
Improving the Quality of Ceramic Products by Removing the Defective Surface Layer

 ,
, 
 ,
,  ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
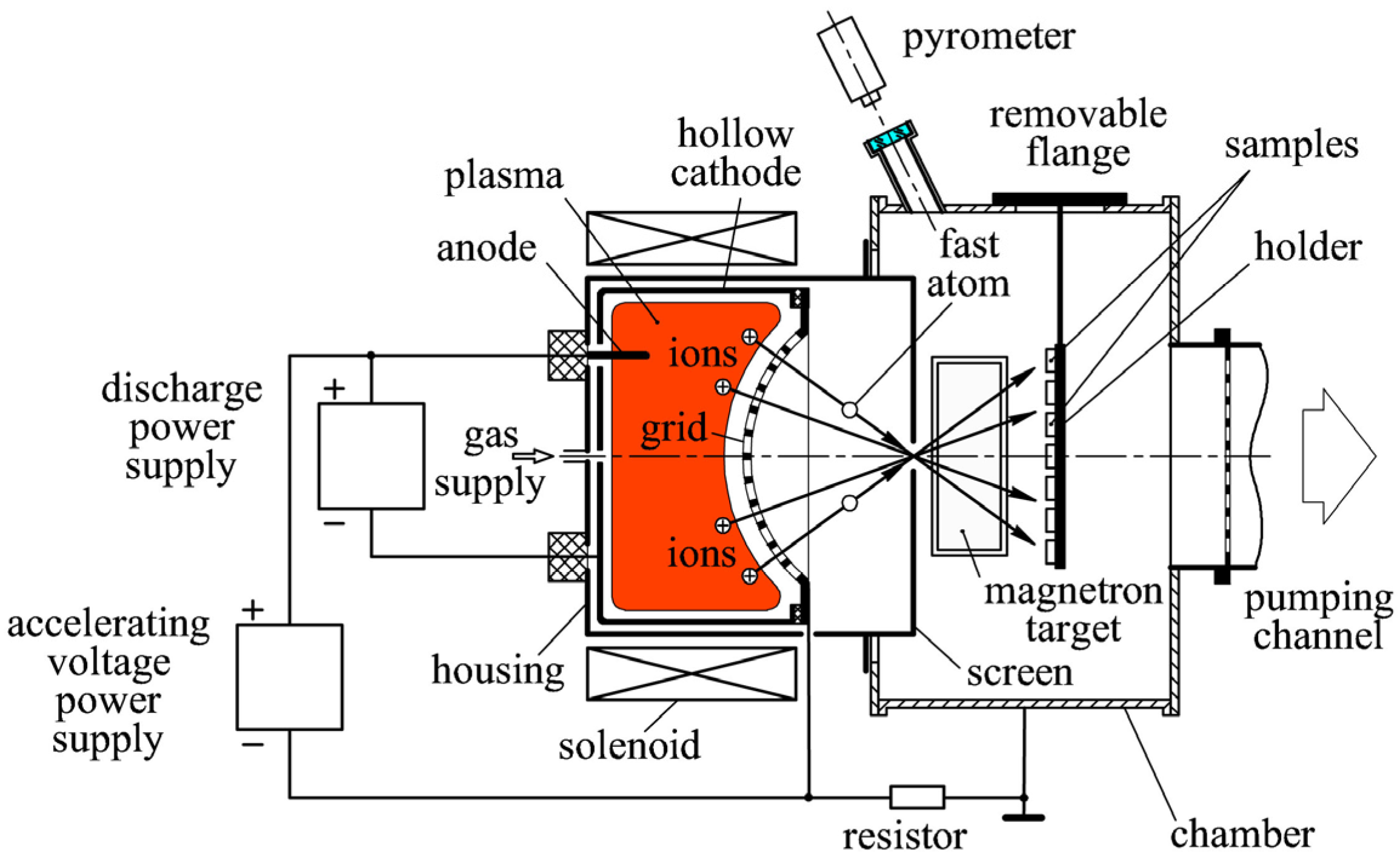
2.1. Experimental Setup
2.2. Characterization of the Samples
3. Results
3.1. Removal of Defective Surface Layer
3.2. Deposition of Wear-Resistant Coatings
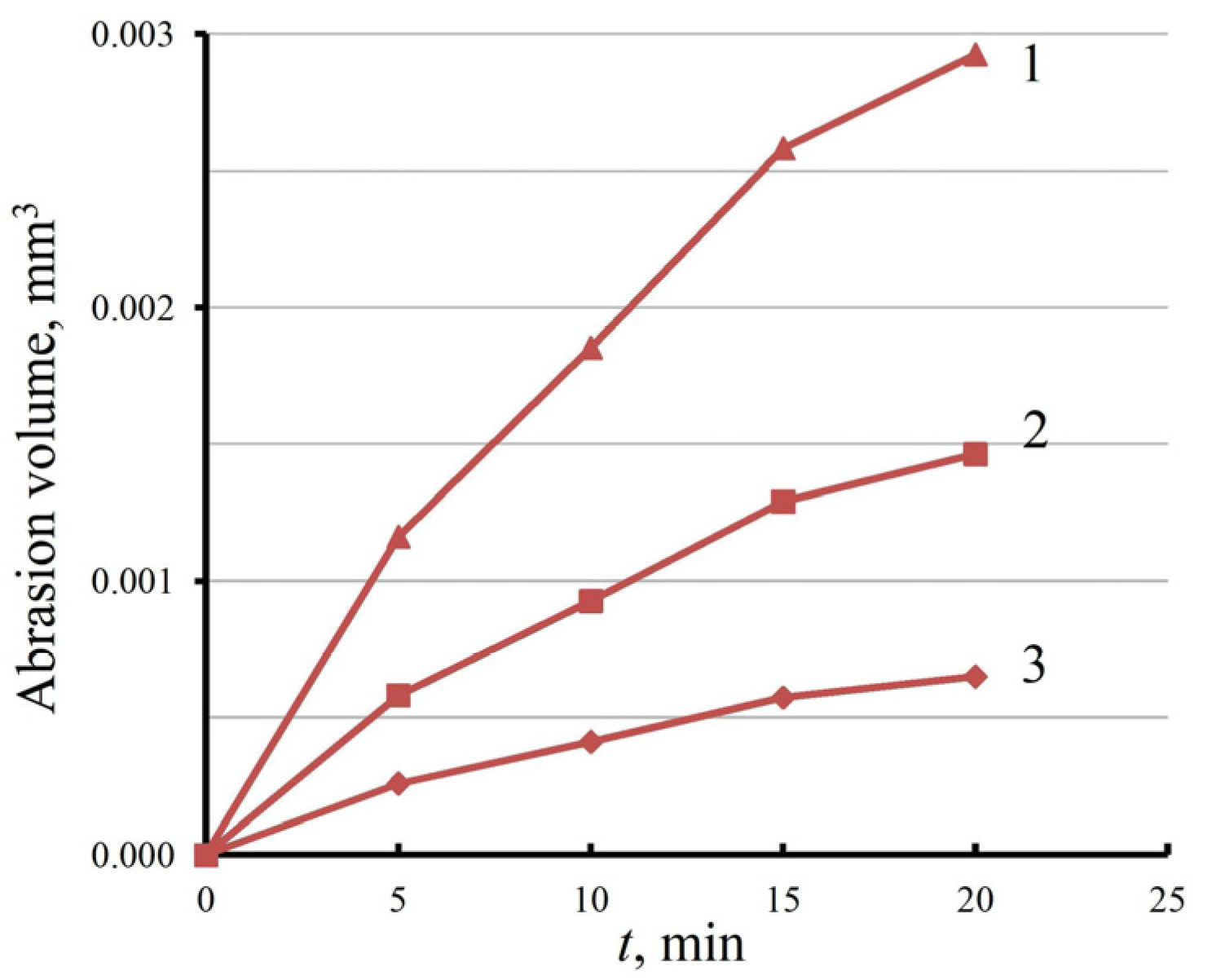
3.3. Abrasion Resistance and Wear of Ceramic Samples
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lukianova, O.A.; Novikov, V.Y.; Parkhomenko, A.A.; Sirota, V.V.; Krasilnikov, V.V. Microstructure of Spark Plasma-Sintered Silicon Nitride Ceramics. Nanoscale Res. Lett. 2017, 12, 293. [Google Scholar] [CrossRef] [PubMed]
- Jojo, N.; Shongwe, M.B.; Tshabalala, L.C.; Olubambi, P.A. Effect of Sintering Temperature and Yttrium Composition on the Densification, Microstructure and Mechanical Properties of Spark Plasma Sintered Silicon Nitride Ceramics with Al2O3 and Y2O3 Additives. Silicon 2019, 11, 2689–2699. [Google Scholar] [CrossRef]
- Kaidash, O.N.; Fesenko, I.P.; Kryl’, Y.A. Heat conductivity, physico-mechanical properties and interrelations of them and structures of pressureless sintered composites produced of Si3N4-Al2O3-Y2O3(-ZrO2) nanodispersed system. J. Superhard Mater. 2014, 36, 96–104. [Google Scholar] [CrossRef]
- Shao, Y.; Fergani, O.; Li, B.; Liang, S.Y. Residual stress modeling in minimum quantity lubrication grinding. Int. J. Adv. Manuf. Technol. 2016, 83, 743–751. [Google Scholar] [CrossRef]
- Cherkasova, N.Y.; Volosova, M.A. Improving the performance of ceramic cutting plates by mechanical and ion-plasma surface treatment. Russ. Engin. Res. 2013, 33, 429–432. [Google Scholar] [CrossRef]
- Santecchia, E.; Hamouda, A.M.S.; Musharavati, F.; Zalnezhad, E.; Cabibbo, M.; Spigarelli, S. Wear resistance investigation of titanium nitride-based coatings. Ceram. Int. 2015, 41, 10349–10379. [Google Scholar] [CrossRef]
- Durmaz, Y.M.; Yildiz, F. The wear performance of carbide tools coated with TiAlSiN, AlCrN and TiAlN ceramic films in intelligent machining process. Ceram. Int. 2019, 45, 3839–3848. [Google Scholar] [CrossRef]
- Siwawut, S.; Saikaew, C.; Wisitsoraat, A.; Surinphong, S. Cutting performances and wear characteristics of WC inserts coated with TiAlSiN and CrTiAlSiN by filtered cathodic arc in dry face milling of cast iron. Int. J. Adv. Manuf. Technol. 2018, 97, 3883–3892. [Google Scholar] [CrossRef]
- Cui, X.; Wang, D.; Guo, J. Effects of material microstructure and surface microscopic geometry on the performance of ceramic cutting tools in intermittent turning. Ceram. Int. 2018, 44, 8201–8209. [Google Scholar] [CrossRef]
- Conde, A.; Cristobal, A.B.; Fuentes, G.; Tate, T.; De Damborenea, J. Surface analysis of electrochemically stripped CrN coatings. Surf. Coat. Technol. 2006, 201, 3588–3595. [Google Scholar] [CrossRef]
- Bonacchi, D.; Rizzi, G.; Bardi, U.; Scrivani, A. Chemical stripping of ceramic films of titanium aluminum nitride from hard metal substrates. Surf. Coat. Technol. 2003, 165, 35–39. [Google Scholar] [CrossRef]
- Bobzin, K. High-performance coatings for cutting tools. CIRP J. Manuf. Sci. Technol. 2017, 18, 1–9. [Google Scholar] [CrossRef]
- Sen, Y.; Ürgen, M.; Kazmanli, K.; Çakir, A.F. Stripping of CrN from CrN-coated high-speed steels. Surf. Coat. Technol. 1999, 113, 31–35. [Google Scholar] [CrossRef]
- Schubert, E.; Schutte, K.; Emmel, A.; Bergmann, H.W.; Hans, W. Excimer laser assisted TiN and WC removal from tools as a novel decoating technology. Proc. SPIE 1995, 2502, 654–663. [Google Scholar]
- Kaufman, H.R. Broad-beam ion sources. Rev. Sci. Instrum. 1990, 61, 230–235. [Google Scholar] [CrossRef]
- Kaufman, H.R.; Hughes, W.E.; Robinson, R.S.; Tompson, G.R. Thirty-eight-centimeter ion source. Nucl. Instrum. Meth. Phys. Res. B 1989, 37–38, 98–102. [Google Scholar] [CrossRef]
- Hayes, A.V.; Kanarov, V.; Vidinsky, B. Fifty centimeter ion beam source. Rev. Sci. Instrum. 1996, 67, 1638–1641. [Google Scholar] [CrossRef]
- Oks, E.M.; Vizir, A.V.; Yushkov, G.Y. Low-pressure hollow-cathode glow discharge plasma for broad beam gaseous ion source. Rev. Sci. Instrum. 1998, 69, 853–855. [Google Scholar] [CrossRef]
- Vizir, A.V.; Yushkov, G.Y.; Oks, E.M. Further development of a gaseous ion source based on low-pressure hollow cathode glow. Rev. Sci. Instrum. 2000, 71, 728–730. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Melnik, Y.A.; Metel, A.S.; Panin, V.V. Broad beam source of fast atoms produced as a result of charge exchange collisions of ions accelerated between two plasmas. Instrum. Exp. Tech. 2009, 52, 602–608. [Google Scholar] [CrossRef]
- Grigoriev, S.; Vereschaka, A.; Zelenkov, V.; Sitnikov, N.; Bublikov, J.; Milovich, F.; Andreev, N.; Mustafaev, E. Specific features of the structure and properties of arc-PVD coatings depending on the spatial arrangement of the sample in the chamber. Vacuum 2022, 200, 111047. [Google Scholar] [CrossRef]
- Metel, A.S.; Grigoriev, S.N.; Melnik, Y.A.; Bolbukov, V.P. Characteristics of a fast neutral atom source with electrons injected into the source through its emissive grid from the vacuum chamber. Instrum. Exp. Tech. 2012, 55, 288–293. [Google Scholar] [CrossRef]
- McDaniel, E.W. Collision Phenomena in Ionized Gases; Willey: New York, NY, USA, 1964; 775p. [Google Scholar]
- Phelps, A.V. Cross sections and swarm coefficients for nitrogen ions and neutrals in N2 and argon ions and neutrals in Ar for energies from 0.1 eV to 10 keV. J. Phys. Chem. Ref. Data 1991, 20, 557–573. [Google Scholar] [CrossRef]
- Phelps, A.V.; Greene, C.H.; Burke, J.P. Collision cross sections for argon atoms with argon atoms for energies from 0.01 eV to 10 keV. J. Phys. B At. Mol. Opt. Phys. 2000, 33, 2965–2981. [Google Scholar] [CrossRef]
- Grigoriev, S.; Metel, A. Plasma- and Beam-Assisted Deposition Methods. In Nanostructured Thin Films and Nanodispersion Strengthened Coatings. NATO Science Series II: Mathematics, Physics and Chemistry; Voevodin, A.A., Shtansky, D.V., Levashov, E.A., Moore, J.J., Eds.; Springer: Berlin, Germany, 2004; Volume 155, pp. 147–154. ISBN 9781402022227. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
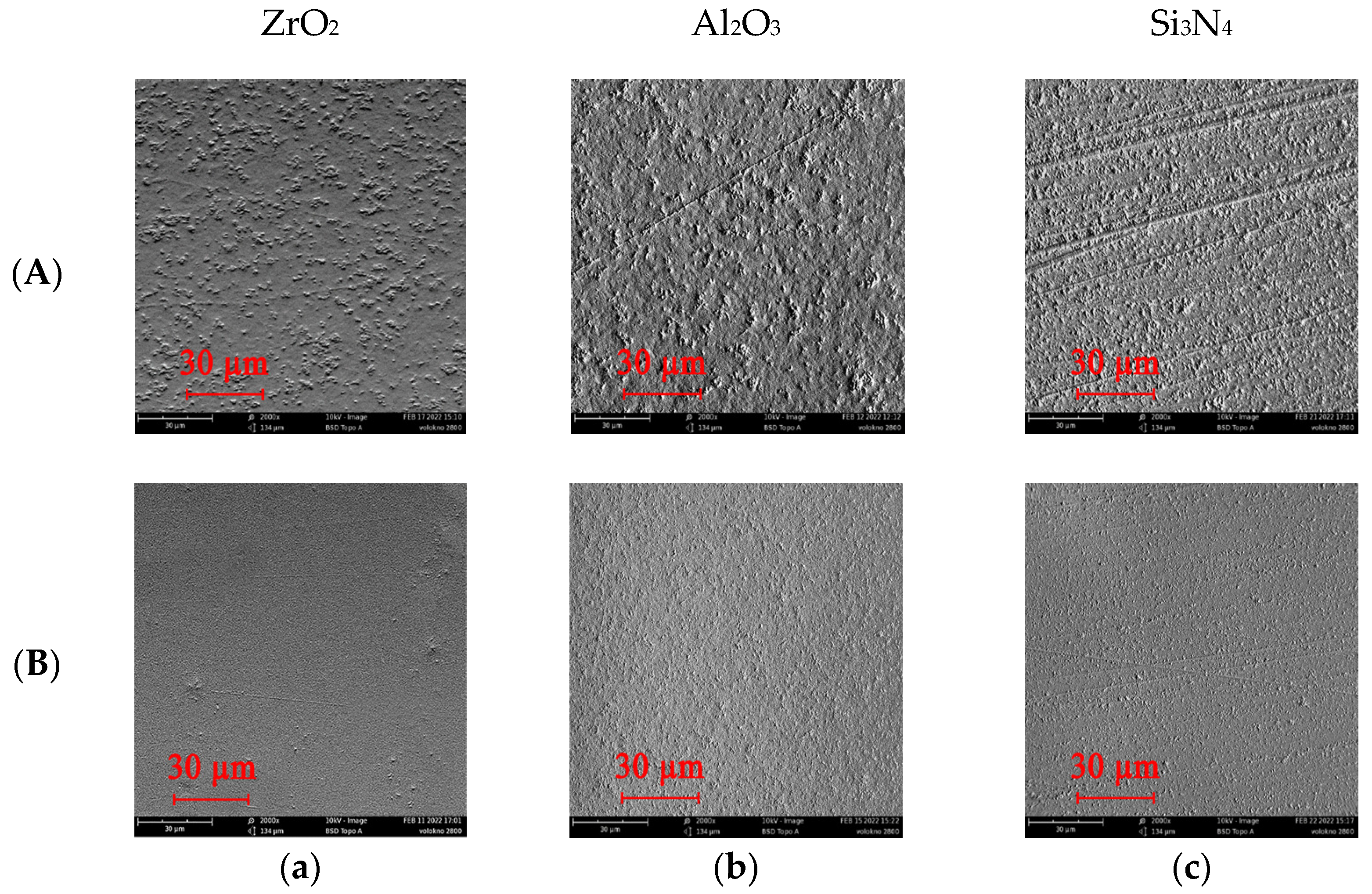
| The Sample Material | ZrO2 | Al2O3 | Si3N4 |
|---|---|---|---|
| Roughness of the sample before etching, Ra (μm) | 0.122 | 0.304 | 0.105 |
| Roughness of the sample after etching, Ra (µm) | 0.114 | 0.252 | 0.095 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Metel, A.S.; Volosova, M.A.; Mustafaev, E.S.; Melnik, Y.A.; Okunkova, A.A.; Grigoriev, S.N. Improving the Quality of Ceramic Products by Removing the Defective Surface Layer. Ceramics 2024, 7, 55-67. https://doi.org/10.3390/ceramics7010005
Metel AS, Volosova MA, Mustafaev ES, Melnik YA, Okunkova AA, Grigoriev SN. Improving the Quality of Ceramic Products by Removing the Defective Surface Layer. Ceramics. 2024; 7(1):55-67. https://doi.org/10.3390/ceramics7010005
Chicago/Turabian StyleMetel, Alexander S., Marina A. Volosova, Enver S. Mustafaev, Yury A. Melnik, Anna A. Okunkova, and Sergey N. Grigoriev. 2024. "Improving the Quality of Ceramic Products by Removing the Defective Surface Layer" Ceramics 7, no. 1: 55-67. https://doi.org/10.3390/ceramics7010005
APA StyleMetel, A. S., Volosova, M. A., Mustafaev, E. S., Melnik, Y. A., Okunkova, A. A., & Grigoriev, S. N. (2024). Improving the Quality of Ceramic Products by Removing the Defective Surface Layer. Ceramics, 7(1), 55-67. https://doi.org/10.3390/ceramics7010005