High-Performance SiC-Polycrystalline Fiber with Smooth Surface

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
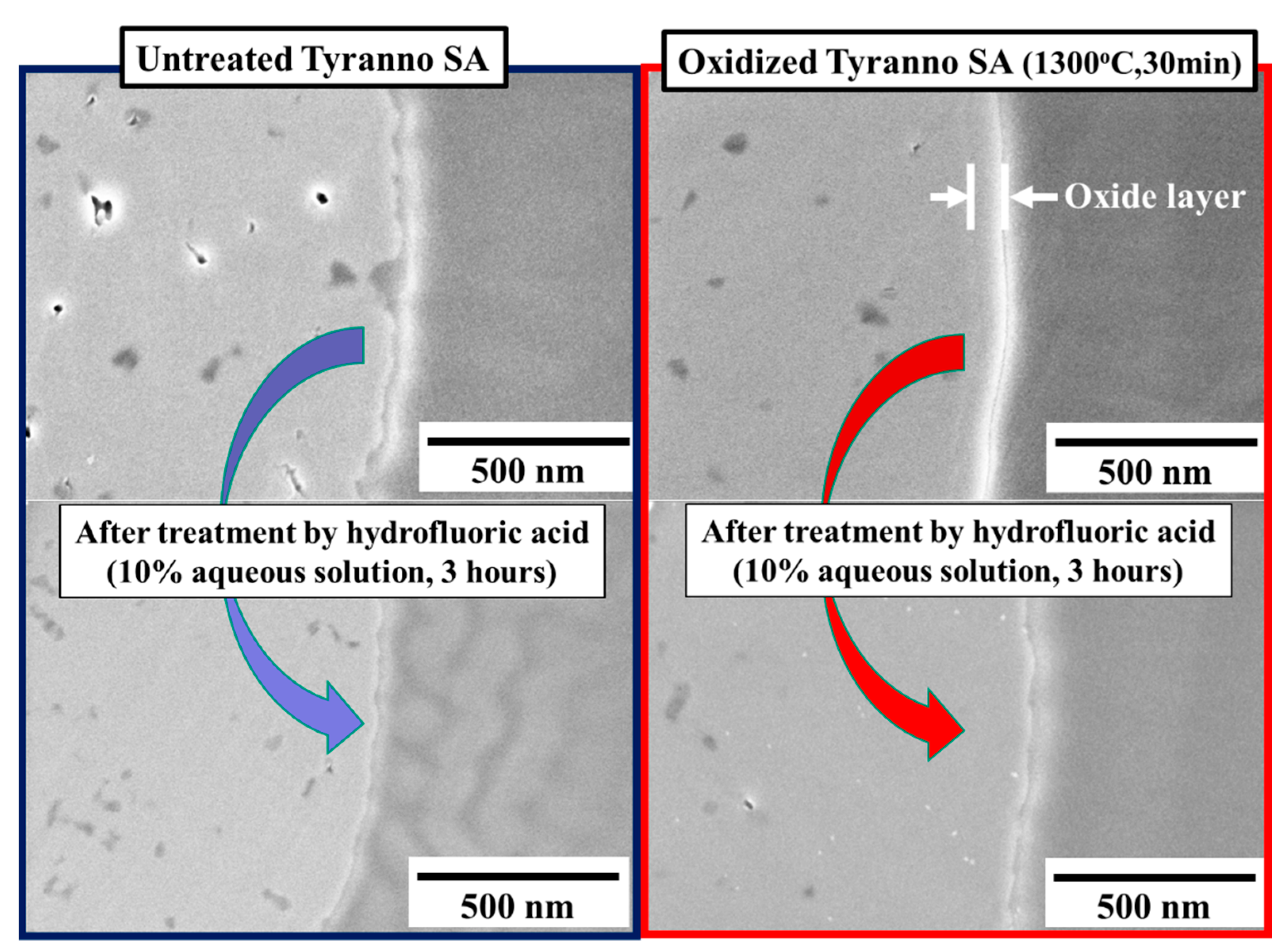
3.1. Modification of the Surface Smoothness by Simple Oxidastion of the SiC-Polycrystalline Fiber
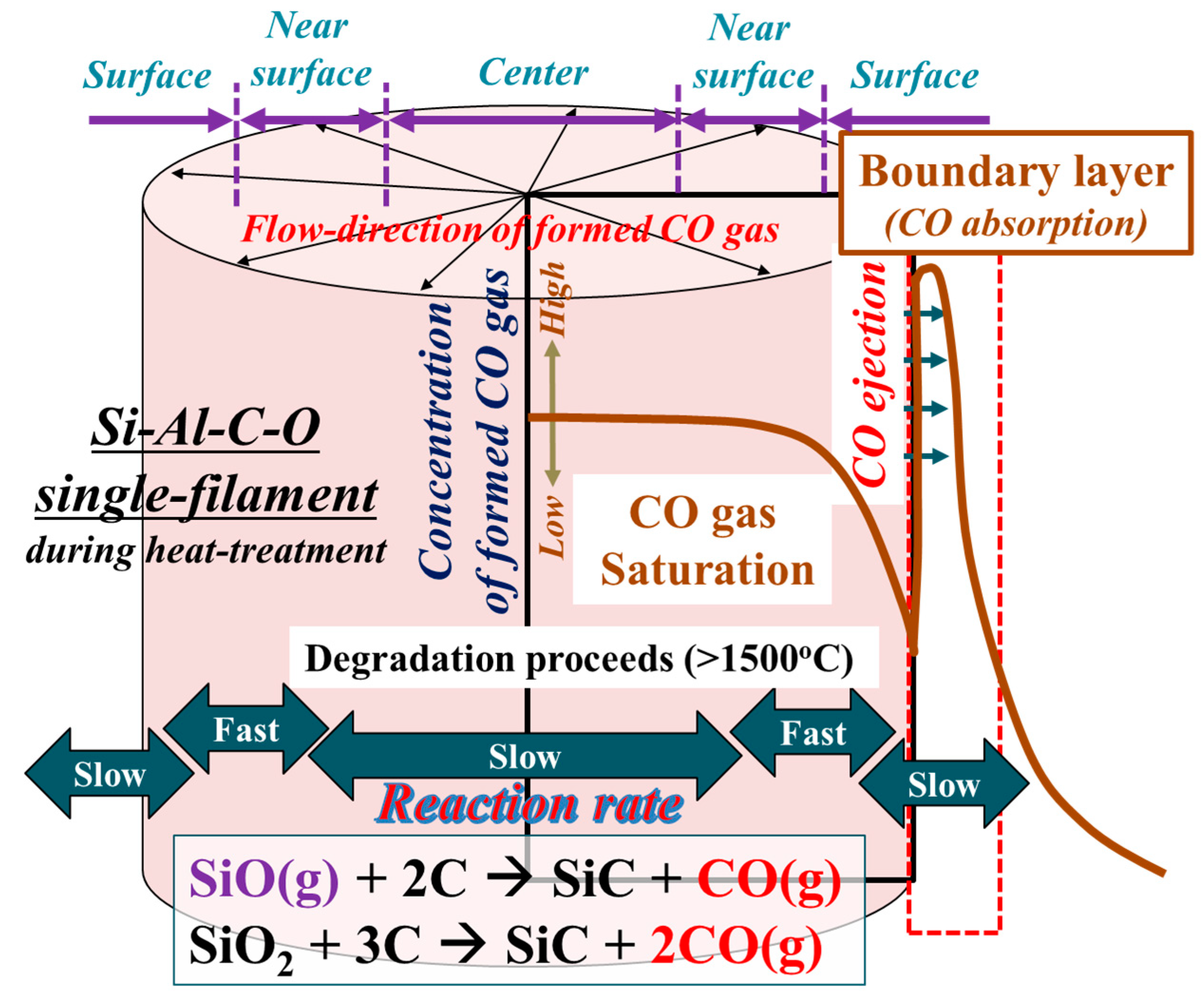
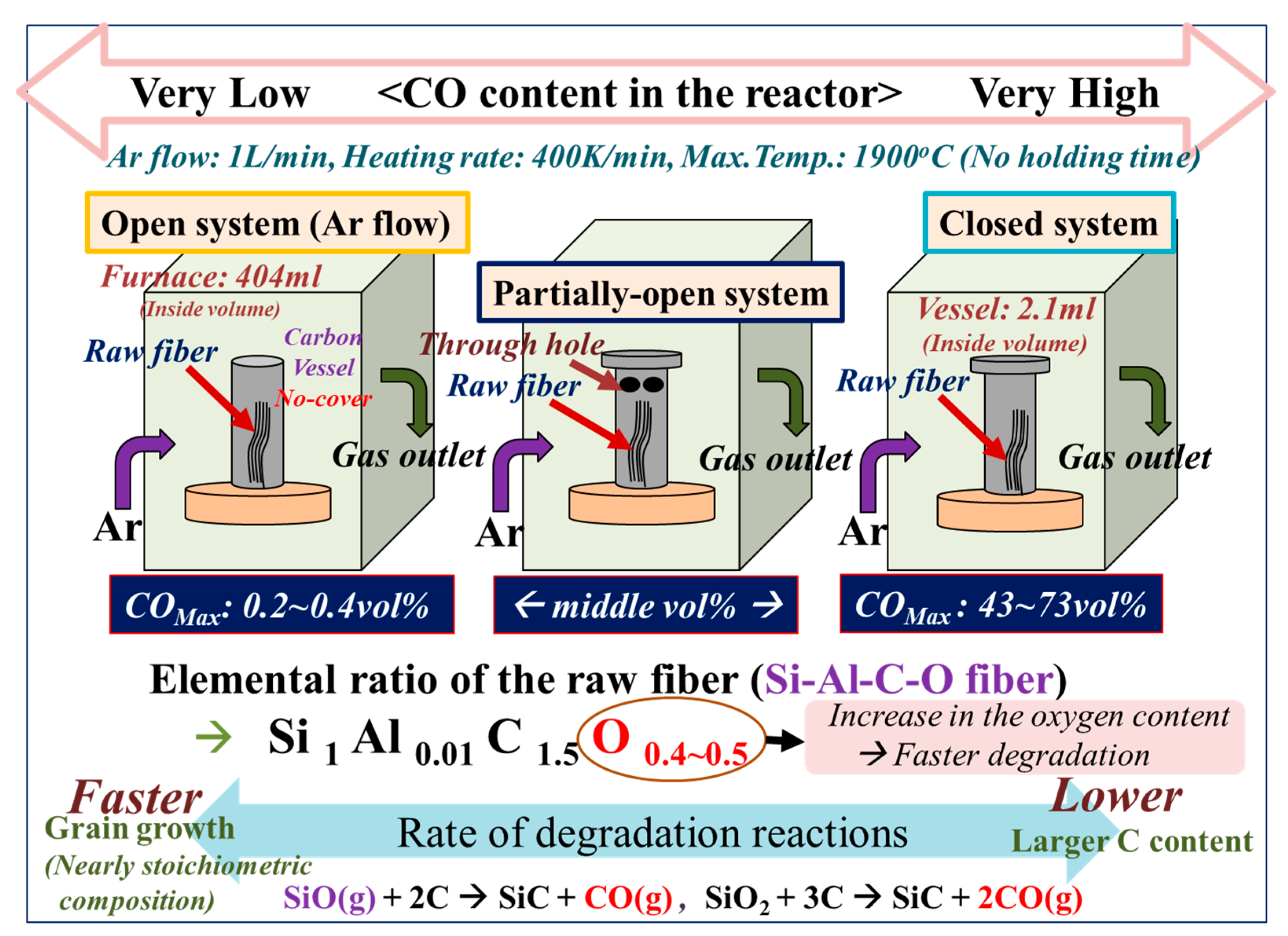
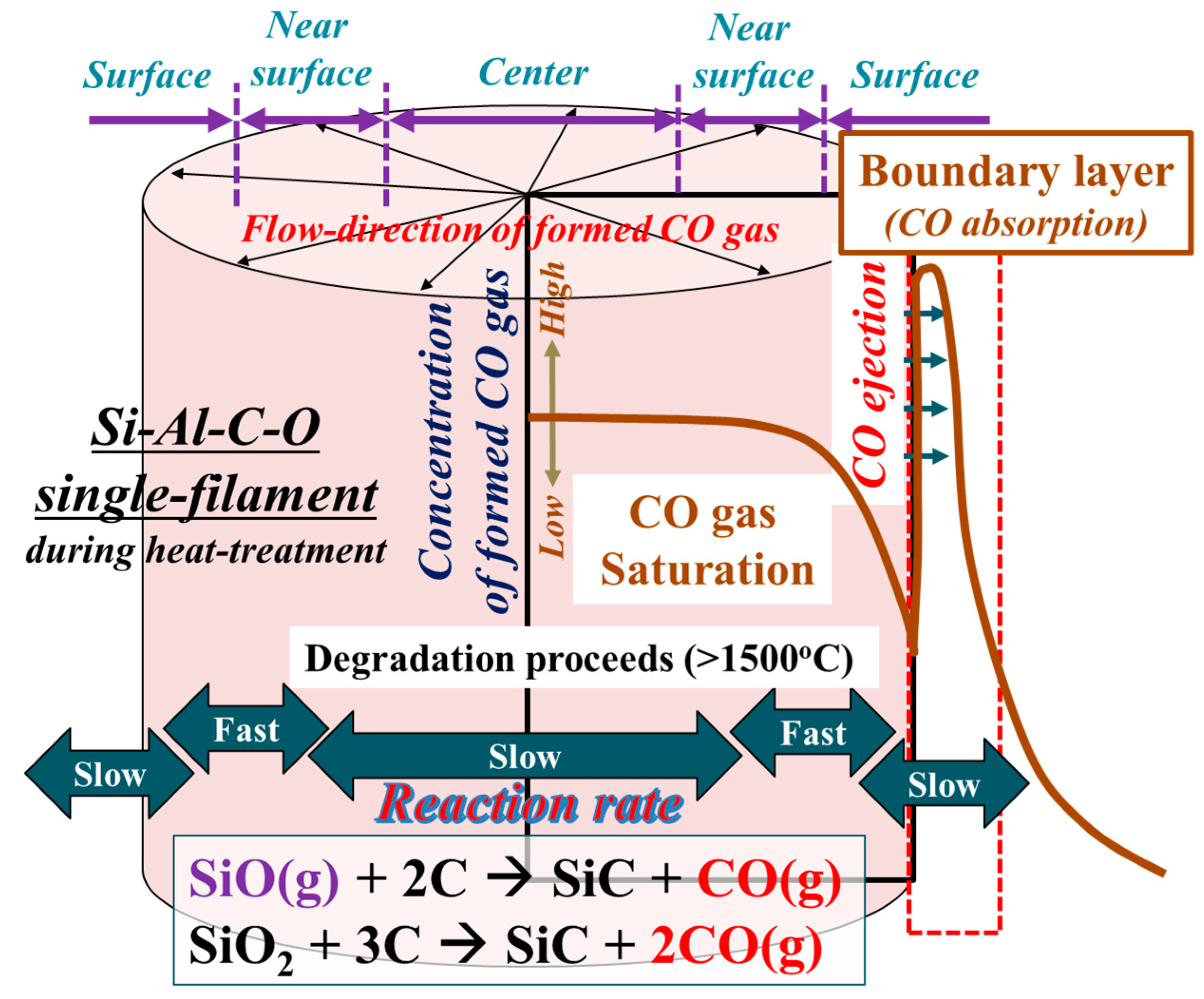
3.2. Changes in the Fine Composition during the Degradation Process
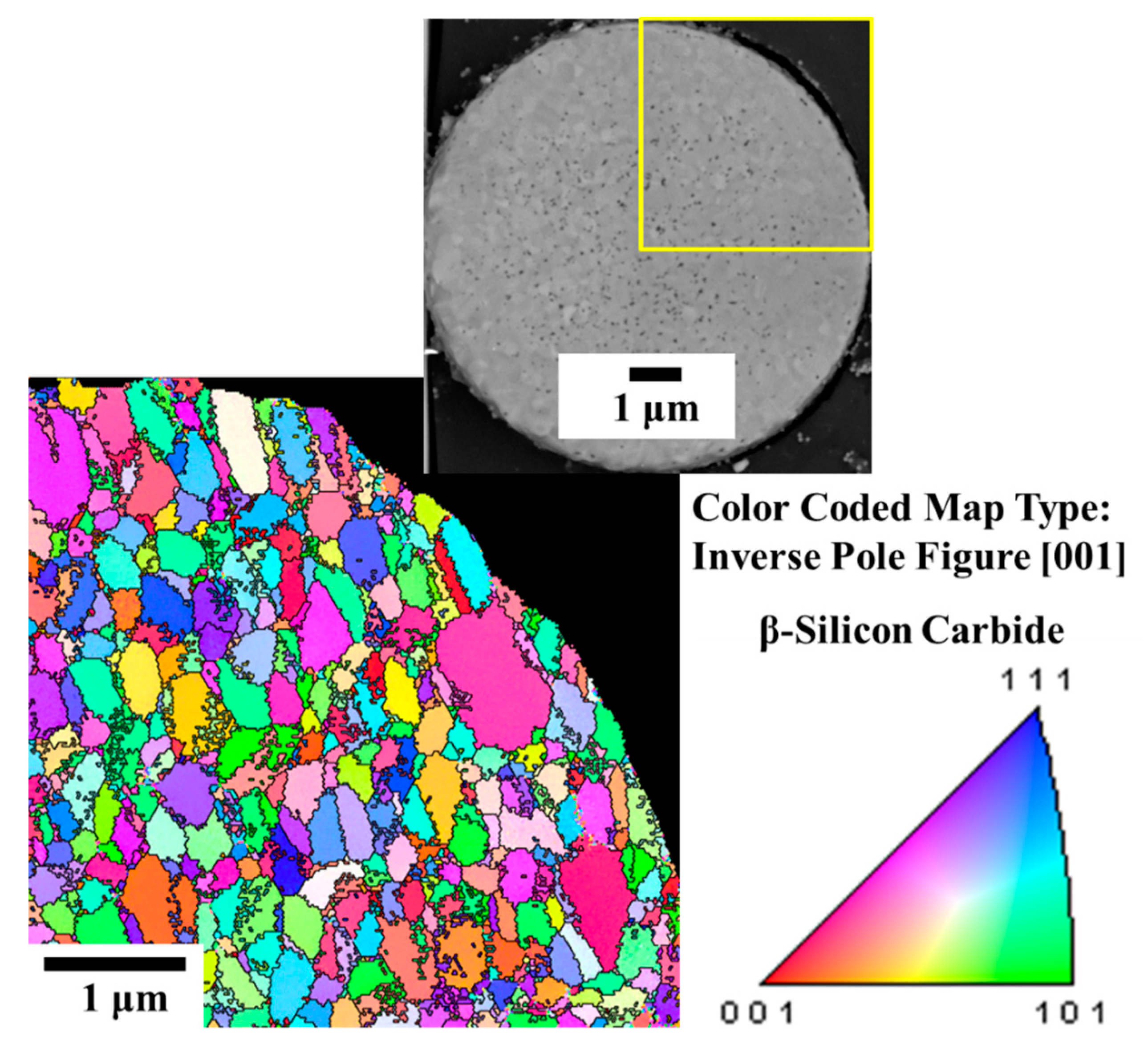
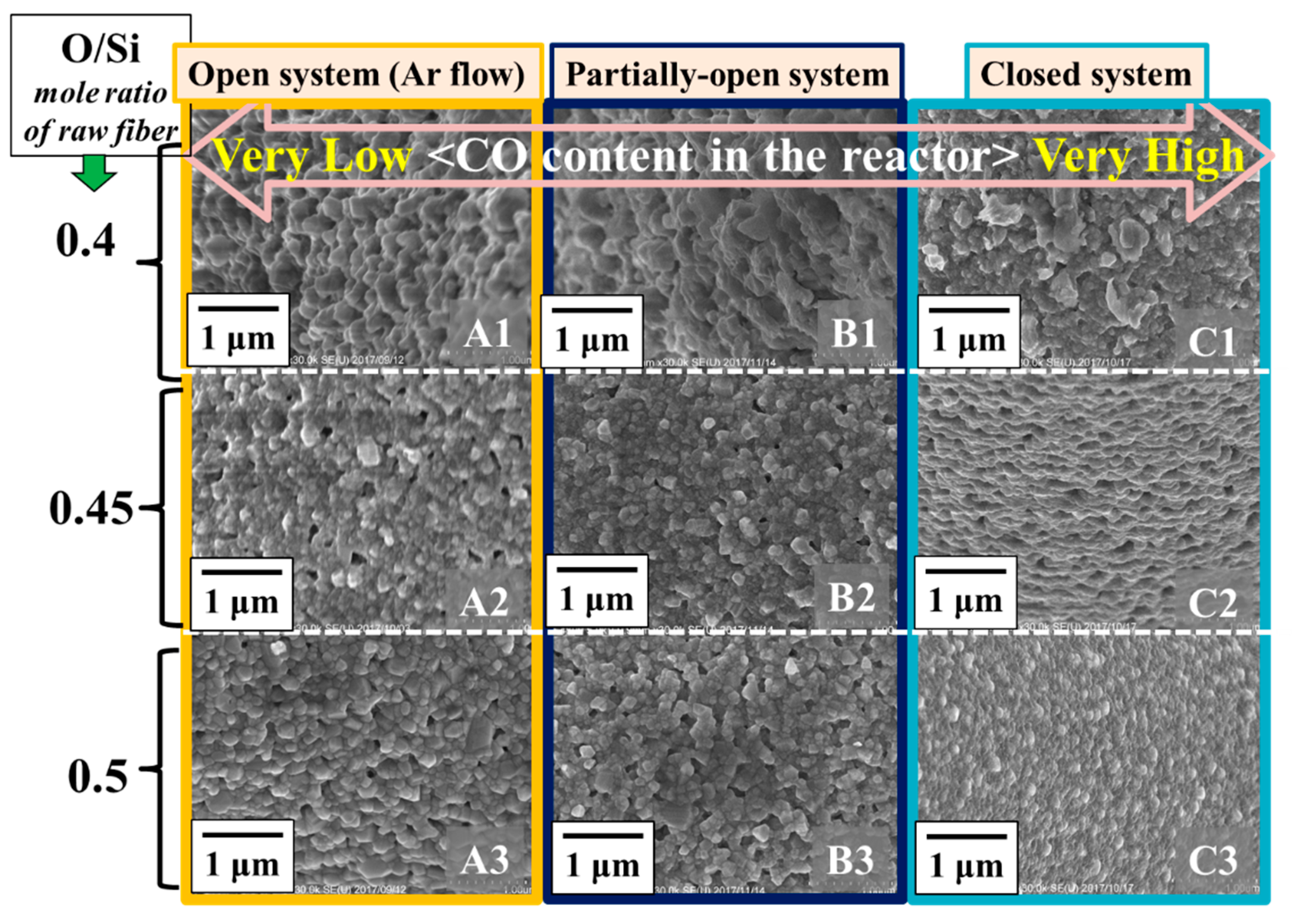
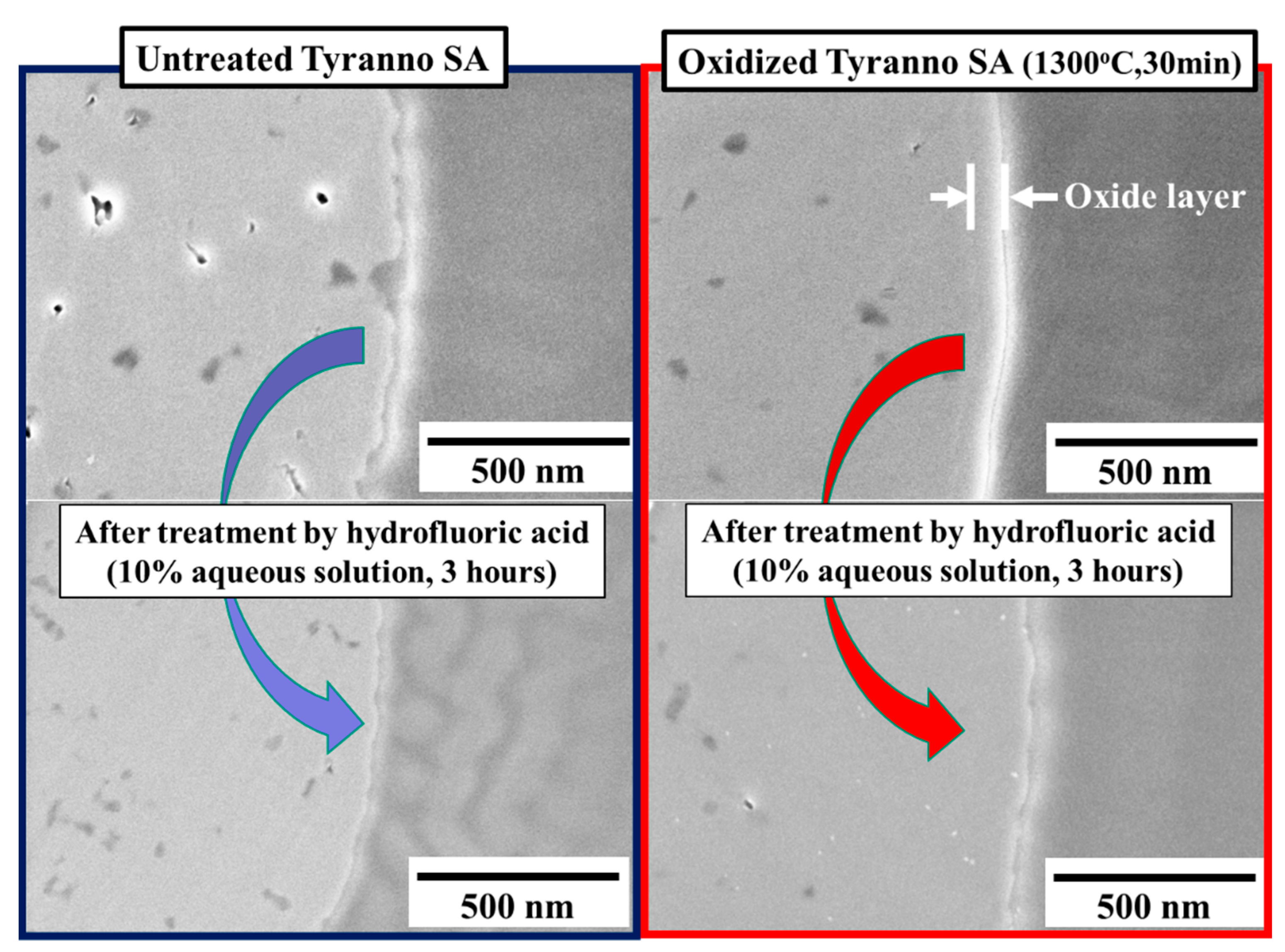
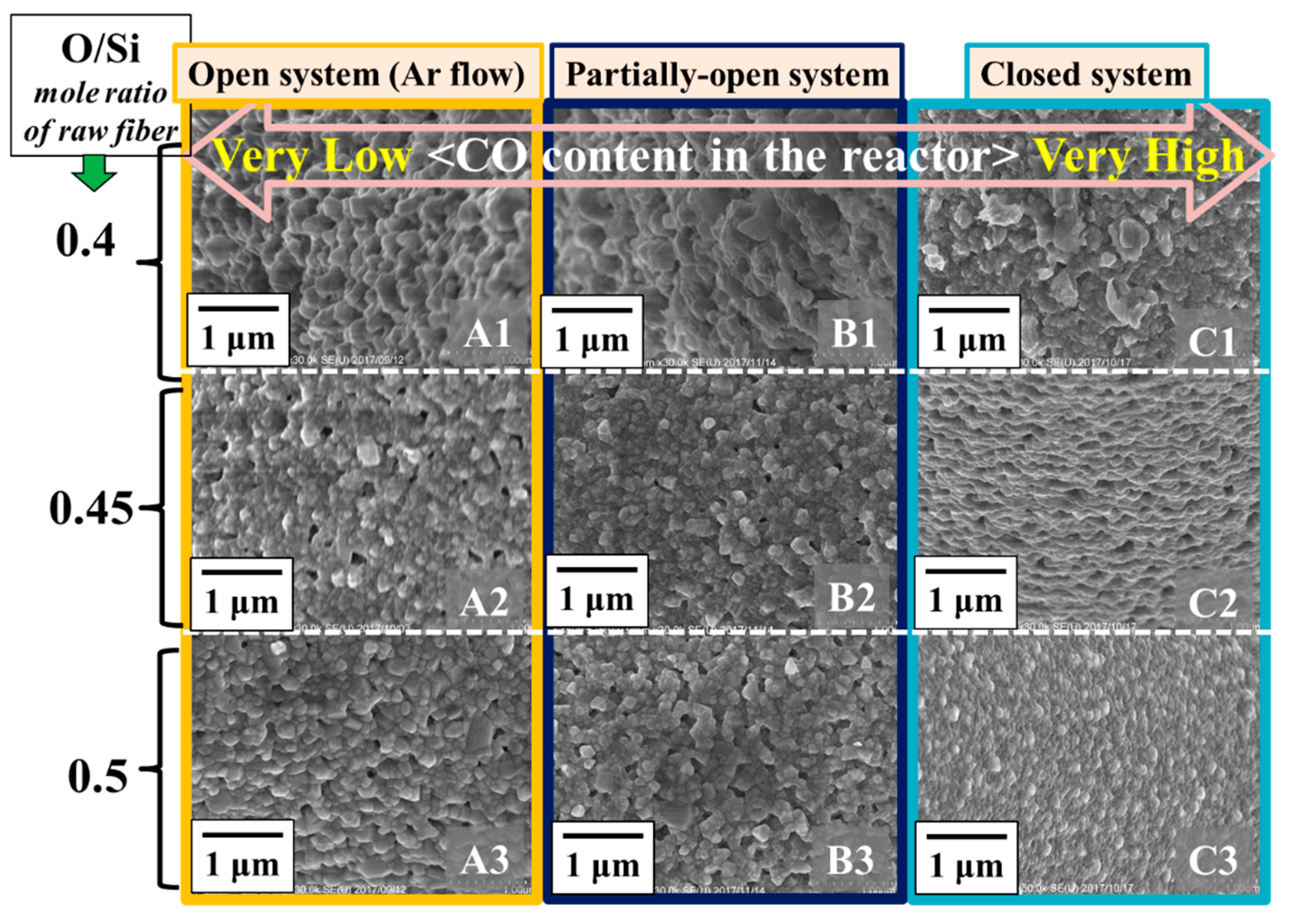
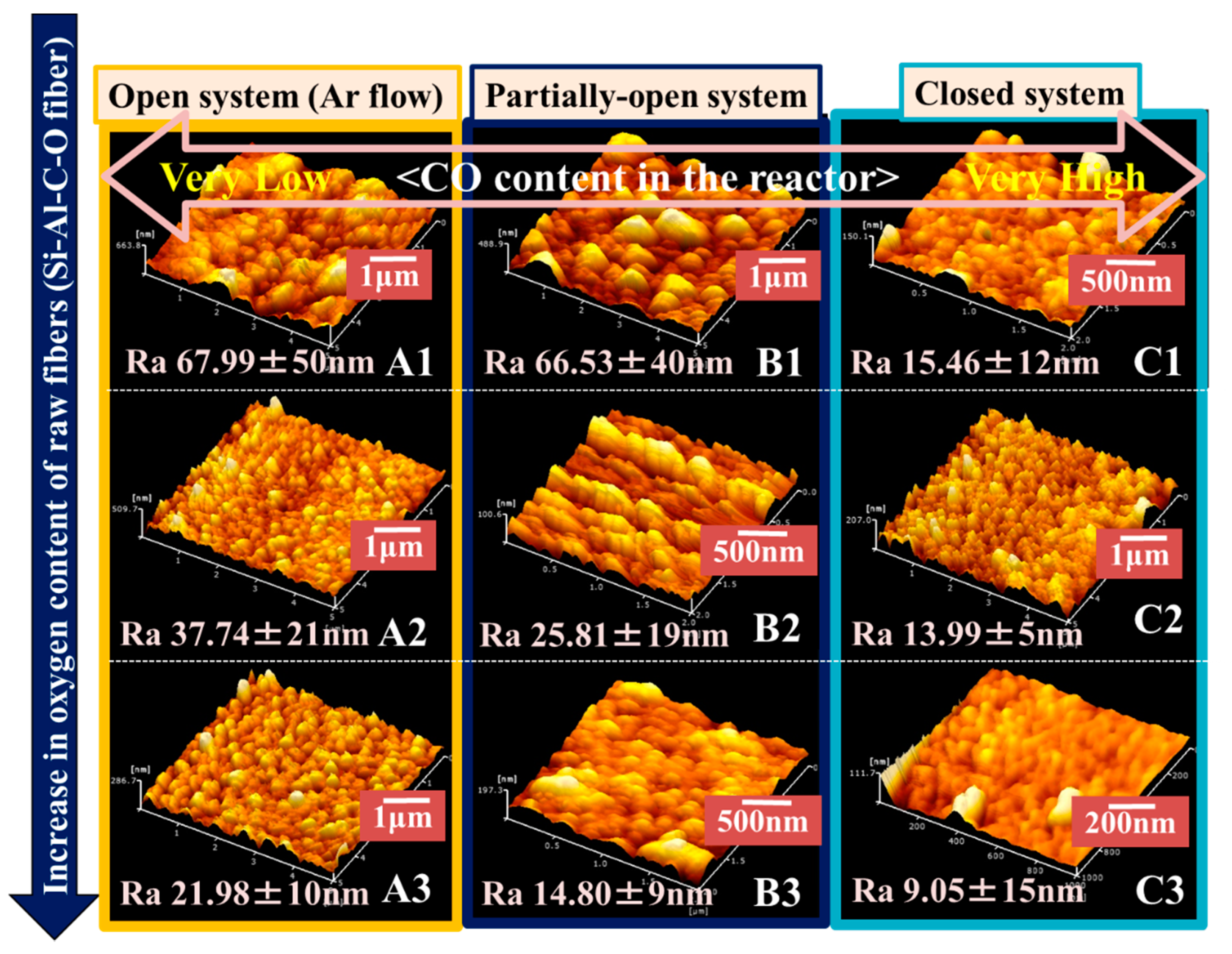
3.3. Change in the Surface Smoothness of the SiC-Polycrystalline Fiber
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Yajima, S.; Okamura, K.; Hayashi, J.; Omori, M. Synthesis of Continuous SiC Fibers with High Tensile Strength. J. Am. Ceram. Soc. 1976, 59, 324–327. [Google Scholar] [CrossRef]
- Flores, O.; Bordia, R.K.; Nestler, D.; Krenkel, W.; Motz, G. Ceramic Fibers Based of SiC and SiCN Systems: Current Research, Development, and Commercial Status. Adv. Eng. Mater. 2014, 16, 621–636. [Google Scholar] [CrossRef]
- Lipowitz, J.; Barnard, T.; Bujalski, D.; Rabe, J.; Zank, G. Fine-diameter Polycrystalline SiC Fibers. Compos. Sci. Technol. 1994, 51, 167–171. [Google Scholar] [CrossRef]
- Su, Z.; Zhang, L.; Li, Y.; Li, S.; Chen, L. Rapid Preparation of SiC Fibers Using a Curing Rought of Electron Irradiation in a Low Oxygen Concentration Atmosphere. J. Am. Ceram. Soc. 2015, 98, 2014–2017. [Google Scholar] [CrossRef]
- Ishikawa, T.; Kohtoku, Y.; Kumagawa, K.; Yamamura, T.; Nagasawa, T. High-strength alkali-resistant sintered SiC fibre stable to 2200 °C. Nature 1998, 391, 773–775. [Google Scholar] [CrossRef]
- Takeda, M.; Urano, A.; Sakamoto, J.; Imai, Y. Microstructure and oxidative degradation behavior of silicon carbide fiber Hi-Nicalon type S. J. Nuclear Mater. 1998, 258, 1594–1599. [Google Scholar] [CrossRef]
- Ishikawa, T. Advances in Inorganic Fibers. In Advanced Polymer Science; Springer: Berlin, Germany, 2005; Volume 178, pp. 109–144. [Google Scholar]
- Sha, J.J.; Nozawa, T.; Park, J.S.; Katoh, Y.; Kohyama, A. Effect of heat treatment on the tensile strength and creep resistance of advanced SiC fibers. J. Nuclear Mater. 2004, 329, 592–596. [Google Scholar] [CrossRef]
- Itatani, K.; Hattori, K.; Harima, D.; Aizawa, M.; Okada, I. Mechanical and thermal properties of silicon-carbide composites fabricated with short Tyranno Si-Zr-C-O fiber. J. Mater. Sci. 2001, 36, 3679–3686. [Google Scholar] [CrossRef]
- Gosset, D.; Colin, C.; Jankowiak, A.; Vandenberghe, T.; Lochet, N. X-ray Diffraction Study of the Effect of High-Temperature Heat Treatment on the Microstructural Stability of Third-Generation SiC Fibers. J. Am. Ceram. Soc. 2013, 96859, 1622–1628. [Google Scholar] [CrossRef]
- Kondo, S.; Hinoki, T.; Nonaka, M.; Ozawa, K. Irradiation-induced shrinkage of highly crystalline SiC fibers. Acta Mater. 2015, 83, 1–9. [Google Scholar] [CrossRef]
- Oda, H.; Ishikawa, T. Microstructure and mechanical properties of SiC-polycrystalline fiber and new defect-controlling process. Int. J. Appl. Ceram. Technol. 2017, 14, 1031–1040. [Google Scholar] [CrossRef]
- Ishikawa, T.; Oda, H. Defect control of SiC polycrystalline fiber synthesized from poly-aluminocarbosilane. J. Eur. Ceram. Soc. 2016, 35, 3657–3662. [Google Scholar] [CrossRef]
- Ishikawa, T.; Oda, H. Structural control aiming for high-performance SiC polycrystalline fiber. J. Korean Ceram. Soc. 2016, 53, 615–621. [Google Scholar] [CrossRef]
- Usukawa, R.; Oda, H.; Ishikawa, T. Conversion process of amorphous Si-Al-C-O fiber into nearly stoichiometric SiC polycrystalline fiber. J. Korean Ceram. Soc. 2016, 53, 610–614. [Google Scholar] [CrossRef]
- Zhao, X.; Langford, R.M.; Shapiro, I.P.; Xiao, P. Onset plastic deformation and cracking behavior of silicon carbide under contact load at room temperature. J. Korean Ceram. Soc. 2011, 94, 3509–3514. [Google Scholar] [CrossRef]
- Sauder, C.; Brusson, A.; Lamon, J. Influence of interface characteristics on the mechanical properties of Hi-Nicalon type-S or Tyranno-SA3 fiber-reinforced SiC/SiC minicomposites. Int. J. Appl. Ceram. Technol. 2010, 7, 291–303. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Classification (Development) | Heat-Resistant Temperature | Grade Name | Manufacturer | Phase |
|---|---|---|---|---|
| First generation (~1990) | ~1300 °C | Nicalon NL 200 | NGS | Amorphous |
| Tyranno Lox M | UBE | |||
| Tyranno S | UBE | |||
| Second generation (~1996) | ~1500 °C | Hi-Nicalon | NGS | Amorphous |
| Tyranno ZMI | UBE | |||
| Third generation (~1998) | ~2000 °C | Hi-Nicalon Type S | NGS | β-SiC Crystal |
| Tyranno SA | UBE | |||
| Sylramic | COIC |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Usukawa, R.; Ishikawa, T. High-Performance SiC-Polycrystalline Fiber with Smooth Surface. Ceramics 2018, 1, 165-174. https://doi.org/10.3390/ceramics1010015
Usukawa R, Ishikawa T. High-Performance SiC-Polycrystalline Fiber with Smooth Surface. Ceramics. 2018; 1(1):165-174. https://doi.org/10.3390/ceramics1010015
Chicago/Turabian StyleUsukawa, Ryutaro, and Toshihiro Ishikawa. 2018. "High-Performance SiC-Polycrystalline Fiber with Smooth Surface" Ceramics 1, no. 1: 165-174. https://doi.org/10.3390/ceramics1010015
APA StyleUsukawa, R., & Ishikawa, T. (2018). High-Performance SiC-Polycrystalline Fiber with Smooth Surface. Ceramics, 1(1), 165-174. https://doi.org/10.3390/ceramics1010015