Microfabrication of High-Aspect Ratio KNN Lead-Free Piezoceramic Pillar Arrays by Aqueous Gelcasting

 ,
,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials and Procedures
2.2. Characterizations
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yuan, J.R.; Jiang, P.; Cao, J.; Sadaka, A.; Bautista, R.; Snook, K.; Rehrig, P.W. 5C-5 High frequency piezo composites microfabricated ultrasound transducers for intravascular imaging. Ultrason. Symp. 2006, 10, 264–268. [Google Scholar]
- Smith, W.A.; Auld, B.A. Modeling 1-3 composite piezoelectrics: Thickness-mode oscillations. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 1991, 38, 3840–3847. [Google Scholar] [CrossRef]
- Ringgaard, E.; Wurlitzer, T. Lead-free piezoceramics based on alkai niobates. J. Eur. Ceram. Soc. 2005, 25, 2701–2706. [Google Scholar] [CrossRef]
- Wu, D.W.; Chen, R.M.; Zhou, Q.F.; Shung, K.K.; Lin, D.M.; Chan, H.L.W. Lead-free KNLNT piezoelectric ceramics for high-frequency ultrasonic transducer application. Ultrason 2009, 49, 395–398. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Shen, Z.Y.; Li, J.F.; Li, R.M.; Zhou, Q.F.; Shung, K.K. Microscale 1-3 type (Na,K)NbO3-based Pb-free piezocomposites for high frequency ultrasonic transducer applications. J. Am. Ceram. Soc. 2011, 94, 1346–1349. [Google Scholar] [CrossRef] [PubMed]
- Abrar, A.; Zhang, D.; Su, B.; Button, T.W.; Kirk, K.J.; Cochran, S. 1-3 connectivity piezoelectric ceramic–polymer composite transducers made with viscous polymer processing for high frequency ultrasound. Ultrason 2004, 42, 479–484. [Google Scholar] [CrossRef] [PubMed]
- Gebhardt, S.; Schonecker, A.; Steinhausen, R.; Hauke, T.; Seifert, W.; Beige, H. Fine scale 1–3 composites fabricated by the soft mold process: Preparation and modeling. Ferroelectrics 2000, 241, 67–73. [Google Scholar] [CrossRef]
- Gebhardt, S.; Schonecker, A.; Schonecker, R.; Seifert, W.; Beige, H. Quasistatic and dynamic properties of 1–3 composites made by soft molding. J. Eur. Ceram. Soc. 2003, 23, 153–159. [Google Scholar] [CrossRef]
- Young, A.C.; Omatete, O.O.; Janney, M.A.; Menchhofer, P.A. Gelcasting of alumina. J. Am. Ceram. Soc. 1991, 74, 612–618. [Google Scholar] [CrossRef]
- Omatete, O.O.; Janney, M.A.; Nunn, S.D. Gelcasting: From laboratory development toward industrial production. J. Eur. Ceram. Soc. 1997, 17, 407–413. [Google Scholar] [CrossRef] [Green Version]
- Xie, R.; Zhao, Y.; Zhou, K.C.; Zhang, D.; Wang, Y.; Chan, H.L.W. Fabrication of fine scale 1-3 piezoelectric arrays by aqueous gelcasting. J. Am. Ceram. Soc. 2014, 97, 2590–2595. [Google Scholar] [CrossRef]
- Ma, J.Z.; Li, H.Y.; Wang, H.J.; Lin, C.; Wu, X.; Lin, T.F.; Zheng, X.H.; Yu, X. Composition, microstructure and electrical properties of K0.5Na0.5NbO3 ceramics fabricated by cold sintering assisted sintering. J. Eur. Ceram. Soc. 2019, 39, 986–993. [Google Scholar] [CrossRef]
- Dhara, S.; Bhargava, P. Influence of Nature and Amount of Dispersant on Rheology of Aged Aqueous Alumina Gelcasting Slurries. J. Am. Ceram. Soc. 2005, 88, 547–552. [Google Scholar] [CrossRef]
- He, J.; Li, X.D.; Li, J.G.; Sun, X.D. Colloidal stability of aqueous suspensions of nano-yttria powders. Int. J. Mater. Sci. Eng. 2013, 1, 28–31. [Google Scholar] [CrossRef]
- Boersma, W.H.; Laven, J.; Stein, H.N. Shear thickening (dilatancy) in concentrated dispersion. AIChE J. 1990; 36, 321–332. [Google Scholar]
- Wagner, N.J.; Brady, J.F. Shear thickening in colloidal dispersions. Phys. Today 2009, 62, 27–32. [Google Scholar] [CrossRef] [Green Version]
- Reed, J.S. Principles of Ceramics Crocessing, 2nd ed.; John Wiley and Sons Inc.: New York, NY, USA, 1995; pp. 282–288. [Google Scholar]
- Tseng, W.J.; Wu, C.H. Aggregation. rheology and electrophoretic packing structure of aqueous Al2O3 nanoparticle suspension. Acta Mater 2002, 50, 3757–3766. [Google Scholar] [CrossRef]
- Johnson, S.B.; Franks, G.V.; Scales, P.J.; Boger, D.V.; Healy, T.W. Surfacechemistry–rheology relationships in concentrated mineral suspensions. Int J. Min. Proc. 2000, 58, 267–304. [Google Scholar] [CrossRef]
- Tseng, W.J.; Lin, K.C. Rheology and colloidal structure of aqueous TiO2 nanoparticle suspensions. Mater. Sci. Eng. 2003, 355, 186–192. [Google Scholar] [CrossRef]
- Morissette, S.L.; Lewis, J.A. Chemorheology of aqueous-based alumina-poly(vinyl alcohol) gelcasting suspensions. J. Am. Ceram. Soc. 1999, 82, 521–528. [Google Scholar] [CrossRef]
- Babaluo, A.A.; Kokabi, M.; Barat, A. Chemorheology of alumina–aqueous acrylamide gelcasting systems. J. Eur. Ceram. Soc. 2004, 24, 635–644. [Google Scholar] [CrossRef]
- Dong, M.J.; Mao, X.J.; Zhang, Z.Q.; Liu, Q. Gelcasting of SiC using epoxy resin as gel former. Ceram. Int. 2009, 35, 1363–1366. [Google Scholar] [CrossRef]
- Zhang, C.; Qiu, T.; Yang, J.; Guo, J. The effect of solid volume fraction on properties of ZTA composites by gelcasting using DMAA system. Mater. Sci. Eng. A 2012, 539, 243–249. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
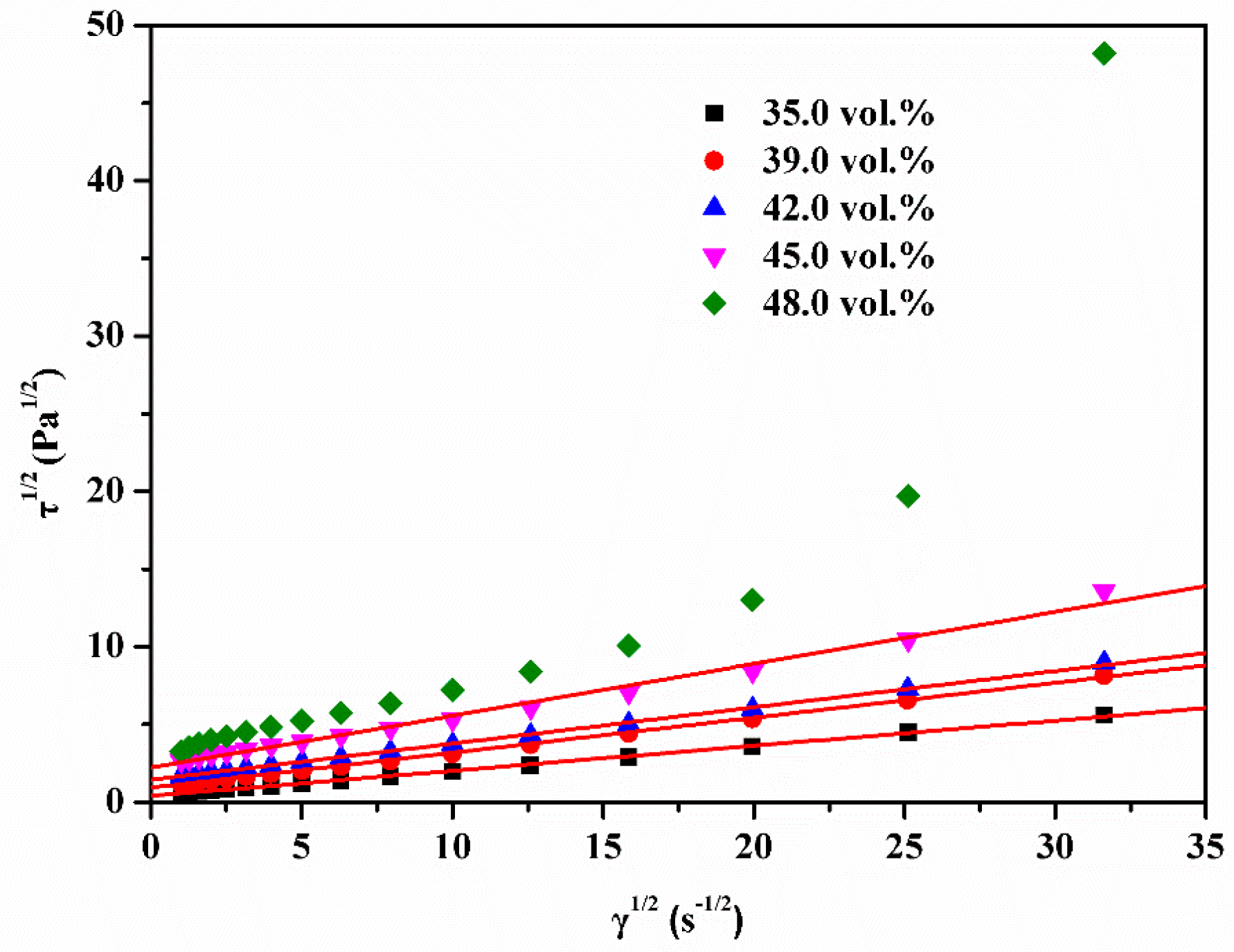
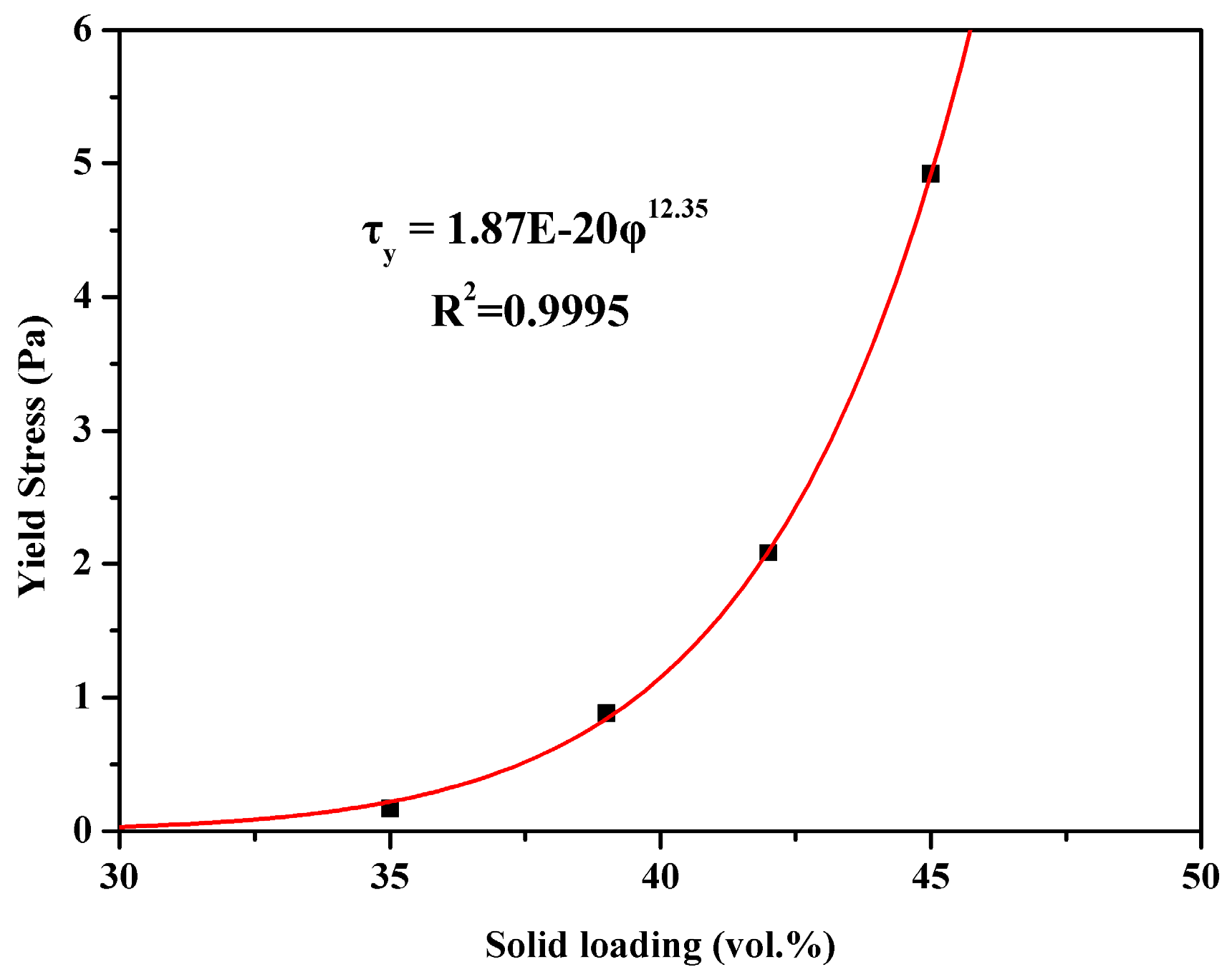
| Solid Loading (vol.%) | τy (Pa) | η (Pa·s) | R2 |
|---|---|---|---|
| 35.0 | 0.1697 | 0.0260 | 0.9987 |
| 39.0 | 0.8812 | 0.0506 | 0.9993 |
| 42.0 | 2.0833 | 0.0543 | 0.9991 |
| 45.0 | 4.9203 | 0.1117 | 0.9900 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, C.; Li, B.; Wang, X.; Ji, F.; Zhang, D.; Wang, G.; Wang, H.; Xie, R. Microfabrication of High-Aspect Ratio KNN Lead-Free Piezoceramic Pillar Arrays by Aqueous Gelcasting. Ceramics 2020, 3, 287-296. https://doi.org/10.3390/ceramics3030026
Wu C, Li B, Wang X, Ji F, Zhang D, Wang G, Wang H, Xie R. Microfabrication of High-Aspect Ratio KNN Lead-Free Piezoceramic Pillar Arrays by Aqueous Gelcasting. Ceramics. 2020; 3(3):287-296. https://doi.org/10.3390/ceramics3030026
Chicago/Turabian StyleWu, Cailing, Benke Li, Xiaofeng Wang, Feng Ji, Dou Zhang, Guoping Wang, Hongqing Wang, and Rui Xie. 2020. "Microfabrication of High-Aspect Ratio KNN Lead-Free Piezoceramic Pillar Arrays by Aqueous Gelcasting" Ceramics 3, no. 3: 287-296. https://doi.org/10.3390/ceramics3030026