. ACS Sustain. Chem. Eng. 2020, 8, 10222–10229. [Google Scholar]
- Antoun, K.; Ayadi, M.; El Hage, R.; Nakhl, M.; Sonnier, R.; Gardiennet, C.; Brosse, N. Renewable phosphorous-based flame retardant for lignocellulosic fibers. Ind. Crops Prod. 2022, 186, 115265. [Google Scholar] [CrossRef]
- Yuan, H.B.; Tang, R.C.; Yu, C.B. Flame retardant functionalization of microcrystalline cellulose by phosphorylation reaction with phytic acid. Int. J. Mol. Sci. 2021, 22, 9631. [Google Scholar] [CrossRef] [PubMed]
- Božič, M.; Liu, P.; Mathew, A.P.; Kokol, V. Enzymatic phosphorylation of cellulose nanofibers to new highly-ions adsorbing, flame-retardant and hydroxyapatite-growth induced natural nanoparticles. Cellulose 2014, 21, 2713–2726. [Google Scholar] [CrossRef]
- Gospodinova, N.; Grelard, A.; Jeannin, M.; Chitanu, G.C.; Carpov, A.; Thiéry, V.; Besson, T. Efficient solvent-free microwave phosphorylation of microcrystalline cellulose. Green Chem. 2002, 4, 220–222. [Google Scholar] [CrossRef]
- Khakalo, A.; Jaiswal, A.K.; Kumar, V.; Gestranius, M.; Kangas, H.; Tammelin, T. Production of High-Solid-Content Fire-Retardant Phosphorylated Cellulose Microfibrils. ACS Sustain. Chem. Eng. 2021, 9, 12365–12375. [Google Scholar] [CrossRef]
- Ghanadpour, M.; Carosio, F.; Wågberg, L. Ultrastrong and flame-resistant freestanding films from nanocelluloses, self-assembled using a layer-by-layer approach. Appl. Mater. Today 2017, 9, 229–239. [Google Scholar] [CrossRef]
- Rol, F.; Karakashov, B.; Nechyporchuk, O.; Terrien, M.; Meyer, V.; Dufresne, A.; Belgacem, M. Pilot-Scale Twin Screw Extrusion and Chemical Pretreatment as an Energy-Efficient Method for the Production of Nanofibrillated Cellulose at High Solid Content. ACS Sustain. Chem. Eng. 2017, 5, 6524–6531. [Google Scholar] [CrossRef]
- Gold, C. Standard UL-94: Test for Flammability of Plastic Materials for Parts in Devices and Appliances; Tech Notes: Washington, DC, USA, 2006; Volume II. [Google Scholar]
- Velencoso, M.M.; Battig, A.; Markwart, J.C.; Schartel, B.; Wurm, F.R. Molekulare Brandbekämpfung—Wie moderne Phosphorchemie zur Lösung der Flammschutzaufgabe beitragen kann. Angew. Chem. 2018, 130, 10608–106026. [Google Scholar] [CrossRef]
- Carosio, F.; Kochumalayil, J.; Cuttica, F.; Camino, G.; Berglund, L. Oriented Clay Nanopaper from Biobased Components—Mechanisms for Superior Fire Protection Properties. ACS Appl. Mater. Interfaces 2015, 7, 5847–5856. [Google Scholar] [CrossRef]
- Kiliaris, P.; Papaspyrides, C.D. Polymer/layered silicate (clay) nanocomposites: An overview of flame retardancy. Progress. Polym. Sci. 2010, 35, 902–958. [Google Scholar] [CrossRef]
- Liu, A.; Walther, A.; Ikkala, O.; Belova, L.; Berglund, L.A. Clay nanopaper with tough cellulose nanofiber matrix for fire retardancy and gas barrier functions. Biomacromolecules 2011, 12, 633–641. [Google Scholar] [CrossRef] [PubMed]
- Carosio, F.; Cuttica, F.; Medina, L.; Berglund, L.A. Clay nanopaper as multifunctional brick and mortar fire protection coating-Wood case study. Mater. Des. 2016, 93, 357–363. [Google Scholar] [CrossRef]
- Carosio, F.; Kochumalayil, J.; Fina, A.; Berglund, L.A. Extreme thermal shielding effects in nanopaper based on multilayers of aligned clay nanoplatelets in cellulose nanofiber matrix. Adv. Mater. Interfaces 2016, 3, 1600551. [Google Scholar] [CrossRef]
- Ming, S.; Chen, G.; He, J.; Kuang, Y.; Liu, Y.; Tao, R.; Fang, Z. Highly transparent and self-extinguishing nanofibrillated cellulose-monolayer clay nanoplatelet hybrid films. Langmuir 2017, 33, 8455–8462. [Google Scholar] [CrossRef] [PubMed]
- Qin, S.; Pour, M.G.; Lazar, S.; Köklükaya, O.; Gerringer, J.; Song, Y.; Grunlan, J.C. Super gas barrier and fire resistance of nanoplatelet/nanofibril multilayer thin films. Adv. Mater. Interfaces 2019, 6, 1801424. [Google Scholar] [CrossRef]
- Santos, L.P.; Da Silva, D.S.; Morari, T.H.; Galembeck, F. Environmentally friendly, high-performance fire retardant made from cellulose and graphite. Polymers 2021, 13, 2400. [Google Scholar] [CrossRef] [PubMed]
- ISO 1182:2020; Reaction to Fire Tests for Products—Non-Combustibility Test. ISO: Geneva, Switzerland, 2020.
- Miao, Y.; Wang, X.; Liu, Y.; Liu, Z.; Chen, W. Preparation of graphene oxide/cellulose composites with microcrystalline cellulose acid hydrolysis using the waste acids generated by the hummers method of graphene oxide synthesis. Polymers 2021, 13, 4453. [Google Scholar] [CrossRef]
- Higginbotham, A.L.; Lomeda, J.R.; Morgan, A.B.; Tour, J.M. Graphite oxide flame-retardant polymer nanocomposites. ACS Appl. Mater. Interfaces 2009, 1, 2256–2261. [Google Scholar] [CrossRef]
- Zhang, Z.; Yang, D.; Yang, H.; Li, Y.; Lu, S.; Cai, R.; Tan, W. A Hydrophobic Sisal Cellulose Microcrystal Film for Fire Alarm Sensors. Nano Lett. 2021, 21, 2104–2110. [Google Scholar] [CrossRef]
- Cao, C.F.; Yu, B.; Guo, B.F.; Hu, W.J.; Sun, F.N.; Zhang, Z.H.; Wang, H. Bio-inspired, sustainable and mechanically robust graphene oxide-based hybrid networks for efficient fire protection and warning. Chem. Eng. J. 2022, 439, 134516. [Google Scholar] [CrossRef]
- Qiu, S.; Ren, X.; Zhou, X.; Zhang, T.; Song, L.; Hu, Y. Nacre-Inspired Black Phosphorus/Nanofibrillar Cellulose Composite Film with Enhanced Mechanical Properties and Superior Fire Resistance. ACS Appl. Mater. Interfaces 2020, 12, 36639–36651. [Google Scholar] [CrossRef] [PubMed]
- Xie, H.; Lai, X.; Li, H.; Gao, J.; Zeng, X.; Huang, X.; Lin, X. A highly efficient flame retardant nacre-inspired nanocoating with ultrasensitive fire-warning and self-healing capabilities. Chem. Eng. J. 2019, 369, 8–17. [Google Scholar] [CrossRef]
- Zeng, Q.; Zhao, Y.; Lai, X.; Jiang, C.; Wang, B.; Li, H.; Chen, Z. Skin-inspired multifunctional MXene/cellulose nanocoating for smart and efficient fire protection. Chem. Eng. J. 2022, 446, 136899. [Google Scholar] [CrossRef]
- Chollet, B.; Lopez-Cuesta, J.M.; Laoutid, F.; Ferry, L. Lignin nanoparticles as a promising way for enhancing lignin flame retardant effect in polylactide. Materials 2019, 12, 2132. [Google Scholar] [CrossRef] [PubMed]
- Wu, Q.; Ran, F.; Dai, L.; Li, C.; Li, R.; Si, C. A functional lignin-based nanofiller for flame-retardant blend. Int. J. Biol. Macromol. 2021, 190, 390–395. [Google Scholar] [CrossRef]
- Dai, P.; Liang, M.; Ma, X.; Luo, Y.; He, M.; Gu, X.; Luo, Z. Highly Efficient, Environmentally Friendly Lignin-Based Flame Retardant Used in Epoxy Resin. ACS Omega 2020, 5, 32084–32093. [Google Scholar] [CrossRef]
- Zheng, C.; Li, D.; Ek, M. Improving fire retardancy of cellulosic thermal insulating materials by coating with bio-based fire retardants. Nord. Pulp Paper Res. J. 2019, 34, 96–106. [Google Scholar] [CrossRef]
- Han, T.; Sophonrat, N.; Evangelopoulos, P.; Persson, H.; Yang, W.; Jönsson, P. Evolution of sulfur during fast pyrolysis of sulfonated Kraft lignin. J. Anal. Appl. Pyrolysis 2018, 133, 162–168. [Google Scholar] [CrossRef]
- Tong, C.; Zhang, S.; Zhong, T.; Fang, Z.; Liu, H. Highly fibrillated and intrinsically flame-retardant nanofibrillated cellulose for transparent mineral filler-free fire-protective coatings. Chem. Eng. J. 2021, 419, 129440. [Google Scholar] [CrossRef]
- Soares Bilhalva Dos Santos, P.; Fuentes Da Silva, S.; Labidi, J.; Gatto, D. Fire resistance of wood treated by emulsion from kraft lignin. Drewno 2016, 59, 199–204. [Google Scholar] [CrossRef]
- Uddin, K.M.A.; Ago, M.; Rojas, O.J. Hybrid films of chitosan, cellulose nanofibrils and boric acid: Flame retardancy, optical and thermo-mechanical properties. Carbohydr. Polym. 2017, 177, 13–21. [Google Scholar] [CrossRef] [PubMed]
- Pan, H.; Song, L.; Ma, L.; Pan, Y.; Liew, K.M.; Hu, Y. Layer-by-layer assembled thin films based on fully biobased polysaccharides: Chitosan and phosphorylated cellulose for flame-retardant cotton fabric. Cellulose 2014, 21, 2995–3006. [Google Scholar] [CrossRef]
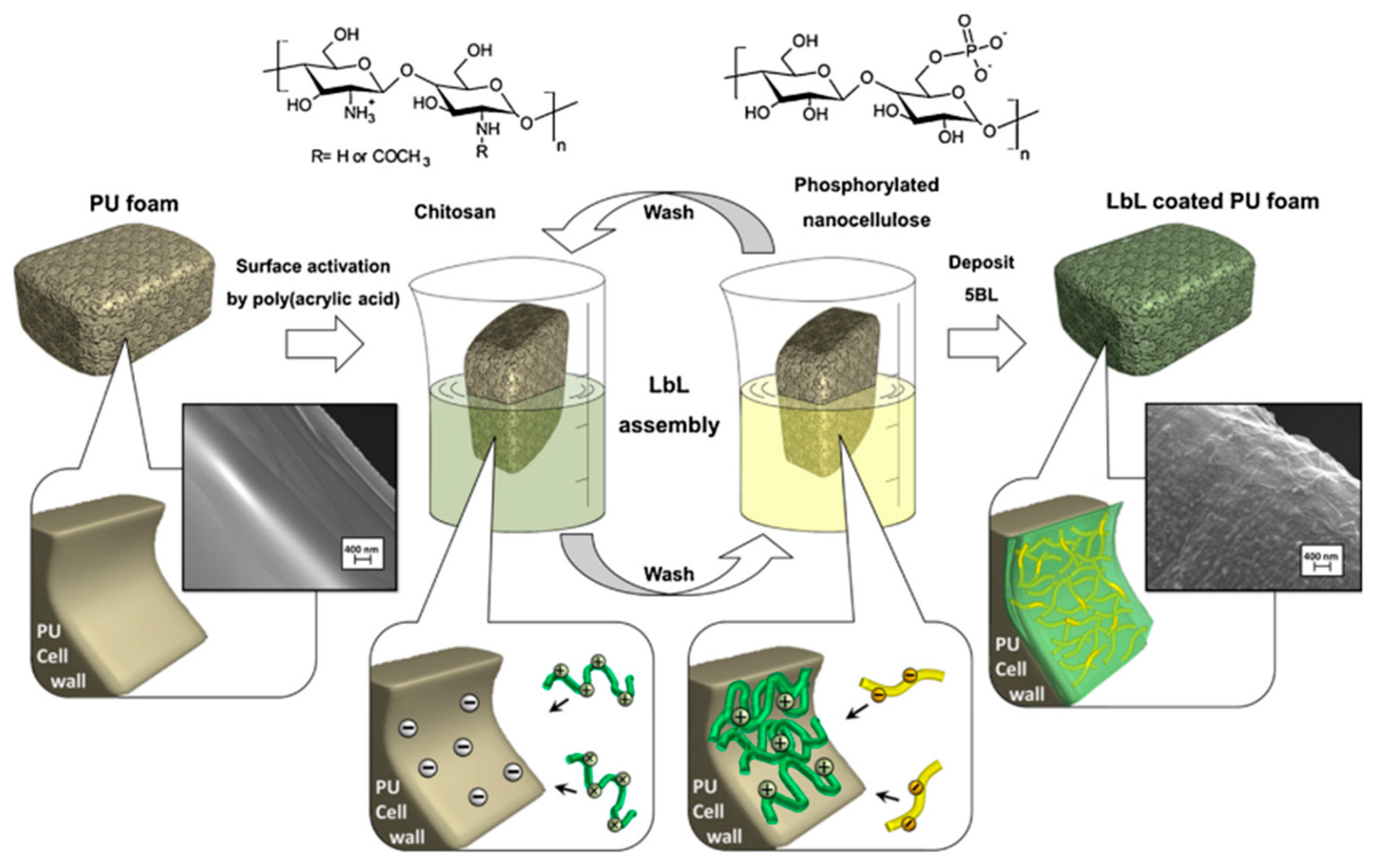
- Carosio, F.; Ghanadpour, M.; Alongi, J.; Wågberg, L. Layer-by-layer-assembled chitosan/phosphorylated cellulose nanofibrils as a bio-based and flame protecting nano-exoskeleton on PU foams. Carbohydr. Polym. 2018, 202, 479–487. [Google Scholar] [CrossRef]
- Köklükaya, O.; Carosio, F.; Wågberg, L. Superior Flame-Resistant Cellulose Nanofibril Aerogels Modified with Hybrid Layer-by-Layer Coatings. ACS Appl. Mater. Interfaces 2017, 9, 29082–29092. [Google Scholar] [CrossRef]
- Dorez, G.; Ferry, L.; Sonnier, R.; Taguet, A.; Lopez-Cuesta, J.M. Effect of cellulose, hemicellulose and lignin contents on pyrolysis and combustion of natural fibers. J. Anal. Appl. Pyrolysis 2014, 107, 323–331. [Google Scholar] [CrossRef]
- Gao, C.; Zhou, L.; Yao, S.; Qin, C.; Fatehi, P. Phosphorylated kraft lignin with improved thermal stability. Int. J. Biol. Macromol. 2020, 162, 1642–1652. [Google Scholar] [CrossRef]
- Zhang, T.; Yan, H.; Shen, L.; Fang, Z.; Zhang, X.; Wang, J.; Zhang, B. Chitosan/phytic acid polyelectrolyte complex: A green and renewable intumescent flame retardant system for ethylene-vinyl acetate copolymer. Ind. Eng. Chem. Res. 2014, 53, 19199–191207. [Google Scholar] [CrossRef]
- Moussout, H.; Ahlafi, H.; Aazza, M.; Bourakhouadar, M. Kinetics and mechanism of the thermal degradation of biopolymers chitin and chitosan using thermogravimetric analysis. Polym. Degrad. Stab. 2016, 130, 1–9. [Google Scholar] [CrossRef]
- Cogollo-Herrera, K.; Bonfante-Álvarez, H.; De Ávila-Montiel, G.; Barros, A.H.; González-Delgado, Á.D. Techno-economic sensitivity analysis of large scale chitosan production process from shrimp shell wastes. Chem. Eng. Trans. 2018, 70, 2179–2184. [Google Scholar]
- Niu, F.; Wu, N.; Yu, J.; Ma, X. Gelation, flame retardancy, and physical properties of phosphorylated microcrystalline cellulose aerogels. Carbohydr. Polym. 2020, 242, 116422. [Google Scholar] [CrossRef] [PubMed]
- Zhu, Y.; Yu, Z.; Zhu, J.; Zhang, Y.; Ren, X.; Jiang, F. Developing flame-retardant lignocellulosic nanofibrils through reactive deep eutectic solvent treatment for thermal insulation. Chem. Eng. J. 2022, 445, 136748. [Google Scholar] [CrossRef]
- Carosio, F.; Medina, L.; Kochumalayil, J.; Berglund, L.A. Green and fire resistant nanocellulose/hemicellulose/clay foams. Adv. Mater. Interfaces 2021, 8, 2101111. [Google Scholar] [CrossRef]
- Wang, L.; Sánchez-Soto, M. Green bio-based aerogels prepared from recycled cellulose fiber suspensions. RSC Adv. 2015, 5, 31384–31391. [Google Scholar] [CrossRef]
- Han, Y.; Zhang, X.; Wu, X.; Lu, C. Flame Retardant, Heat Insulating Cellulose Aerogels from Waste Cotton Fabrics by in Situ Formation of Magnesium Hydroxide Nanoparticles in Cellulose Gel Nanostructures. ACS Sustain. Chem. Eng. 2015, 3, 1853–1859. [Google Scholar] [CrossRef]
- He, C.; Huang, J.; Li, S.; Meng, K.; Zhang, L.; Chen, Z.; Lai, Y. Mechanically Resistant and Sustainable Cellulose-Based Composite Aerogels with Excellent Flame Retardant, Sound-Absorption, and Superantiwetting Ability for Advanced Engineering Materials. ACS Sustain. Chem. Eng. 2018, 6, 927–936. [Google Scholar] [CrossRef]
- Fan, B.; Chen, S.; Yao, Q.; Sun, Q.; Jin, C. Fabrication of cellulose nanofiber/AlOOH aerogel for flame retardant and thermal insulation. Materials 2017, 10, 311. [Google Scholar] [CrossRef]
- Yuan, B.; Zhang, J.; Yu, J.; Song, R.; Mi, Q.; He, J.; Zhang, J. Transparent and flame retardant cellulose/aluminum hydroxide nanocomposite aerogels. Sci. China Chem. 2016, 59, 1335–1341. [Google Scholar] [CrossRef]
- Yuan, B.; Zhang, J.; Mi, Q.; Yu, J.; Song, R.; Zhang, J. Transparent cellulose-silica composite aerogels with excellent flame retardancy via an in situ sol-gel process. ACS Sustain. Chem. Eng. 2017, 5, 11117–11123. [Google Scholar] [CrossRef]
- Farooq, M.; Sipponen, M.H.; Seppälä, A.; Österberg, M. Eco-friendly Flame-Retardant Cellulose Nanofibril Aerogels by Incorporating Sodium Bicarbonate. ACS Appl. Mater. Interfaces 2018, 10, 27407–27415. [Google Scholar] [CrossRef]
- Guo, W.; Wang, X.; Zhang, P.; Liu, J.; Song, L.; Hu, Y. Nano-fibrillated cellulose-hydroxyapatite based composite foams with excellent fire resistance. Carbohydr. Polym. 2018, 195, 71–78. [Google Scholar] [CrossRef]
- Yang, W.; Ping, P.; Wang, L.L.; Chen, T.B.Y.; Yuen, A.C.Y.; Zhu, S.E.; Wang, P.P.; Sun, C.; Zhang, C.Y.; Lu, H.D.; et al. Fabrication of Fully Bio-Based Aerogels via Microcrystalline Cellulose and Hydroxyapatite Nanorods with Highly Effective Flame-Retardant Properties. ACS Appl. Nano Mater. 2018, 1, 1921–1931. [Google Scholar] [CrossRef]
- Huang, C.; Bhagia, S.; Hao, N.; Meng, X.; Liang, L.; Yong, Q.; Ragauskas, A.J. Biomimetic composite scaffold from an in situ hydroxyapatite coating on cellulose nanocrystals. RSC Adv. 2019, 9, 5786–5793. [Google Scholar] [CrossRef] [PubMed]
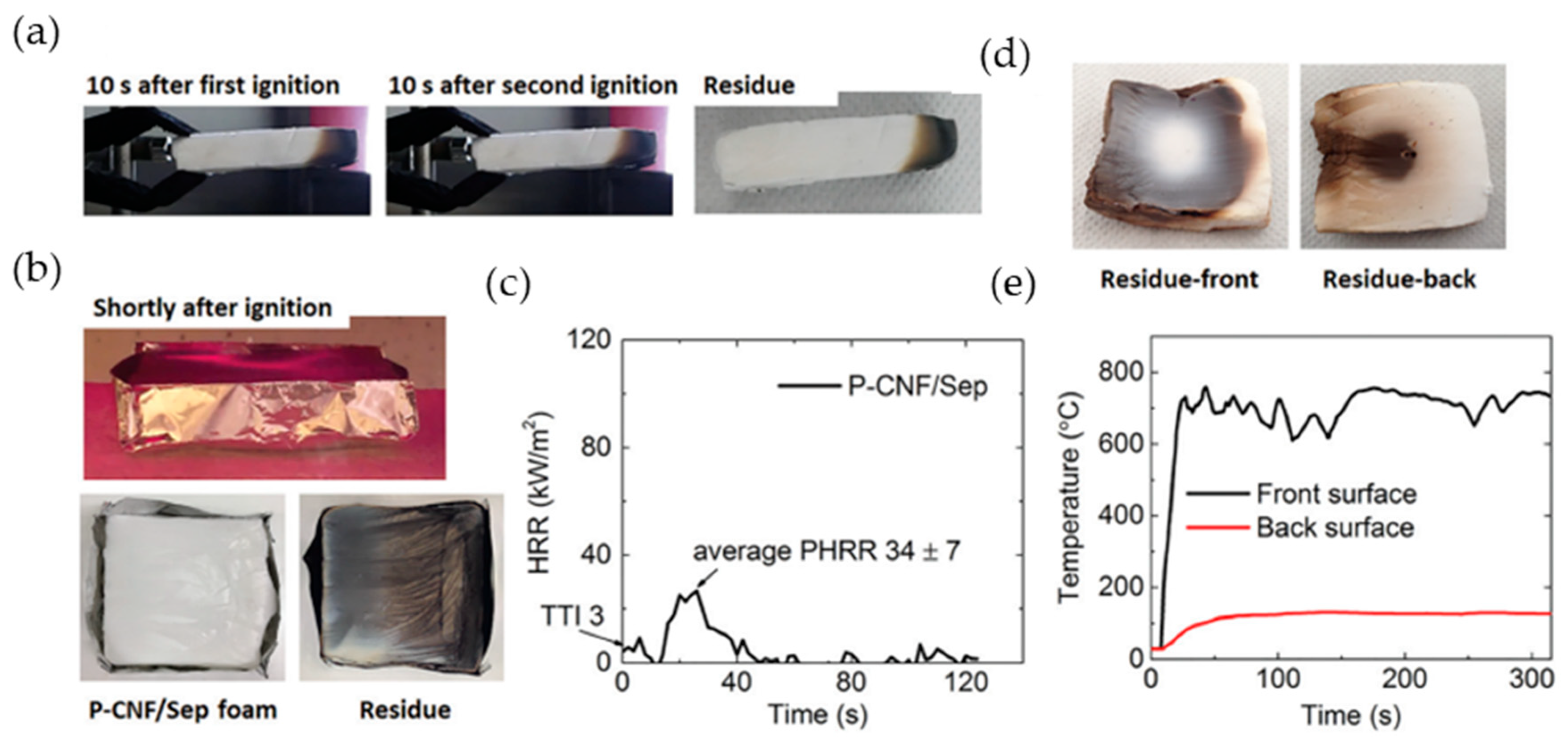
- Ghanadpour, M.; Wicklein, B.; Carosio, F.; Wågberg, L. All-natural and highly flame-resistant freeze-cast foams based on phosphorylated cellulose nanofibrils. Nanoscale 2018, 10, 4085–4095. [Google Scholar] [CrossRef]
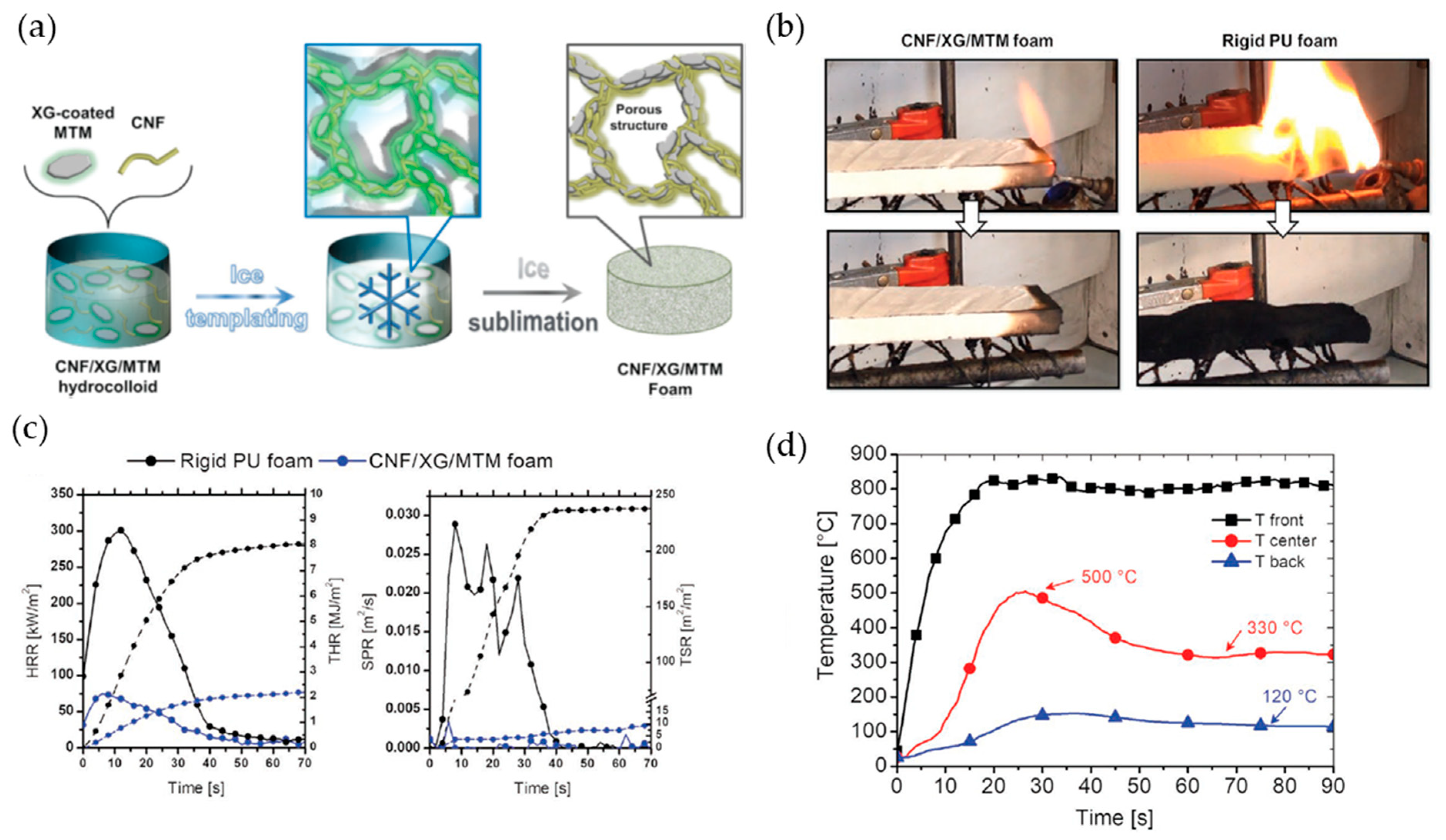
- Wicklein, B.; Kocjan, A.; Salazar-Alvarez, G.; Carosio, F.; Camino, G.; Antonietti, M.; Bergström, L. Thermally insulating and fire-retardant lightweight anisotropic foams based on nanocellulose and graphene oxide. Nat. Nanotechnol. 2015, 10, 277–283. [Google Scholar] [CrossRef] [PubMed]
- Wicklein, B.; Kocjan, D.; Carosio, F.; Camino, G.; Bergström, L. Tuning the nanocellulose-borate interaction to achieve highly flame retardant hybrid materials. Chem. Mater. 2016, 28, 1985–1989. [Google Scholar] [CrossRef]
- Cheng, X.; Zhu, S.; Pan, Y.; Deng, Y.; Shi, L.; Gong, L. Fire retardancy and thermal behaviors of Cellulose nanofiber/zinc borate aerogel. Cellulose 2020, 27, 7463–7474. [Google Scholar] [CrossRef]
- Guo, W.; Hu, Y.; Wang, X.; Zhang, P.; Song, L.; Xing, W. Exceptional flame-retardant cellulosic foams modified with phosphorus-hybridized graphene nanosheets. Cellulose 2019, 26, 1247–1260. [Google Scholar] [CrossRef]
- Assi, H.; Mouchaham, H.; Steunou, N.; Devic, T.; Serre, C. Titanium coordination compounds: From discrete metal complexes to metal-organic frameworks. Chem. Soc. Rev. 2017, 46, 3431–3452. [Google Scholar] [CrossRef]
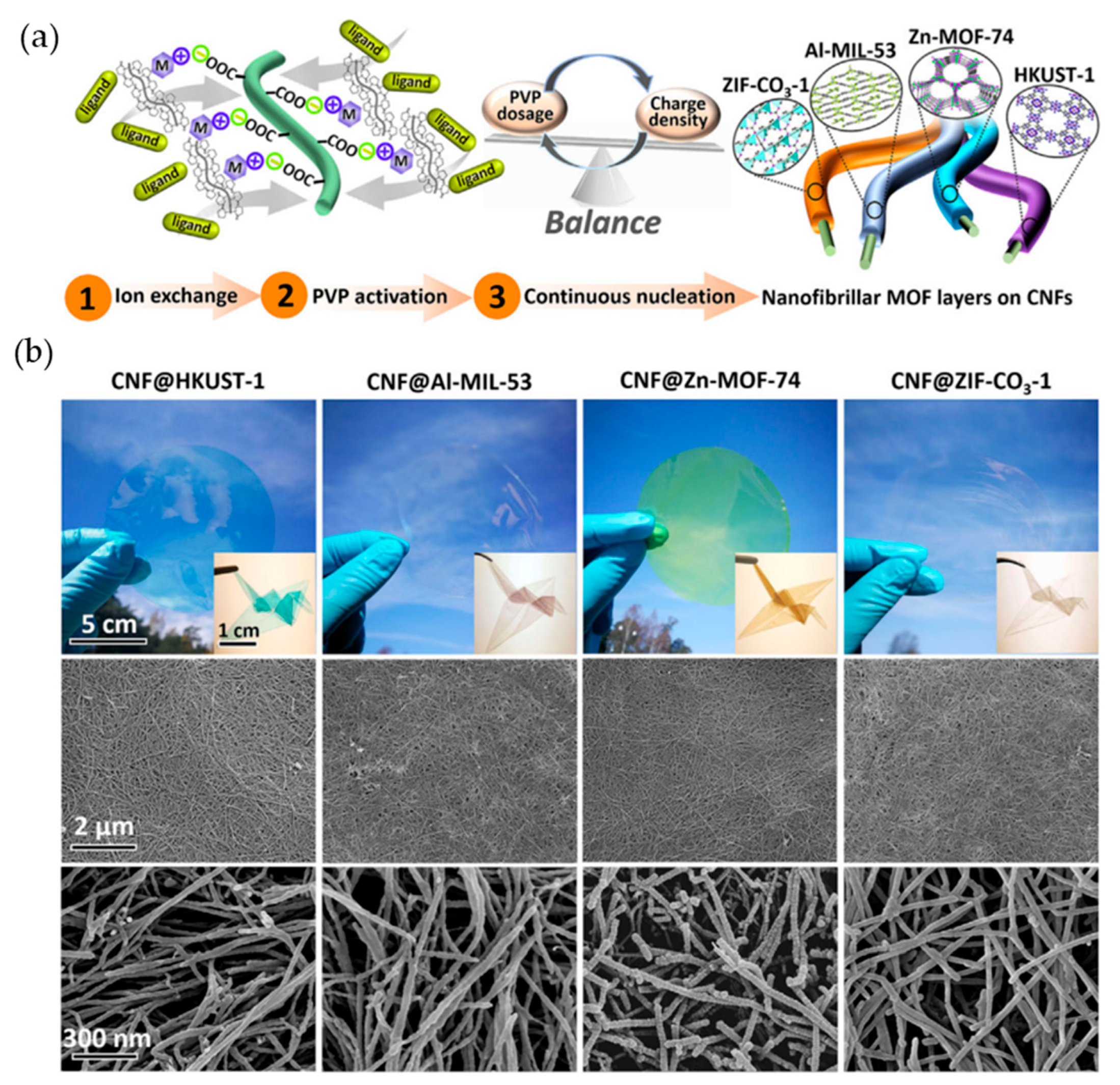
- Zhou, S.; Apostolopoulou-Kalkavoura, V.; Tavares da Costa, M.V.; Bergström, L.; Strømme, M.; Xu, C. Elastic Aerogels of Cellulose Nanofibers@Metal–Organic Frameworks for Thermal Insulation and Fire Retardancy. Nanomicro. Lett. 2020, 12, 1–13. [Google Scholar] [CrossRef]
- Zhang, J.; Ji, Q.; Shen, X.; Xia, Y.; Tan, L.; Kong, Q. Pyrolysis products and thermal degradation mechanism of intrinsically flame-retardant calcium alginate fibre. Polym. Degrad. Stab. 2011, 96, 936–942. [Google Scholar] [CrossRef]
- Berglund, L.; Nissilä, T.; Sivaraman, D.; Komulainen, S.; Telkki, V.V.; Oksman, K. Seaweed-derived alginate-cellulose nanofiber aerogel for insulation applications. ACS Appl. Mater. Interfaces 2021, 13, 34899–34909. [Google Scholar] [CrossRef] [PubMed]
- Missio, A.L.; Otoni, C.G.; Zhao, B.; Beaumont, M.; Khakalo, A.; Kämäräinen, T.; Rojas, O.J. Nanocellulose Removes the Need for Chemical Crosslinking in Tannin-Based Rigid Foams and Enhances Their Strength and Fire Retardancy. ACS Sustain. Chem. Eng. 2022, 10, 10303–10310. [Google Scholar] [CrossRef] [PubMed]
- Lavoine, N.; Bergström, L. Nanocellulose-based foams and aerogels: Processing, properties, and applications. J. Mater. Chem. A 2017, 5, 16105–16117. [Google Scholar] [CrossRef]
- Apostolopoulou-Kalkavoura, V.; Munier, P.; Bergström, L. Thermally Insulating Nanocellulose-Based Materials. Adv. Mater. 2021, 33, 2001839–2001856. [Google Scholar] [CrossRef]
- Isogai, A. Emerging Nanocellulose Technologies: Recent Developments. Adv. Mater. 2020, 33, 1–10. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cellulose Grade | Reagent | Charge/DS, μeq/μmol g−1, (0–1) | UL-94 | TGA/Air | Source | |
|---|---|---|---|---|---|---|
| Residue, wt% | Tmax2, °C | |||||
| NFC | Control/unmodified | - | - | ~0 (800 °C) | 422 | [10] |
| AGU/(NH4)2HPO4/urea = 1/1.2/4.9 a | 912/0.15 | self-exting. c | 9 | 539 | ||
| NFC (post-P) | Control/unmodified | - | - | 15 (600 °C) | - | [78] |
| Hexokinase (EC2.7.1.1.)/ATP/MgCl2 | DS: 0.43 | - | 57 | - | ||
| NFC | Control/unmodified | - | - | 0 | - | [19] |
| AGU/(NH4)2HPO4/urea = 1/1.2/4.9 a | 2930 | V-0 | ~25 (800 °C) | |||
| NFC | Control | - | - | 0.6 (800 °C) | - | [75] |
| P2O5/cellulose = 1:1 and 2:1 b; (+melamine) | DS: 0.15–0.16 | - | 9.2 | - | ||
| NCC (post-P) | Control/unmodified | - | - | 3 (500 °C) | [73] | |
| P2O5/urea | 3300/0.26 | - | 30 | |||
| P2O5 | 950/0.08 | |||||
| NFC/MFC | AGU/(NH4)2HPO4/urea = 1/1.5/10 a | 1900/0.39 | self-exting. c | - | - | [11] |
| NFC | Control/unmodofoed | 0 | - | 0 (700 °C) | 379 | [9] |
| Periodate oxidation | 320 | self-exting. c | 27 | 389 | ||
| NFC/MFC | Control/unmodified | - | - | 0.6 (800 °C) | 513 | [80] |
| AGU/(NH4)2HPO4/urea = 1/0.5/2 a | 1540 | self-exting. c | 20 | 625 | ||
| NCC/NFC (post-P) | Control/unmodified | - | - | ~14 (600 °C) | - | [71] |
| NC/H3PO4/water | NFC: 19 | ~30 | - | |||
| NCC: 435 | - | ~45 | - | |||
| - | ||||||
| NC/H3PO4/molten urea | NFC: 1173 | - | ~45 | - | ||
| NCC: 1038 | - | ~40 | - | |||
| Sample | HRC, J g−1 K−1 | pHRR, W g−1 | TpHRR, °C | THR, kJ g−1 |
|---|---|---|---|---|
| BNFC | 168.9 | 166.2 | 356.1 | 9.7 |
| P-BNFC | 43.2 | 42.7 | 293 | 1.8 |
| BNFC-L | 135.6 | 134.2 | 339.3 | 8.3 |
| P-BNFC-L | 22.8 | 21.1 | 281.2 | 1.3 |
| Sample | T10%, °C | T50%, °C | Tmax1, °C | Tmax2, °C | Char, wt% |
|---|---|---|---|---|---|
| HefCel | 285.2 | 347.2 | 346.8 | 512.5 | 0.6 |
| P-HefCel_0.125 * | 226.4 | 330.4 | 268.2 | 529.2 | 2.2 |
| P-HefCel_0.25 * | 232.4 | 361.2 | 284.5 | 552.2 | 9.2 |
| P-HefCel_0.5 * | 210.6 | 401.4 | 280.4 | 624.8 | 20.0 |
| Sample | HRC, J g−1 K−1 | pHRR, W g−1 | THR, kJ g−1 | Char, wt% |
|---|---|---|---|---|
| MCC | 351.0 | 343.3 | 12.7 | 1.1 |
| MCC/30%-PA | 197.0 | 193.5 | 7.6 | 17.5 |
| MCC/50%-PA | 68.0 | 64.7 | 2.0 | 33.5 |
| Sample | IT, s | pHRR, kW m2 | THR, MJ m2 | MARHE, kW m2 | Residue, % |
|---|---|---|---|---|---|
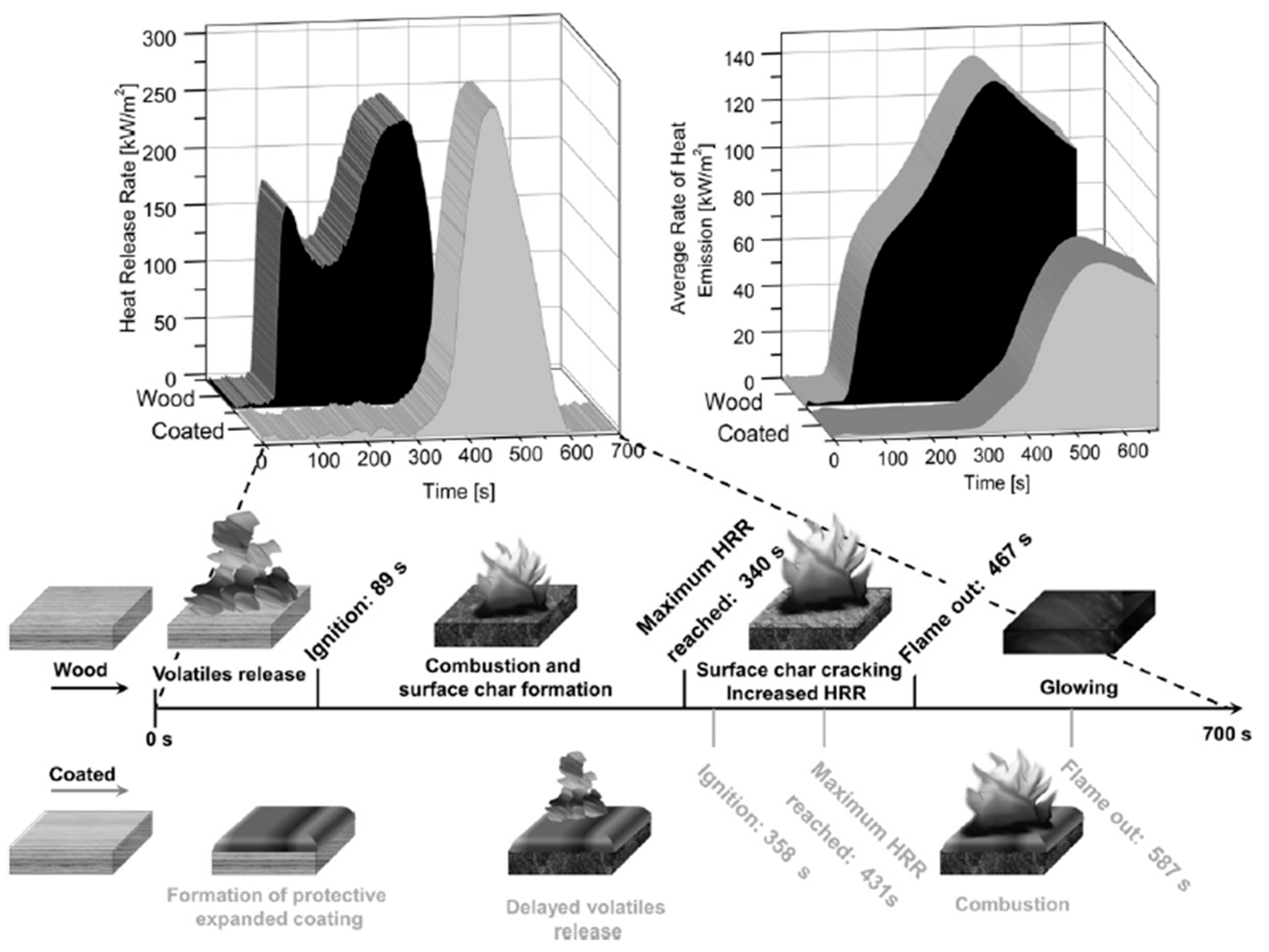
| Wood | 89 ± 5 | 248 ± 9 | 61 ± 2 | 138 ± 10 | 15 ± 1 |
| Coated | 358 ± 58 | 285 ± 50 | 41 ± 5 | 74 ± 9 | 20 ± 2 |
| Sample | IT, s | pHRR, kW m−2 | THR, MJ m−2 | TGA, wt%/800 °C |
|---|---|---|---|---|
| Reference, no coating | 12 ± 4 | 120 ± 6 | 10 ± 1 | 15 ± 1 |
| MFC, 100% | 18 ± 1 | 127 ± 9 | 11 ± 1 | 22 ± 1 |
| Sulf. kraft lignin (10%) + MFC | 12 ± 1 | 85 ± 4 | 8 ± 2 | 52 ± 0 |
| Kraft lignin (10%) + MFC | 14 ± 2 | 127 ± 8 | 11 ± 1 | 40 ± 2 |
| Nanoclay (10%) + MFC | no ign. | 5 ± 1 | 0.4 ± 0.1 | 87 ± 0 |
| Synergistic FR (10%) + MFC | 34 ± 2 | 47 ± 6 | 4.2 ± 0.2 | 45 ± 3 |
| EG (10%) + MFC | 26 ± 8 | 47 ± 1 | 7 ± 0.4 | 74 ± 2 |
| Sample | THR, kJ g−1 | pHRR, W g−1 | TpHRR, °C | R,% |
|---|---|---|---|---|
| NFC | 11.3 | 294 | 351 | 14 |
| NFC/AH (56 wt%) | 2.0 | 51 | 240 | 50 |
| NFC/AH (67 wt%) | 1.7 | 24 | 247 | 60 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Turku, I.; Rohumaa, A.; Tirri, T.; Pulkkinen, L. Progress in Achieving Fire-Retarding Cellulose-Derived Nano/Micromaterial-Based Thin Films/Coatings and Aerogels: A Review. Fire 2024, 7, 31. https://doi.org/10.3390/fire7010031
Turku I, Rohumaa A, Tirri T, Pulkkinen L. Progress in Achieving Fire-Retarding Cellulose-Derived Nano/Micromaterial-Based Thin Films/Coatings and Aerogels: A Review. Fire. 2024; 7(1):31. https://doi.org/10.3390/fire7010031
Chicago/Turabian StyleTurku, Irina, Anti Rohumaa, Tapio Tirri, and Lasse Pulkkinen. 2024. "Progress in Achieving Fire-Retarding Cellulose-Derived Nano/Micromaterial-Based Thin Films/Coatings and Aerogels: A Review" Fire 7, no. 1: 31. https://doi.org/10.3390/fire7010031
APA StyleTurku, I., Rohumaa, A., Tirri, T., & Pulkkinen, L. (2024). Progress in Achieving Fire-Retarding Cellulose-Derived Nano/Micromaterial-Based Thin Films/Coatings and Aerogels: A Review. Fire, 7(1), 31. https://doi.org/10.3390/fire7010031