
Hot Corrosion Behavior of Plasma-Sprayed Gd2Zr2O7/YSZ Functionally Graded Thermal Barrier Coatings

 ,
,  , and
, and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Substrate Preparation
2.2. Development of TBC by the APS Technique
2.3. Characterization
2.4. Hot Corrosion Test
2.5. Residual Stress Measurement
2.6. Vickers Hardness Test
2.7. Tribology Studies
3. Results and Discussion
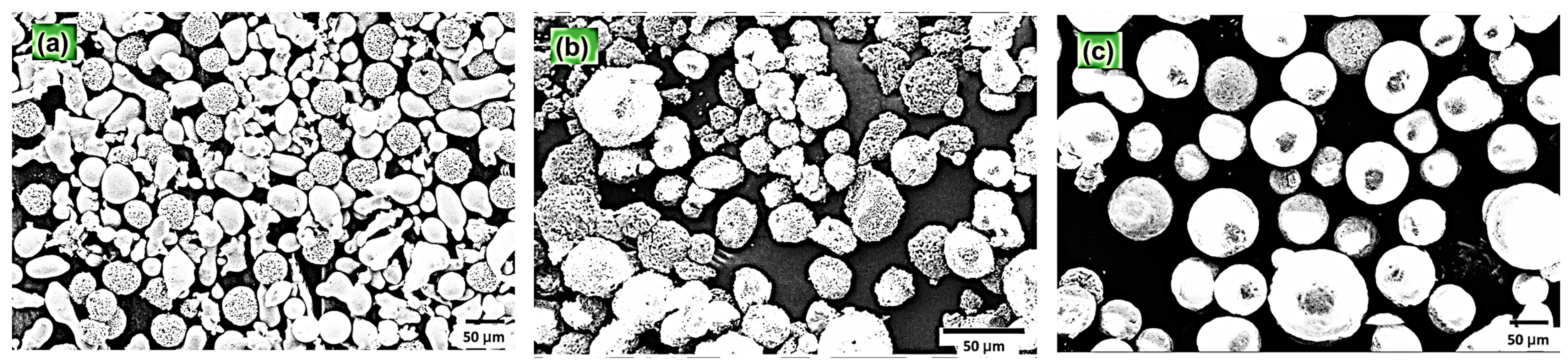
3.1. SEM Analysis of Powder Feedstock
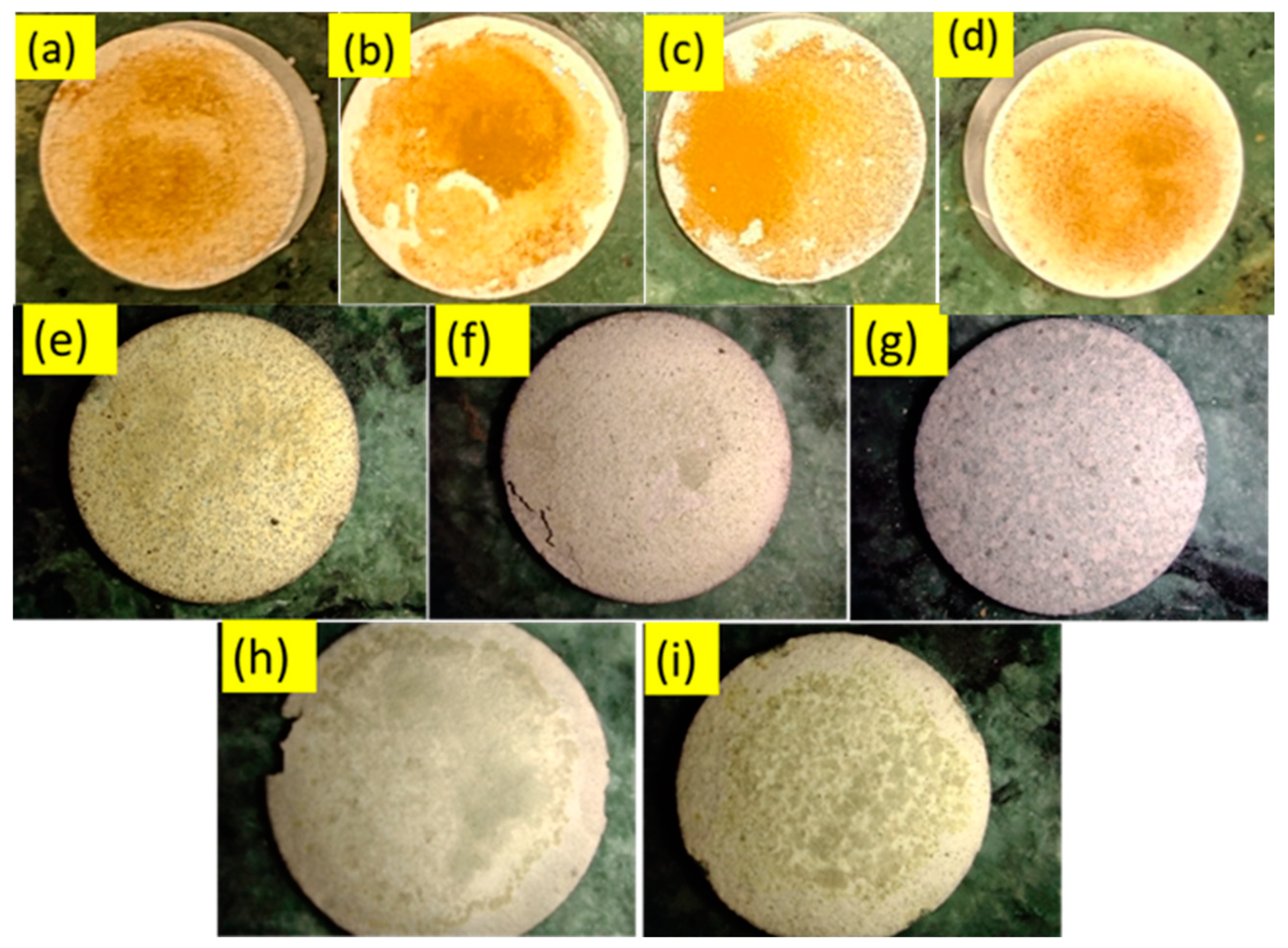
3.2. Hot Corrosion Test
3.2.1. Structural Analysis
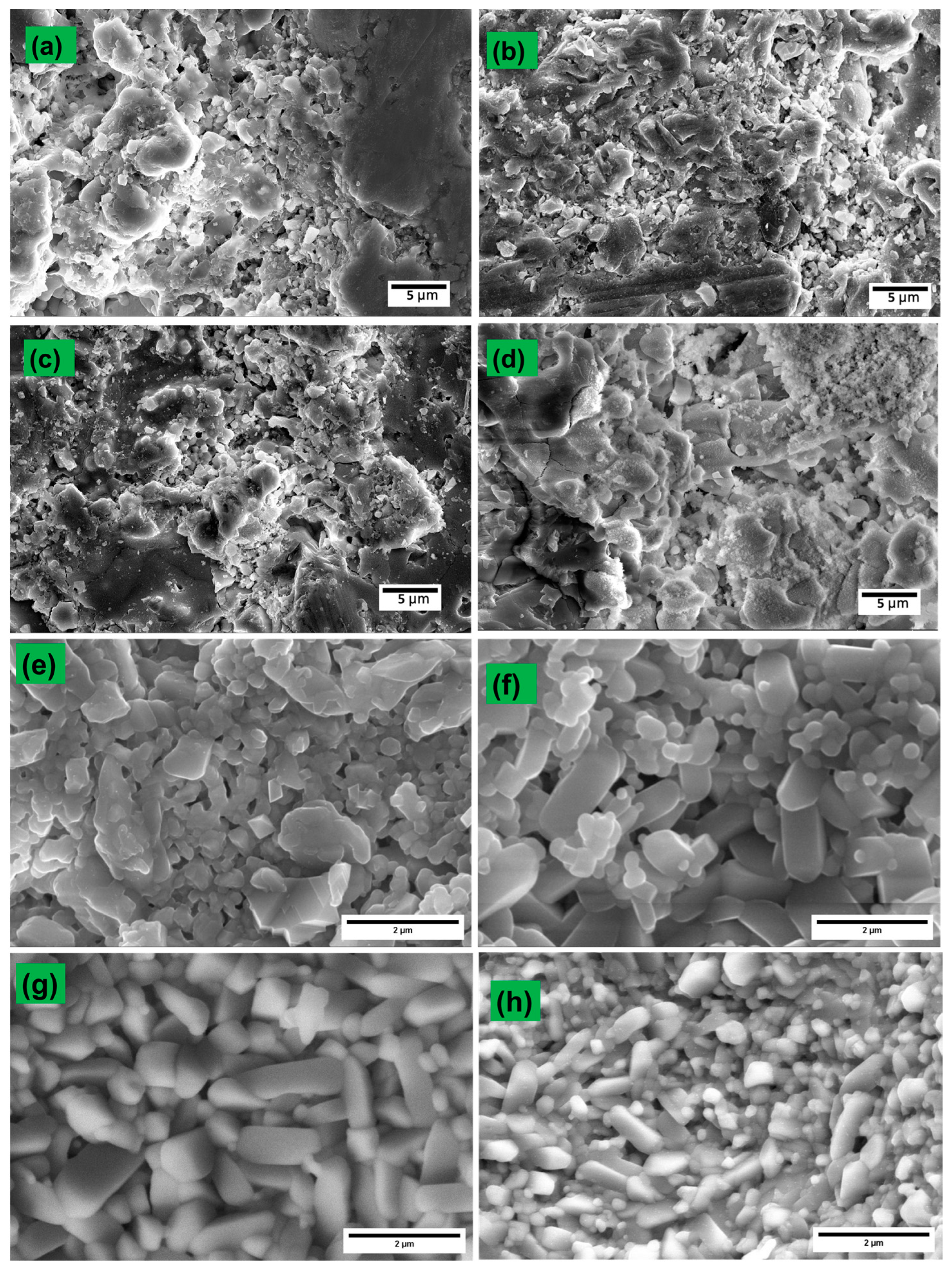
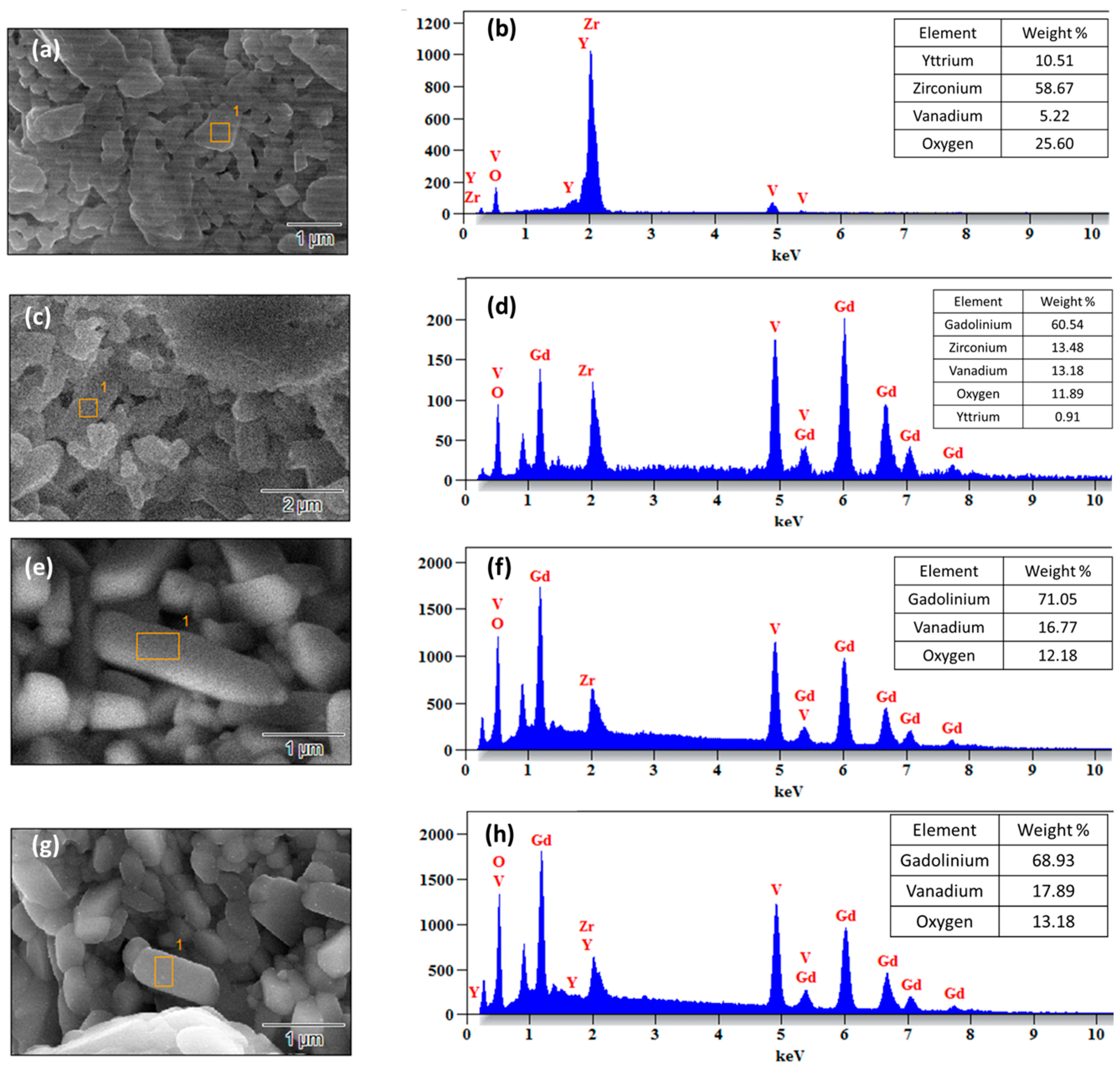
3.2.2. Microstructure and Elemental Analysis
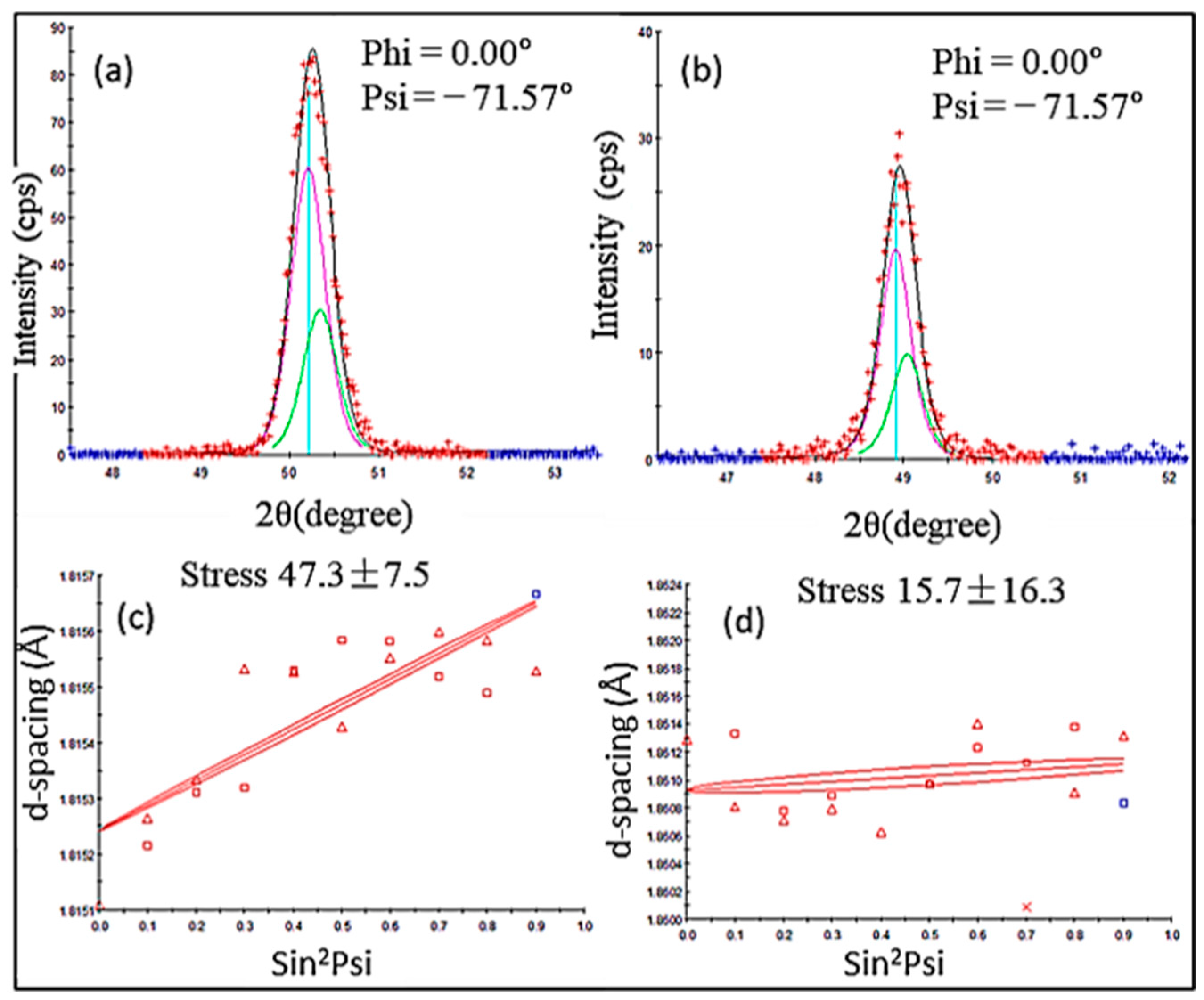
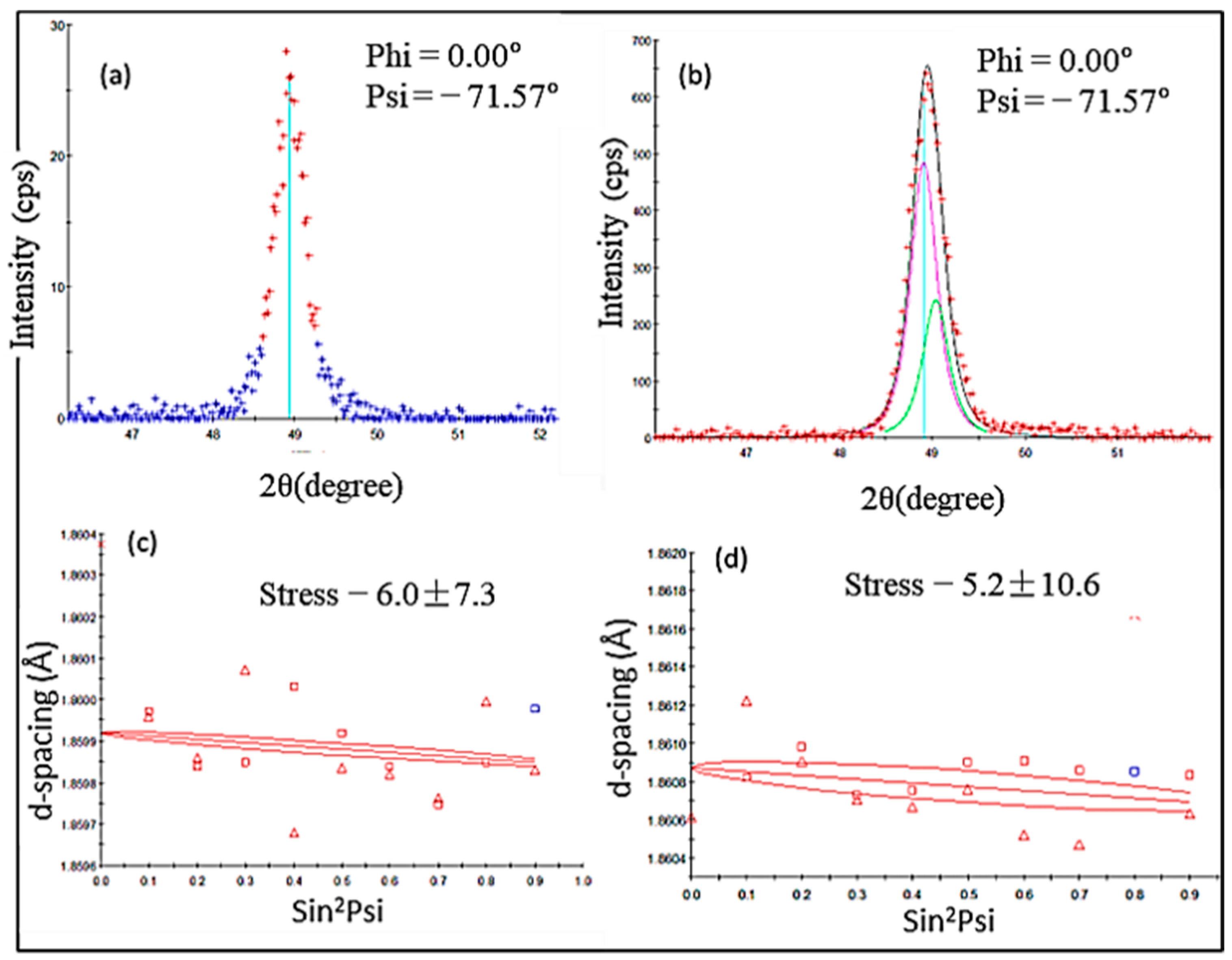
3.3. Residual Stress Measurement
3.4. Hardness
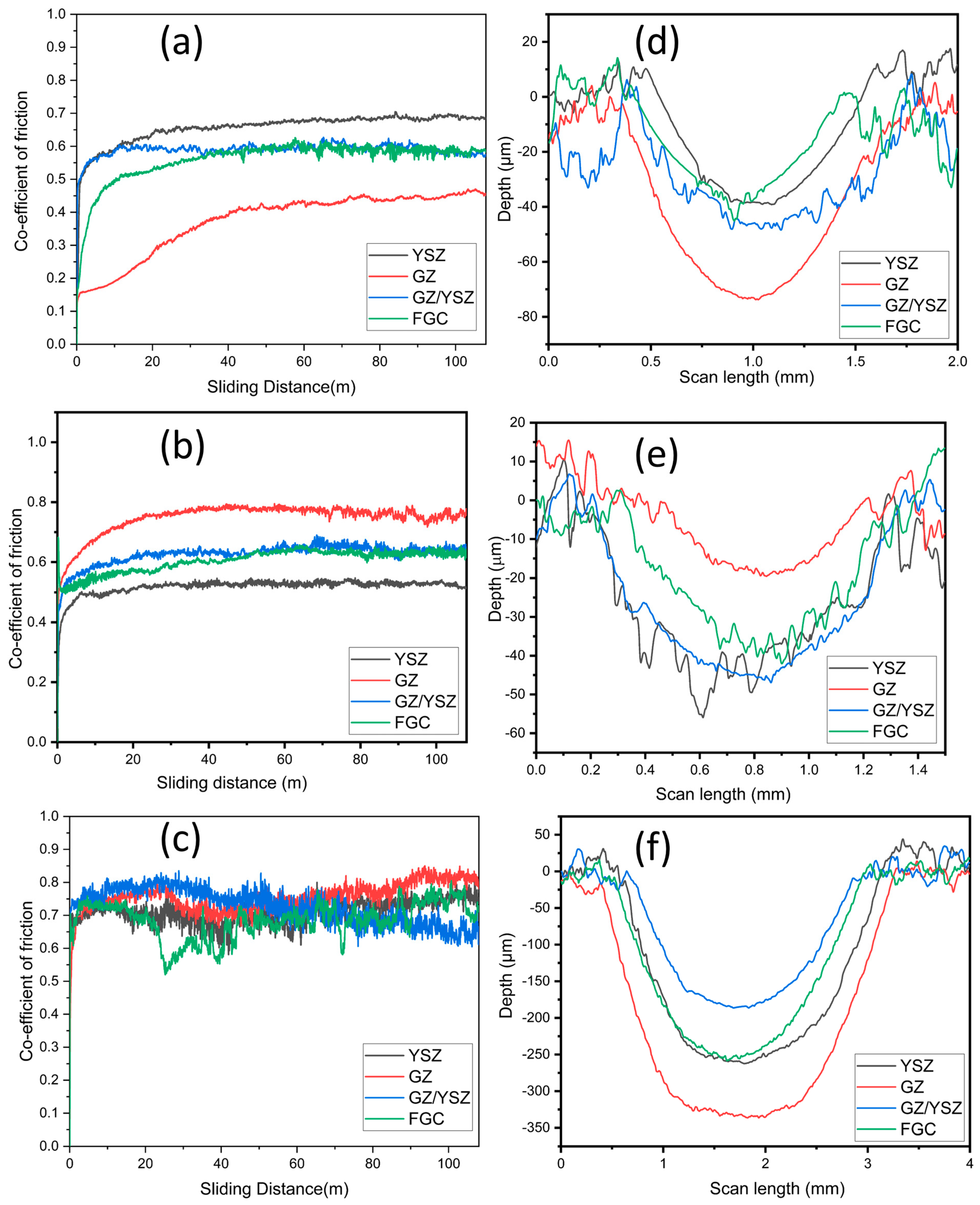
3.5. Tribological Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Clarke, D.R.; Oechsner, M.; Padture, N.P. Thermal-Barrier Coatings for More Efficient Gas-Turbine Engines. MRS Bull. 2012, 37, 891–898. [Google Scholar] [CrossRef]
- Deng, W.; Fergus, J.W. Effect of CMAS Composition on Hot Corrosion Behavior of Gadolinium Zirconate Thermal Barrier Coating Materials. J. Electrochem. Soc. 2017, 164, C526–C531. [Google Scholar] [CrossRef]
- Kumar, R.; Cietek, D.; Jiang, C.; Roth, J.; Gell, M.; Jordan, E.H. Influence of Microstructure on the Durability of Gadolinium Zirconate Thermal Barrier Coatings Using APS & SPPS Processes. Surf. Coat. Technol. 2018, 337, 117–125. [Google Scholar] [CrossRef]
- Frommherz, M.; Scholz, A.; Oechsner, M.; Bakan, E.; Vaßen, R. Gadolinium Zirconate/YSZ Thermal Barrier Coatings: Mixed-Mode Interfacial Fracture Toughness and Sintering Behavior. Surf. Coat. Technol. 2016, 286, 119–128. [Google Scholar] [CrossRef]
- Ozgurluk, Y.; Karaoglanli, A.C.; Ahlatci, H. Comparison of Calcium–Magnesium-Alumina-Silicate (CMAS) Resistance Behavior of Produced with Electron Beam Physical Vapor Deposition (EB-PVD) Method YSZ and Gd2Zr2O7/YSZ Thermal Barrier Coatings Systems. Vacuum 2021, 194, 110576. [Google Scholar] [CrossRef]
- Sadri, E.; Ashrafizadeh, F.; Eslami, A.; Jazi, H.S.; Ehsaei, H. Thermal Shock Performance and Microstructure of Advanced Multilayer Thermal Barrier Coatings with Gd2Zr2O7 Topcoat. Surf. Coat. Technol. 2022, 448, 128892. [Google Scholar] [CrossRef]
- Mahade, S.; Jahagirdar, A.; Li, X.H.; Kjellman, B.; Björklund, S.; Markocsan, N. Tailoring Microstructure of Double-Layered Thermal Barrier Coatings Deposited by Suspension Plasma Spray for Enhanced Durability. Surf. Coat. Technol. 2021, 425, 127704. [Google Scholar] [CrossRef]
- Jesuraj, S.A.; Kuppusami, P.; Ch, J.R. Evaluation of Microstructure and Coating Integrity of EB-PVD Deposited Bi-Layers of 7YSZ/Gd2Zr2O7 and 7YSZ/Y2O3-Gd2Zr2O7 Top Coats on Bond Coated Superalloys. Surf. Coat. Technol. 2022, 440, 128488. [Google Scholar] [CrossRef]
- Vaßen, R.; Bakan, E.; Mack, D.; Schwartz-Lückge, S.; Sebold, D.; Jung Sohn, Y.; Zhou, D.; Guillon, O. Performance of YSZ and Gd2Zr2O7/YSZ Double Layer Thermal Barrier Coatings in Burner Rig Tests. J. Eur. Ceram. Soc. 2020, 40, 480–490. [Google Scholar] [CrossRef]
- Mahade, S.; Curry, N.; Björklund, S.; Markocsan, N.; Nylén, P. Thermal Conductivity and Thermal Cyclic Fatigue of Multilayered Gd2Zr2O7/YSZ Thermal Barrier Coatings Processed by Suspension Plasma Spray. Surf. Coat. Technol. 2015, 283, 329–336. [Google Scholar] [CrossRef]
- Schulz, U.; Nowotnik, A.; Kunkel, S.; Reiter, G. Effect of Processing and Interface on the Durability of Single and Bilayer 7YSZ/Gadolinium Zirconate EB-PVD Thermal Barrier Coatings. Surf. Coat. Technol. 2020, 381, 125107. [Google Scholar] [CrossRef]
- Mahade, S.; Zhou, D.; Curry, N.; Markocsan, N.; Nylén, P.; Vaßen, R. Tailored Microstructures of Gadolinium Zirconate/YSZ Multi-Layered Thermal Barrier Coatings Produced by Suspension Plasma Spray: Durability and Erosion Testing. J. Mater. Process. Technol. 2019, 264, 283–294. [Google Scholar] [CrossRef]
- Carpio, P.; Bannier, E.; Salvador, M.D.; Benavente, R.; Sánchez, E. Multilayer and Particle Size-Graded YSZ Coatings Obtained by Plasma Spraying of Micro- and Nanostructured Feedstocks. J. Therm. Spray Technol. 2014, 23, 1362–1372. [Google Scholar] [CrossRef]
- Carpio, P.; Salvador, M.D.; Borrell, A.; Sánchez, E. Thermal Behaviour of Multilayer and Functionally-Graded YSZ/Gd2Zr2O7 Coatings. Ceram. Int. 2017, 43, 4048–4054. [Google Scholar] [CrossRef]
- Carpio, P.; Rayón, E.; Salvador, M.D.; Lusvarghi, L.; Sánchez, E. Mechanical Properties of Double-Layer and Graded Composite Coatings of YSZ Obtained by Atmospheric Plasma Spraying. J. Therm. Spray Technol. 2016, 25, 778–787. [Google Scholar] [CrossRef]
- Khan, M.A.; Anand, A.V.; Duraiselvam, M.; Rao, K.S.; Singh, R.A.; Jayalakshmi, S. Thermal Shock Resistance and Thermal Insulation Capability of Laser-Glazed Functionally Graded Lanthanum Magnesium Hexaluminate/Yttria-Stabilised Zirconia Thermal Barrier Coating. Materials 2021, 14, 3865. [Google Scholar] [CrossRef] [PubMed]
- Mohammadzaki Goudarzi, Z.; Valefi, Z.; Zamani, P. Effect of Functionally Graded Structure Design on Durability and Thermal Insulation Capacity of Plasma-Sprayed Thick Thermal Barrier Coating. Ceram. Int. 2021, 47, 34361–34379. [Google Scholar] [CrossRef]
- Sathish, M.; Radhika, N.; Saleh, B. A Critical Review on Functionally Graded Coatings: Methods, Properties, and Challenges. Compos. Part B Eng. 2021, 225, 109278. [Google Scholar] [CrossRef]
- Amer, M.; Curry, N.; Hayat, Q.; Sharma, R.; Janik, V.; Zhang, X.; Nottingham, J.; Bai, M. Cracking Behavior of Gd2Zr2O7/YSZ Multi-Layered Thermal Barrier Coatings Deposited by Suspension Plasma Spray. Coatings 2023, 13, 107. [Google Scholar] [CrossRef]
- Guven Gok, M.; Goller, G. Production and Characterisation of GZ/CYSZ Alternative Thermal Barrier Coatings with Multilayered and Functionally Graded Designs. J. Eur. Ceram. Soc. 2016, 36, 1755–1764. [Google Scholar] [CrossRef]
- Vakilifard, H.; Ghasemi, R.; Rahimipour, M. Hot Corrosion Behaviour of Plasma-Sprayed Functionally Graded Thermal Barrier Coatings in the Presence of Na2SO4+V2O5 Molten Salt. Surf. Coat. Technol. 2017, 326, 238–246. [Google Scholar] [CrossRef]
- Habibi, M.H.; Wang, L.; Guo, S.M. Evolution of Hot Corrosion Resistance of YSZ, Gd2Zr2O7, and Gd2Zr2O7+YSZ Composite Thermal Barrier Coatings in Na 2SO4+V2O5 at 1050 °C. J. Eur. Ceram. Soc. 2012, 32, 1635–1642. [Google Scholar] [CrossRef]
- Khajezadeh, M.H.; Mohammadi, M.; Ghatee, M. Hot Corrosion Performance and Electrochemical Study of CoNiCrAlY/YSZ/YSZ-La2O3 Multilayer Thermal Barrier Coatings in the Presence of Molten Salt. Mater. Chem. Phys. 2018, 220, 23–34. [Google Scholar] [CrossRef]
- Mahade, S.; Jonnalagadda, K.P.; Curry, N.; Li, X.H.; Björklund, S.; Markocsan, N.; Nylén, P.; Peng, R.L. Engineered Architectures of Gadolinium Zirconate Based Thermal Barrier Coatings Subjected to Hot Corrosion Test. Surf. Coat. Technol. 2017, 328, 361–370. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, Y.; Darut, G.; Poirier, T.; Stella, J.; Wang, K.; Liao, H.; Planche, M.P. A Novel Structured Suspension Plasma Sprayed YSZ-PTFE Composite Coating with Tribological Performance Improvement. Surf. Coat. Technol. 2019, 358, 108–113. [Google Scholar] [CrossRef]
- Darut, G.; Ageorges, H.; Denoirjean, A.; Fauchais, P. Tribological Performances of YSZ Composite Coatings Manufactured by Suspension Plasma Spraying. Surf. Coat. Technol. 2013, 217, 172–180. [Google Scholar] [CrossRef]
- Azhar, A.Z.A.; Ratnam, M.M.; Ahmad, Z.A. Effect of Al2O3/YSZ Microstructures on Wear and Mechanical Properties of Cutting Inserts. J. Alloy. Compd. 2009, 478, 608–614. [Google Scholar] [CrossRef]
- Rajasekaramoorthy, M.; Karthikeyan, A.; Anderson, A.; KamalanKirubaharan, A.M. Thermal Shock Resistance Behaviour of Multilayered Gd2O3 Doped YSZ on Inconel-718 Substrate. Mater. Today Proc. 2020, 33, 1011–1014. [Google Scholar] [CrossRef]
- Ejaz, N.; Ali, L.; Ahmed, A.; Rafiq, A.; Awan, G.H.; Mehmood, K. Sulfate-Vanadate Hot Corrosion of Neodymium Cerate/Yttria Stabilized Zirconia Composite Coating. Int. J. Appl. Ceram. Technol. 2019, 16, 931–942. [Google Scholar] [CrossRef]
- Palareti, G.; Legnani, C.; Cosmi, B.; Antonucci, E.; Erba, N.; Poli, D.; Testa, S.; Tosetto, A. Comparison between Different D-Dimer Cutoff Values to Assess the Individual Risk of Recurrent Venous Thromboembolism: Analysis of Results Obtained in the DULCIS Study. Int. J. Lab. Hematol. 2016, 38, 42–49. [Google Scholar] [CrossRef]
- Kamalan Kirubaharan, A.M.; Kuppusami, P.; Dharini, T. Thermal Expansion Studies of Electron Beam Evaporated Yttria Films on Inconel-718 Substrates. Surf. Coat. Technol. 2018, 354, 297–305. [Google Scholar] [CrossRef]
- Kamalan Kirubaharan, A.M.; Kuppusami, P.; Chakravarty, S.; Ramachandran, D.; Singh, A. Thermal Expansion and Residual Stress Behaviour of Electron Beam Evaporated Yttria Stabilized Zirconia Films on Inconel-690 Substrates. J. Alloys Compd. 2017, 722, 585–592. [Google Scholar] [CrossRef]
- Pakseresht, A.H.; Javadi, A.H.; Bahrami, M.; Khodabakhshi, F.; Simchi, A. Spark Plasma Sintering of a Multilayer Thermal Barrier Coating on Inconel 738 Superalloy: Microstructural Development and Hot Corrosion Behavior. Ceram. Int. 2016, 42, 2770–2779. [Google Scholar] [CrossRef]
- Thirumalaikumarasamy, D.; Shanmugam, K.; Balasubramanian, V. Influences of Atmospheric Plasma Spraying Parameters on the Porosity Level of Alumina Coating on AZ31B Magnesium Alloy Using Response Surface Methodology. Prog. Nat. Sci. Mater. Int. 2012, 22, 468–479. [Google Scholar] [CrossRef]
- Jesuraj, S.A.; Kuppusami, P.; Dharini, T.; Panda, P.; Devapal, D. Effect of Substrate Temperature on Microstructure and Nanomechanical Properties of Gd2Zr2O7 Coatings Prepared by EB-PVD Technique. Ceramics International 2018, 44, 18164–18172. [Google Scholar] [CrossRef]
- Kaushal, S.; Singh, S. Slurry Erosion Behavior of Plasma Sprayed Coating on Turbine Steel. Ind. Lubr. Tribol. 2019, 71, 1–9. [Google Scholar] [CrossRef]
- Jonnalagadda, K.P.; Mahade, S.; Curry, N.; Li, X.H.; Markocsan, N.; Nylén, P.; Björklund, S.; Peng, R.L. Hot Corrosion Mechanism in Multi-Layer Suspension Plasma Sprayed Gd2Zr2O7/YSZ Thermal Barrier Coatings in the Presence of V2O5+Na2SO4. J. Therm. Spray Technol. 2017, 26, 140–149. [Google Scholar] [CrossRef]
- Hao, J.K.C.; Azhar, A.Z.A.; Ratnam, M.M.; Ahmad, Z.A. Wear Performance and Mechanical Properties of 80 Wt-%Al2O3/20 Wt-%YSZ Cutting Inserts at Different Sintering Rates and Soaking Times. Mater. Sci. Technol. 2010, 26, 95–103. [Google Scholar] [CrossRef]
- Chen, Q.; Mao, W.G.; Zhou, Y.C.; Lu, C. Effect of Young’s Modulus Evolution on Residual Stress Measurement of Thermal Barrier Coatings by X-ray Diffraction. Appl. Surf. Sci. 2010, 256, 7311–7315. [Google Scholar] [CrossRef]
- Kamalan Kirubaharan, A.M.; Anderson, A.; Thykattusserry, N.J.; Rajasekaramoorthy, M.; Surya Saketh, M.; Bhargav, P. Measurement of Residual Stress in Thermal Barrier Coating Using GIXRD. Mater. Today Proc. 2021, 44, 3575–3577. [Google Scholar] [CrossRef]
- Li, C.; Jacques, S.D.M.; Chen, Y.; Daisenberger, D.; Xiao, P.; Markocsan, N.; Nylen, P.; Cernik, R.J. A Synchrotron X-ray Diffraction Deconvolution Method for the Measurement of Residual Stress in Thermal Barrier Coatings as a Function of Depth. J. Appl. Crystallogr. 2016, 49, 1904–1911. [Google Scholar] [CrossRef] [PubMed]
- Mao, W.G.; Chen, Q.; Dai, C.Y.; Yang, L.; Zhou, Y.C.; Lu, C. Effects of Piezo-Spectroscopic Coefficients of 8 wt.% Y2O3 Stabilized ZrO2 on Residual Stress Measurement of Thermal Barrier Coatings by Raman Spectroscopy. Surf. Coat. Technol. 2010, 204, 3573–3577. [Google Scholar] [CrossRef]
- Dharini, T.; Kuppusami, P.; Kumar, N.; Kumar, D.D.; Soman, A.K.; Kirubaharan, A.M.K. Tribological Properties of YSZ and YSZ/Ni-YSZ Nanocomposite Coatings Prepared by Electron Beam Physical Vapour Deposition. Ceram. Int. 2021, 47, 26010–26018. [Google Scholar] [CrossRef]
- Pakseresht, A.H.; Saremi, M.; Omidvar, H.; Alizadeh, M. Micro-Structural Study and Wear Resistance of Thermal Barrier Coating Reinforced by Alumina Whisker. Surf. Coat. Technol. 2019, 366, 338–348. [Google Scholar] [CrossRef]
- Murray, J.W.; Leva, A.; Joshi, S.; Hussain, T. Microstructure and Wear Behaviour of Powder and Suspension Hybrid Al2O3–YSZ Coatings. Ceram. Int. 2018, 44, 8498–8504. [Google Scholar] [CrossRef]
- Ramachandran, C.S.; Balasubramanian, V.; Ananthapadmanabhan, P.V.; Viswabaskaran, V. Understanding the Dry Sliding Wear Behaviour of Atmospheric Plasma-Sprayed Rare Earth Oxide Coatings. Mater. Des. 2012, 39, 234–252. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Power (KW) | 40 |
| Current (A) | 500 |
| Voltage (V) | 65–70 |
| Primary gas (argon) flow rate (LPM) | 80–90 |
| Secondary gas (hydrogen) flow rate (LPM) | 15–18 |
| Distance (mm) | 80 |
| Spray angle (degrees) | 90 |
| S. No. | Coating | JCPDS Card No. | Peak Position (2θ) | (hkl) | Elastic Modulus, E (GPa) | Poisson’s Ratio, ν |
|---|---|---|---|---|---|---|
| 1 | YSZ | 48-0224 | 50.53 | (112) | 228 | 0.20 |
| 2 | GZ | 80-0469 | 49.20 | (440) | 175 | 0.23 |
| 3 | DL | 80-0469 | 49.20 | (440) | 175 | 0.23 |
| 4 | FGC | 80-0469 | 49.20 | (440) | 175 | 0.23 |
| S. No. | Coating | Peak Angle (2θ°) | (hkl) | Stress, MPa | Tensile/Compressive |
|---|---|---|---|---|---|
| 1 | YSZ | 50.53 | 112 | 47.3 ± 7.5 | Tensile |
| 2 | GZ | 49.20 | 440 | 15.7 ± 16.3 | Tensile |
| 3 | YSZ/GZ | 49.20 | 440 | −6.0 ± 7.3 | Compressive |
| 4 | FGC | 49.20 | 440 | −15.2 ± 10.6 | Compressive |
| Coating | As-Coated TBC | Heat-Treated TBC | ||
|---|---|---|---|---|
| HV 0.1 | Equivalent, GPa | HV 0.1 | Equivalent, GPa | |
| YSZ | 449 ± (10) | 4.40 | 514 ± (26) | 5.04 |
| GZ | 789 ± (38) | 7.74 | 445 ± (9) | 4.36 |
| YSZ/GZ | 595 ± (11) | 5.84 | 418 ± (11) | 4.10 |
| FGC | 595 ± (20) | 5.84 | 427 ± (12) | 4.19 |
| Coating | Coefficient of Friction of As-Coated TBCs | Coefficient of Friction of Heat-Treated TBCs | Coefficient of Friction of As-Coated TBCs at 673 K |
|---|---|---|---|
| YSZ | 0.69 | 0.54 | 0.76 |
| GZ | 0.45 | 0.74 | 0.81 |
| YSZ/GZ | 0.58 | 0.63 | 0.63 |
| FGC | 0.59 | 0.62 | 0.74 |
| Coating | Wear Rate of As-Coated TBCs (×10−4 mm3/Nm) | Wear Rate of Heat-Treated TBCs (×10−4 mm3/Nm) | Wear Rate of As-Coated TBCs at 673 K (×10−2 mm3/Nm) |
|---|---|---|---|
| YSZ | 3.07 | 4.31 | 5.61 |
| GZ | 7.91 | 1.18 | 8.52 |
| YSZ/GZ | 5.42 | 4.34 | 3.43 |
| FGC | 2.90 | 3.04 | 5.10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Manogaran, R.; Alagu, K.; Arul, A.; Jesuraj, A.; Devarajan, D.K.; Murugadoss, G.; Amirtharaj Mosas, K.K. Hot Corrosion Behavior of Plasma-Sprayed Gd2Zr2O7/YSZ Functionally Graded Thermal Barrier Coatings. Ceramics 2024, 7, 579-595. https://doi.org/10.3390/ceramics7020038
Manogaran R, Alagu K, Arul A, Jesuraj A, Devarajan DK, Murugadoss G, Amirtharaj Mosas KK. Hot Corrosion Behavior of Plasma-Sprayed Gd2Zr2O7/YSZ Functionally Graded Thermal Barrier Coatings. Ceramics. 2024; 7(2):579-595. https://doi.org/10.3390/ceramics7020038
Chicago/Turabian StyleManogaran, Rajasekaramoorthy, Karthikeyan Alagu, Anderson Arul, Anandh Jesuraj, Dinesh Kumar Devarajan, Govindhasamy Murugadoss, and Kamalan Kirubaharan Amirtharaj Mosas. 2024. "Hot Corrosion Behavior of Plasma-Sprayed Gd2Zr2O7/YSZ Functionally Graded Thermal Barrier Coatings" Ceramics 7, no. 2: 579-595. https://doi.org/10.3390/ceramics7020038
APA StyleManogaran, R., Alagu, K., Arul, A., Jesuraj, A., Devarajan, D. K., Murugadoss, G., & Amirtharaj Mosas, K. K. (2024). Hot Corrosion Behavior of Plasma-Sprayed Gd2Zr2O7/YSZ Functionally Graded Thermal Barrier Coatings. Ceramics, 7(2), 579-595. https://doi.org/10.3390/ceramics7020038