Developing a Decision Support System (DSS) for a Dental Manufacturing Production Line Based on Data Mining

Abstract
:1. Introduction
2. Materials and Methods
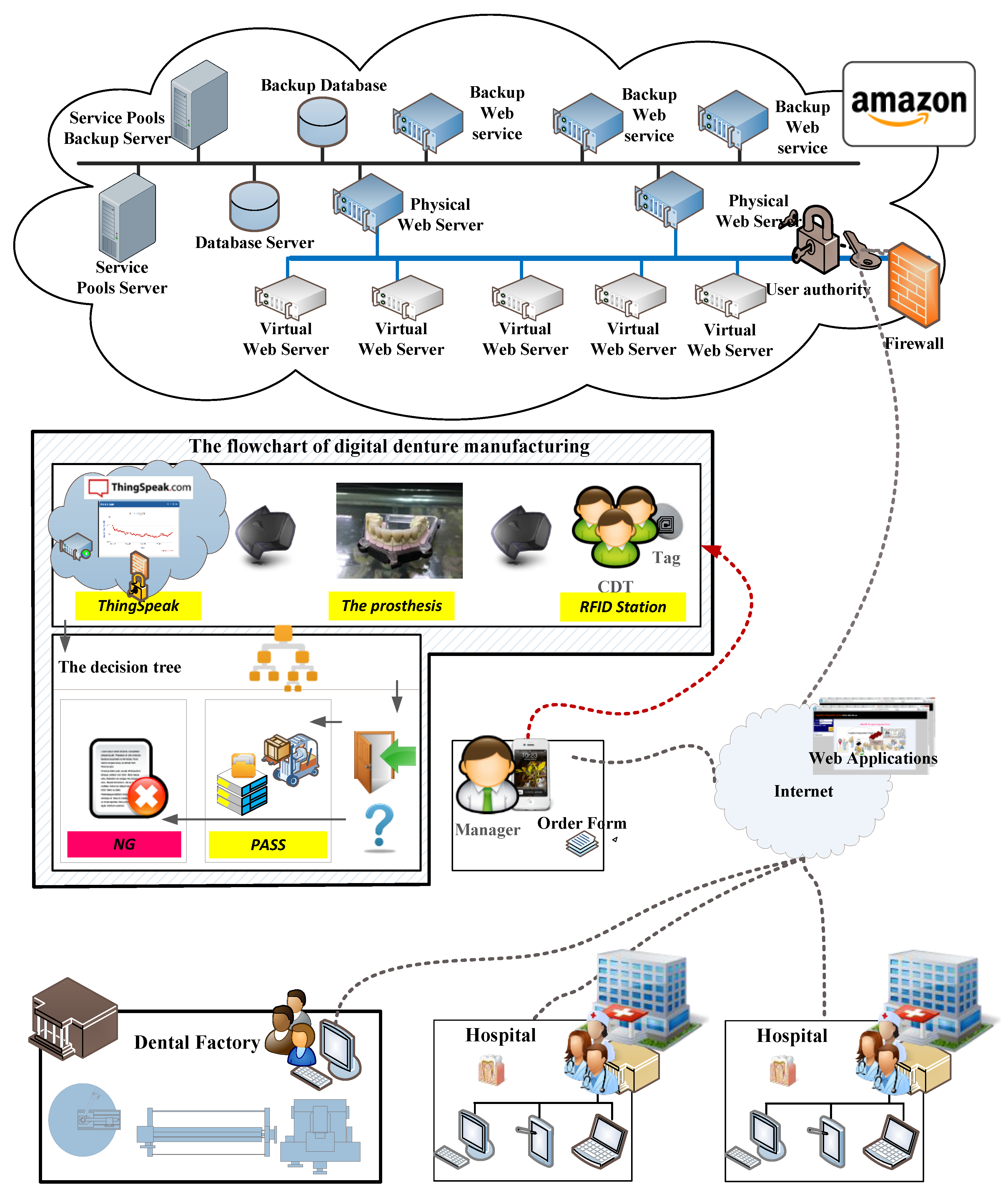
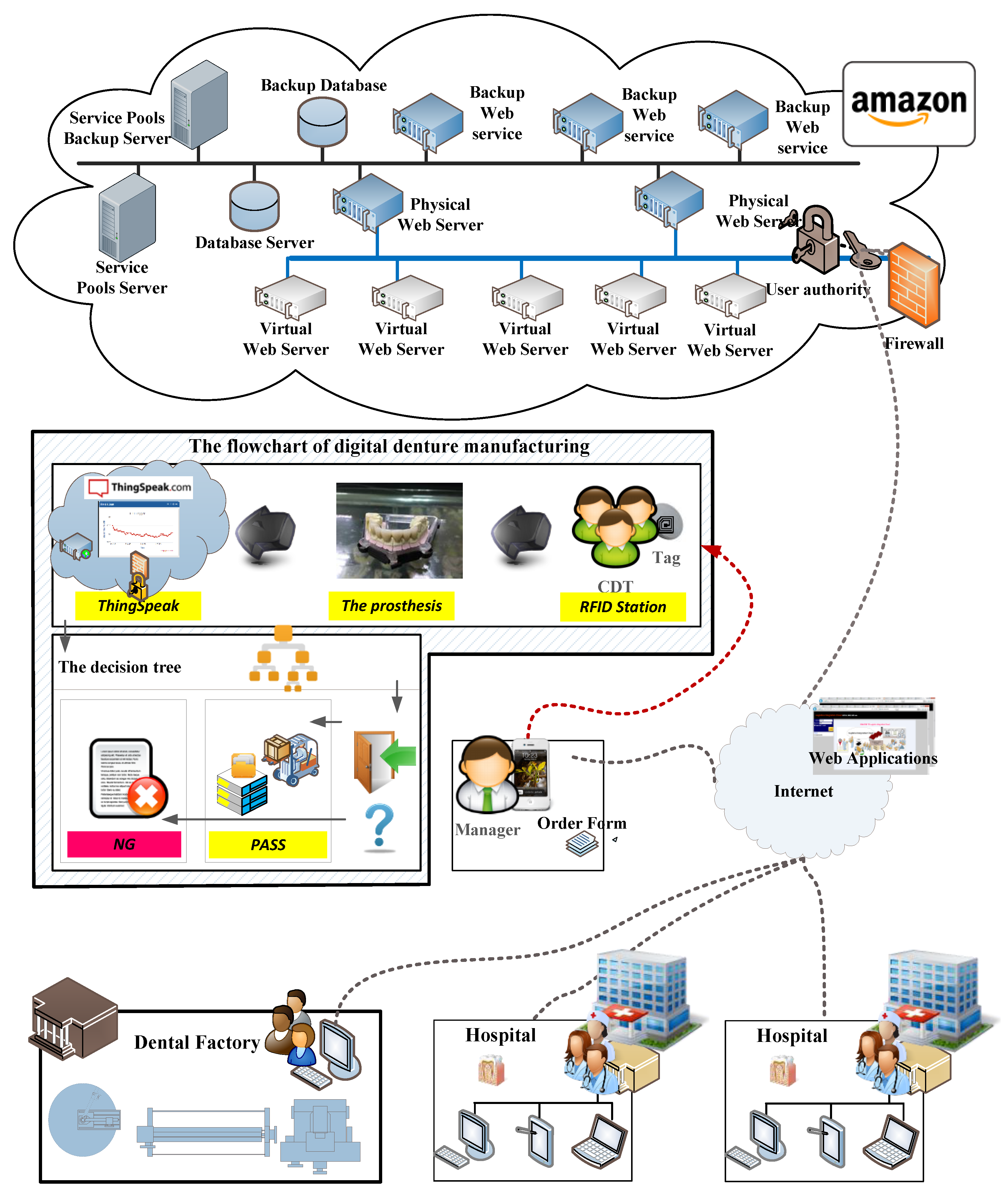
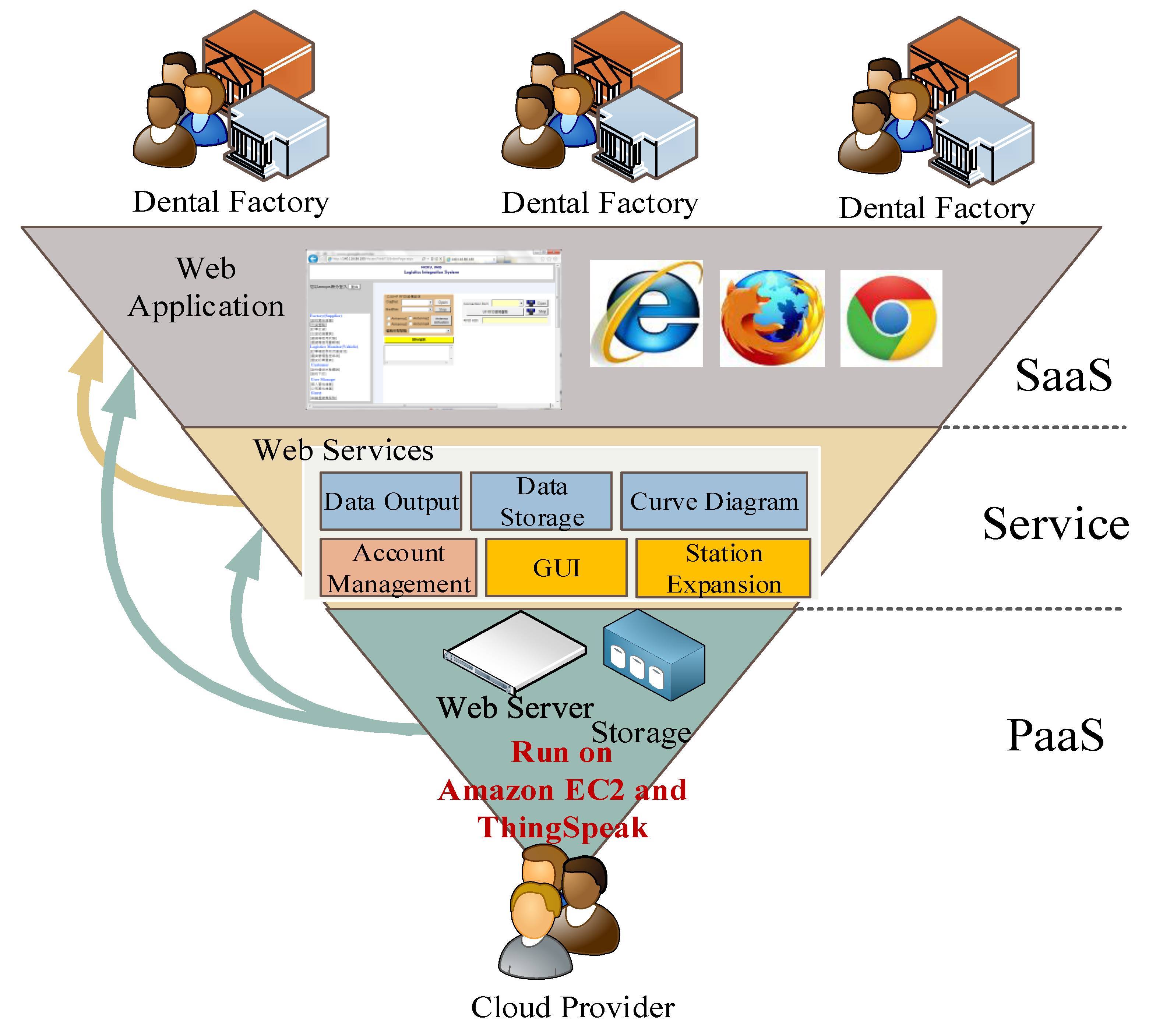
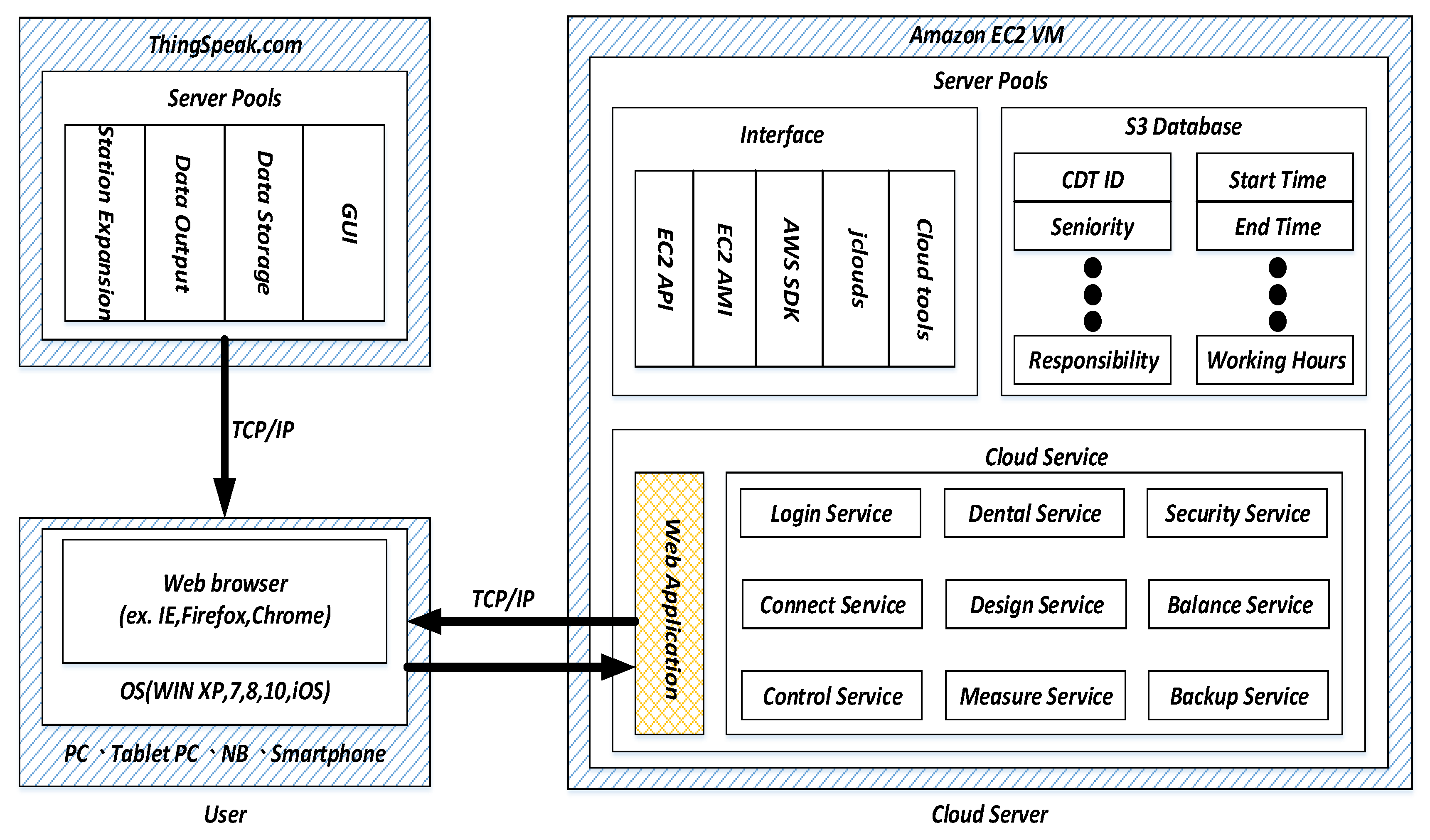
2.1. Cloud Structure
- (1)
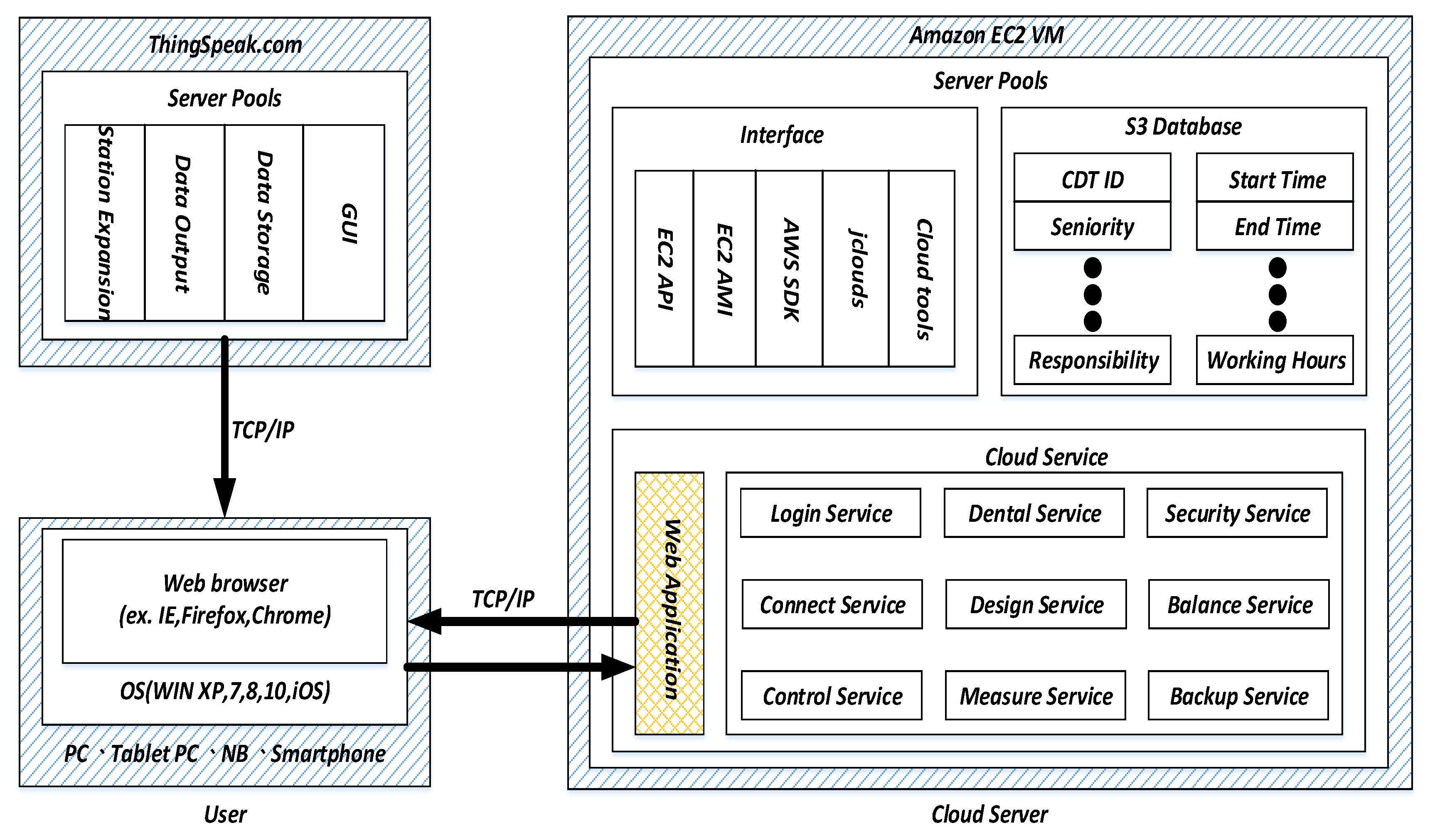
- Client: The client did not need to install any application software on the computer. One could use this system after logging into the cloud by using the web authentication service via the TCP/IP protocol. The user could get the information of digital dental processes remotely by the use permission of the web page.
- (2)
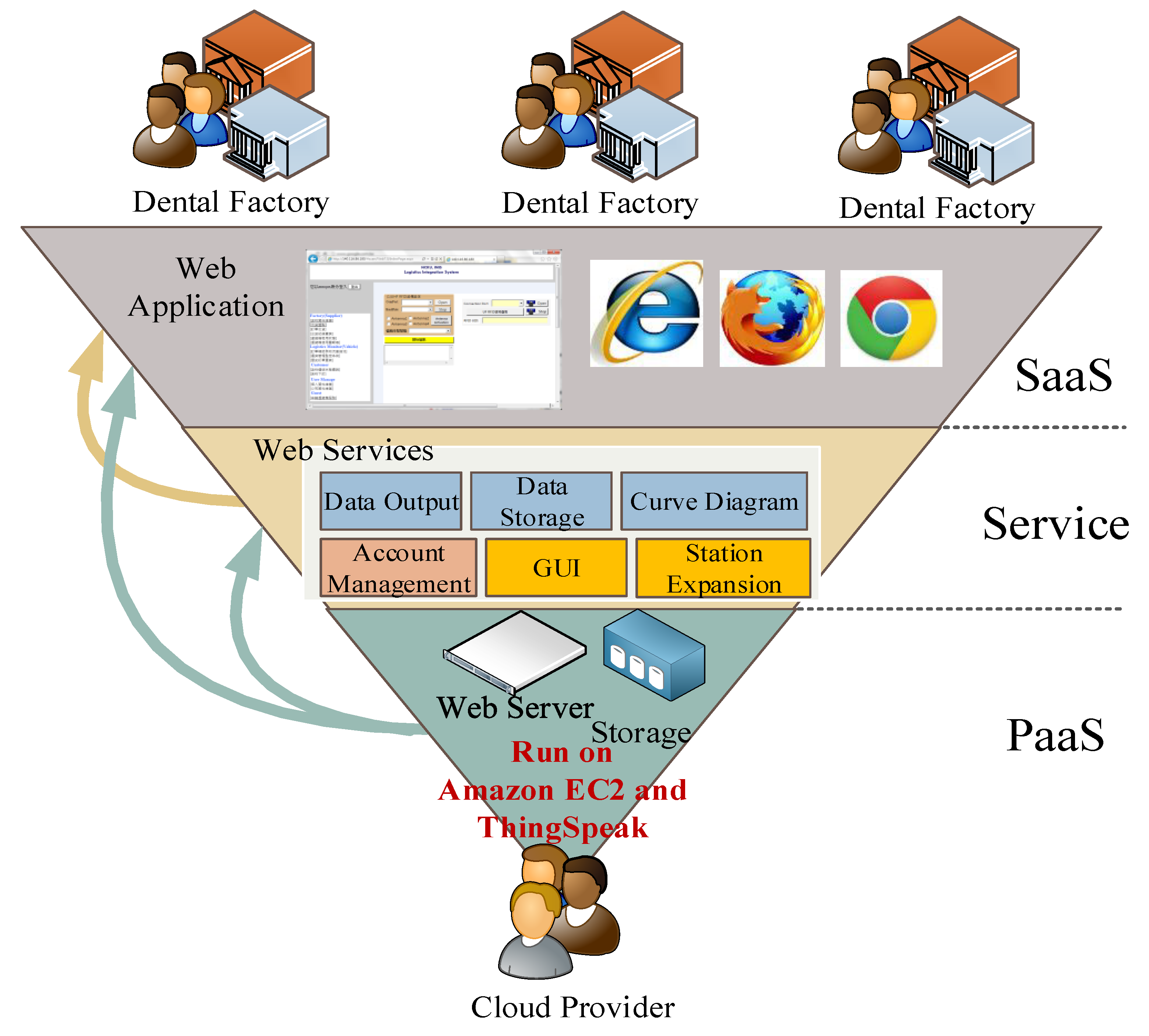
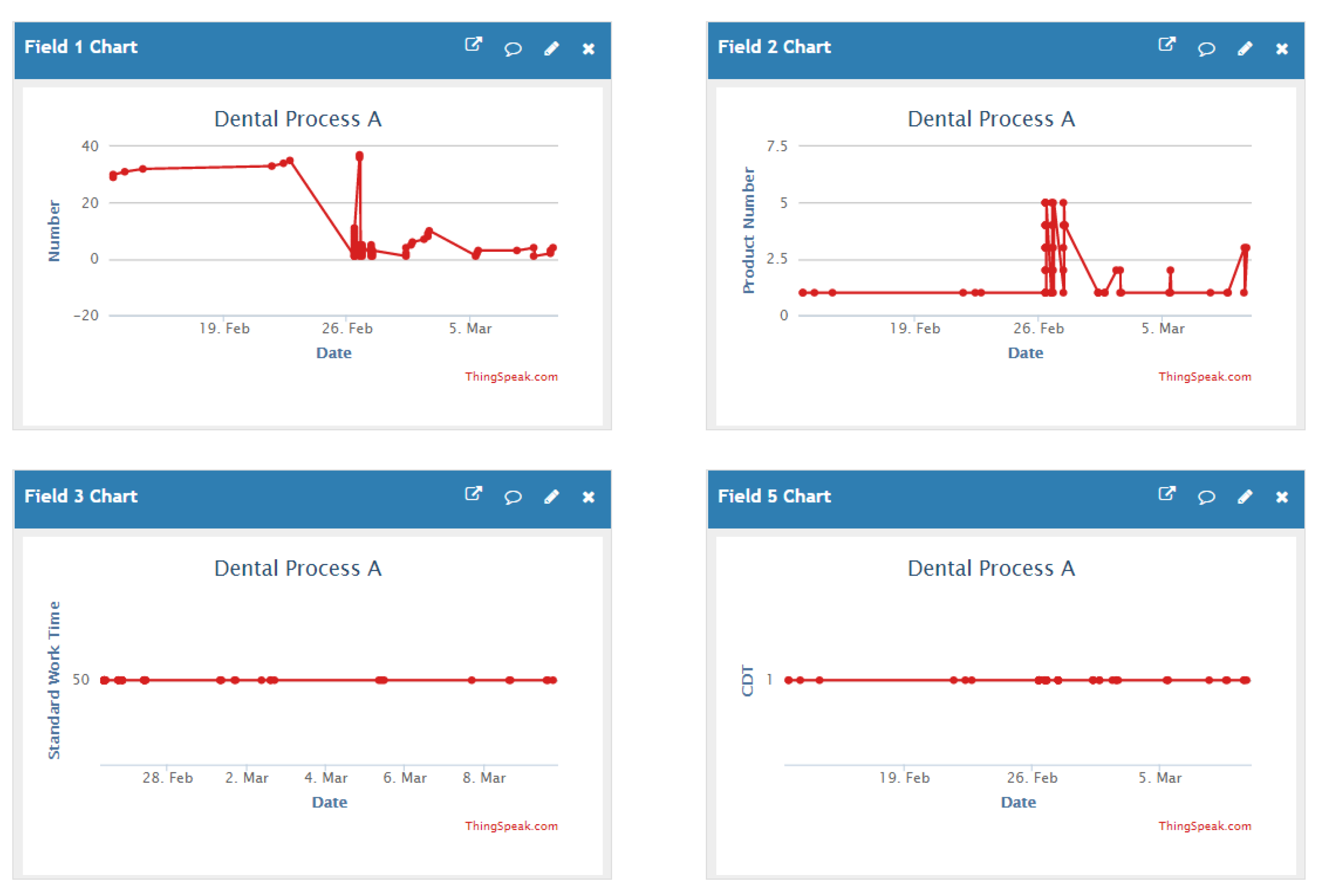
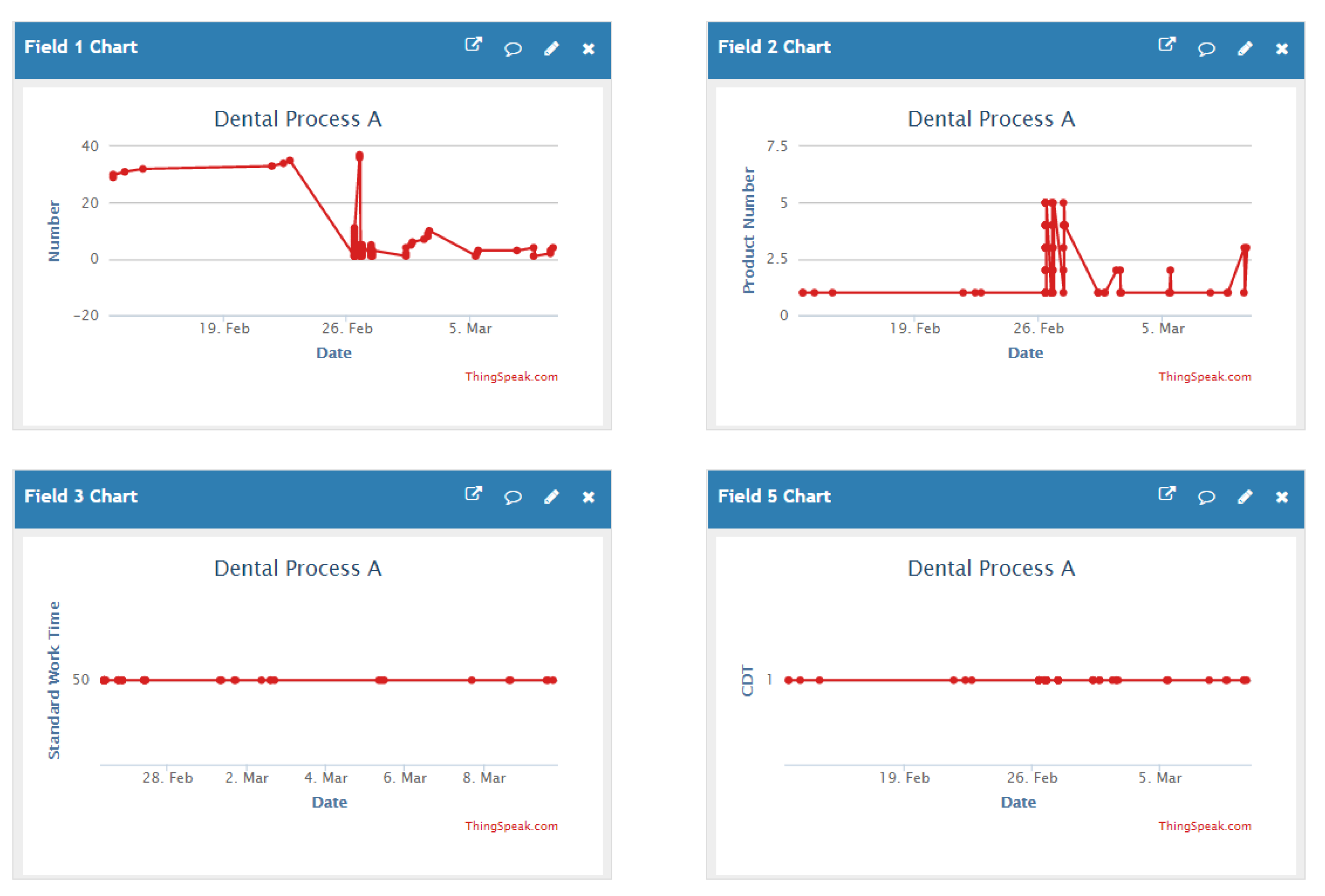
- ThingSpeak cloud server: In order to quickly obtain the data from stations, this study used ThingSpeak for user authorization and graph presentation. The corresponding parameters could be shown by graphs and the amount of data shown could be chosen. The data processing service was divided into storage and retrieval. Soon after the dental technician completed the card swiping action, the data was uploaded to the cloud platform for storage. Users could export the data in CSV format. In the future, the stations and storage parameters can be expanded according to actual needs.
- (3)
- Amazon Cloud Server: The S3 database stored data of many parameters including tooth technician’s ID. According to this ID, the manager could identify each dental technician and obtain the relevant information from specific stations through the S3 database. The service layer provided various services in digital dental process management. Online agents were carefully set up by the security, load balancing, and backup service. In the future, users such as dentists and administrators do not need to plan and access services on their own. Instead, they can automatically receive services with safety and stability. All data at this level is only available to those who have authorization.
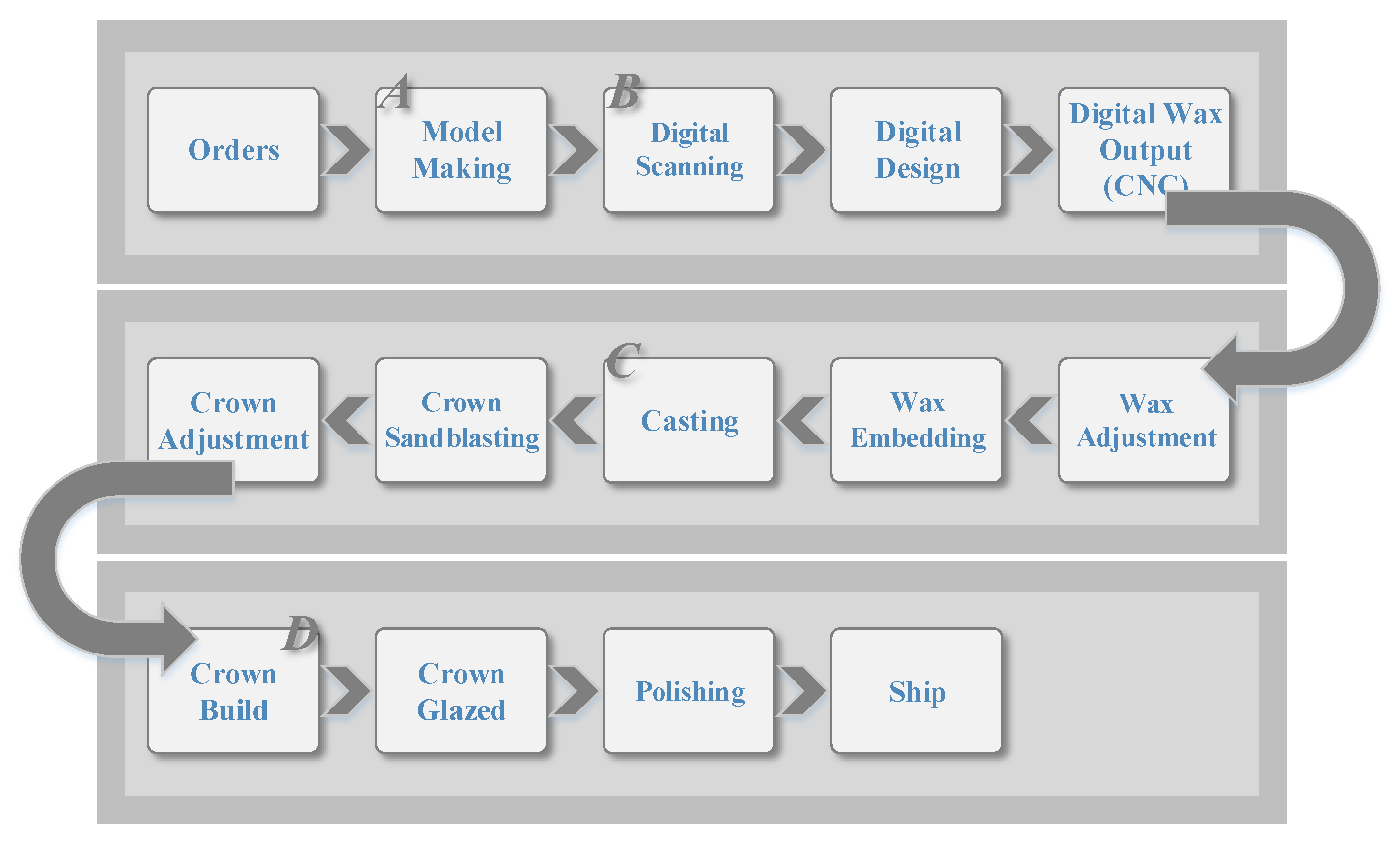
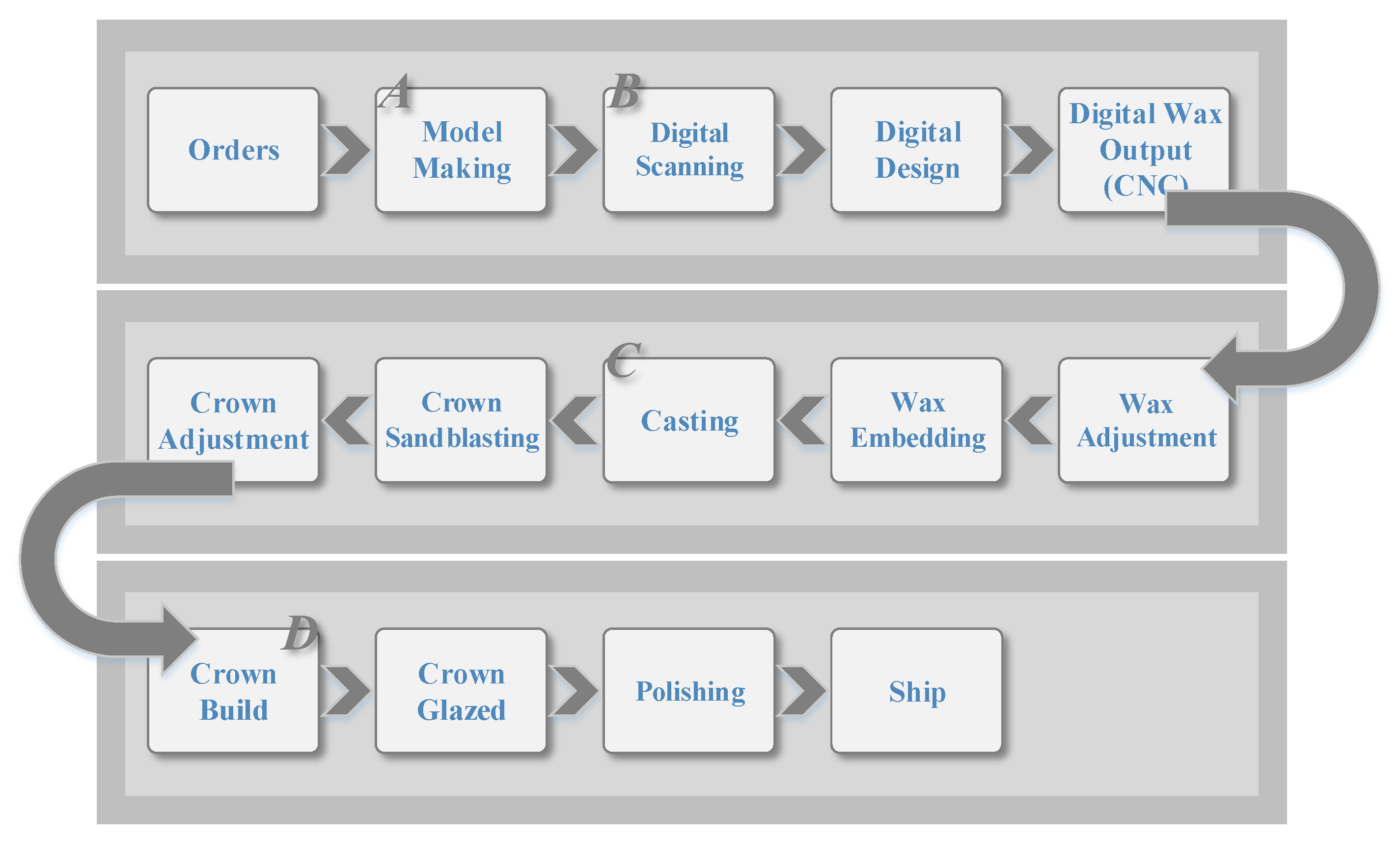
2.2. Denture Process Flowchart
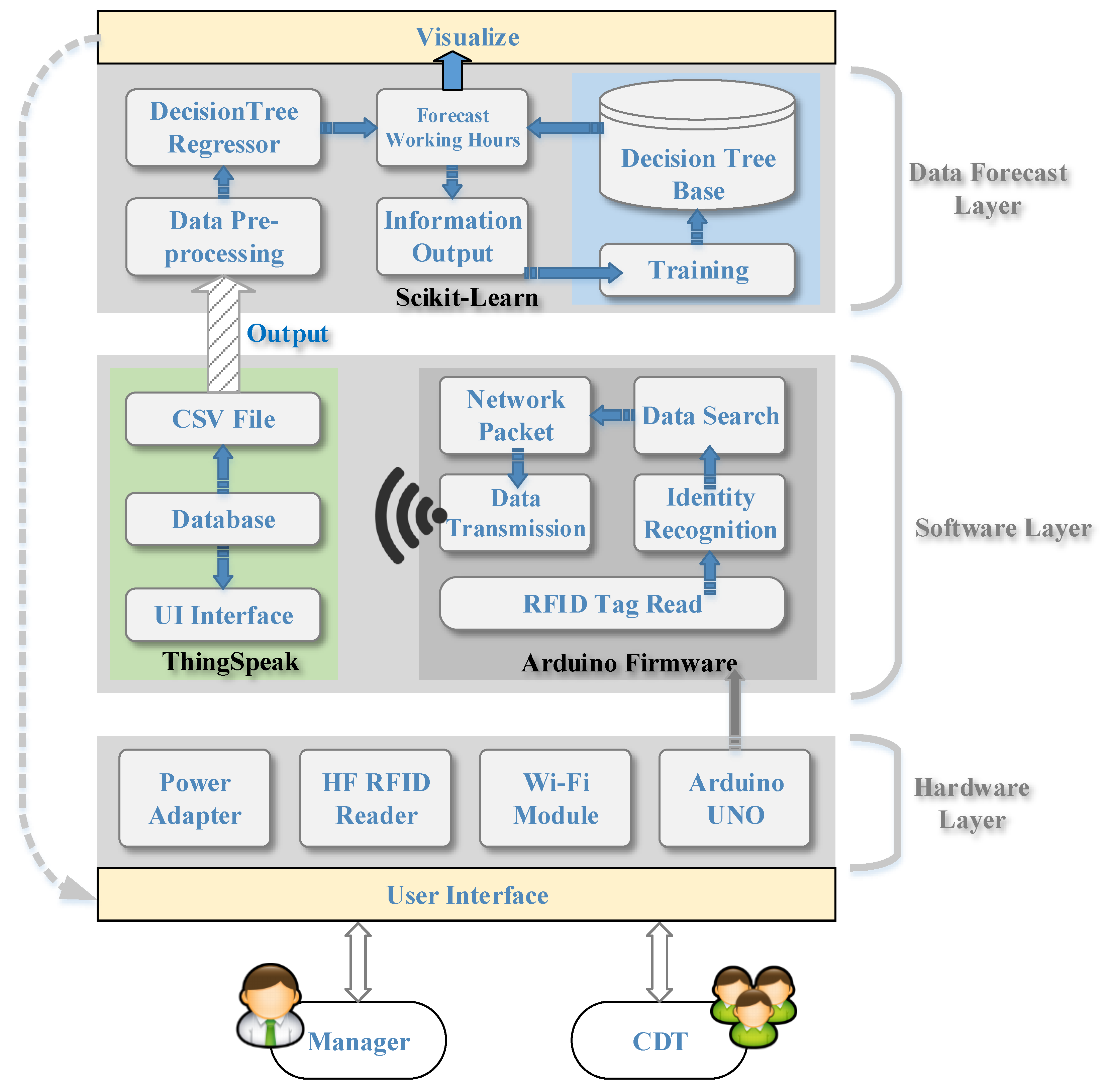
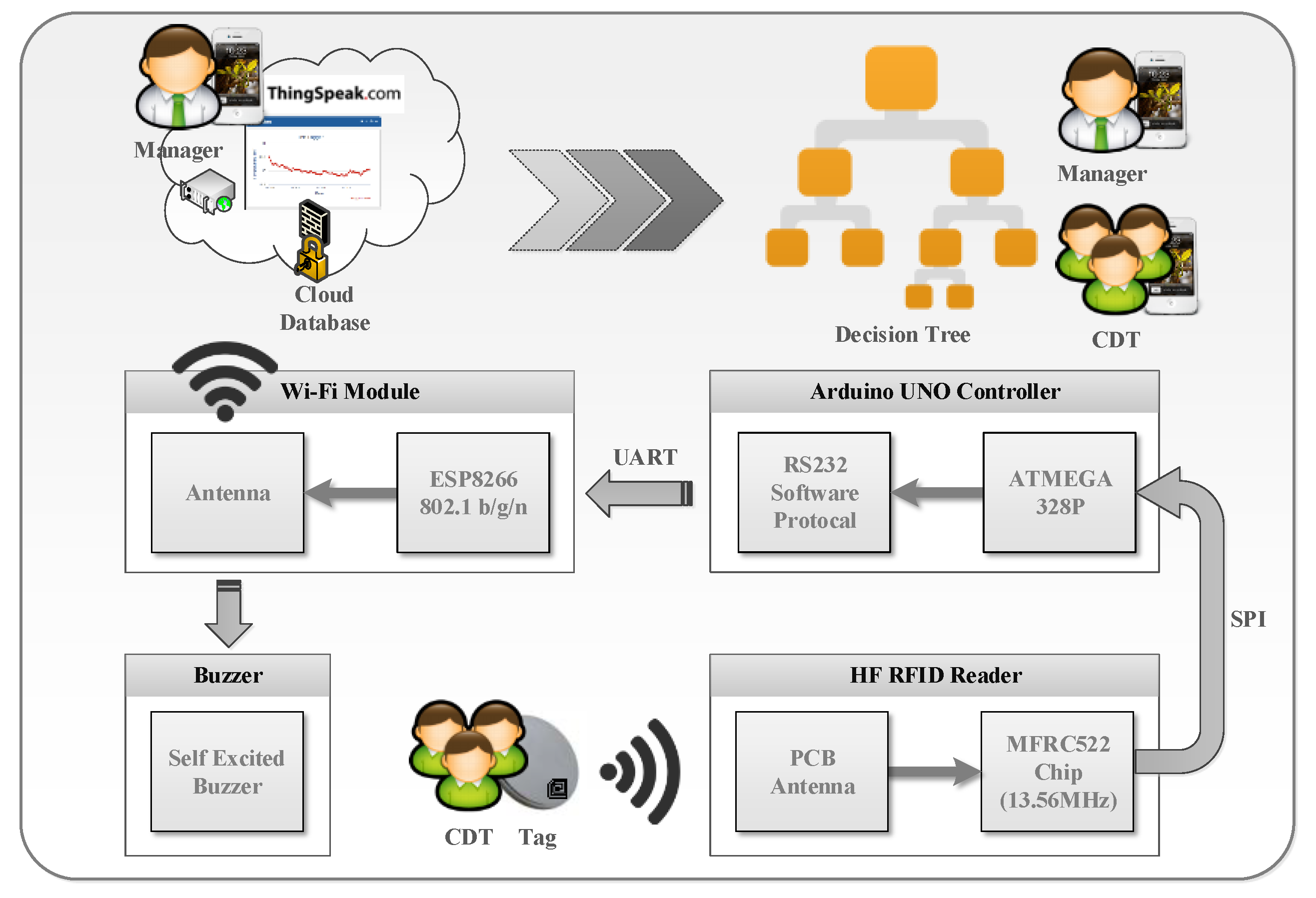
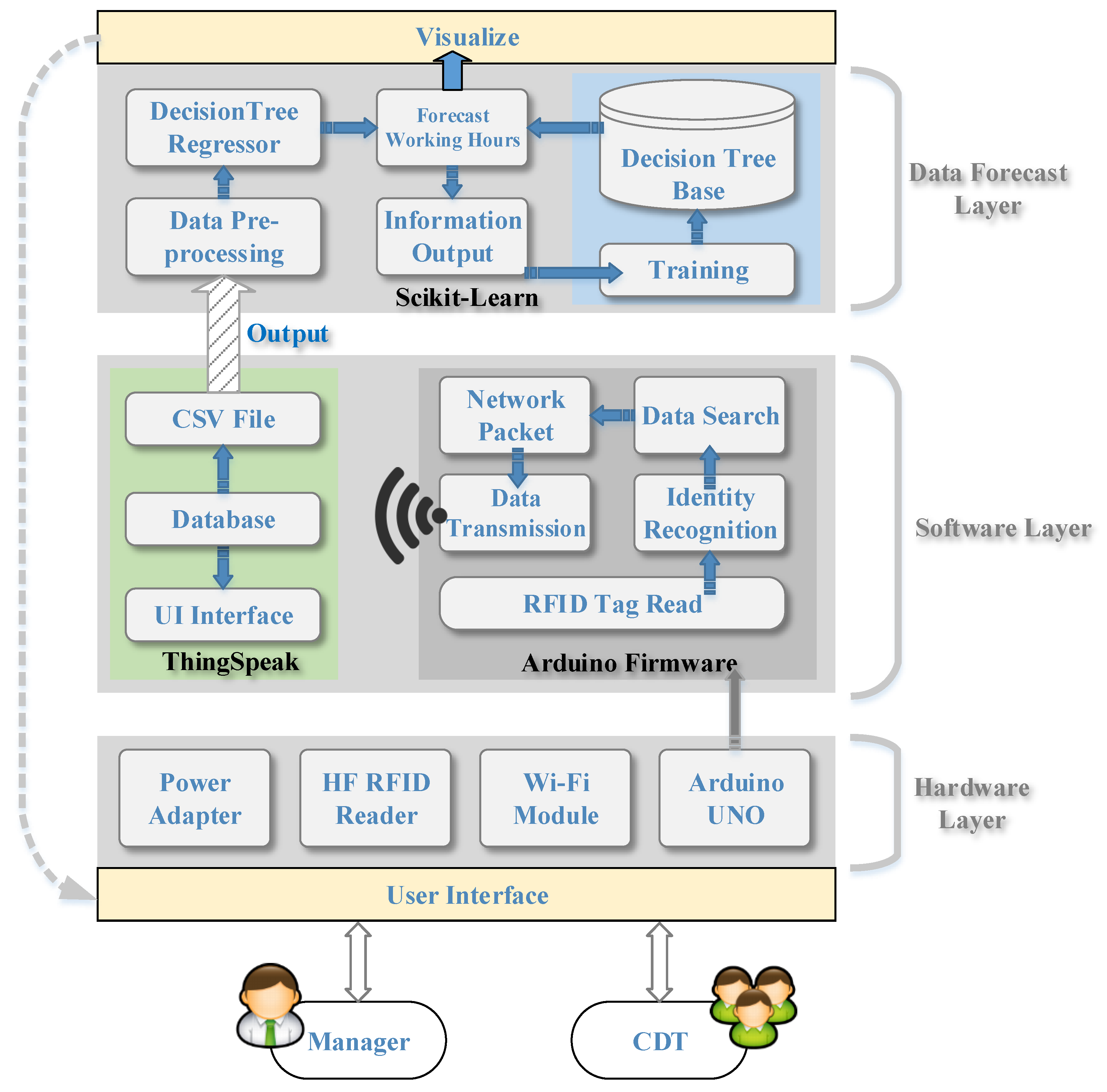
2.3. The System Framework
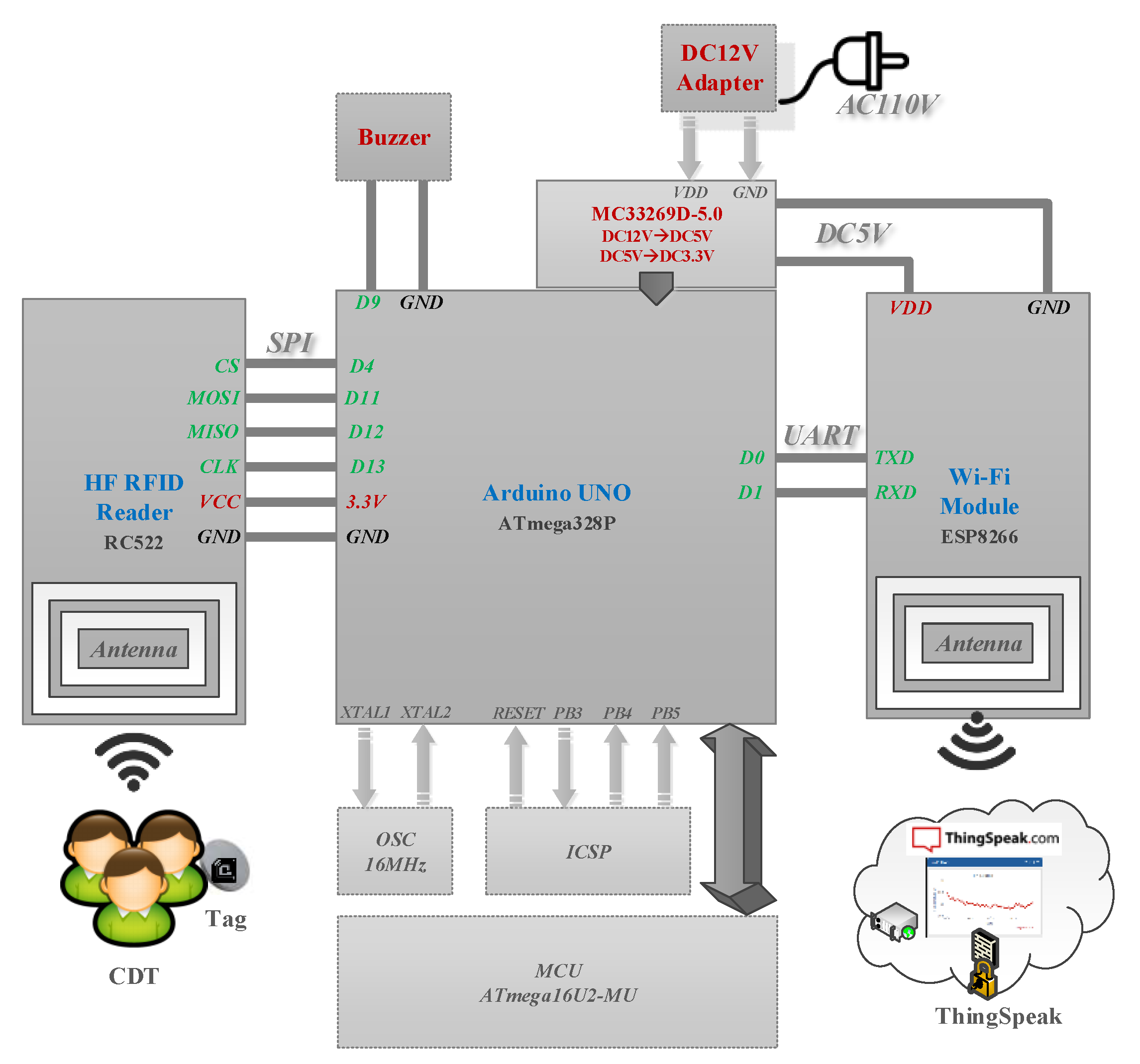
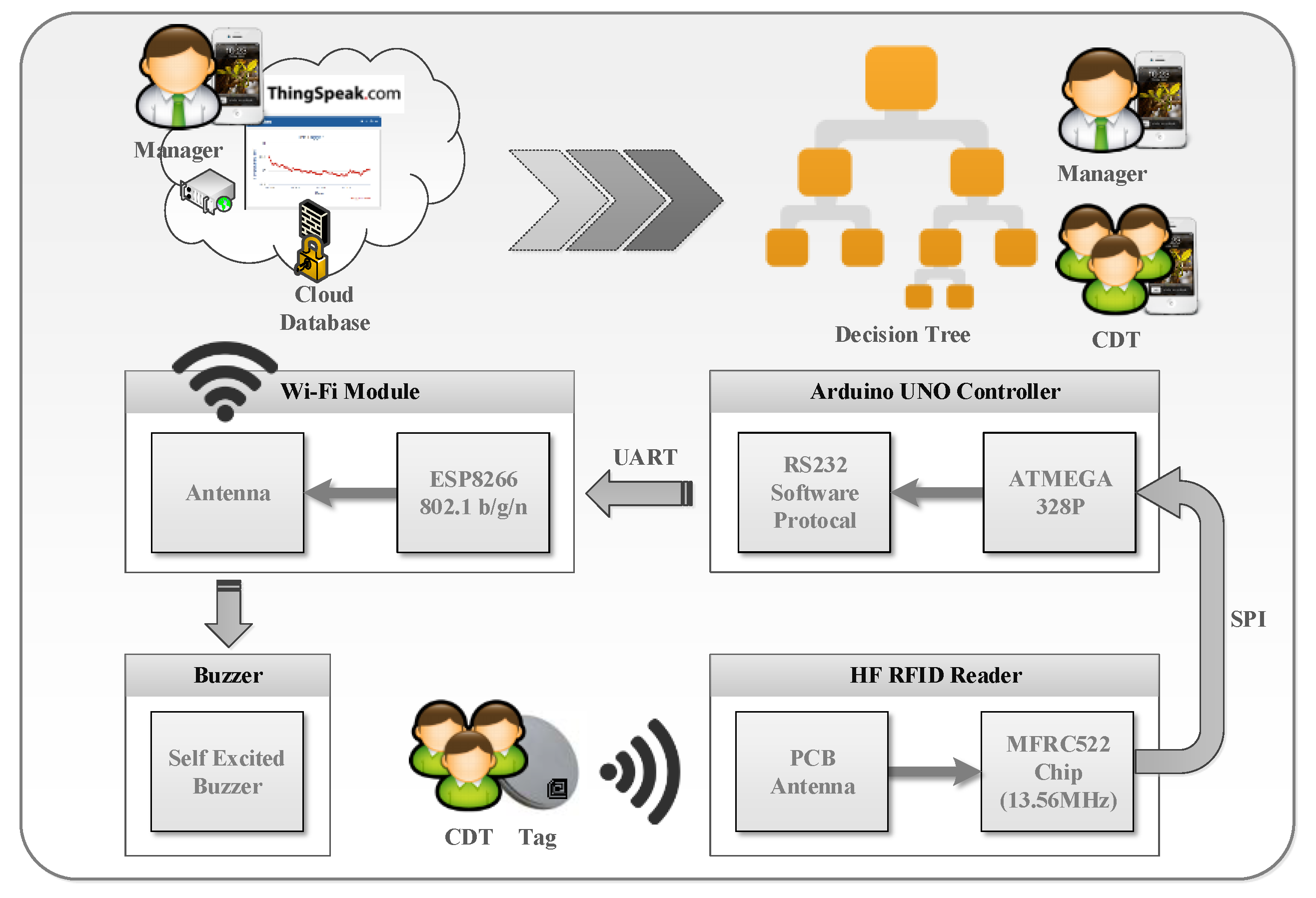
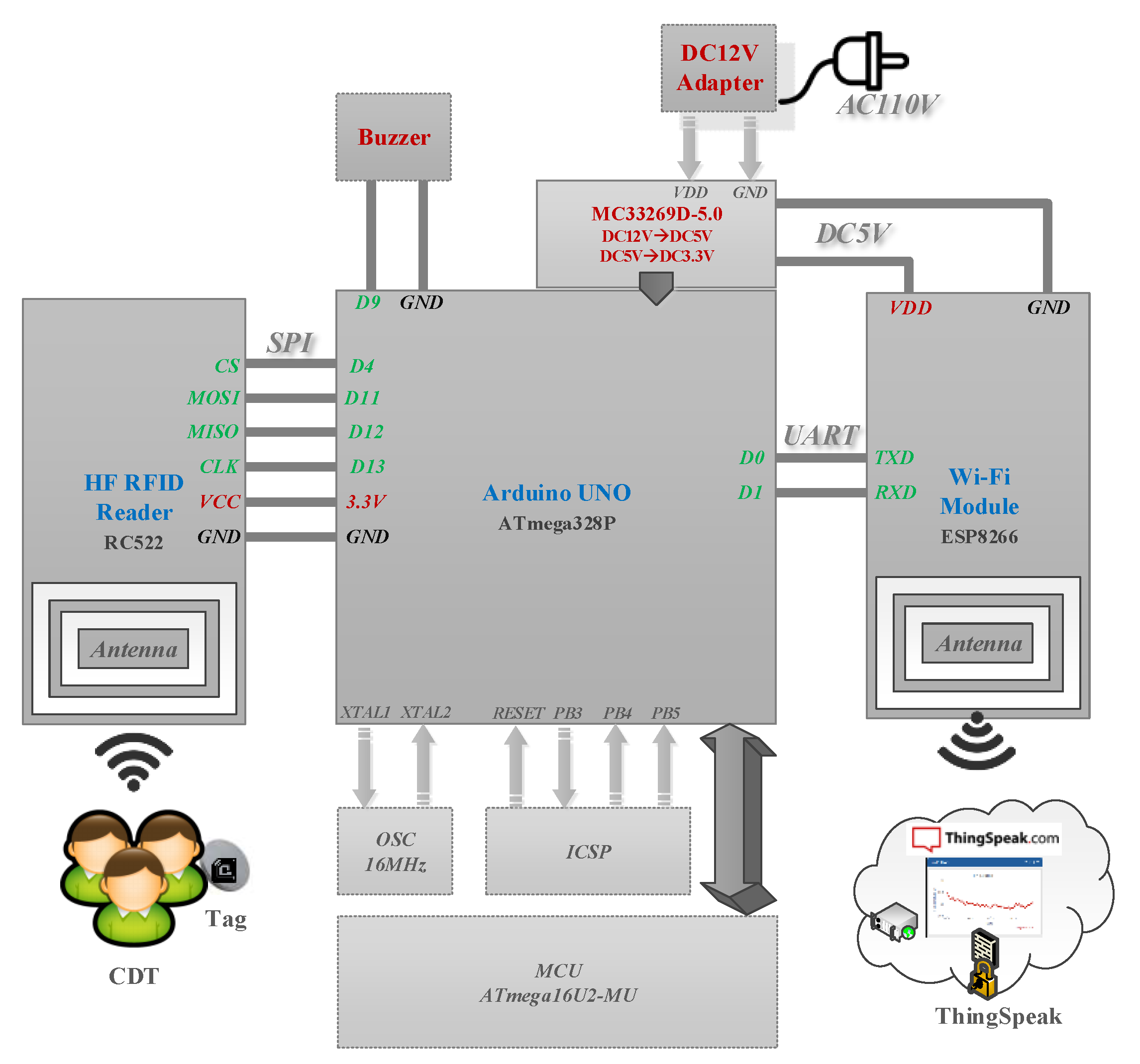
2.4. The Hardware Development
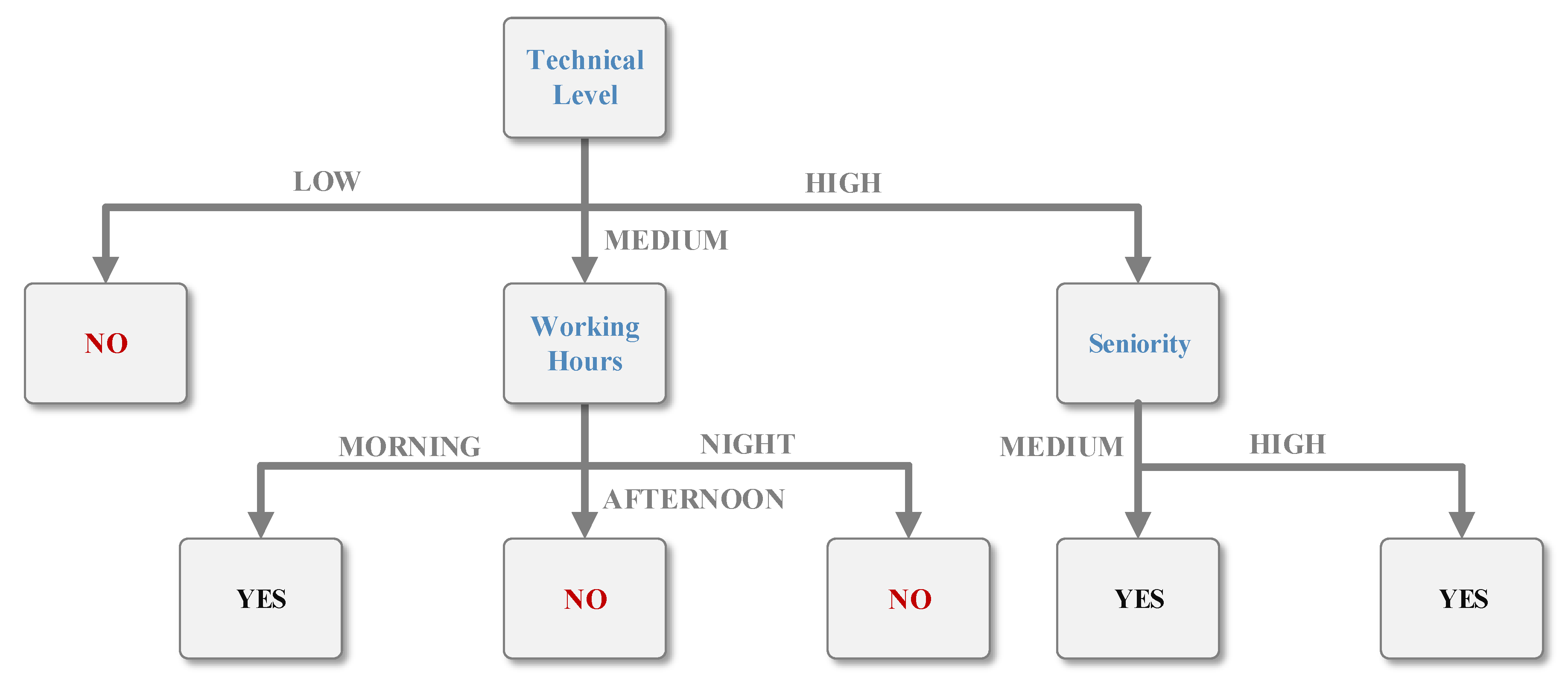
2.5. The Process of Decision Tree
3. Results and Discussions
3.1. Data Collection
3.2. The Experimental Results of Decision Tree
4. Conclusions
- (1)
- The cloud server and website will be included to allow users to remotely operate the system by browsers on mobile equipment, which will better fit the commercial needs for dental laboratories.
- (2)
- More data will be collected to retrain the system and then improve the prediction accuracy of decision tree classification. Training and model evaluation will be conducted every three months. When the data reaches a big scale, data analysis will be done by using Spark’s big data computing platform to improve the efficiency of computing performance.
- (3)
- Whether the overfitting phenomenon of the decision tree model exists or not should be further tested by comparison between the real working time and the estimated reasonable working time. By this way, the decision tree model will be more optimized.
- (4)
- Artificial neural network and SVM support vector machine algorithm will be utilized to compare with the decision tree on the aspects of classification accuracy and application indications.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Zhang, C.Y.; Zhou, W.K. 2017 Medical Device Industry Yearbook; Industrial Technology Research Institute of Taiwan: Hsinchu, Taiwan, 2017. [Google Scholar]
- Yen, C.W. Development Strategies for Medical Devices Industry: An Empirical Study of the Digital Dentistry Industry. Master’s Thesis, Department of Business Management, NSYSU, Kaohsiung, Taiwan, 2014. [Google Scholar]
- Executive Yuan. Taiwan Productivity 4.0 Initiative; Executive Yuan: Taipei, Taiwan, 2015. [Google Scholar]
- Lin, H.T. Implementation of Industry 4.0 Production Line for Intelligent Manufacture—A Case Study on Production Test Line of Notebooks. Master’s Thesis, Executive Master of Business Administration, THU, Taichung, Taiwan, 2015. [Google Scholar]
- Chen, S.Y. The Planning and Implementation of Product Data Management System in the Industry 4.0 Environment. Master’s Thesis, Graduate Institute of Industrial Management, NCU, Taoyuan, Taiwan, 2015. [Google Scholar]
- Yang, S.T. Introduce Industrial 4.0 and the Internet of Things (IoT) into Small Business FAB to Enhance Operation Efficiency—Plastic Injection FAB for Example. Master’s Thesis, Executive MBA Program, NSYSU, Kaohsiung, Taiwan, 2016. [Google Scholar]
- Tsai, M.J. Applying Object Oriented Design Structure Matrix to Design the Realtime Monitoring System of Industry 4.0. Master’s Thesis, Graduate Institute of Industrial Management, NCU, Taoyuan, Taiwan, 2016. [Google Scholar]
- Lian, K.Y.; Hsiao, S.J.; Sung, W.T. Intelligent multi-sensor control system based on innovative technology integration via ZigBee and Wi-Fi networks. J. Netw. Comput. Appl. 2013, 36, 756–767. [Google Scholar] [CrossRef]
- Chen, Y.Y. An RFID Information System for Logistic Management Based on SaaS Cloud Computing Architecture. Master’s Thesis, Institute of Manufacturing Information and Systems, NCKU, Tainan, Taiwan, 2011. [Google Scholar]
- Cheng, Y.J.; Chen, M.H.; Cheng, F.C.; Lin, K.P.; Yang, C.J. Enhance the processing and management efficiency of Dental Laboratory by the strategy of Productivity 4.0. In Proceedings of the 2017 IEEE International Conference on Applied System Innovation, IEEE-ICASI 2017, Sapporo, Japan, 13–17 May 2017; pp. 1098–1101. [Google Scholar]
- Gramajo, S.; Martínezc, L. A linguistic decision support model for QoS priorities in networking. Knowl.-Based Syst. 2012, 32, 65–75. [Google Scholar] [CrossRef]
- Castro, J.; Yera, R.; Martínezc, L. An empirical study of natural noise management in group recommendation systems. Decis. Support Syst. 2017, 94, 1–11. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CDT ID | Seniority | Technical Level | Responsibility | Working Hours | Reasonable or not in Working Hours |
|---|---|---|---|---|---|
| CD-001 | Low (1) | Low (1) | High(3) | Morning(1) | NO |
| CD-002 | Low (1) | Medium (2) | Low(1) | Morning (1) | YES |
| CD-003 | High (3) | High (3) | High (3) | Morning (1) | YES |
| CD-004 | Medium (2) | High (3) | Medium(2) | Morning (1) | YES |
| CD-001 | Low (1) | Low (1) | High (3) | Afternoon(2) | NO |
| CD-002 | Low (1) | Medium (2) | Low (1) | Afternoon (2) | NO |
| CD-003 | High (3) | High (3) | High (3) | Afternoon (2) | YES |
| CD-004 | Medium (2) | High (3) | Medium (2) | Afternoon (2) | YES |
| CD-001 | Low (1) | Low (1) | High (3) | Evening(3) | NO |
| CD-002 | Low (1) | Medium (2) | Low (1) | Evening (3) | NO |
| CD-003 | High (3) | High (3) | High (3) | Evening (3) | YES |
| CD-004 | Medium (2) | High (3) | Medium (2) | Evening (3) | NO |
| Procedure A | Procedure B | Procedure C | Procedure D | |
|---|---|---|---|---|
| Time (Minute) | 40 | 30 | 20 | 150 |
| Seniority | Technical Degree | Sense of Responsibility | Working Hours | |
|---|---|---|---|---|
| Gain | 0.55 | 0.55 | 0.04 | 0.13 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, Y.-J.; Chen, M.-H.; Cheng, F.-C.; Cheng, Y.-C.; Lin, Y.-S.; Yang, C.-J. Developing a Decision Support System (DSS) for a Dental Manufacturing Production Line Based on Data Mining. Appl. Syst. Innov. 2018, 1, 17. https://doi.org/10.3390/asi1020017
Cheng Y-J, Chen M-H, Cheng F-C, Cheng Y-C, Lin Y-S, Yang C-J. Developing a Decision Support System (DSS) for a Dental Manufacturing Production Line Based on Data Mining. Applied System Innovation. 2018; 1(2):17. https://doi.org/10.3390/asi1020017
Chicago/Turabian StyleCheng, Yu-Jie, Ming-Huang Chen, Fu-Chi Cheng, Yu-Chi Cheng, Yu-Sheng Lin, and Cheng-Jung Yang. 2018. "Developing a Decision Support System (DSS) for a Dental Manufacturing Production Line Based on Data Mining" Applied System Innovation 1, no. 2: 17. https://doi.org/10.3390/asi1020017
APA StyleCheng, Y.-J., Chen, M.-H., Cheng, F.-C., Cheng, Y.-C., Lin, Y.-S., & Yang, C.-J. (2018). Developing a Decision Support System (DSS) for a Dental Manufacturing Production Line Based on Data Mining. Applied System Innovation, 1(2), 17. https://doi.org/10.3390/asi1020017