

The Influence of the Amount of Technological Waste on the Performance Properties of Fibrous Polymer Composites


Abstract
1. Introduction
2. Experiment Preparation
2.1. Material Selection and Preparation of the Test Samples
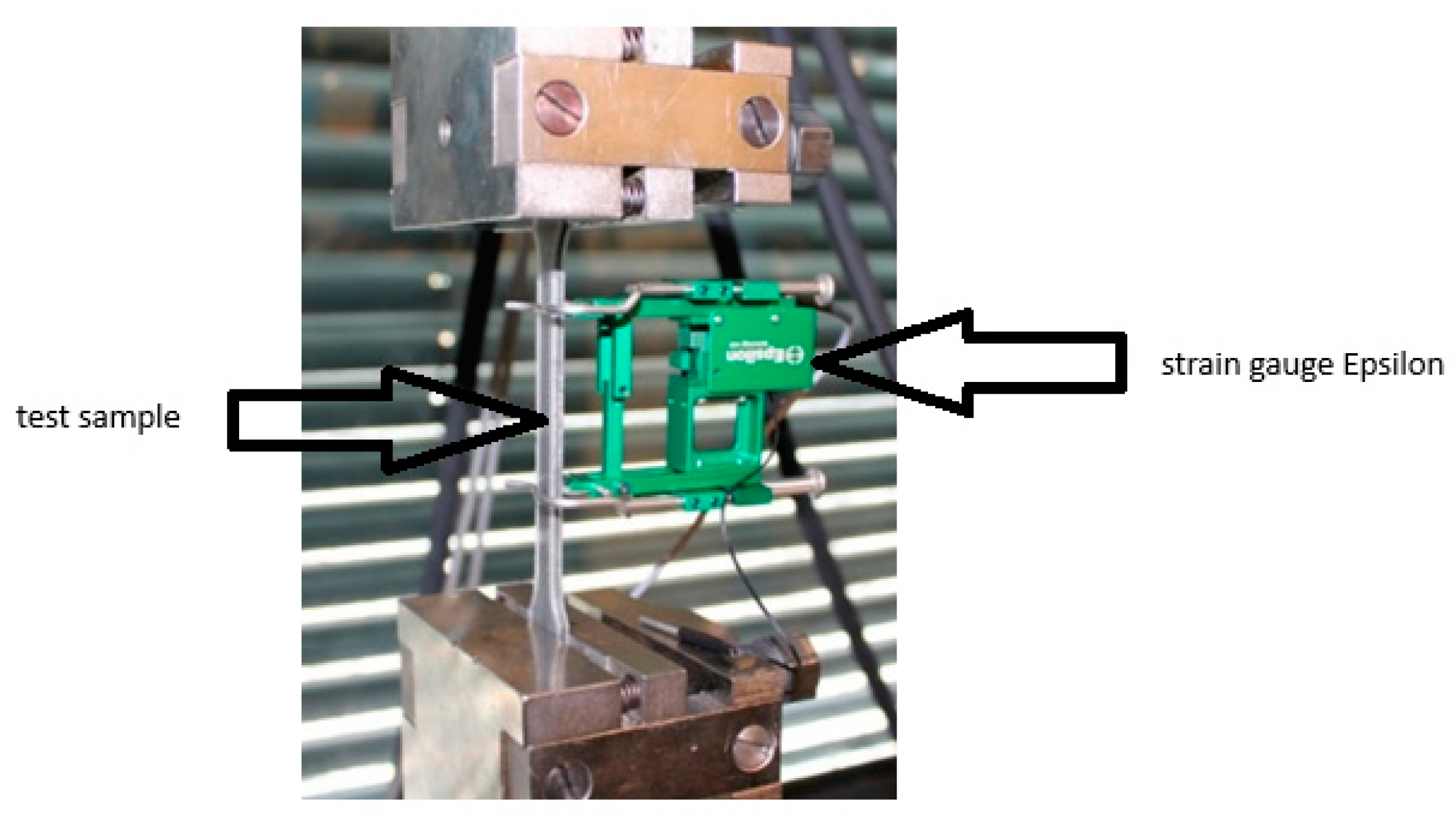
2.2. Uniaxial Tensile Testing
2.3. Scanning Electron Microscopy
2.4. Flexural Testing
2.5. Establishing Rheological Properties
3. Results and Discussion
3.1. Flexural Properties
3.1.1. Flexural Strength
3.1.2. Flexural Modulus
3.2. Tensile Properties
3.2.1. Tensile Strength
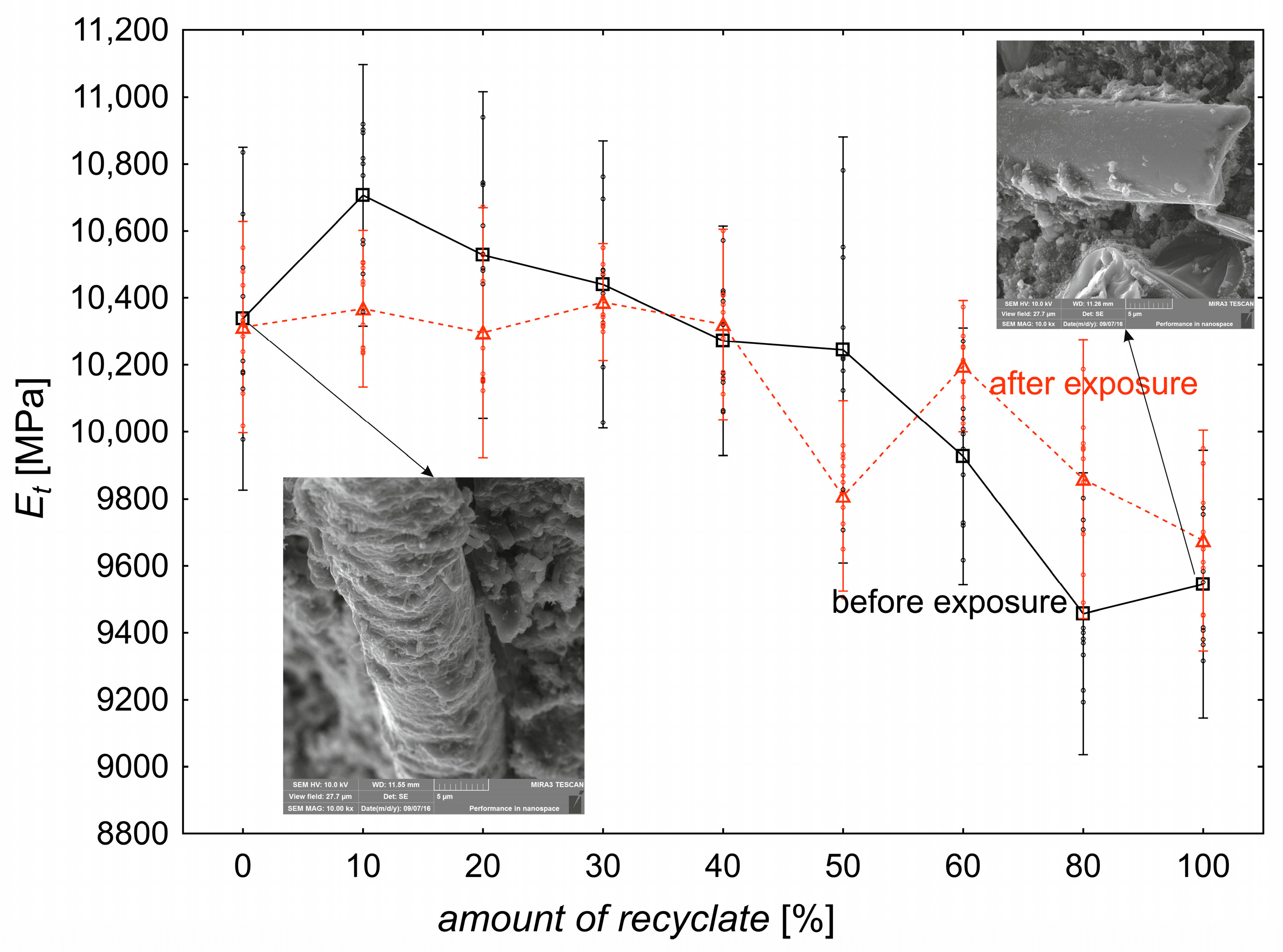
3.2.2. Tensile Modulus
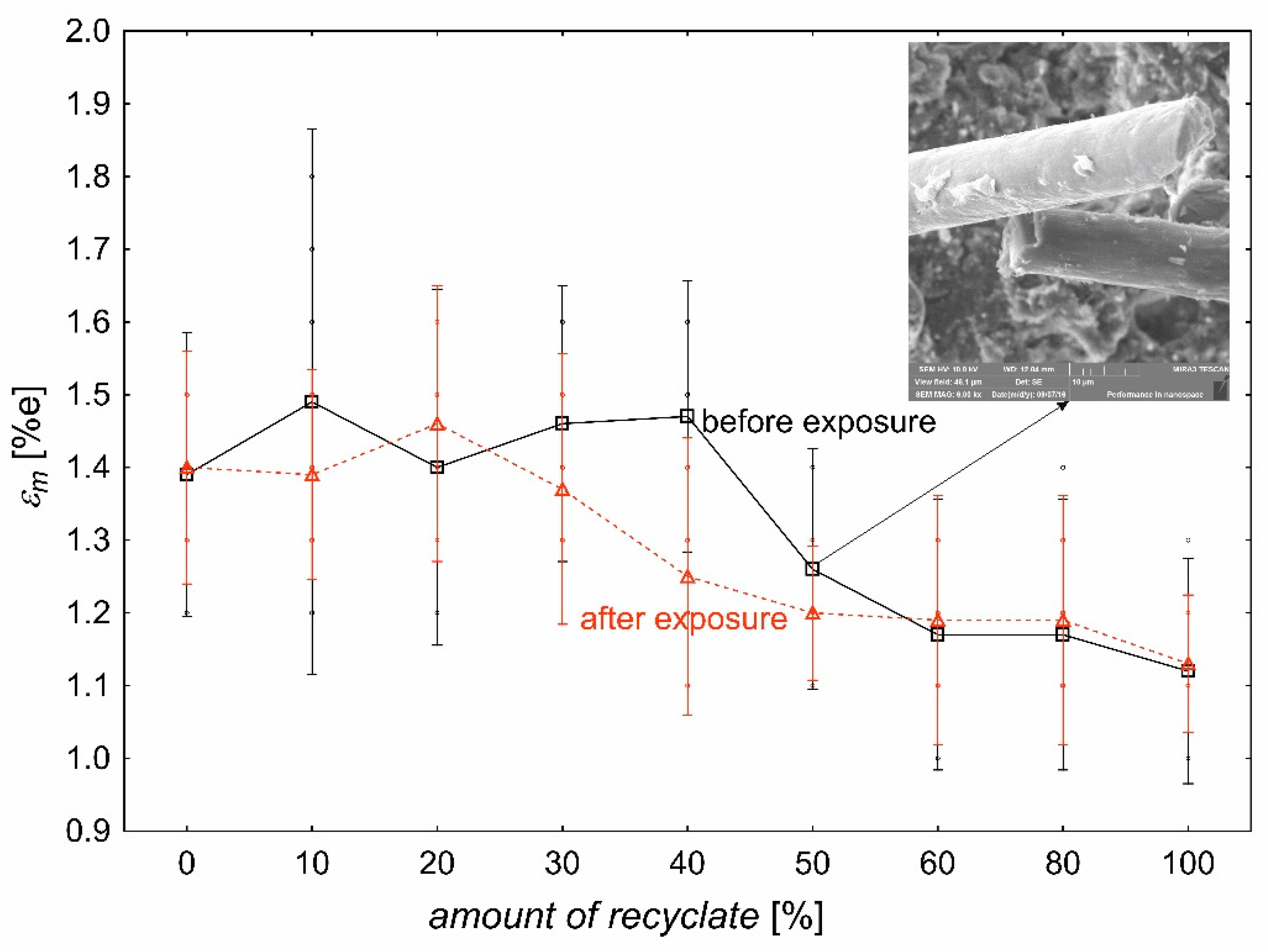
3.2.3. Tensile Strain at Strength
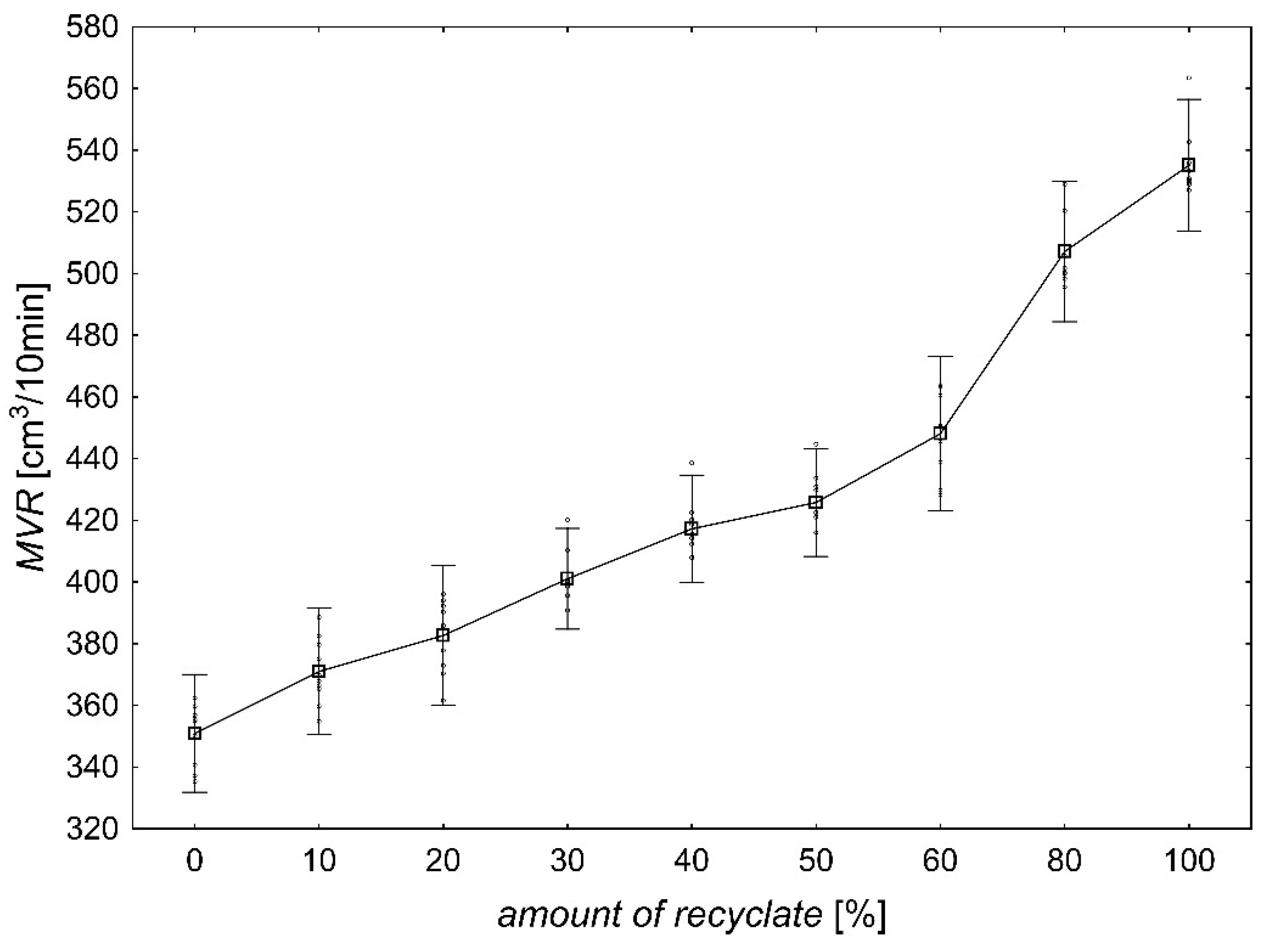
3.3. Rheological Properties
4. Discussion
5. Conclusions
- The condition of the material has a considerable influence on the flexural strength value, where it is at the level of 64%. The amount of recycled material affects this value at the level of 30%. The mutual interaction of the material condition and the amount of technological waste in the material was not significant.
- The amount of technological waste in the material at the level of 76% has a significant effect on the change in the value of the flexural modulus. The state of the material contributes only 6% to the change in the value of the flexural modulus. The mutual interaction of the amount of technological waste in the material and the condition of the material is at the level of 2.5%.
- The amount of technological waste in the material at the level of 92% has the greatest effect on the change in the tensile strength value. The influence of the material condition on the change in the observed response value is low at the level of 3%. The influence of the mutual interaction of the amount of technological waste in the material and the condition of the material is also at a negligible level of 1%.
- The change in the value of the tensile modulus is significantly influenced primarily by the amount of technological waste in the material at the level of 65%. At the same time, the analysis points to the fact that the state of the material does not significantly affect the change in the value of the tensile modulus.
- The total change in the value of the tensile strain at strength is to the greatest extent influenced by the amount of technological waste in the material at the level of 57%. The influence of the state of the material on the change in the value of the tensile strain at strength represents only 1%. At the same time, a statistically significant effect of the mutual interaction of the amount of technological waste in the material and the condition of the material is observed, which is at the level of 7%.
- Increasing the amount of technological waste in the material results in a significant increase in rheological properties at the level of 97%.
- A certain connection between the selected analyzed mechanical properties of the investigated material in the state before aging can be found in connection with its rheological properties.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kim, J.W.; Kim, H.S. Study on fibre orientation and fibre content of glass fibre reinforced polymer. Mater. Res. Innov. 2014, 18, 482–487. [Google Scholar] [CrossRef]
- Kim, D.; Kim, Y.H.; Gururaja, S.; Ramulu, M. Processing and fiber content effects on the machinability of compression moulded random direction short GFRP composites. Int. J. Automot. Technol. 2010, 11, 849–855. [Google Scholar] [CrossRef]
- Kim, J.V.; Kim, H.S.; Lee, D.G. Study on fibre orientation of weld line parts during injection moulding of fibre reinforced plastic by image processing. Mater. Res. Innov. 2011, 15, S303–S306. [Google Scholar] [CrossRef]
- Post, W.; Jeoffroy, E.; Garcia, S.J.; van der Zwaag, S. Self-healing glass fiber reinforced polymer composites based on montmorillonite reinforced compartmented alginate fibers. Polym. Compos. 2019, 40, 471–480. [Google Scholar] [CrossRef]
- Sathishkumar, M.P.; Satheeshkumar, S.; Naveen, J. Glass fiber-reinforced polymer composites—A review. J. Reinf. Plast. Compos. 2014, 33, 1258–1275. [Google Scholar] [CrossRef]
- Abbasi, A.; Hogg, P.J. Temperature and environmental effects on glass fibre rebar: Modulus, strength and interfacial bond strength with concrete. Compos. Part B-Eng. 2005, 36, 394–404. [Google Scholar] [CrossRef]
- Aktas, M.; Atas, C.; Icten, B.M.; Karakuzu, R. An experimental investigation of the impact response of composite laminates. Compos. Struct. 2009, 87, 307–313. [Google Scholar] [CrossRef]
- Conroy, A.; Halliwell, S.; Reynolds, T. Composite recycling in the construction industry. Compos. Part A-Appl. Sci. Manuf. 2006, 37, 1216–1222. [Google Scholar] [CrossRef]
- Huang, Z.; Ge, H.; Zhao, Y.Y.; Liu, F.G.; Yin, J.J. Reuse FRP waste as filler replacement for sisal fiber reinforced sheet molding compound. Polym. Compos. 2018, 39, 1896–1904. [Google Scholar] [CrossRef]
- Chen, J.; Teng, Z.Y.; Wu, J.J. Recycling of waste FRP and corn straw in wood plastic composite. Polym. Compos. 2017, 38, 2140–2145. [Google Scholar] [CrossRef]
- Shima, H.; Takahashi, H.; Mizuguchi, J. Recovery of glass fibers from fiber reinforced plastics. Mater. Trans. 2011, 52, 1327–1329. [Google Scholar] [CrossRef]
- Yildiz, S.; Karaagac, B.; Guzelis, S.G. Utilization of glass fiber reinforced polymer wastes. Polym. Compos. 2021, 42, 412–423. [Google Scholar] [CrossRef]
- Ianakiev, A.; Cheah, H. Glass fibre reinforced composites from recycled polymers. Key Eng. Mater. 2014, 572, 28–31. [Google Scholar] [CrossRef]
- Czechowski, L.; Gralewski, J.; Kubiak, T. Failure of polymer beams reinforced with glass fibers. Mech. Compos. Mater. 2020, 56, 195–206. [Google Scholar] [CrossRef]
- Douthe, C.; Caron, J.F.; Baverel, O. Gridshell structures in glass fibre reinforced polymers. Constr. Build. Mater. 2010, 24, 1580–1589. [Google Scholar] [CrossRef]
- Dobránsky, J.; Gombár, M.; Stejskal, T. The influence of the use of technological waste and the simulation of material lifetime on the unnotched impact strength of two different polymer composites. Materials 2022, 15, 8516. [Google Scholar] [CrossRef]
- Ajorloo, M.; Ghodrat, M.; Kang, W.H. Incorporation of recycled polypropylene and fly ash in polypropylene-based composites for automotive applications. J. Polym. Environ. 2020, 29, 1298–1309. [Google Scholar] [CrossRef]
- Jiun, Y.L.; Tze, C.T.; Moosa, U.; Tawawneh, M.A. Effects of recycling cycle on used thermoplastic polymer and thermoplastic elastomer polymer. Polym. Polym. Compos. 2016, 24, 735–739. [Google Scholar] [CrossRef]
- Liu, F.; Li, T.D.; Xu, F.Y.; Li, J.Q.; Jiang, S.F. Microstructure, tensile property, and surface quality of glass fiber-reinforced polypropylene parts molded by rapid heat cycle molding. Adv. Polym. Technol. 2020, 2020, 3161068. [Google Scholar] [CrossRef]
- Zabihi, O.; Ahmadi, M.; Liu, C.; Mahmoodi, R.; Li, Q.X.; Ferdowsi, M.R.G.; Naebe, M. A sustainable approach to the low-cost recycling of waste glass fibres composites towards circular economy. Sustainability 2020, 12, 641. [Google Scholar] [CrossRef]
- Castro, A.C.M.; Ribeiro, M.C.S.; Santos, J.; Meixedo, J.P.; Silva, F.J.G.; Fiúza, A.; Dinis, M.L.; Alvim, M.R. Sustainable waste recycling solution for the glass fibre reinforced polymer composite materials industry. Constr. Build. Mater. 2013, 45, 87–94. [Google Scholar] [CrossRef]
- Das, M.; Chacko, R.; Varughese, S. An efficient method of recycling of CFRP waste using peracetic acid. ACS Sustain. Chem. Eng. 2018, 6, 1564–1571. [Google Scholar] [CrossRef]
- Hagnell, M.K.; Akermo, M. The economic and mechanical potential of closed loop material usage and recycling of fibre-reinforced composite materials. J. Clean. Prod. 2019, 223, 957–968. [Google Scholar] [CrossRef]
- Naqvi, S.R.; Prabhakara, H.M.; Bramer, E.A.; Dierkes, W.; Akkerman, R.; Brem, G. A critical review on recycling of end-of-life carbon fibre/glass fibre reinforced composites waste using pyrolysis towards a circular economy. Resour. Conserv. Recycl. 2018, 136, 118–129. [Google Scholar] [CrossRef]
- Oliveux, G.; Dandy, L.O.; Leeke, G.A. Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties. Prog. Mater. Sci. 2015, 72, 61–99. [Google Scholar] [CrossRef]
- ISO 527-1:2019; Plastics–Determination of Tensile Properties. Part 1: General Principles. ISO: Geneva, Switzerland, 2019.
- ISO 527-2:2012; Plastics–Determination of Tensile Properties. Part 2: Test Conditions for Moulding and Extrusion Plastics. ISO: Geneva, Switzerland, 2012.
- ISO 178:2019; Plastics–Determination of Flexural Properties. ISO: Geneva, Switzerland, 2019.
- ISO 1133-1:2022; Plastics–Determination of the Melt Mass-Flow Rate (MFR) and Melt Volume-Flow Rate (MVR) of Thermoplastics. ISO: Geneva, Switzerland, 2022.
- Breinan, L.; Friedman, J.H.; Olshen, R.A.; Stone, C.J. Classification and Regression Trees; Wadsworth and Brooks/Cole Advanced Books and Software: Monterey, CA, USA, 1984. [Google Scholar]
- Vojvodic, D.; Matejicek, F.; Loncar, A.; Zabarovic, D.; Komar, D.; Mehulic, K. Comparison of flexural strength between fiber-reinforced polymer and high-impact strength resin. Mil. Med. 2008, 173, 1023–1030. [Google Scholar] [CrossRef]
- Gawdzinska, K.; Nabialek, M.; Bryll, K.; Szymanski, P.; Sandu, A.V. Flexural strength of single polymer polyester composites as a measure of material degradation. Mater. Plast. 2017, 54, 539–542. [Google Scholar] [CrossRef]
- Tyagi, B.; Sahai, A.; Sharma, R.S. Augmenting the flexural strength of polymer composites for stronger and more durable prosthetic sockets. Polym. Compos. 2023, 44, 5656–5674. [Google Scholar] [CrossRef]
- Singh, K.K.; Chaudhary, S.K.; Venugopal, R. Enhancement of flexural strength of glass fiber reinforced polymer laminates using multiwall carbon nanotubes. Polym. Eng. Sci. 2019, 59, E248–E261. [Google Scholar] [CrossRef]
- Mohyeddin, A. Theoretical evaluation of tensile and flexural moduli of structural polymer foams. J. Cell. Plast. 2014, 50, 221–239. [Google Scholar] [CrossRef]
- Barzegari, M.R.; Kabamba, E.T.; Rodrigue, D. Flexural modulus prediction of symmetric structural polymer foams with complex density profiles. J. Porous Mater. 2011, 18, 715–721. [Google Scholar] [CrossRef]
- Zhuge, J.F.; Gou, J.H.; Chen, R.H.; Kapat, J. Finite element modeling of post-fire flexural modulus of fiber reinforced polymer composites under constant heat flux. Compos. Part A-Appl. Sci. Manuf. 2012, 43, 665–674. [Google Scholar] [CrossRef]
- Ma, K.; Liu, J.; Jiang, C.H.; Ma, X.F.; Huang, L.H.; He, C.Z.; Qi, C.Q. Compressive and tensile strength of polymer-based fiber composite sand. J. Cent. South Univ. 2022, 29, 528–545. [Google Scholar] [CrossRef]
- Pragasam, V.; Reddy, D.M. Investigation on tensile strength of cellulose microfibril reinforced polymer composites. Cellul. Chem. Technol. 2020, 54, 531–544. [Google Scholar] [CrossRef]
- Kartikeya, K.; Chouhan, H.; Ahmed, A.; Bhatnagar, N. Determination of tensile strength of UHMWPE fiber-reinforced polymer composites. Polym. Test. 2020, 82, 106293. [Google Scholar] [CrossRef]
- de Morais, A.B. Prediction of the longitudinal tensile strength of polymer matrix composites. Compos. Sci. Technol. 2006, 66, 2990–2996. [Google Scholar] [CrossRef]
- Wang, W.J.; Mo, Z.L.; Chouw, N.; Jayaraman, K. Strain rate effect on tensile strength of glass fiber-reinforced polymers. Int. J. Mod. Phys. B 2022, 36, 2240069. [Google Scholar] [CrossRef]
- Rusinko, J.; Baron, P.; Panda, A.; Kocisko, M. Research of mold cooling process optimization for production of expanded polystyrene with the application of experimental measurements on the test form. Adv. Mech. Eng. 2021, 13, 41012. [Google Scholar] [CrossRef]
- Kumpenza, C.; Pramreiter, M.; Nenning, T.J.; Bliem, P.; Reiteter, R.; Konnerth, J.; Müller, U. Temperature-related tensile modulus of polymer-based adhesive films. J. Adhes. 2023, 99, 259–276. [Google Scholar] [CrossRef]
- Zare, Y.; Rhee, K.Y. Role of critical interfacial shear modulus between polymer matrix and carbon nanotubes in the tensile modulus of polymer nanocomposites. Mech. Mater. 2020, 141, 103269. [Google Scholar] [CrossRef]
- Furmanski, J.; Trujilo, C.P.; Martinez, D.T.; Gray, G.T.; Brown, E.N. Dynamic-Tensile-Extrusion for investigating large strain and high strain rate behavior of polymers. Polym. Test. 2012, 31, 1031–1037. [Google Scholar] [CrossRef]
- Dang, Z.M.; Yao, S.H.; Xu, H.P. Effect of tensile strain on morphology and dielectric property in nanotube/polymer nanocomposites. Appl. Phys. Lett. 2007, 90, 12907. [Google Scholar] [CrossRef]
- Ovsik, M.; Stanek, M.; Dockal, A.; Fluxa, P.; Chalupa, V. The influence of surface quality on flow length and micro-mechanical properties of polycarbonate. Materials 2021, 14, 5910. [Google Scholar] [CrossRef] [PubMed]
- Demirbay, B.; Kara, D.B.; Ugur, S. Multivariate regression (MVR) and different artificial neural network (ANN) models developed for optical transparency of conductive polymer nanocomposite films. Expert Syst. Appl. 2022, 207, 17937. [Google Scholar] [CrossRef]
- Mishra, R.; Behera, B.K.; Muller, M.; Petru, M. Finite element modeling based thermodynamic simulation of aerogel embedded nonwoven thermal insulation material. Int. J. Therm. Sci. 2021, 164, 106898. [Google Scholar] [CrossRef]
- Behalek, L.; Novak, J.; Brdlik, P.; Boruvka, M.; Habr, J.; Lenfeld, P. Physical Properties and Non-Isothermal Crystallisation Kinetics of Primary Mechanically Recycled Poly(l-lactic acid) and Poly(3-hydroxybutyrate-co-3-hydroxyvalerate). Polymers 2021, 13, 3396. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Value | Unit |
|---|---|---|
| Density | 1.44 | g/cm3 |
| Tensile modulus | 10,500 | MPa |
| Tensile stress at break | 150 | MPa |
| Tensile strain at break | 2.2 | % |
| Flexural modulus | 9000 | MPa |
| Flexural stress | 230 | MPa |
| Charpy un-notched impact strength (+23 °C) | 45 | kJ/m2 |
| Charpy un-notched impact strength (−30 °C) | 40 | kJ/m2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dobránsky, J.; Gombár, M.; Fejko, P. The Influence of the Amount of Technological Waste on the Performance Properties of Fibrous Polymer Composites. J. Compos. Sci. 2024, 8, 470. https://doi.org/10.3390/jcs8110470
Dobránsky J, Gombár M, Fejko P. The Influence of the Amount of Technological Waste on the Performance Properties of Fibrous Polymer Composites. Journal of Composites Science. 2024; 8(11):470. https://doi.org/10.3390/jcs8110470
Chicago/Turabian StyleDobránsky, Jozef, Miroslav Gombár, and Patrik Fejko. 2024. "The Influence of the Amount of Technological Waste on the Performance Properties of Fibrous Polymer Composites" Journal of Composites Science 8, no. 11: 470. https://doi.org/10.3390/jcs8110470
APA StyleDobránsky, J., Gombár, M., & Fejko, P. (2024). The Influence of the Amount of Technological Waste on the Performance Properties of Fibrous Polymer Composites. Journal of Composites Science, 8(11), 470. https://doi.org/10.3390/jcs8110470