
A Review on Recent Trends and Applications of IoT in Additive Manufacturing

 ,
, 
Abstract
1. Introduction
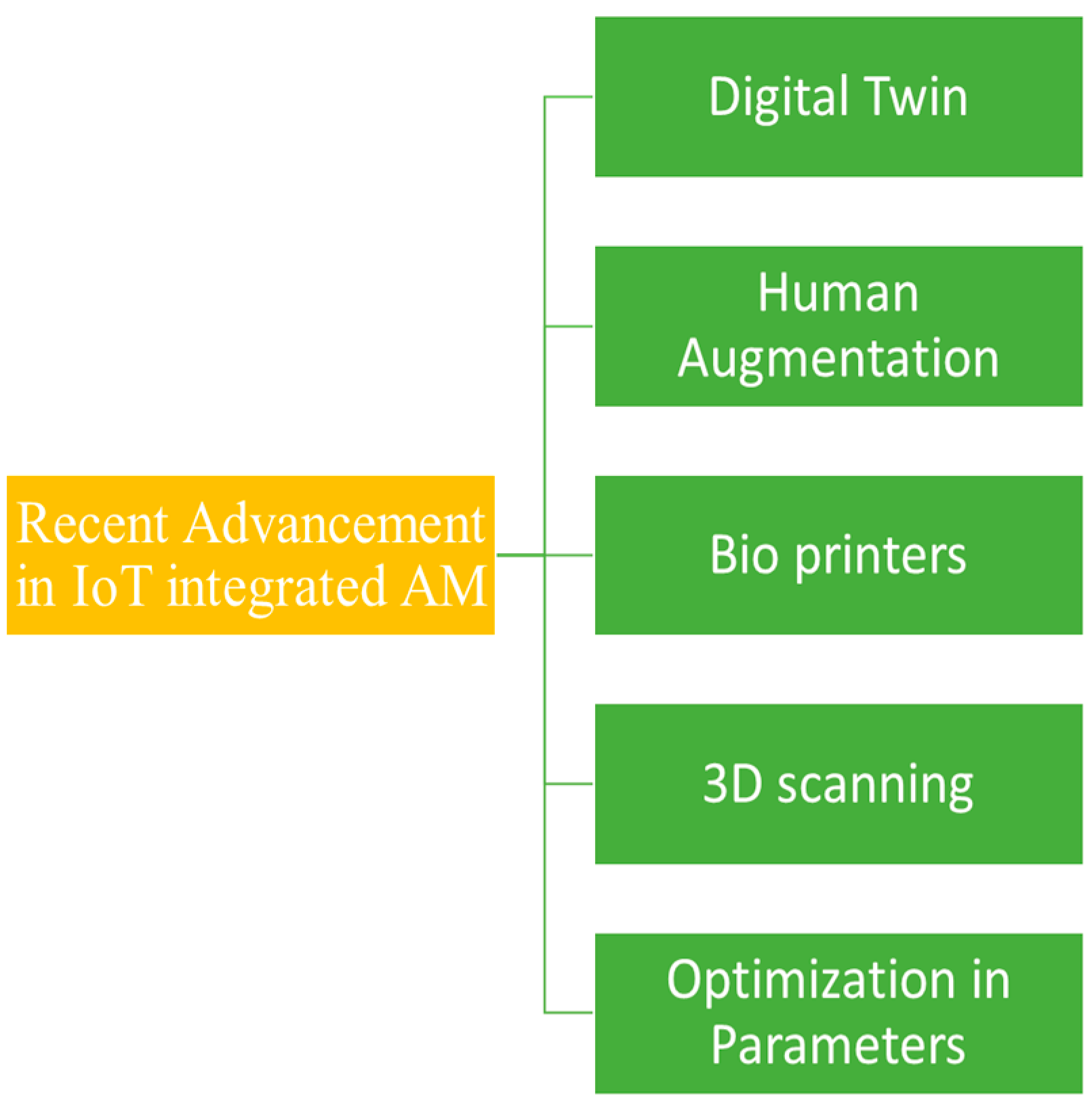
2. IOT-Enabled 3D Printing Applications
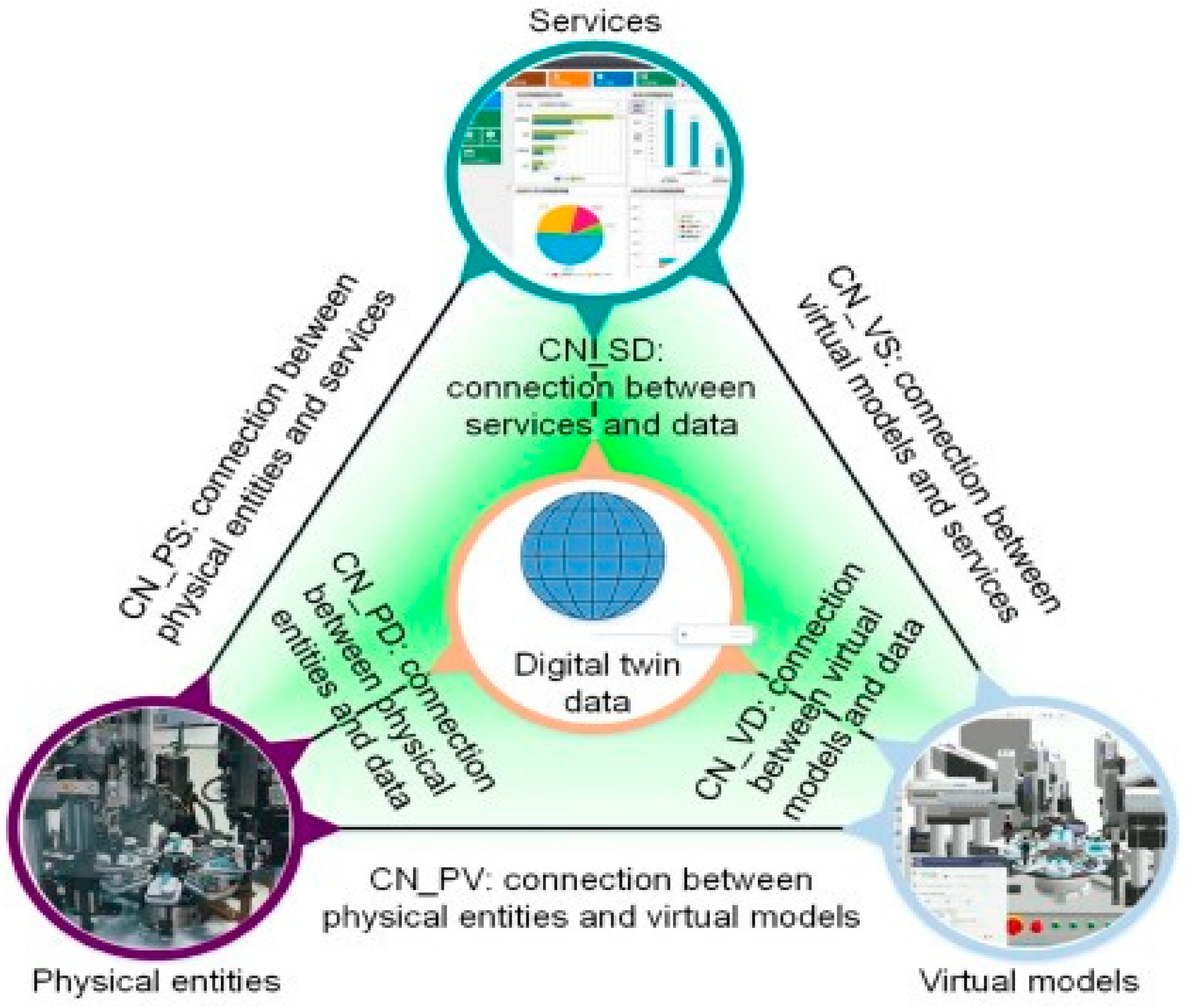
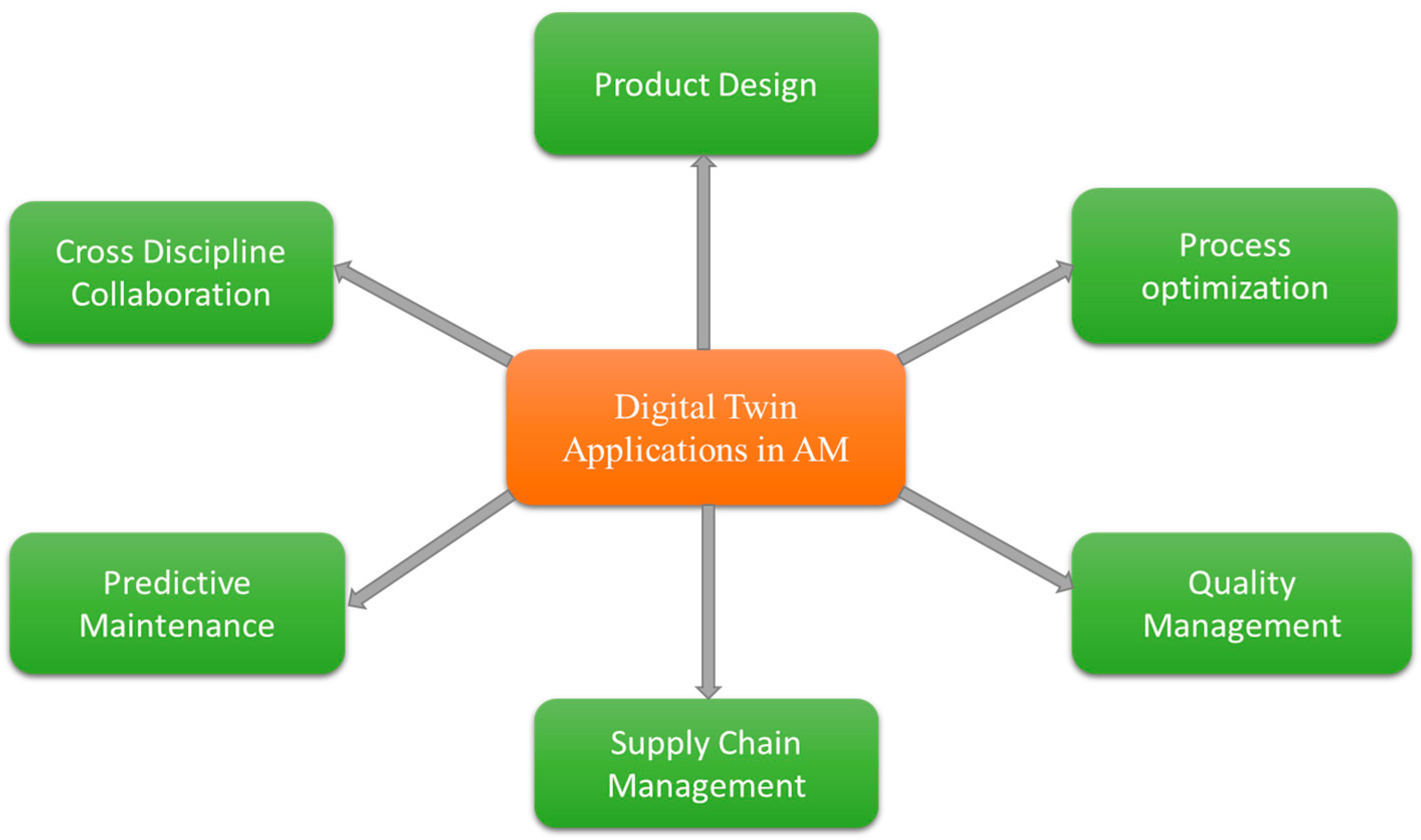
2.1. Digital Twin

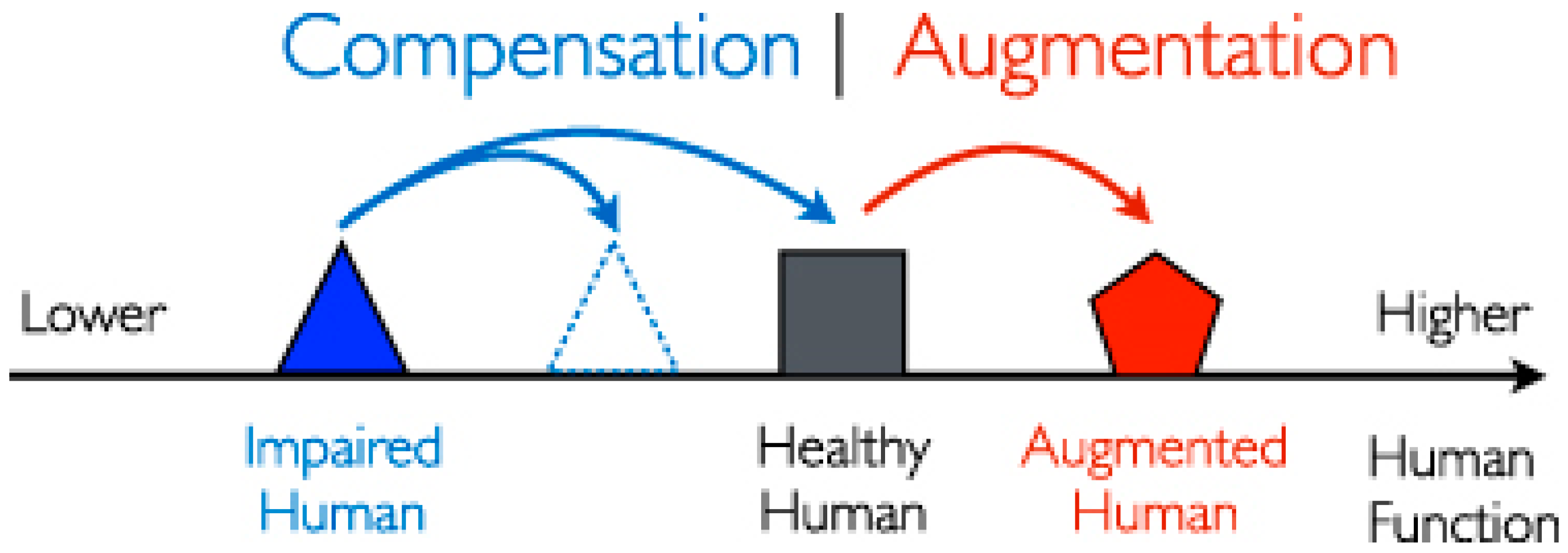
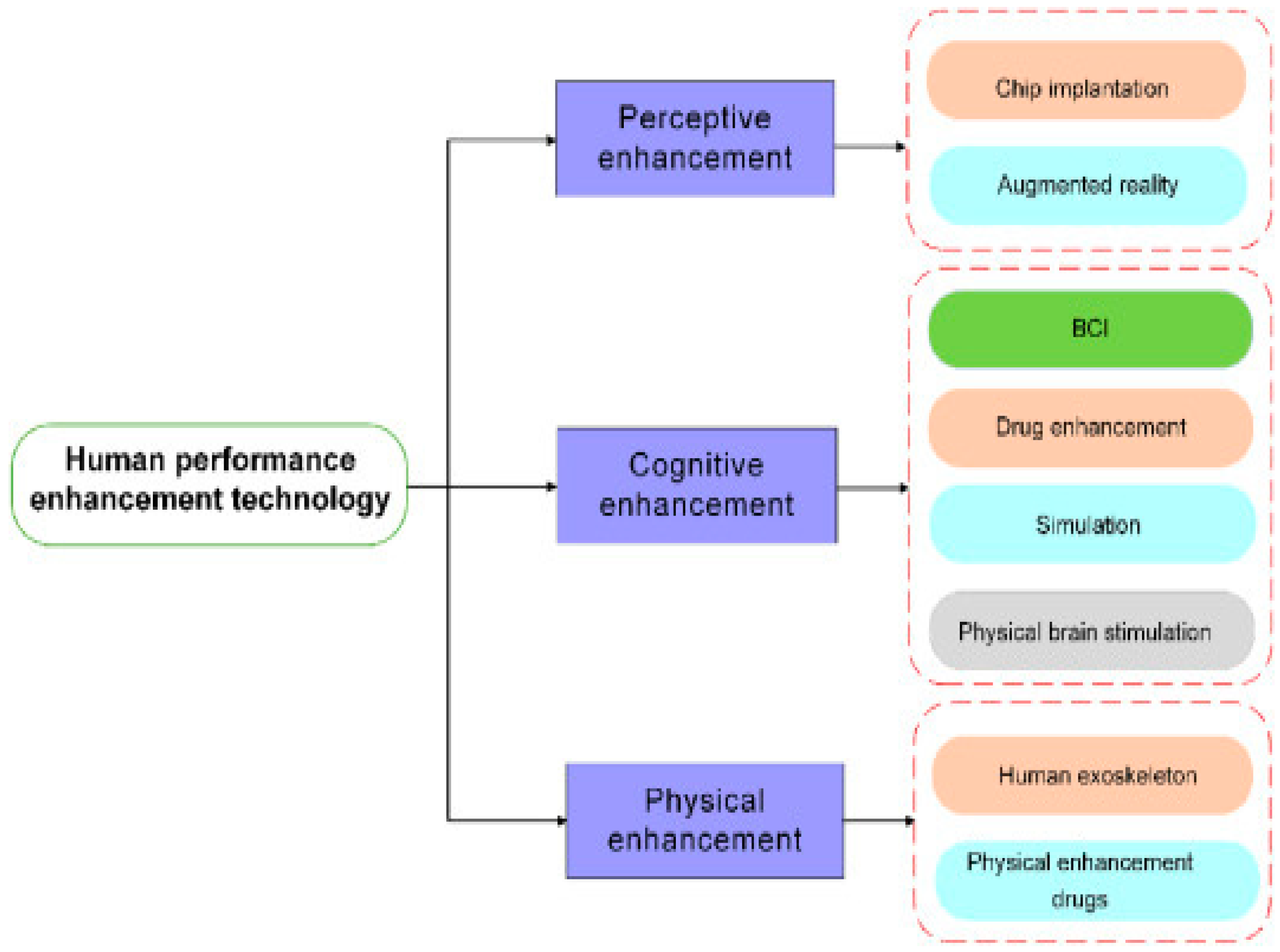
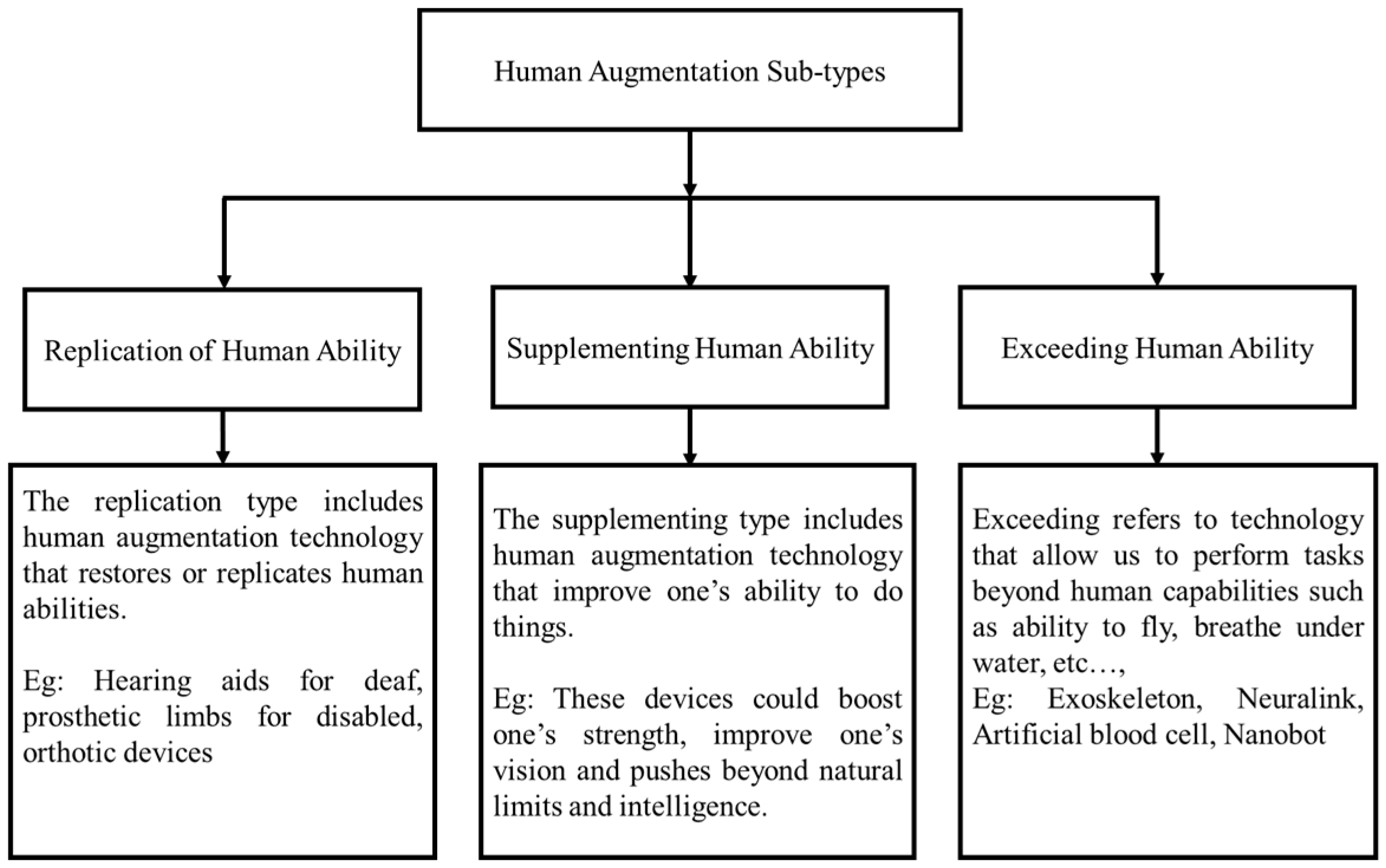
2.2. Human Augmentation
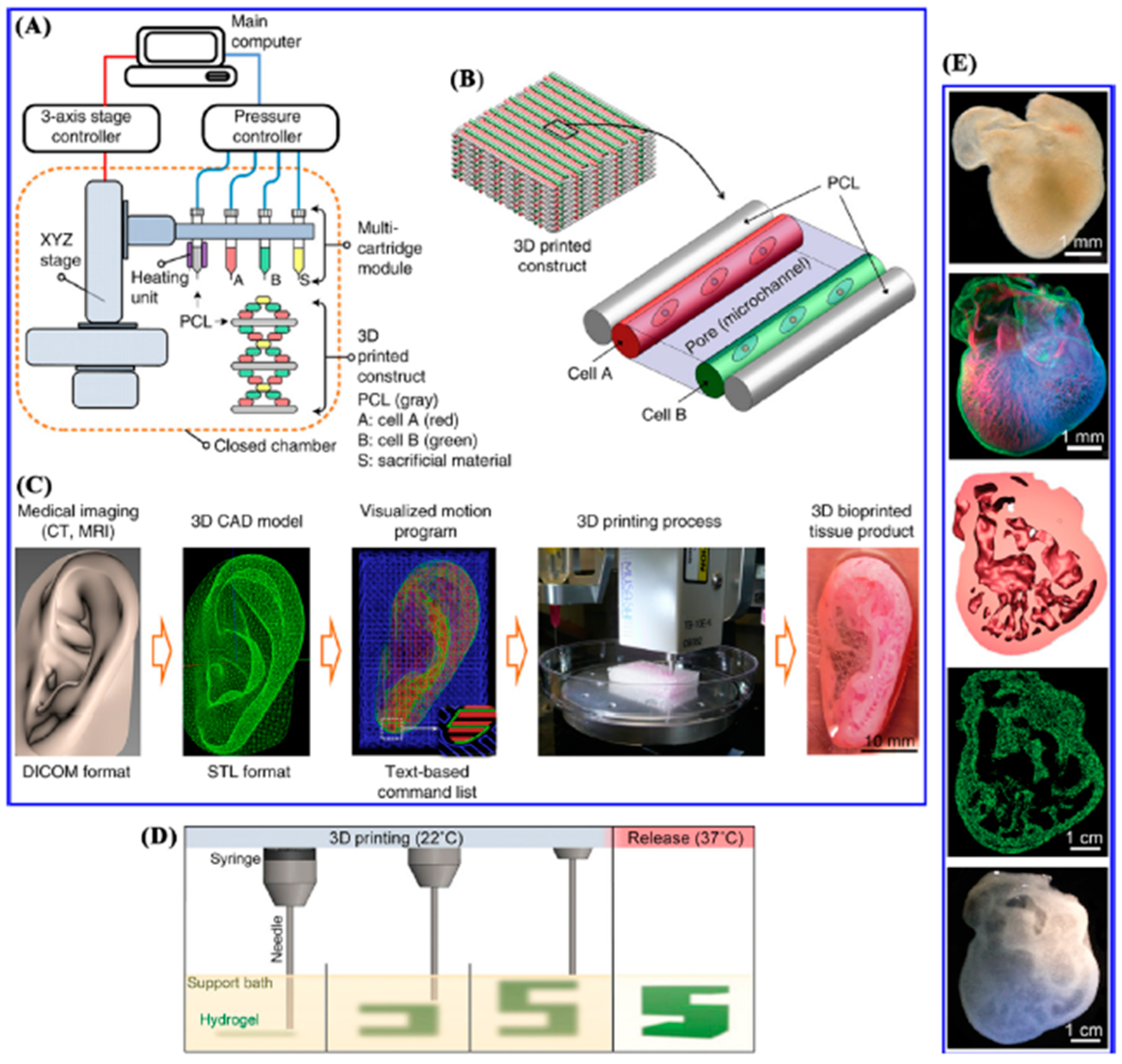
2.3. 3D Bioprinters
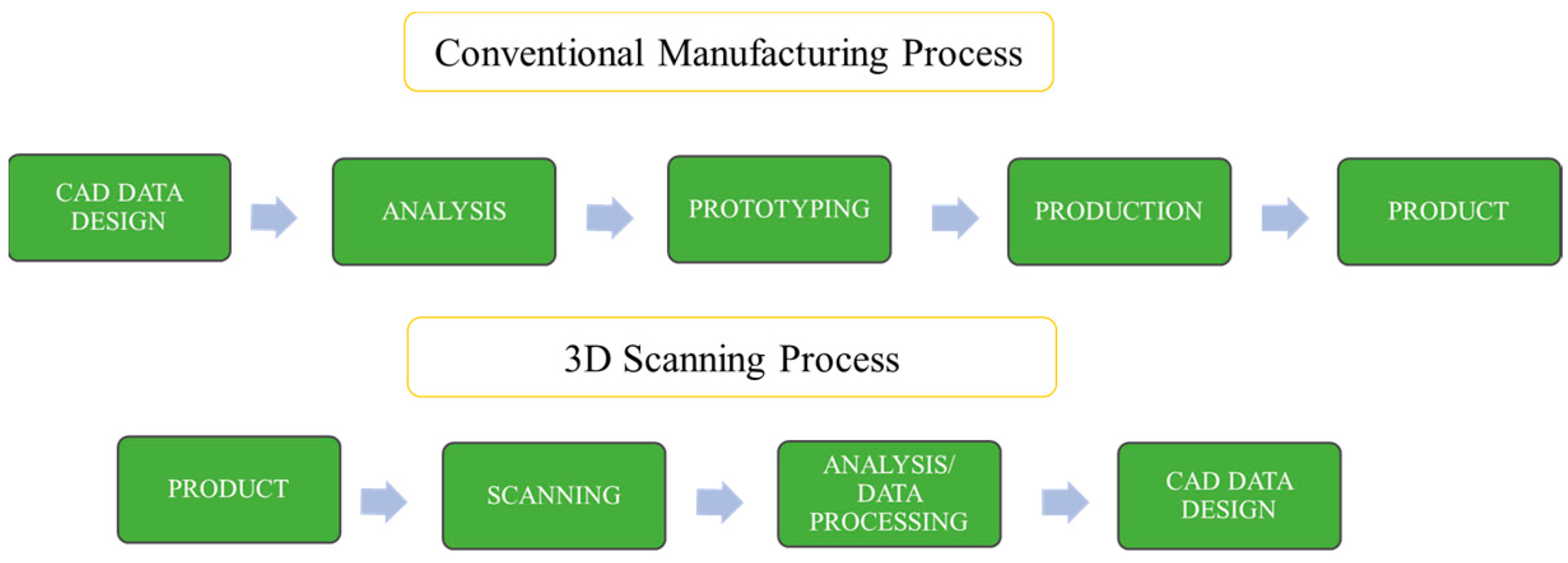
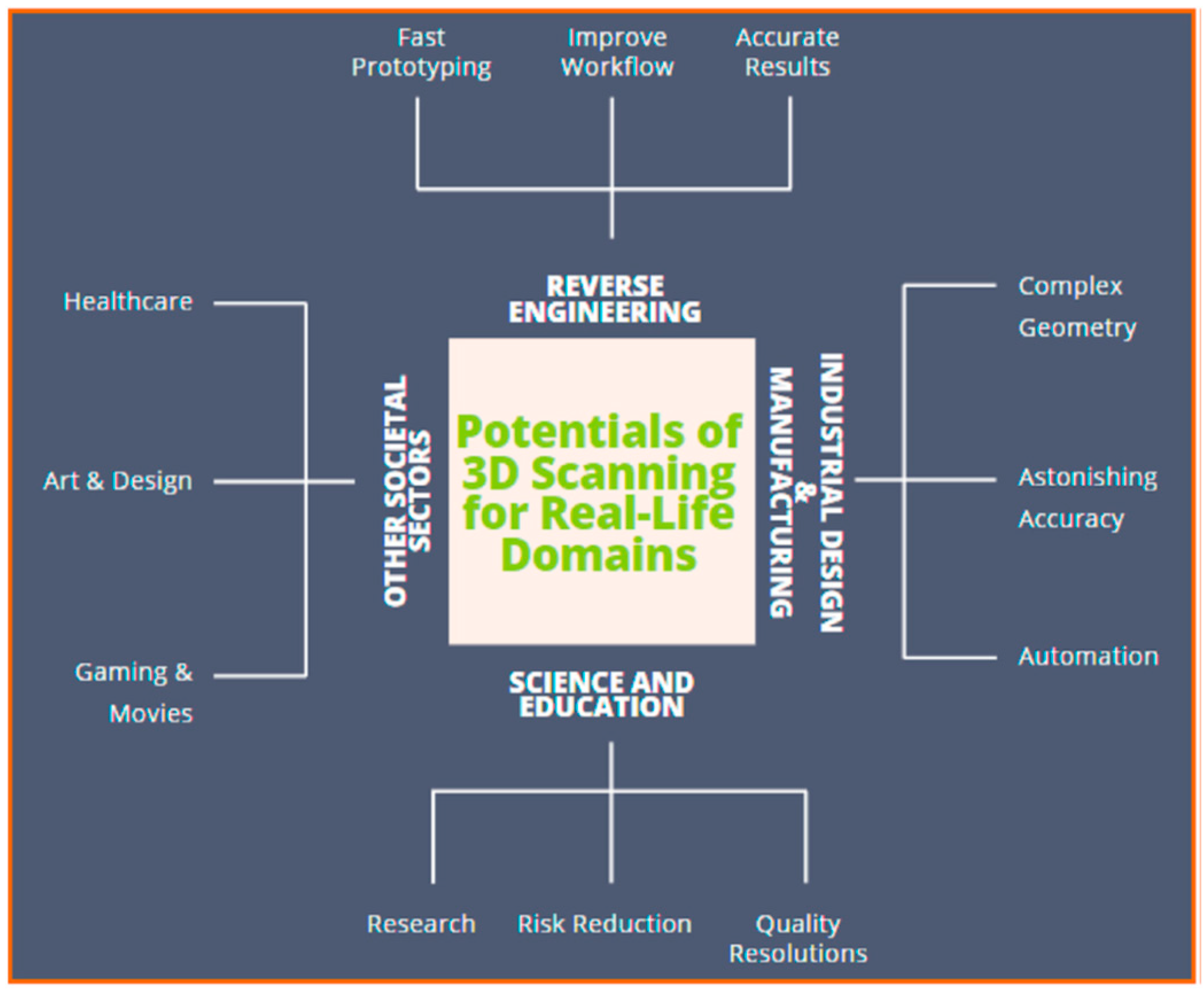
2.4. 3D Scanners
2.5. Input Parameters Optimization
3. IoT-Based AM Applications and Limitations
4. Conclusions
- Human augmentation can radically transform the community for better or worse by extending human capacities beyond their natural boundaries with the help of rapid prototyping of several augmenting devices. It also plays a significant role in enhancing human productivity through new emerging concepts of AI.
- Digital twin technology will be a future hologram of several systems by integrating its sensory technologies for replicating physical twins with modern manufacturing 3D printing technology, and this can overcome several drawbacks in the manufacturing field by decreasing complexity in designing and prototyping.
- The performance of 3D scanners will improve by overcoming restrictions in data collection, modeling, and inspection parameters through the integration of IT technologies and the facilitation of AM printing.
- Bio-printers face challenges in handling and storing toxic wastes produced during the bio-printing process, and these can be minimized with this technology by close monitoring and this will lead to advancement towards a greater extent in the future.
- The ease of printing processes using IoT-enabled AM technology is helping to overcome printing defects such as porosity, surface roughness, microstructural discontinuity, etc. The IoT is helping to avoid those defects by proper selection of parameters during 3D printing.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- GF, B.; RV, A. An IoT-Based Solution for Control and Monitoring of Additive Manufacturing Processes. J. Powder Metall. Min. 2017, 6, 1000158. [Google Scholar] [CrossRef]
- Industry 4.0: A Vision of Industrial Automation. Available online: https://www.automacaoindustrial.info/ (accessed on 31 December 2022).
- Cheepu, M.; Venukumar, S.; Phanindra, K.H.; Likhith, N.; Sameer, M.; Johith, M.S.; Devuri, V.; Kantumunchu, C. Optimization of welding parameters for the joint interface of rotary friction welds. AIP Conf. Proc. 2022, 2648, 030035. [Google Scholar]
- Sarila, V.K.; Koneru, H.P.; Pathapalli, V.R.; Cheepu, M.; Kantumuchu, V.C. Wear and Microstructural Characteristics of Colmonoy-4 and Stellite-6 Additive Layer Deposits on En19 Steel by Laser Cladding. Trans. Indian Inst. Met. 2022, 76, 457–464. [Google Scholar] [CrossRef]
- Cheepu, M.; Susila, P. Interface microstructure characteristics of friction-welded joint of titanium to stainless steel with interlayer. Trans. Indian Inst. Met. 2020, 73, 1497–1501. [Google Scholar] [CrossRef]
- Nazir, A.; Abate, K.M.; Kumar, A.; Jeng, J.Y. A state-of-the-art review on types, design, optimization, and additive manufacturing of cellular structures. Int. J. Adv. Manuf. Technol. 2019, 104, 9–12. [Google Scholar] [CrossRef]
- Haribabu, S.; Cheepu, M.; Devuri, V.; Kantumuchu, V.C. Optimization of welding parameters for friction welding of 304 stainless steel to D3Tool steel using response surface methodology. In Techno-Societal 2018, Proceedings of the 2nd International Conference on Advanced Technologies for Societal Applications-Volume 2, Pandharpur, India, 14–15 December 2018; Springer: Cham, Switzerland, 2020; pp. 427–437. [Google Scholar]
- Sarila, V.K.; Moinuddin, S.Q.; Cheepu, M.; Rajendran, H.; Kantumuchu, V.C. Characterization of Microstructural Anisotropy in 17–4 PH Stainless Steel Fabricated by DMLS Additive Manufacturing and Laser Shot Peening. Trans. Indian Inst. Met. 2022, 76, 403–410. [Google Scholar] [CrossRef]
- Kantumuchu, V.C.; Cheepu, M. The Influence of Friction Time on the Joint Interface and Mechanical Properties in Dissimilar Friction Welds. J. Met. Mater. Res. 2022, 5, 1–7. [Google Scholar] [CrossRef]
- Sarila, V.K.; Koneru, H.P.; Cheepu, M.; Chigilipalli, B.K.; Kantumuchu, V.C.; Shanmugam, M. Microstructural and Mechanical Properties of AZ31B to AA6061 Dissimilar Joints Fabricated by Refill Friction Stir Spot Welding. J. Manuf. Mater. Process. 2022, 6, 95. [Google Scholar] [CrossRef]
- Haribabu, S.; Cheepu, M.; Tammineni, L.; Gurasala, N.K.; Devuri, V.; Kantumuchu, V.C. Dissimilar friction welding of AISI 304 austenitic stainless steel and AISI D3 tool steel: Mechanical properties and microstructural characterization. In Advances in Materials and Metallurgy; Springer: Berlin/Heidelberg, Germany, 2019; pp. 271–281. [Google Scholar]
- Cheepu, M.; Kantumuchu, V.C. Numerical Simulations of the Effect of Heat Input on Microstructural Growth for MIG-Based Wire Arc Additive Manufacturing of Inconel 718. Trans. Indian Inst. Met. 2022, 76, 473–481. [Google Scholar] [CrossRef]
- Kavitha, C.; Malini, P.S.G.; Kantumuchu, V.C.; Kumar, N.M.; Verma, A.; Boopathi, S. An experimental study on the hardness and wear rate of carbonitride coated stainless steel. Mater. Today Proc. 2022, 74, 595–601. [Google Scholar] [CrossRef]
- Ashima, R.; Haleem, A.; Bahl, S.; Javaid, M.; Mahla, S.K.; Singh, S. Automation and manufacturing of smart materials in additive manufacturing technologies using Internet of Things towards the adoption of industry 4.0. Mater. Today Proc. 2021, 45, 5081–5088. [Google Scholar] [CrossRef]
- Haleem, A.; Javaid, M.; Khan, I.H. Holography applications toward medical field: An overview. Indian J. Radiol. Imaging 2020, 30, 354–361. [Google Scholar] [CrossRef] [PubMed]
- Haleem, A.; Javaid, M.; Vaishya, R. 3D printing applications for the treatment of cancer. Clin. Epidemiol. Glob. Health 2020, 8, 1072–1076. [Google Scholar] [CrossRef]
- Ariz, A.; Tasneem, I.; Bharti, D.; Vaish, A.; Haleem, A.; Javaid, M. Is additive manufacturing of patient-specific implant is beneficial for orthopedics. ApolloMed 2021, 18, 33. [Google Scholar]
- Haleem, A.; Javaid, M.; Khan, S.; Khan, M.I. Retrospective investigation of flexibility and their factors in additive manufacturing systems. Int. J. Ind. Syst. Eng. 2020, 36, 400–429. [Google Scholar] [CrossRef]
- Guo, N.; Leu, M.C. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Cheepu, M.; Baek, H.J.; Kim, Y.S.; Cho, S.M. Penetration Estimation of GTAW with C-Type Filler by Net Heat Input Ratio. Weld. J. 2022, 101, 240–248. [Google Scholar] [CrossRef]
- Shiva, A.; Cheepu, M.; Kantumuchu, V.C.; Kumar, K.R.; Venkateswarlu, D.; Srinivas, B.; Jerome, S. Microstructure characterization of Al-TiC surface composite fabricated by friction stir processing. IOP Conf. Ser. Mater. Sci. Eng. 2018, 330, 012060. [Google Scholar] [CrossRef]
- Beacon: Get to Know This Innovation and Do Proximity Marketing. Available online: https://blog.softensistemas.com.br/beacon/ (accessed on 31 December 2022).
- Moinuddin, S.Q.; Machireddy, V.V.; Raghavender, V.; Kaniganti, T.B.; Sarila, V.; Ponnappan, S.M.; Shanmugam, R.; Cheepu, M. Analysis on Bonding Interface during Solid State Additive Manufacturing between 18Cr-8Ni and 42CrMo4 High Performance Alloys. Metals 2023, 13, 488. [Google Scholar] [CrossRef]
- Jeon, K.E.; She, J.; Soonsawad, P.; Ng, P.C. Ble beacons for internet of things applications: Survey, challenges, and opportunities. IEEE. Internet Things J. 2018, 5, 811–828. [Google Scholar] [CrossRef]
- Wong, K.V.; Hernandez, A. A review of additive manufacturing. Int. Sch. Res. Notices 2012, 2012, 208760. [Google Scholar] [CrossRef]
- Singh, R. Process capability study of polyjet printing for plastic components. J. Mech. Sci. Technol. 2011, 25, 1011–1015. [Google Scholar] [CrossRef]
- Abbas, Z.; Yoon, W. A survey on energy conserving mechanisms for the internet of things: Wireless networking aspects. Sensors 2015, 15, 24818–24847. [Google Scholar] [CrossRef] [PubMed]
- Mehrpouya, M.; Dehghanghadikolaei, A.; Fotovvati, B.; Vosooghnia, A.; Emamian, S.S.; Gisario, A. The potential of additive manufacturing in the smart factory industrial 4.0: A review. Appl. Sci. 2019, 9, 3865. [Google Scholar] [CrossRef]
- Industry 4.0-Germany’s Smart Production. Available online: https://neweuropeaneconomy.com/in-focus/industry-4-0-in-germanys-industrial-heartland-smart-production-is-becoming-reality/ (accessed on 31 December 2022).
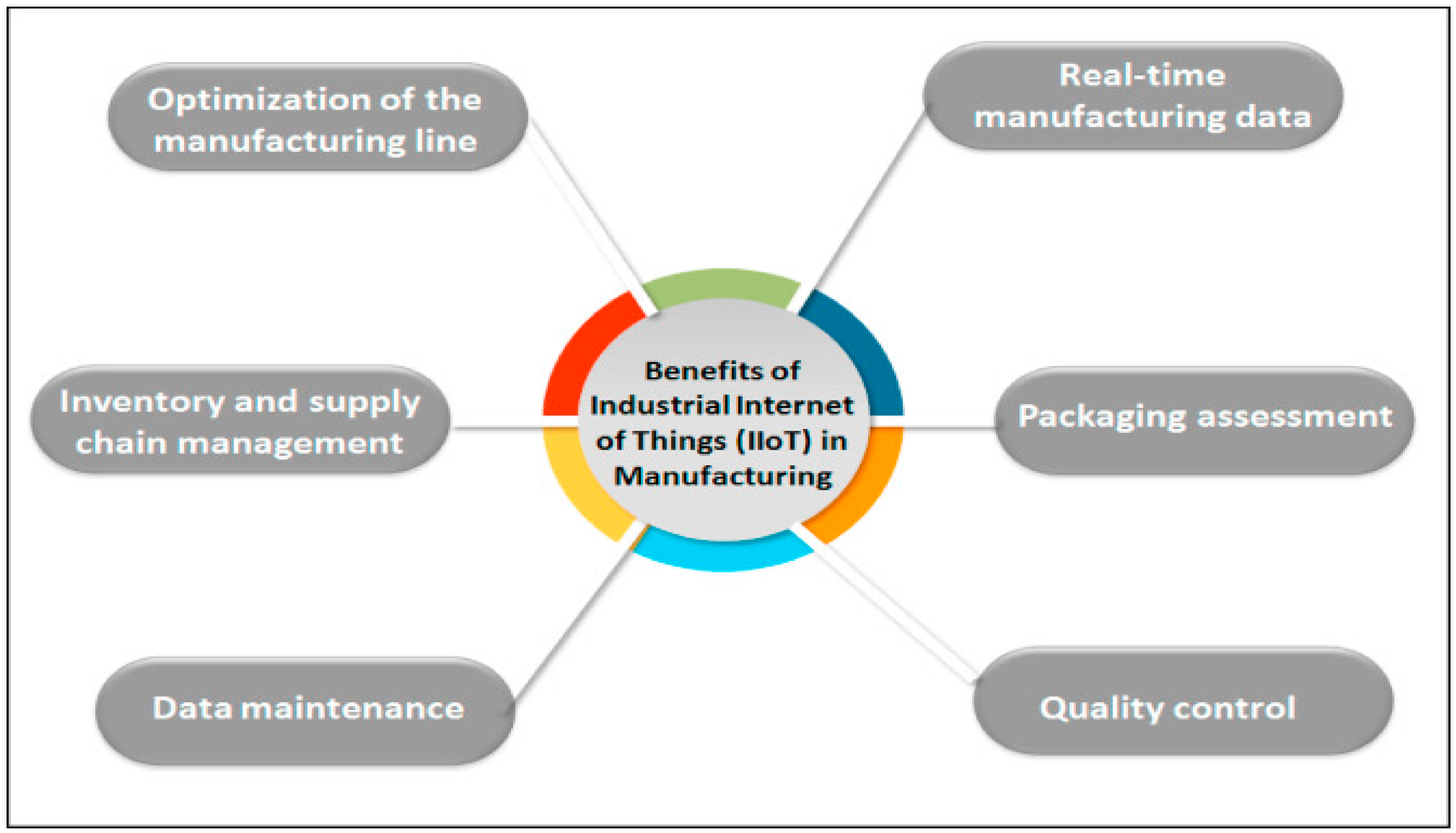
- Javaid, M.; Haleem, A.; Singh, R.P.; Rab, S.; Suman, R. Upgrading the manufacturing sector via applications of industrial internet of things (IIoT). Sens. Int. 2021, 2, 100129. [Google Scholar] [CrossRef]
- Yu, C.; Jiang, J. A perspective on using machine learning in 3D bioprinting. Int. J. Bioprinting 2020, 6, 253. [Google Scholar] [CrossRef]
- Botín-Sanabria, D.M.; Mihaita, A.S.; Peimbert-García, R.E.; Ramírez-Moreno, M.A.; Ramírez-Mendoza, R.A.; Lozoya-Santos, J.D.J. Digital twin technology challenges and applications: A comprehensive review. Remote Sens. 2022, 14, 1335. [Google Scholar] [CrossRef]
- Singh, M.; Fuenmayor, E.; Hinchy, E.P.; Qiao, Y.; Murray, N.; Devine, D. Digital twin: Origin to future. Appl. Syst. Innov. 2021, 4, 36. [Google Scholar] [CrossRef]
- Rosen, R.; Von Wichert, G.; Lo, G.; Bettenhausen, K.D. About the importance of autonomy and digital twins for the future of manufacturing. Ifac-Pap. Online 2015, 48, 567–572. [Google Scholar] [CrossRef]
- Origins of the Digital Twin Concept. Available online: https://www.researchgate.net/ (accessed on 31 December 2022).
- Grieves, M.W. Product lifecycle management: The new paradigm for enterprises. Int. J. Prod. Dev. 2005, 2, 71–84. [Google Scholar] [CrossRef]
- Gelernter, D. Mirror Worlds: Or the Day Software Puts the Universe in a Shoebox. How it Will Happen and What it Will Mean; Oxford University Press: Oxford, UK, 1993. [Google Scholar]
- Grieves, M. Back to the future: Product lifecycle management and the virtualization of product information. In Product Realization: A Comprehensive Approach; Springer: Berlin/Heidelberg, Germany, 2009; pp. 1–13. [Google Scholar]
- Shimamura Fagle, T.; Timper, D. A Feasibility Study of Digital TWIN for Additive Manufacturing: From the Perspective of Resource Efficiency, Smaller Companies, and the Future of Industry, Degree Project in Technology, First Cycle, 15 Credits Stockholm, Sweden 2021. Available online: http://www.diva-portal.org/smash/get/diva2:1584151/FULLTEXT01.pdf (accessed on 3 January 2023).
- Gaikwad, A.; Yavari, R.; Montazeri, M.; Cole, K.; Bian, L.; Rao, P. Toward the digital twin of additive manufacturing: Integrating thermal simulations, sensing, and analytics to detect process faults. IISE Trans. 2020, 52, 1204–1217. [Google Scholar] [CrossRef]
- Qi, Q.; Tao, F.; Hu, T.; Anwer, N.; Liu, A.; Wei, Y.; Wang, L.; Nee, A.Y.C. Enabling technologies and tools for digital twin. J. Manuf. Syst. 2021, 58, 3–21. [Google Scholar] [CrossRef]
- Liu, M.; Fang, S.; Dong, H.; Xu, C. Review of digital twin about concepts, technologies, and industrial applications. J. Manuf. Syst. 2021, 58, 346–361. [Google Scholar] [CrossRef]
- Mukherjee, T.; DebRoy, T. A digital twin for rapid qualification of 3D printed metallic components. Appl. Mater. Today 2019, 14, 59–65. [Google Scholar] [CrossRef]
- Uhlemann, T.H.J.; Lehmann, C.; Steinhilper, R. The digital twin: Realizing the cyber-physical production system for industry 4.0. Procedia Cirp. 2017, 61, 335–340. [Google Scholar] [CrossRef]
- Monostori, L. Cyber-physical production systems: Roots, expectations and R&D challenges. Procedia Cirp. 2014, 17, 9–13. [Google Scholar]
- What Is Human Augmentation and What Does It Mean for the Industry? Available online: https://www.airswift.com/blog/human-augmentation (accessed on 31 December 2022).
- Prattichizzo, D.; Pozzi, M.; Baldi, T.L.; Malvezzi, M.; Hussain, I.; Rossi, S.; Salvietti, G. Human augmentation by wearable supernumerary robotic limbs: Review and perspectives. Prog. Biomed. Eng. 2021, 3, 042005. [Google Scholar] [CrossRef]
- Verma, A.K.; Bisht, A.K.; Rastogi, A.K. Human Augmentation through Applications of Technology. Int. J. Aquat. Sci. 2021, 12, 5026–5041. [Google Scholar]
- Abascal, J.; Azevedo, L. Fundamentals of inclusive HCI design. In Universal Acess in Human Computer Interaction, Proceedings of the 4th International Conference on Universal Access in Human-Computer Interaction, UAHCI 2007, Held as Part of HCI International 2007, Beijing, China, 22–27 July 2007; Springer: Berlin/Heidelberg, Germany, 2007; pp. 3–9. [Google Scholar]
- Shao, S.; Wu, J.; Zhou, Q. Developments and challenges in human performance enhancement technology. Med. Nov. Technol. Devices. 2021, 12, 100095. [Google Scholar] [CrossRef]
- Human Augmentation Technology and Its Real Life Applications. Available online: https://www.knowledgenile.com/blogs/human-augmentation-technology-and-its-real-life-applications/ (accessed on 31 December 2022).
- Ferrari, A.; Baumann, M.; Coenen, C.; Frank, D.; Hennen, L.; Moniz, A.; Torgersen, H.; Torgersen, J.; van Bodegom, L.; Van Duijne, F.; et al. Additive Bio-Manufacturing: 3D Printing for Medical Recovery and Human Enhancement: Study; European Parliament: Strasbourg, France, 2018; Available online: https://docentes.fct.unl.pt/abm/publications/additive-bio-manufacturing-3d-printing-medical-recovery-and-human-enhancement (accessed on 3 January 2023).
- Abbass, H.A.; Tang, J.; Amin, R.; Ellejmi, M.; Kirby, S. Augmented cognition using real-time EEG-based adaptive strategies for air traffic control. In Proceedings of the Human Factors and Ergonomics Society Annual Meeting, Chicago, IL, USA, 27–31 October 2014; Volume 58, pp. 230–234. [Google Scholar]
- Aggravi, M.; Salvietti, G.; Prattichizzo, D. Haptic assistive bracelets for blind skier guidance. In Proceedings of the 7th Augmented Human International Conference, Geneva, Switzerland, 25–27 February 2016; pp. 1–4. [Google Scholar]
- Agrawal, R.; Gupta, N. Real time hand gesture recognition for human computer interaction. In Proceedings of the 2016 IEEE 6th International Conference on Advanced Computing (IACC), Bhimavaram, India, 27–28 February 2016; pp. 470–475. [Google Scholar]
- Akkil, D.; Lucero, A.; Kangas, J.; Jokela, T.; Salmimaa, M.; Raisamo, R. User expectations of everyday gaze interaction on smartglasses. In Proceedings of the 9th Nordic Conference on Human-Computer Interaction, Gothenburg, Sweden, 23–27 October 2016; pp. 1–10. [Google Scholar]
- Alfadhel, A.; Khan, M.A.; Cardoso, S.; Leitao, D.; Kosel, J. A magnetoresistive tactile sensor for harsh environment applications. Sensors 2016, 16, 650. [Google Scholar] [CrossRef]
- Alicea, B. An integrative introduction to human augmentation science. arXiv 2018, arXiv:1804.10521. [Google Scholar]
- Human Augmentation. Available online: https://www.gartner.com/en/information-technology/glossary/human-augmentation (accessed on 31 December 2022).
- Human Augmentation. Available online: https://www.opengrowth.com/resources/human-augmentation (accessed on 31 December 2022).
- Human Enhancement. Available online: https://en.wikipedia.org/wiki/Human_enhancement (accessed on 31 December 2022).
- 12 Tech Leaders Discuss the Most Intriguing Applications of Human Augmentation. Available online: https://www.forbes.com/sites/forbestechcouncil/2020/05/14/12-tech-leaders-discuss-the-most-intriguing-applications-of-human-augmentation/?sh=4b87eb5073b6 (accessed on 31 December 2022).
- Mao, H.; Yang, L.; Zhu, H.; Wu, L.; Ji, P.; Yang, J.; Gu, Z. Recent advances and challenges in materials for 3D bioprinting. Prog. Nat. Sci. Mater. Inter. 2020, 30, 618–634. [Google Scholar] [CrossRef]
- Li, J.; Wu, C.; Chu, P.K.; Gelinsky, M. 3D printing of hydrogels: Rational design strategies and emerging biomedical applications. Mater. Sci. Eng. R Rep. 2020, 140, 100543. [Google Scholar] [CrossRef]
- Li, J.; Chen, M.; Fan, X.; Zhou, H. Recent advances in bioprinting techniques: Approaches, applications and future prospects. J. Transl. Med. 2016, 14, 1–15. [Google Scholar] [CrossRef] [PubMed]
- Gu, Z.; Fu, J.; Lin, H.; He, Y. Development of 3D bioprinting: From printing methods to biomedical applications. Asian J. Pharm. Sci. 2020, 15, 529–557. [Google Scholar] [CrossRef] [PubMed]
- Jamróz, W.; Szafraniec, J.; Kurek, M.; Jachowicz, R. 3D printing in pharmaceutical and medical applications–recent achievements and challenges. Pharm. Res. 2018, 35, 176. [Google Scholar] [CrossRef] [PubMed]
- Klebe, R.J. Cytoscribing: A method for micropositioning cells and the construction of two-and three-dimensional synthetic tissues. Exp. Cell Res. 1988, 179, 362–373. [Google Scholar] [CrossRef]
- Foty, R.A.; Pfleger, C.M.; Forgacs, G.; Steinberg, M.S. Surface tensions of embryonic tissues predict their mutual envelopment behavior. Development 1996, 122, 1611–1620. [Google Scholar] [CrossRef] [PubMed]
- Odde, D.J.; Renn, M.J. Laser-guided direct writing for applications in biotechnology. Trends Biotechnol. 1999, 17, 385–389. [Google Scholar] [CrossRef]
- Karzyński, K.; Kosowska, K.; Ambrożkiewicz, F.; Berman, A.; Cichoń, J.; Klak, M.; Serwańska-Świętek, M.; Wszoła, M. Use of 3D bioprinting in biomedical engineering for clinical application. Stud. Med. 2018, 34, 93–97. [Google Scholar] [CrossRef]
- Landers, R.; Hübner, U.; Schmelzeisen, R.; Mülhaupt, R. Rapid prototyping of scaffolds derived from thermoreversible hydrogels and tailored for applications in tissue engineering. Biomaterials 2002, 3, 4437–4447. [Google Scholar] [CrossRef] [PubMed]
- Wilson, W.C., Jr.; Boland, T. Cell and organ printing 1: Protein and cell printers. Anat. Rec. A Discov. Mol. Cell. Evol. Biol. 2003, 272, 491–496. [Google Scholar] [CrossRef] [PubMed]
- Dhariwala, B.; Hunt, E.; Boland, T. Rapid prototyping of tissue-engineering constructs, using photopolymerizable hydrogels and stereolithography. Tissue Engg. 2004, 10, 1316–1322. [Google Scholar] [CrossRef]
- Jayasinghe, S.N.; Qureshi, A.N.; Eagles, P.A. Electrohydrodynamic jet processing: An advanced electric-field-driven jetting phenomenon for processing living cells. Small 2006, 2, 216–219. [Google Scholar] [CrossRef] [PubMed]
- Norotte, C.; Marga, F.S.; Niklason, L.E.; Forgacs, G. Scaffold-free vascular tissue engineering using bioprinting. Biomaterials 2009, 30, 5910–5917. [Google Scholar] [CrossRef]
- Skardal, A.; Mack, D.; Kapetanovic, E.; Atala, A.; Jackson, J.D.; Yoo, J.; Soker, S. Bioprinted amniotic fluid-derived stem cells accelerate healing of large skin wounds. Stem Cells Transl. Med. 2012, 1, 792–802. [Google Scholar] [CrossRef]
- Duan, B. State-of-the-art review of 3D bioprinting for cardiovascular tissue engineering. Ann. Biomed. Eng. 2017, 45, 195–209. [Google Scholar] [CrossRef]
- Dababneh, A.B.; Ozbolat, I.T. Bioprinting technology: A current state-of-the-art review. J. Manuf. Sci. Eng. 2014, 136, 061016. [Google Scholar] [CrossRef]
- Gao, Q.; He, Y.; Fu, J.Z.; Liu, A.; Ma, L. Coaxial nozzle-assisted 3D bioprinting with built-in microchannels for nutrients delivery. Biomaterials 2015, 61, 203–215. [Google Scholar] [CrossRef]
- Pyo, S.H.; Wang, P.; Hwang, H.H.; Zhu, W.; Warner, J.; Chen, S. Continuous optical 3D printing of green aliphatic polyurethanes. ACS Appl. Mater. Interfaces 2017, 9, 836–844. [Google Scholar] [CrossRef]
- Noor, N.; Shapira, A.; Edri, R.; Gal, I.; Wertheim, L.; Dvir, T. 3D printing of personalized thick and perfusable cardiac patches and hearts. Adv. Sci. 2019, 6, 1900344. [Google Scholar] [CrossRef] [PubMed]
- Kang, H.W.; Lee, S.J.; Ko, I.K.; Kengla, C.; Yoo, J.J.; Atala, A. A 3D bioprinting system to produce human-scale tissue constructs with structural integrity. Nat. Biotechnol. 2016, 34, 312–319. [Google Scholar] [CrossRef] [PubMed]
- Javaid, M.; Haleem, A.; Singh, R.P.; Suman, R. Industrial perspectives of 3D scanning: Features, roles and it’s analytical applications. Sens. Int. 2021, 2, 100114. [Google Scholar] [CrossRef]
- Lin, W.; Shen, H.; Fu, J.; Wu, S. Online quality monitoring in material extrusion additive manufacturing processes based on laser scanning technology. Precis. Eng. 2019, 60, 76–84. [Google Scholar] [CrossRef]
- Chigilipalli, B.K.; Veeramani, A. Investigations on dry sliding wear behavior of a wire arc additively manufactured nickel-based superalloy. Tribol. Trans. 2022, 65, 912–923. [Google Scholar] [CrossRef]
- Chigilipalli, B.K.; Veeramani, A. Investigation of the corrosion behavior of wire arc additively manufactured alloy 825. Trans. Indian Inst. 2022, 2, 1–8. [Google Scholar] [CrossRef]
- Kumar, C.B.; Anandakrishnan, V. Experimental investigations on the effect of wire arc additive manufacturing process parameters on the layer geometry of Inconel 825. Mater. Today Proc. 2020, 21, 622–627. [Google Scholar] [CrossRef]
- Kumar, K.R.; Balasubramanian, K.R.; Kumar, G.P.; Kumar, C.B.; Cheepu, M.M. Experimental Investigation of Nano-encapsulated Molten Salt for Medium-Temperature Thermal Storage Systems and Modeling of Neural Networks. Int. J. Thermophys. 2022, 43, 145. [Google Scholar] [CrossRef]
- Chigilipalli, B.K.; Veeramani, A. An experimental investigation and neuro-fuzzy modelling to ascertain metal deposition parameters for the wire arc additive manufacturing of Incoloy 825. CIRP J. Manuf. Sci. Technol. 2022, 38, 386–400. [Google Scholar] [CrossRef]
- Ashima, R.; Haleem, A.; Javaid, M.; Rab, S. Understanding the role and capabilities of Internet of Things-enabled Additive Manufacturing through its applications. Adv. Ind. Eng. Polym. Res. 2021, 5, 137–142. [Google Scholar] [CrossRef]
- Kottala, R.K.; Ramaraj, B.K.; Jinshah, B.S.; Vempally, M.G.; Lakshmanan, M. Experimental investigation and neural network modeling of binary eutectic/expanded graphite composites for medium temperature thermal energy storage. Energy Sources Part A Recovery Util. Environ. Eff. 2022, 25, 1–24. [Google Scholar] [CrossRef]
- Zhu, K.; Fuh, J.Y.; Lin, X. Metal-based additive manufacturing condition monitoring: A review on machine learning based approaches. IEEE ASME Trans. Mechatron. 2022, 27, 2495–2510. [Google Scholar] [CrossRef]
- Manjunath, A.; Anandakrishnan, V.; Ramachandra, S.; Parthiban, K. Experimental investigations on the effect of pre-positioned wire electron beam additive manufacturing process parameters on the layer geometry of titanium 6Al4V. Mater. Today Proc. 2020, 21, 766–772. [Google Scholar] [CrossRef]
- Cheepu, M. Machine Learning Approach for the Prediction of Defect Characteristics in Wire Arc Additive Manufacturing. Trans. Indian Inst. 2023, 76, 447–455. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S. No | Name | Applications | Advantages | Limitations |
|---|---|---|---|---|
| 1 | Digital Twin | Reengineering Aircraft Structural Life Prediction | Speed prototyping and product redesigning | Issues related to data privacy and cyber security |
| Cyber-Physical Production System (CPPS) | Real-time simulation | Lack of standards, frameworks, and regulations | ||
| Simulation of medical products | Two-way data integration and interaction | High cost of implementation | ||
| Model-Based System Engineering (MBSE) | Predictive maintenance | Required AI and big data for long-term data analysis | ||
| Agriculture, healthcare, mining, robotics, | Lifecycle management platforms | Digital twin is based on 3D CAD models and not on 2D drawings | ||
| 2 | Human Augmentation | Brain implants and artificial body parts implants | Support or improve human capabilities and performance | Blurring boundaries between advanced therapies and medical devices |
| Neuralink | Reduce social injustice | Blurring boundaries between the biomaterial and non-biomaterial products | ||
| Exoskeletons for workplace safety | Alleviate social inequalities | Issues of safety and informed consent | ||
| Hololens | Improvement of overall physical and mental health | Ethical concerns | ||
| Human genetic engineering | Enhance body integrity | Threats of reality modification | ||
| 3 | 3D Scanning | Aerospace | Rapid production with customized design | It cannot scan beyond the surface level |
| Surgical planning | The increased success rate of treatment | It cannot determine the material being scanned | ||
| Reverse engineering | View detailed anatomy from different angles | It cannot transparent or reflect objects | ||
| Conduct architectural surveys | Time and cost efficiency | We cannot show the inner details | ||
| Artists and art historians | Improved learning and reduced risk | Precision doubts in droplet placement | ||
| 4 | Bio Printing | Reconstruction of body tissues | An alternative to fill the organ shortage | Emission of harmful chemicals |
| Transplantable organs | Fast than organ donation | Poor biocompatibility | ||
| Skin | Decrease animal killing | Lack of bioactive material | ||
| Muscular-skeletal tissue | The accurate shape and size of the organ can be printed | Need of low viscosity biomaterial | ||
| Myocardial tissue Blood vessel | ||||
| 5 | Optimization in parameters | Deposition/scanning speed | Reduction in production cost | Temperature controlling during deposition |
| Design of AM product | Reduction in material wastage | Surface roughness issue | ||
| Path planning | Controlled deposition |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chigilipalli, B.K.; Karri, T.; Chetti, S.N.; Bhiogade, G.; Kottala, R.K.; Cheepu, M. A Review on Recent Trends and Applications of IoT in Additive Manufacturing. Appl. Syst. Innov. 2023, 6, 50. https://doi.org/10.3390/asi6020050
Chigilipalli BK, Karri T, Chetti SN, Bhiogade G, Kottala RK, Cheepu M. A Review on Recent Trends and Applications of IoT in Additive Manufacturing. Applied System Innovation. 2023; 6(2):50. https://doi.org/10.3390/asi6020050
Chicago/Turabian StyleChigilipalli, Bharat Kumar, Teja Karri, Sathish Naidu Chetti, Girish Bhiogade, Ravi Kumar Kottala, and Muralimohan Cheepu. 2023. "A Review on Recent Trends and Applications of IoT in Additive Manufacturing" Applied System Innovation 6, no. 2: 50. https://doi.org/10.3390/asi6020050
APA StyleChigilipalli, B. K., Karri, T., Chetti, S. N., Bhiogade, G., Kottala, R. K., & Cheepu, M. (2023). A Review on Recent Trends and Applications of IoT in Additive Manufacturing. Applied System Innovation, 6(2), 50. https://doi.org/10.3390/asi6020050