1. Introduction
High-entropy boride (HEB) ceramics, as a new of category of ceramics, have received significant research attention owing to their outstanding characteristics of a high melting temperature, enhanced corrosion resistance, high hardness, good oxidation resistance properties, and so on [
1,
2,
3,
4,
5]. Meanwhile, they exhibit potential applications in the fields of cutting tools, thermal protective materials, wear-resistant materials, microwave materials, and ultra-high-temperature materials [
6,
7,
8]. In 2016, high-entropy boride ceramics were synthesized for the first time by Gild et al. [
2], and their relative density could reach about 92% using spark plasma sintering (SPS) technology. Since then, the preparation (various synthesizing methods of high-entropy powders and sintering technologies of bulk materials) and properties (hardness, fracture toughness, bending strength, oxidation resistance, and so on) of high-entropy boride ceramics or composites has been a research hotspot. For high-entropy boride ceramics or composites, many studies have realized improved densification behavior and increased properties. However, high temperature (>1800 °C) is still required for sintering densification owing to a high covalent bonding strength and a low interdiffusion coefficient [
9,
10,
11]. Therefore, low-temperature densification is necessary to obtain high-entropy boride ceramics or composites with high densification and excellent properties.
Liquid phase sintering can realize the low-temperature densification of high-entropy boride ceramics or composites by promoting mass transfer in the formed liquid phase. In recent years, most research has also focused on the development of high-entropy ceramics using the metallic phase as a sintering aid, which can effectively improve low-temperature densification and further result in excellent properties [
5,
12,
13,
14]. Xu et al. [
5] prepared (Hf,Zr,Ta,Nb,Ti)B
2 composites by introducing 5 vol% cobalt as a sintering aid via spark plasma sintering (SPS) at 1500 °C; the relative density was 99.5% and the hardness reached 24.90 ± 1.39 GPa. Luo et al. [
13] also fabricated (Ti,Zr,Nb,Ta,Mo)C-Co materials via the liquid phase sintering of SPS using Co as a sintering aid at 1350 °C; the hardness was 24.11 ± 0.75 GPa and fracture toughness reached 4.07 ± 0.13 MPa·m
1/2. Additionally, Anwer et al. [
15] successfully prepared (Ti,V,Nb,Ta,W)C cermets with full densification using 12 vol% Ni as a binder by pressureless sintering at a temperature > 1360 °C. Meanwhile, high-entropy boride composites, using Ni as a sintering aid by pressureless sintering at 1450~1650 °C, were successfully fabricated, and the highest relative density could reach 99.8% [
16]. Therefore, it was concluded that the introduction of a metal phase could effectively realize the low-temperature densification of high-entropy diboride and improve its fracture toughness, which is beneficial for broadening its applications.
Now, fracture toughness in high-entropy ceramics or composites has been improved by introducing a metal phase as a secondary phase. For example, in high-entropy carbide composites, a (Ti,V,Nb,Ta,W)C composite with 12 vol% Ni had a fracture toughness of 9.2 MPa·m
1/2 [
15] and a (Zr
0.25Hf
0.25Ta
0.25Ti
0.25)C composite with Ni-Co metal had a fracture toughness of 14.2 MPa·m
1/2 [
17]. In high-entropy diboride composites, a (Hf
0.2V
0.2Ta
0.2Ti
0.2Nb
0.2)B
2 composite with 15 wt% Ni metal also had a fracture toughness of 9.2 MPa·m
1/2 [
16]. Although fracture toughness has been evidently improved, some new toughening strategies need to be further developed. For example, fiber or whisker toughening is an effective method for improving the fracture toughness of composites. Using β-SiC whiskers or nanowires as a toughening agent has realized the toughening of high-entropy ceramics [
18]. Luo et al. [
19] successfully prepared dense, textured, and toughed (Ti
0.2Zr
0.2Hf
0.2Nb
0.2Ta
0.2)C-SiC
w ceramics, and the introduction of 15 wt% SiC
w led to a fracture toughness of 4.3 ± 0.3 MPa·m
1/2. Sun et al. [
20] fabricated (HfZrTaTiW)C-SiCnw (SiC nanowire) composites with a fracture toughness of 6.2 MPa·m
1/2 by two-step spark plasma sintering. However, there is presently no available literature on the investigation of high-entropy boride composites by incorporating SiC whiskers.
Therefore, in this study, low sintering densification and improved mechanical properties of high-entropy boride composites using metallic Ni and SiC whiskers as additives were realized by hot-pressing technology. The influence of different sintering temperatures on densification, microstructure evolution, hardness, fracture toughness, and bending strength at room temperature of three high-entropy boride composites (M0.2Ti0.2Ta0.2V0.2Nb0.2)B2-SiCw-Ni (M=Hf, Zr, or Cr) were investigated.
2. Experimental
Three high-entropy boride powders ((M
0.2Ti
0.2Ta
0.2V
0.2Nb
0.2)B
2, M=Hf, Zr, or Cr) were synthesized using a boro/carbothermic reduction process, and the synthetic process was based on previous research [
16]. Ni metal powders (A.R., purity: 99 wt%, with a particle size range of 1~3 µm) and β-SiC whiskers (purity: 99 wt%, Shandong Hengshi New Material Technology Co. Ltd., Shandong, China, particle length: 50~100 µm) were chosen as additives. In this study, three high-entropy boride composites ((M
0.2Ti
0.2Ta
0.2V
0.2Nb
0.2)B
2, M=Hf, Zr, or Cr) with 12 vol.% Ni and 23 vol.% SiC whiskers were prepared by hot-pressing sintering technology, and were named HEB
Hf-SiC
w-Ni, HEB
Zr-SiC
w-Ni, and HEB
Cr-SiC
w-Ni, respectively. The 12 vol.% Ni metal additive was a reasonable amount obtained from our published literature [
16] and 23 vol.% SiC whiskers were added after being supported by previous experiments. The detailed preparation process was as follows. Firstly, to realize the high dispersion of SiC whiskers in the composites, they were ultrasonically dispersed for 30 min in ethyl alcohol solution. Secondly, weighted high-entropy diboride powders, Ni metal powders, and dispersed SiC whiskers were ball-milled for 3 h. Next, the powders were mixed, dried for 24 h at 60 °C, and further sieved. Finally, after as-prepared powders were pre-compacted in the graphite mold under a pressure of 3 MPa by a hydraulic machine, they were densified by hot-pressing sintering technology. The final sintering temperatures were 1450 °C, 1500 °C, 1550 °C, 1600 °C, and 1650 °C. The heating rate was 5 °C/min and the holding temperature time was 1 h. The applied loading force was 30 MPa, and Ar gas was used as the protective atmosphere. After sintering, three HEB-SiC
w-Ni composites with a size dimension of 40 × 40 × 40 mm were successfully prepared.
The phase compositions of as-prepared HEB
Hf-SiC
w-Ni, HEB
Zr-SiC
w-Ni, and HEB
Cr-SiC
w-Ni composites were measured by X-ray diffraction (XRD, D/MAX) technology. The microstructures of the fractural surfaces of as-prepared HEB
Hf-SiC
w-Ni, HEB
Zr-SiC
w-Ni, and HEB
Cr-SiC
w-Ni composites were analyzed by scanning electron microscopy (SEM, SU-4700, Hitachi, Tokyo, Japan). The corresponding elemental composition was analyzed by energy dispersive spectrometry (EDS). The densification behavior (apparent porosity and bulk density) was analyzed by the Archimedes method using the following Equation (1).
where
G1 was the mass of high-entropy samples in the dry state (g);
G2 was the mass of high-entropy samples after water absorption in air (g); and
G3 was the buoyant weight of the high-entropy samples after water absorption in water (g).
The relative density of as-prepared HEB
Hf-SiC
w-Ni, HEB
Zr-SiC
w-Ni, and HEB
Cr-SiC
w-Ni composites was calculated by dividing measured bulk densities by theoretical densities estimated according to the rule of mixtures. Vickers hardness was measured and analyzed by a hardness tester (MHVD-30IS, Bony Precision Measuring Instruments Co., Ltd., Shanghai, China) for which the loading force was 30 kg and the time was set to 10 s. In addition, the fracture toughness K
I.C. was calculated according to the following Equation (2) [
16].
The room bending strength was analyzed by a three-point bending tester, and the size of HEB composites was 4 × 3 × 35 mm. The span distance was 30 mm and the loading rate was 0.5 mm/min. The average value of five measured composites was used as the data.
3. Results and Discussion
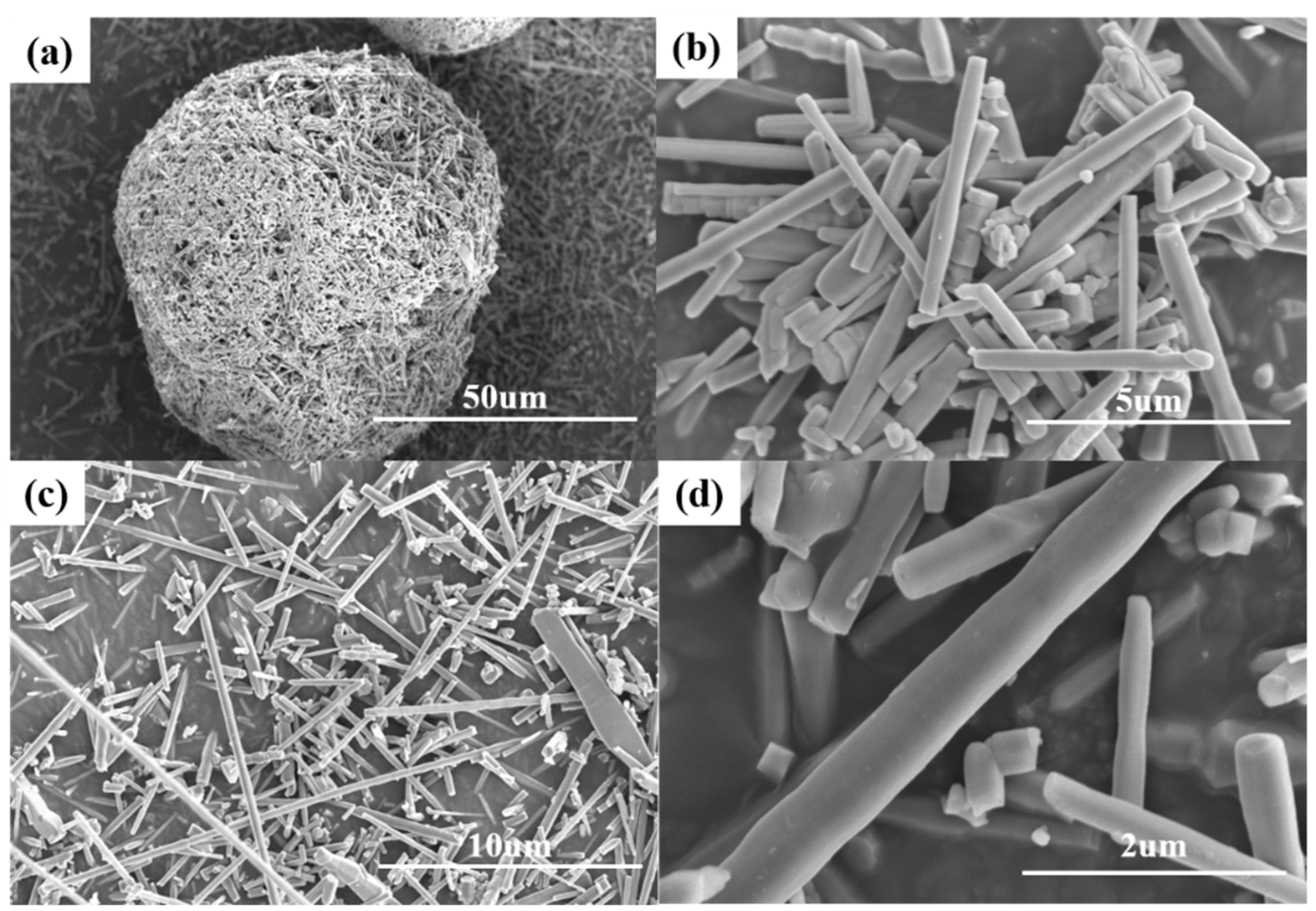
Commercially available β-SiC whiskers showed severe agglomeration and they formed the large elliptic shape in
Figure 1a. The local enlarged SEM image in
Figure 1b exhibits that the SiC whiskers had a rod-like shape with a smooth surface. However, these raw agglomerated SiC whiskers were not suitable for direct application in composites, as their inclusion would work against the improvement of composites. Therefore, ultrasonic treatment was used to realize the high dispersion of SiC whiskers, and the results are shown in
Figure 1c,d. The SiC whiskers had good monodispersity, showing that the ultrasonic treatment effectively opened the agglomeration of SiC whiskers. Therefore, these prepared SiC whiskers were suitable as the toughening agent in HEB composites. The average diameter of these prepared β-SiC whiskers was about 0.39 μm.
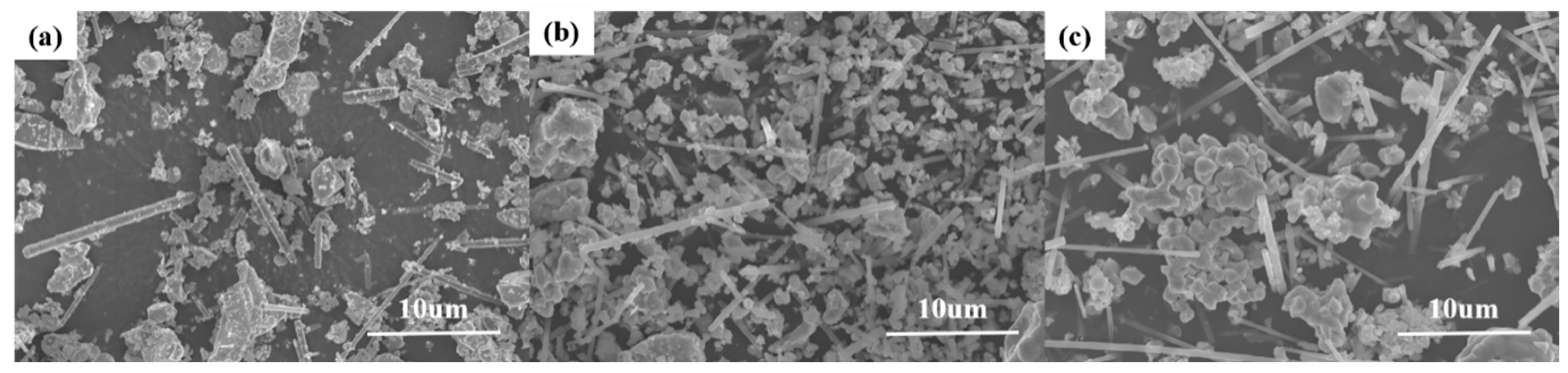
In order not to damage the morphology of SiC whiskers, ball milling at a low rotating speed was adopted to realize the uniform mixing of HEB powders and ultrasonic dispersed SiC whiskers. The morphologies of mixed HEB
Hf, HEB
Zr, or HEB
Cr powders and SiC whiskers are shown
Figure 2a–c, respectively. It is seen that SiC whiskers were uniformly dispersed in HEB
Hf, HEB
Zr, and HEB
Cr powders, and that their rod-like morphology had no evident change. These results illustrate that ultrasonic treatment and ball milling remarkably improved the dispersion of whiskers in mixed powders, and that as-obtained mixed powders are beneficial for preparing HEB
Hf, HEB
Zr, and HEB
Cr composites with high properties.
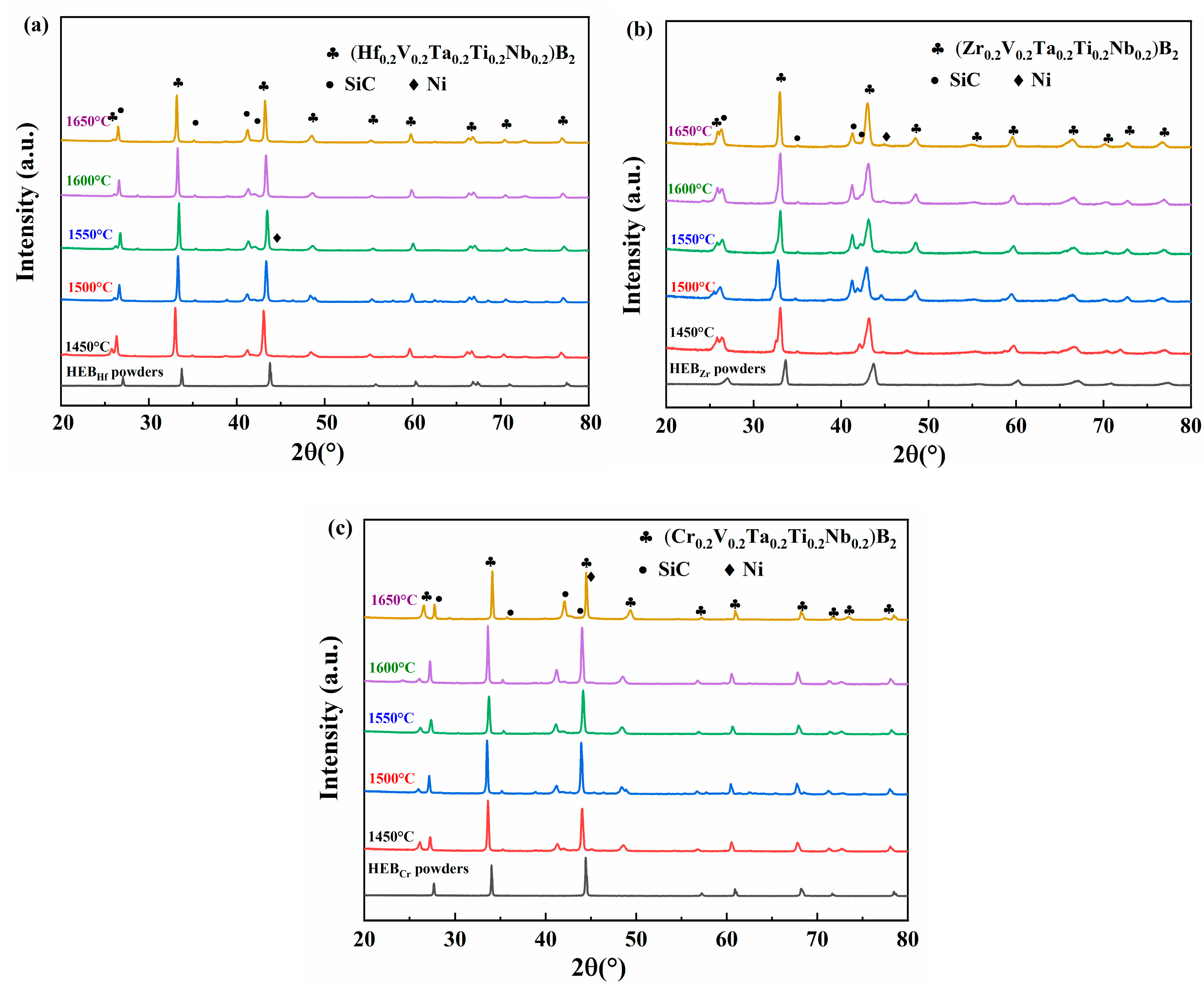
XRD patterns of sintered HEB
Hf-SiC
w-Ni, HEB
Zr-SiC
w-Ni, and HEB
Cr-SiC
w-Ni composites with SiC whiskers are shown in
Figure 3a–c, respectively. For sintered HEB
Hf-SiC
w-Ni composites in
Figure 3a, the analysis of diffraction peaks confirmed that the (Hf
0.2V
0.2Ta
0.2Ti
0.2Nb
0.2)B
2 phase, Ni phase, and SiC phase co-existed regardless of the sintering temperature, which is consistent with the phase composition of raw mixed powders. During the sintering process, the formation of no new phase illustrated that high-entropy boride (HEB
Hf) could not react with Ni or SiC whiskers, further confirming the stability of high-entropy borides (HEB
Hf). Meanwhile, when the sintering temperature was above 1550 °C, it was found that the peak of the Ni phase gradually decreased, which is attributed to the outflow of molten Ni metal at high temperature during the hot-pressing process. This phenomenon has been confirmed in other high-entropy composites [
13,
16,
21]. Similarly, in the HEB
Zr-SiC
w-Ni and HEB
Cr-SiC
w-Ni composites in
Figure 3b,c, the HEB
Zr and HEB
Cr phases remained stable at high temperatures, and the SiC and Ni phases still existed. Comparative XRD patterns of HEB
Hf-SiC
w-Ni, HEB
Zr-SiC
w-Ni, and HEB
Cr-SiC
w-Ni composites sintered at 1600 °C are shown in
Figure 4. Owing to the replacement of Hf (1.59), Zr (1.6), and Cr (1.27) elements with different atomic radii, the main peak positions corresponding to the high-entropy diboride were different. The peak positions of HEB
Hf and HEB
Zr had no change owing to their near atomic radii, but the peak position of HEB
Cr had a shift toward a big angle (right) relative to HEB
Hf and HEB
Zr, owing to the smaller atomic radii of Cr; this phenomenon has been confirmed in previous research [
16].
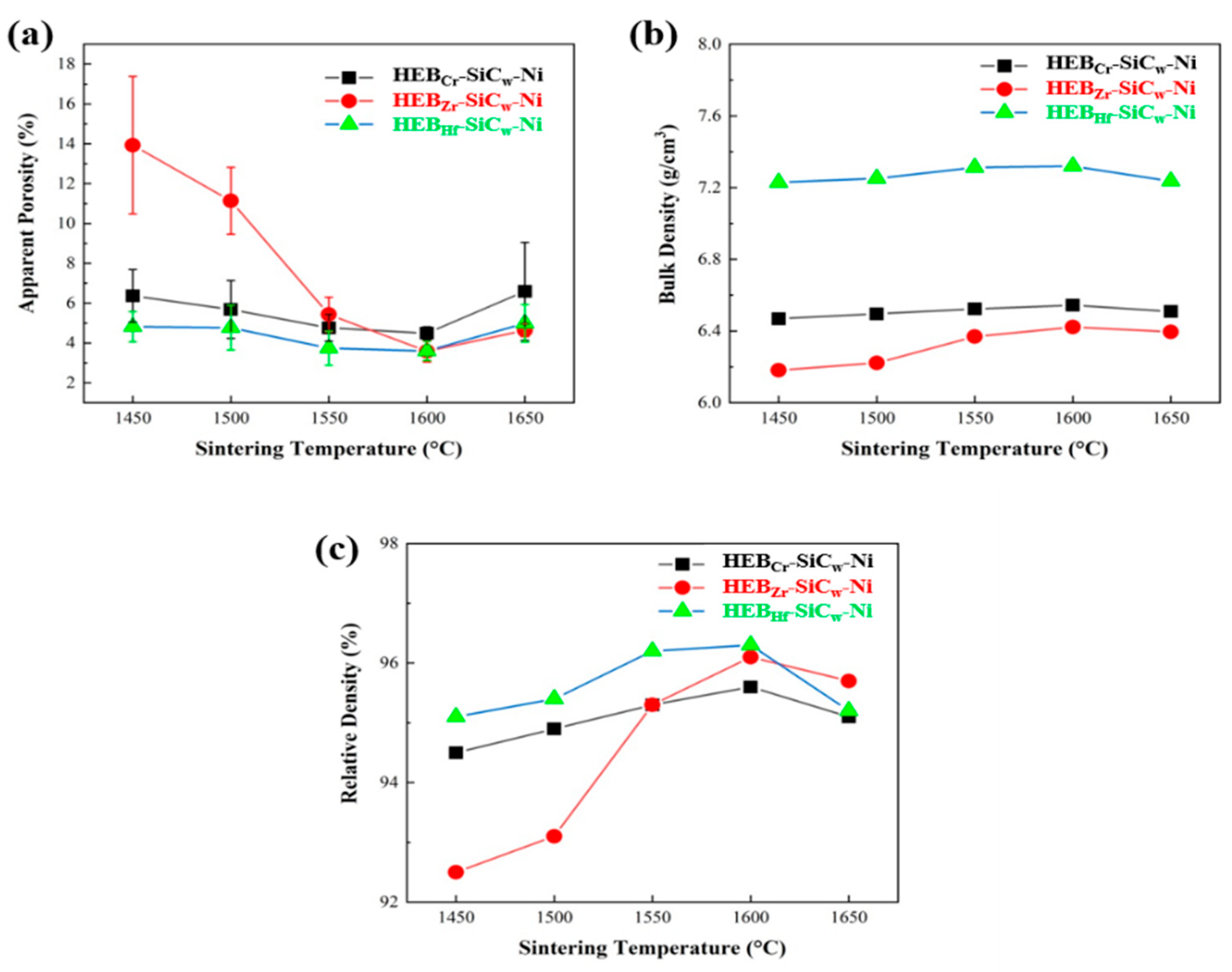
The densification behaviors of sintered HEB
Hf-SiC
w-Ni, HEB
Zr-SiC
w-Ni, and HEB
Cr-SiC
w-Ni composites were analyzed. The apparent porosities in
Figure 5a illustrate that with an increase in sintering temperature the apparent porosities of sintered HEB
Hf-SiC
w-Ni, HEB
Zr-SiC
w-Ni, and HEB
Cr-SiC
w-Ni composites all showed a decreasing and increasing change trend. When the sintering temperature was 1450 °C, the HEB
Hf-SiC
w-Ni, HEB
Zr-SiC
w-Ni, and HEB
Cr-SiC
w-Ni composites had the highest apparent porosities, and these were 4.82%, 13.93%, and 6.37%, respectively. The reason for this is that at 1450 °C the densification process caused by the liquid phase sintering mechanism was slow because less molten Ni existed in the HEB composites and the pores could not be effectively eliminated, leading to their high porosity. When the temperature reached 1500 °C and 1550 °C, the apparent porosities of the HEB
Hf-SiC
w-Ni, HEB
Zr-SiC
w-Ni, and HEB
Cr-SiC
w-Ni composites gradually decreased. Increasing the temperature facilitated the formation of more molten Ni metal, promoting the densification process of HEB composites by filling in the pores among HEB grains. The as-formed Ni liquid phase offered a pathway to mass transfer, leading to a decrease in pores accompanied by the growth of HEB grains. When the sintering temperature was 1600 °C, their apparent porosity reached the lowest values, which were 3.74%, 3.58%, and 4.76%, respectively. Oppositely, at the sintering temperature of 1650 °C, the apparent porosities increased. Although increasing temperature led to the low viscosity of molten Ni metal, the applied pressure at high temperature caused the outflow of the Ni phase, which was responsible for the appearance of low density. Similarly, in
Figure 5b,c, it is seen that bulk density and relative density both increased first and then decreased as temperatures increased from 1450 °C to 1650 °C. When the sintering temperature was 1600 °C, bulk density and relative density reached their highest values. The bulk densities of HEB
Hf-SiC
w-Ni, HEB
Zr-SiC
w-Ni, and HEB
Cr-SiC
w-Ni composites were 7.32, 6.42, and 6.54 g/cm
3, respectively. And their relative densities were 96.3%, 96.1%, and 95.6%, respectively.
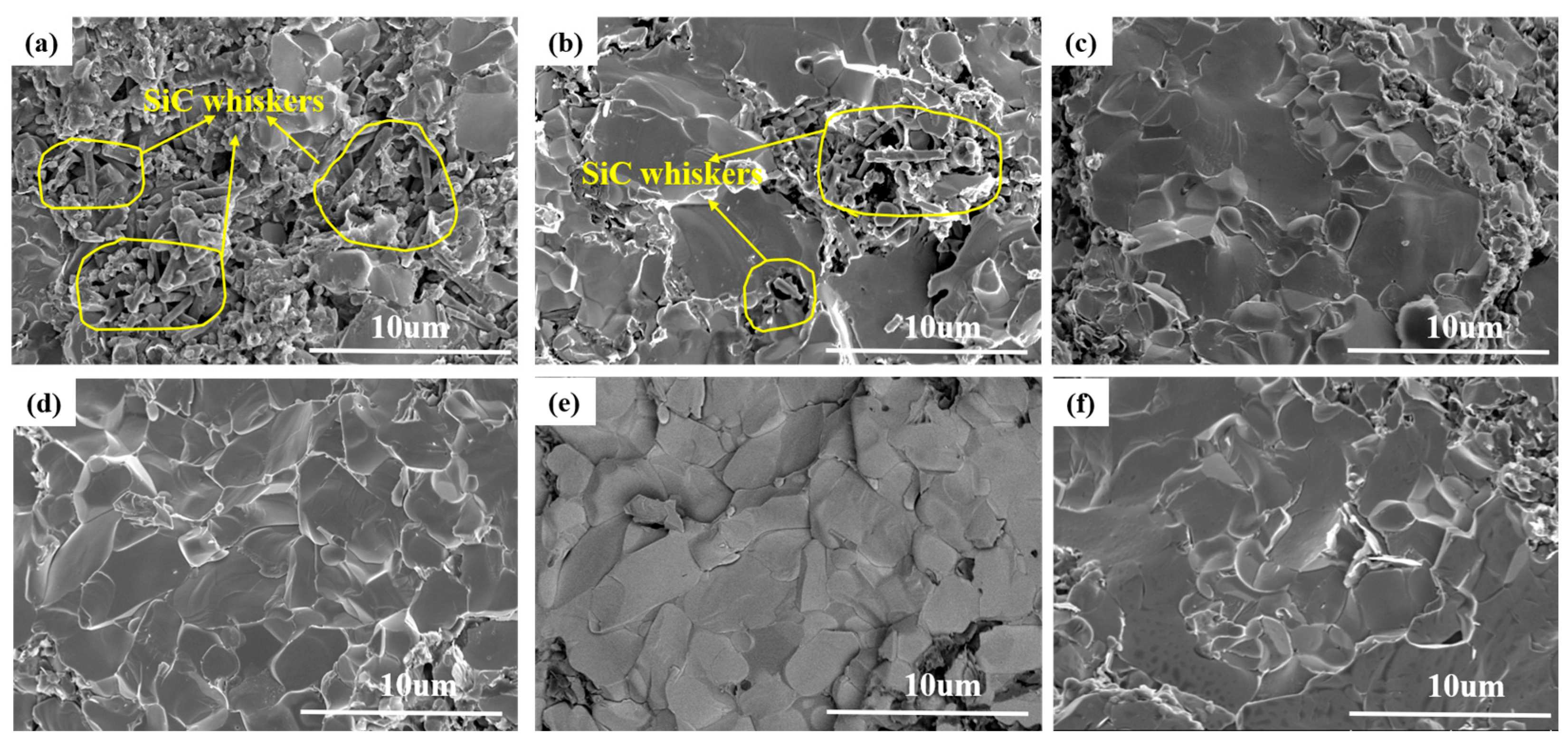
The fracture surfaces of as-sintered high-entropy HEB
Hf-SiC
w-Ni composites at different sintering temperatures from 1450 °C to 1650 °C are shown in
Figure 6. It was concluded that the fracture mode of HEB
Hf-SiC
w-Ni composites is mainly transgranular fracture. At a temperature of 1450 °C, as shown in
Figure 6a, some pores existed in the fracture surfaces of HEB
Hf-SiC
w-Ni composites owing to the inadequate liquid phase sintering caused by molten Ni metal. With increases in the sintering temperature, it was found that the number of pores among high-entropy grains gradually decreased, and these pores even disappeared. An adequate Ni liquid phase at high temperature promoted the densification of high-entropy HEB
Hf-SiC
w-Ni composites. The increasing temperature decreased the viscosity of liquid Ni metal, which was more beneficial for the densification of composites shown in
Figure 6b–d. However, when the temperature was further increased to 1650 °C, some pores appeared among the grains; this was caused by the outflow of the liquid Ni metal with lower viscosity under the hot-pressing process. Additionally, it was found that when the temperature was higher than 1550 °C, SiC whiskers could not be evidently observed. Comparing
Figure 6d,e, no SiC whiskers existed in the sample sintered at 1600 °C. The reason for this may be attributed to the degradation of whiskers under high temperatures.
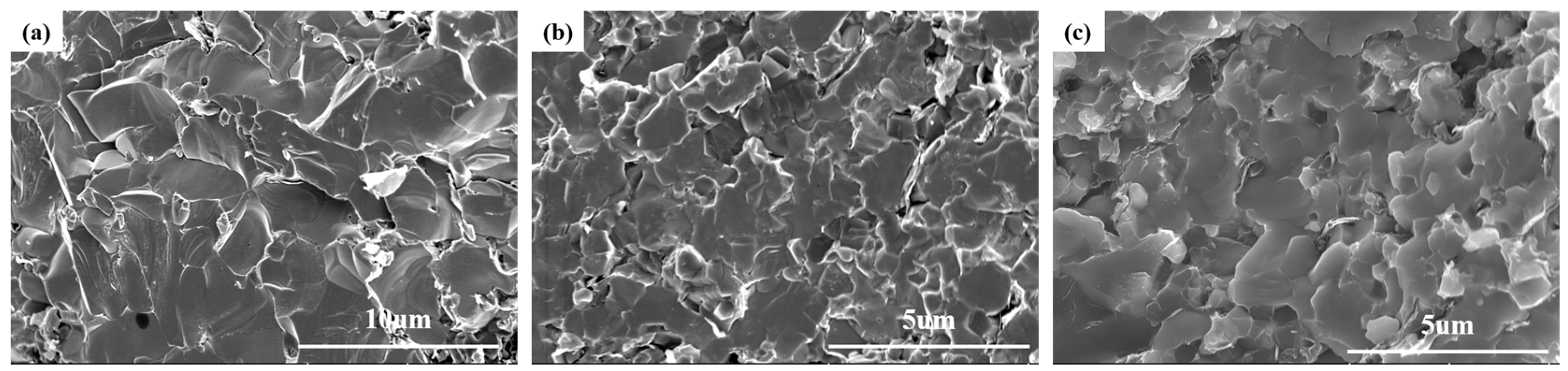
Comparative SEM images of the fracture surfaces of HEB
Hf-SiC
w-Ni, HEB
Zr-SiC
w-Ni, and HEB
Cr-SiC
w-Ni composites sintered at 1600 °C are shown in
Figure 7. According to the densification behavior (porosity and density) of high-entropy boride composites, high densification behavior can be obtained at 1600 °C. In
Figure 7a, the grains connect tightly and only a few pores exist in the HEB
Hf-SiC
w-Ni composites, corresponding to a porosity of 3.74%. In
Figure 7b, a few pores still exist in the HEB
Zr-SiC
w-Ni composites, corresponding to a porosity of 3.58%. By comparison, in
Figure 7c, more pores appear in the HEB
Cr-SiC
w-Ni composites, which have a relative high porosity of 4.76%. Meanwhile, the grain size in the HEB
Hf-SiC
w-Ni composite was far larger than those in the HEB
Zr-SiC
w-Ni and HEB
Cr-SiC
w-Ni composites.
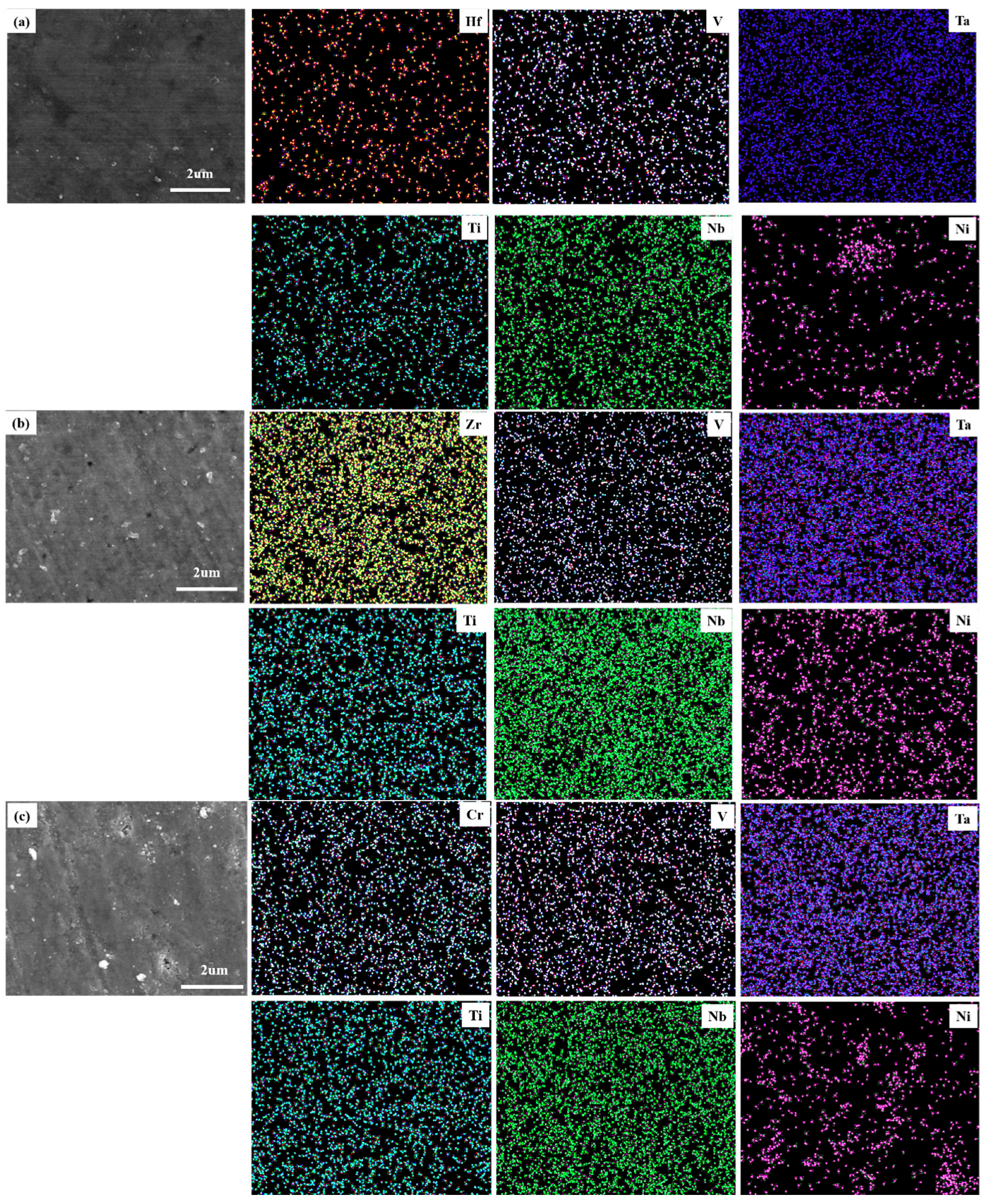
To further characterize the composition distribution in the microstructure of high-entropy boride composites, EDS-mapping images of the polished surfaces of HEB
Hf-SiC
w-Ni, HEB
Zr-SiC
w-Ni, and HEB
Cr-SiC
w-Ni composites are shown in
Figure 8. The Hf, V, Ta, Ti, and Nb elements were uniformly distributed, and Ni elements were distributed in the gaps between HEB grains on the polished surface of the HEB
Hf-SiC
w-Ni composite. The same element distribution phenomenon appeared in the HEB
Zr-SiC
w-Ni and HEB
Cr-SiC
w-Ni composites.
Figure 9a–c show the hardness and fracture toughness of as-sintered HEB
Hf-SiC
w-Ni, HEB
Zr-SiC
w-Ni, and HEB
Cr-SiC
w-Ni composites at different sintering temperatures, respectively. It can be seen that the hardness of these three HEB-SiC
w-Ni composites first showed an increasing trend, and then a decreasing trend when the sintering temperature increased from 1450 °C to 1650 °C. At a sintering temperature of 1450 °C, HEB
Hf-SiC
w-Ni, HEB
Zr-SiC
w-Ni, and HEB
Cr-SiC
w-Ni composites had the lowest hardness values of 13.5, 11.8, and 13.7 GPa, respectively, which is mainly attributed to the low densification caused by the inadequate molten Ni phase. At a sintering temperature of 1600 °C, owing to high densification, their hardnesses reached the highest values, and these were 22.02, 20.98, and 21.88 GPa, respectively. Oppositely, further increasing the sintering temperature led to a decrease in hardness, which originated from the decreased density. The hardness variation law is consistent with that of density variation in these three HEB-SiC
w-Ni composites. Additionally, as the temperature increased, the fracture toughness of HEB
Hf-SiC
w-Ni, HEB
Zr-SiC
w-Ni, and HEB
Cr-SiC
w-Ni composites basically increased and then decreased. At a sintering temperature of 1600 °C, their highest fracture toughnesses were 12.64, 13.25, and 11.05 MPa·m
1/2, respectively.
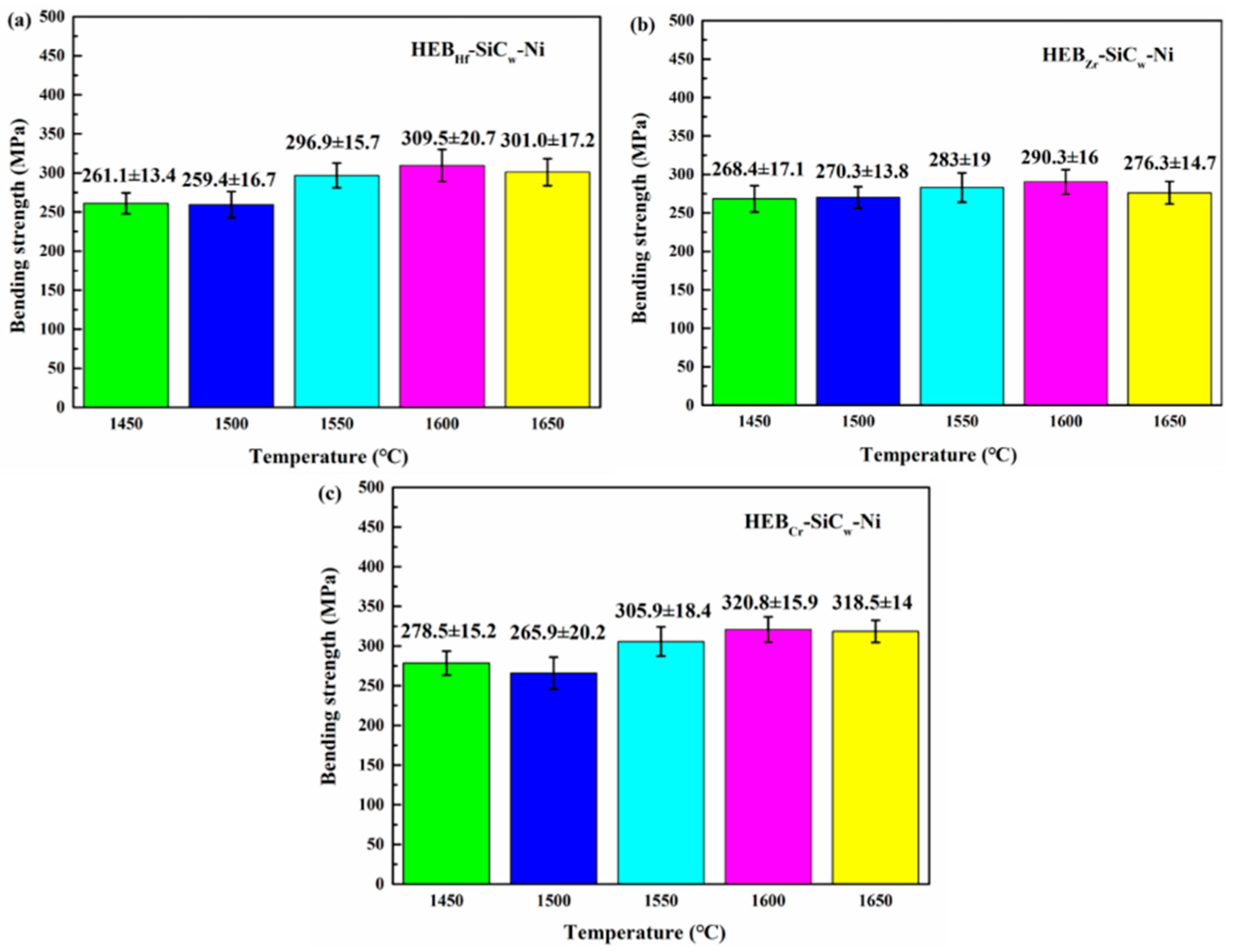
Additionally, the bending strength of HEB
Hf-SiC
w-Ni, HEB
Zr-SiC
w-Ni, and HEB
Cr-SiC
w-Ni composites at room temperature was analyzed, and results are shown in
Figure 10.
Figure 10a shows that for the HEB
Hf-SiC
w-Ni composites, when the temperature was increased from 1450 °C to 1600 °C, the bending strength basically showed an increasing trend. At 1450 °C, the bending strength was 261.1 MPa, and when the sintering temperature was 1600 °C, the value reached 309.5 MPa. Oppositely, the bending strength slightly decreased to 301 MPa.
Figure 10b shows that for the HEB
Zr-SiC
w-Ni composites, the bending strength increased first and then decreased, and at 1600 °C the highest bending strength of 290.3 MPa was obtained.
Figure 10c shows that for the HEB
Cr-SiC
w-Ni composites, the highest bending strength of 320.8 MPa was obtained at 1600 °C. It was determined that the variation trend of bending strength at room temperature vs. sintering temperature was consistent with densification behavior.
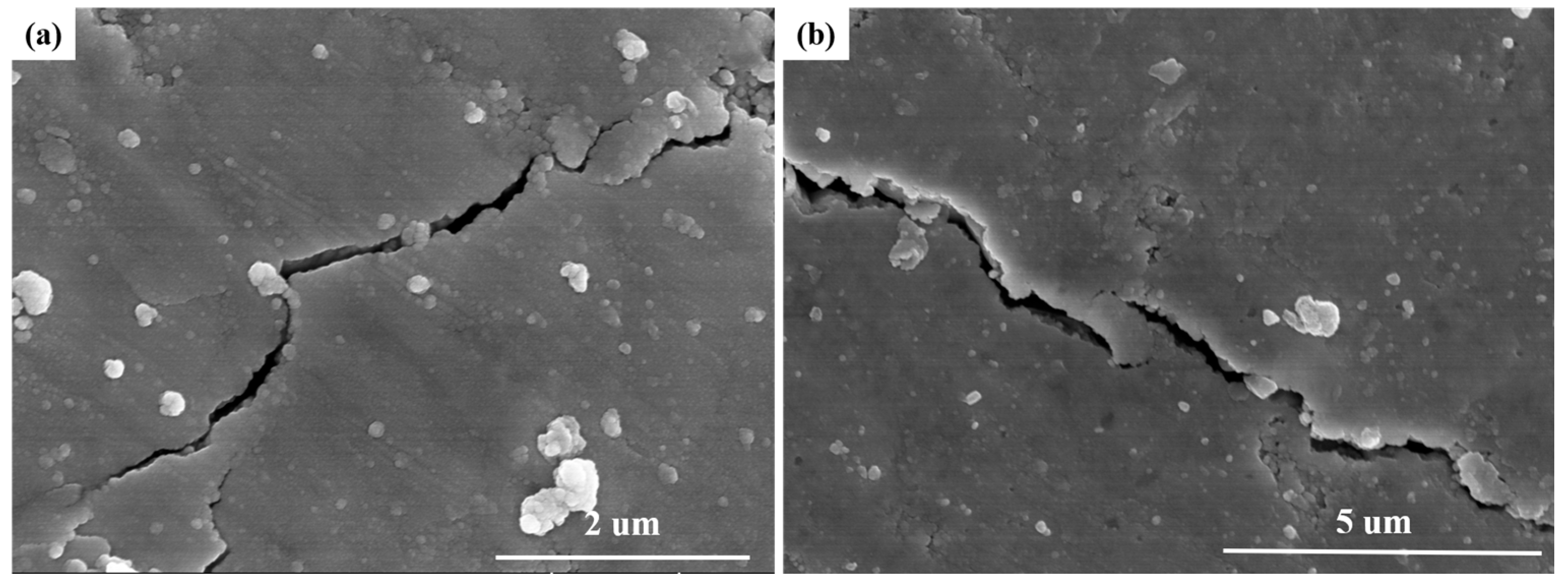
To further analyze the toughening mechanism in HEB
Hf-SiC
w-Ni composites, crack propagation paths on the polished surfaces of HEB
Hf-SiC
w-Ni composites prepared by hot pressing at 1600 °C were observed, as shown in
Figure 11. In
Figure 11a,b, it is seen that the crack on the polished surface shows a wriggling curve, which is beneficial for improving fracture toughness by consuming fracture energy during crack propagation. Based on the above results from
Figure 6d, it was observed that for the sample at 1600 °C, SiC whiskers basically disappeared. Therefore, the high fracture toughness of the sample at 1600 °C is believed to be mainly attributed to improved densification, the existence of a metal Ni phase, and small particles formed by the degradation of SiC whiskers in the microstructure.


 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}