



Experimental and Numerical Study of Bearing Damage of a CF-LMPAEK Thermoplastic Composite


Abstract
1. Introduction
2. Materials and Methods
2.1. Material Properties
2.2. Test Selection and Definition
2.3. Numerical Methodology
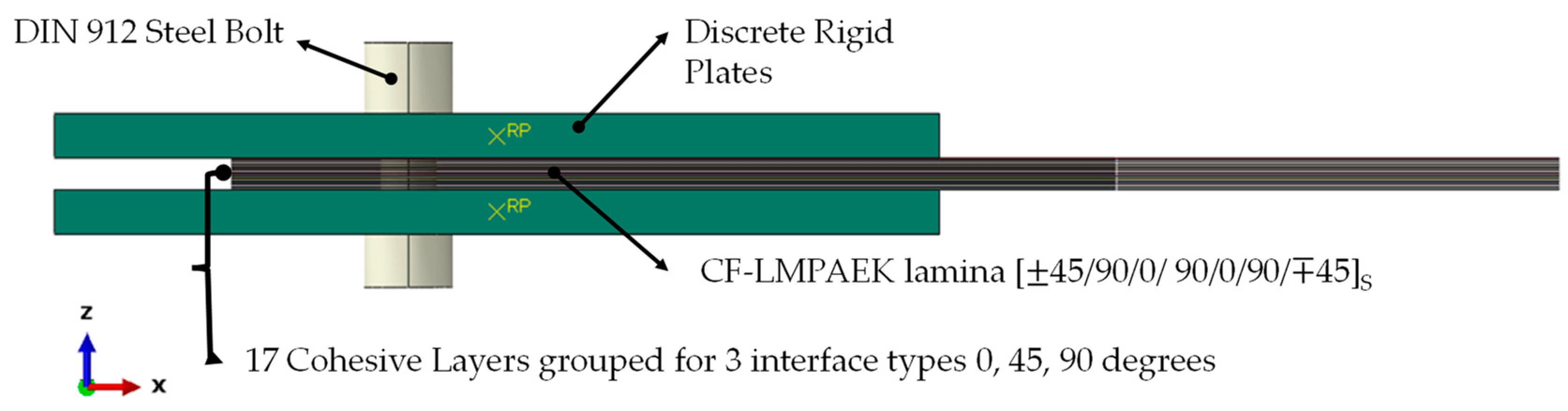
- 18 layers × 3D shell elements modelled separately for delamination exploitation;
- 2 × 3D discrete rigid elements for metallic sub-plates (no point of interest);
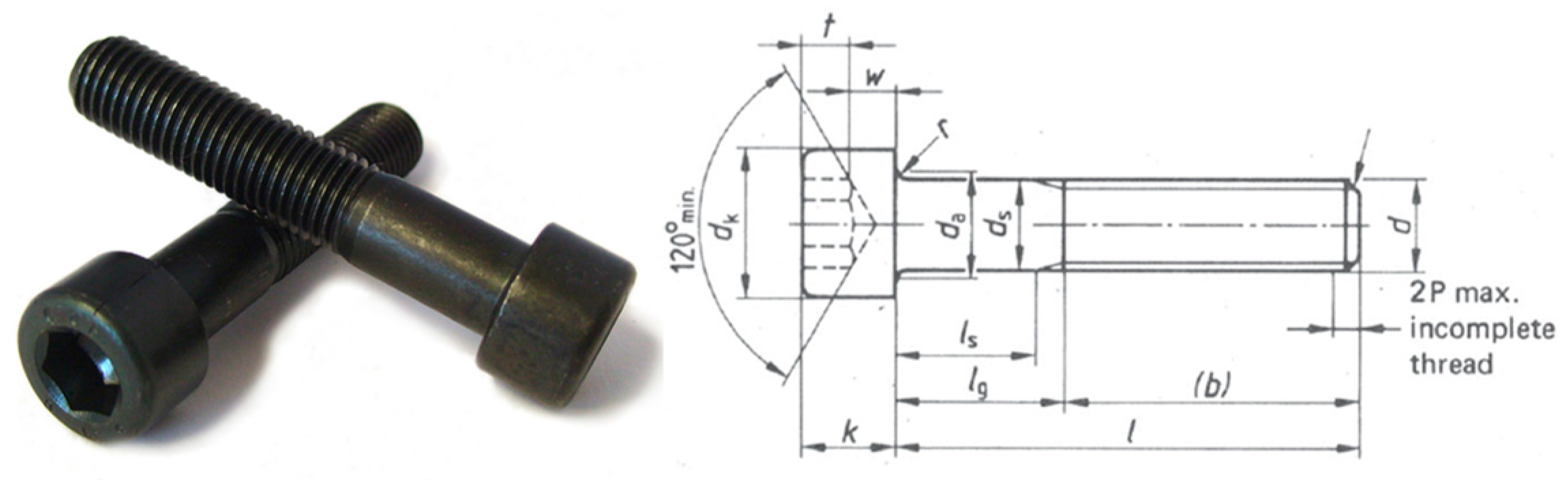
- 1 × 3D solid elements for DIN 912 steel bolt;
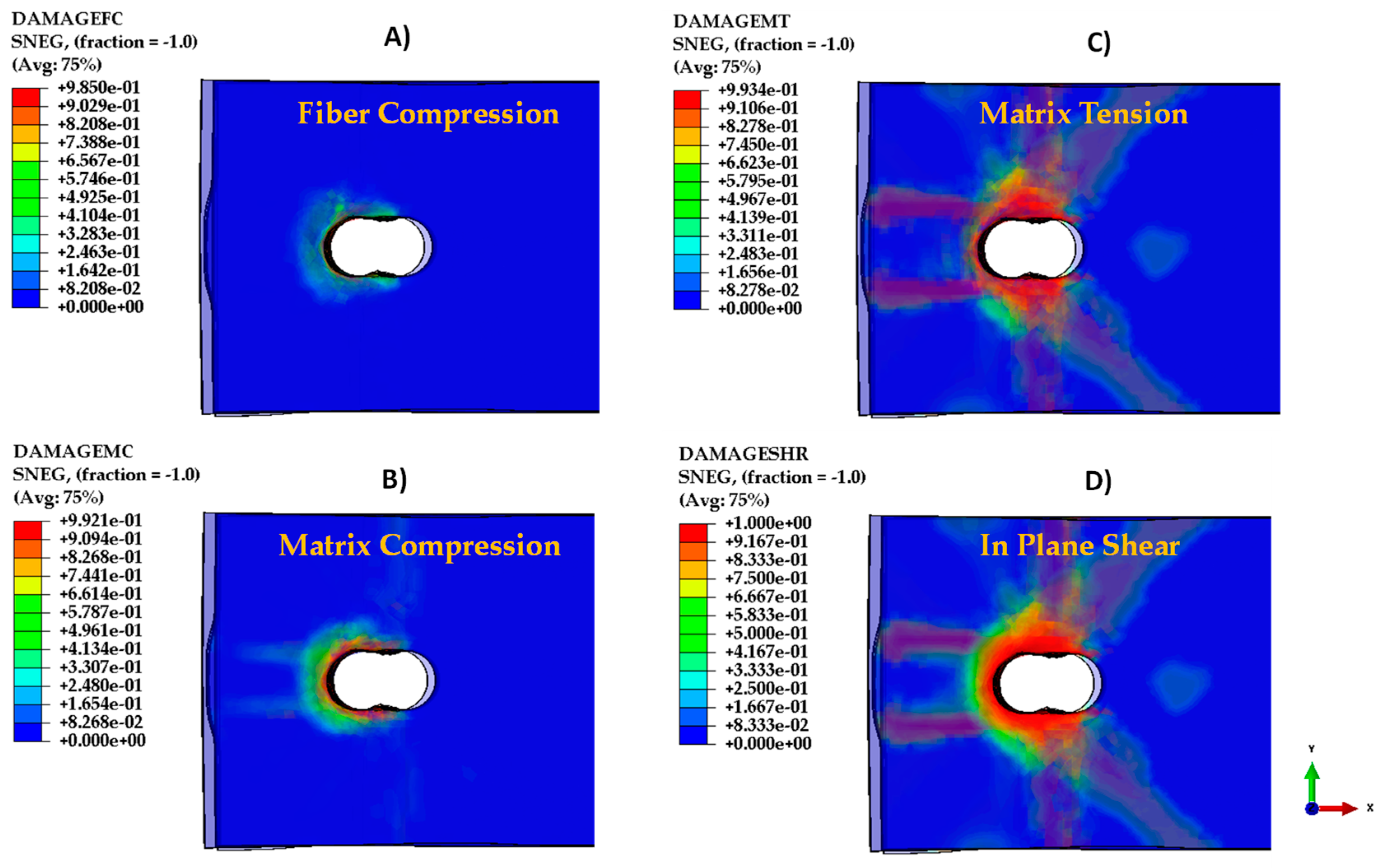
- Hashin damage propagation;
- Explicit scheme for contact implementation and an energy check for quasi-static solution.
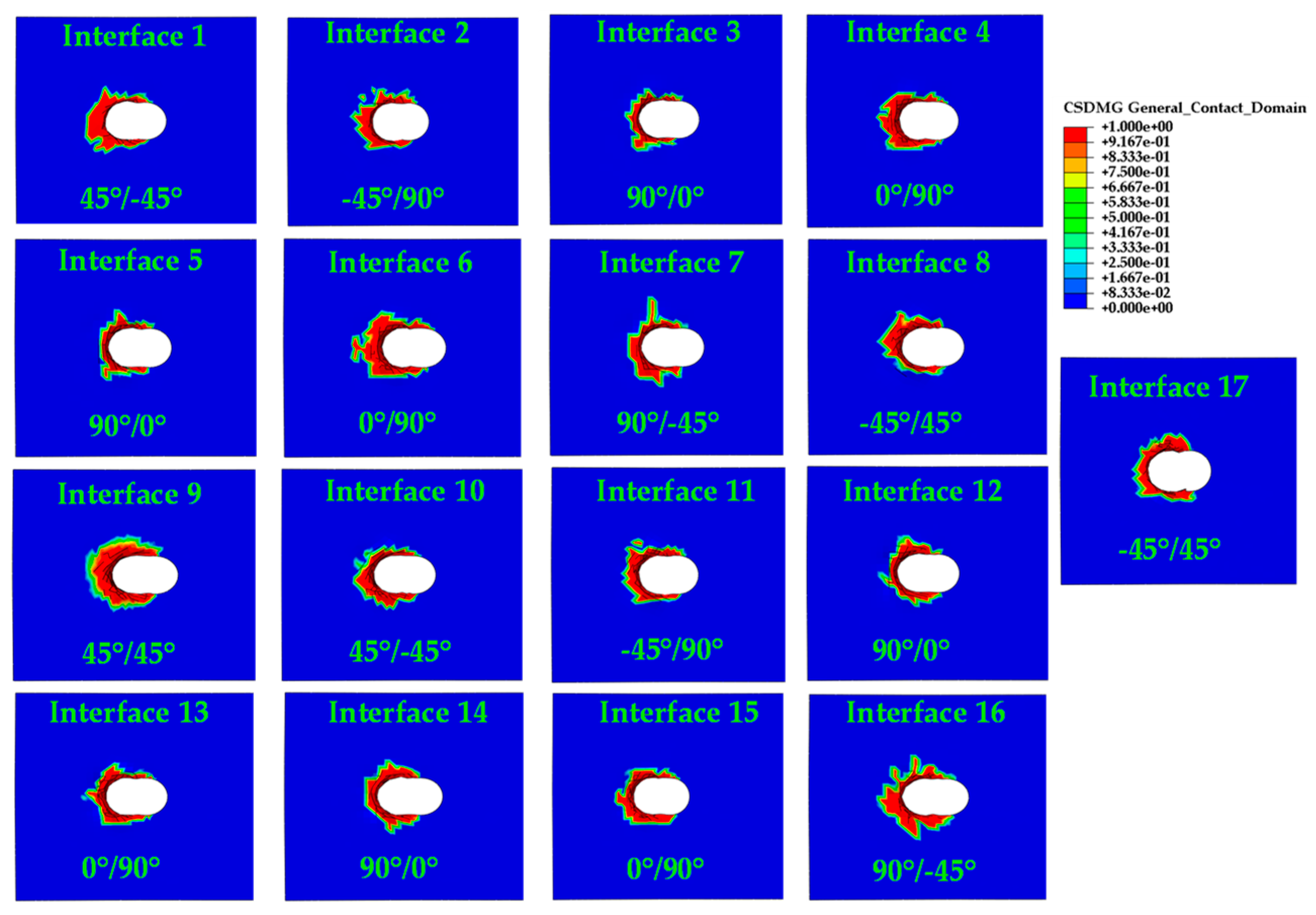
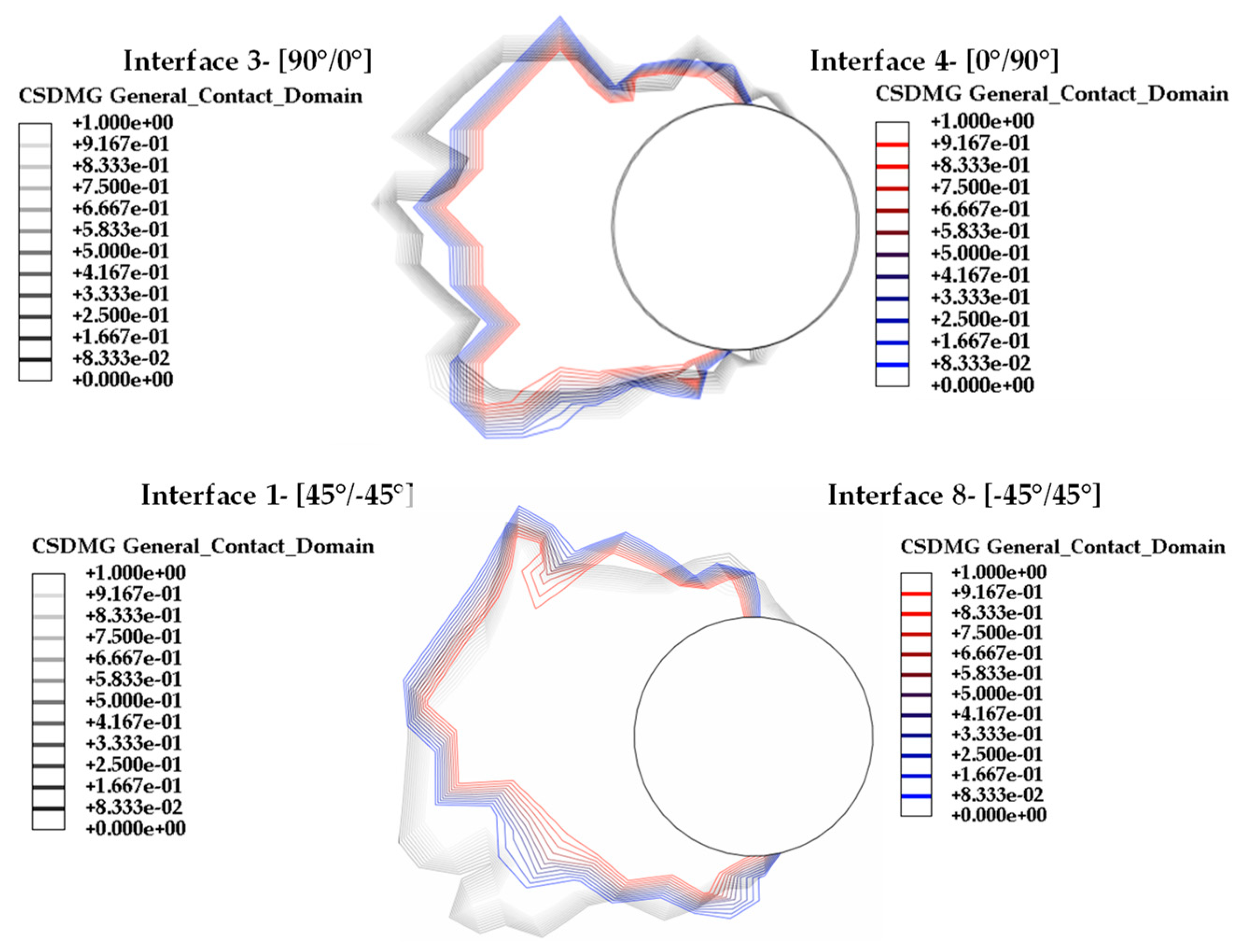
- 17 cohesive layers grouped per interface type [0, 45, 90 degrees];
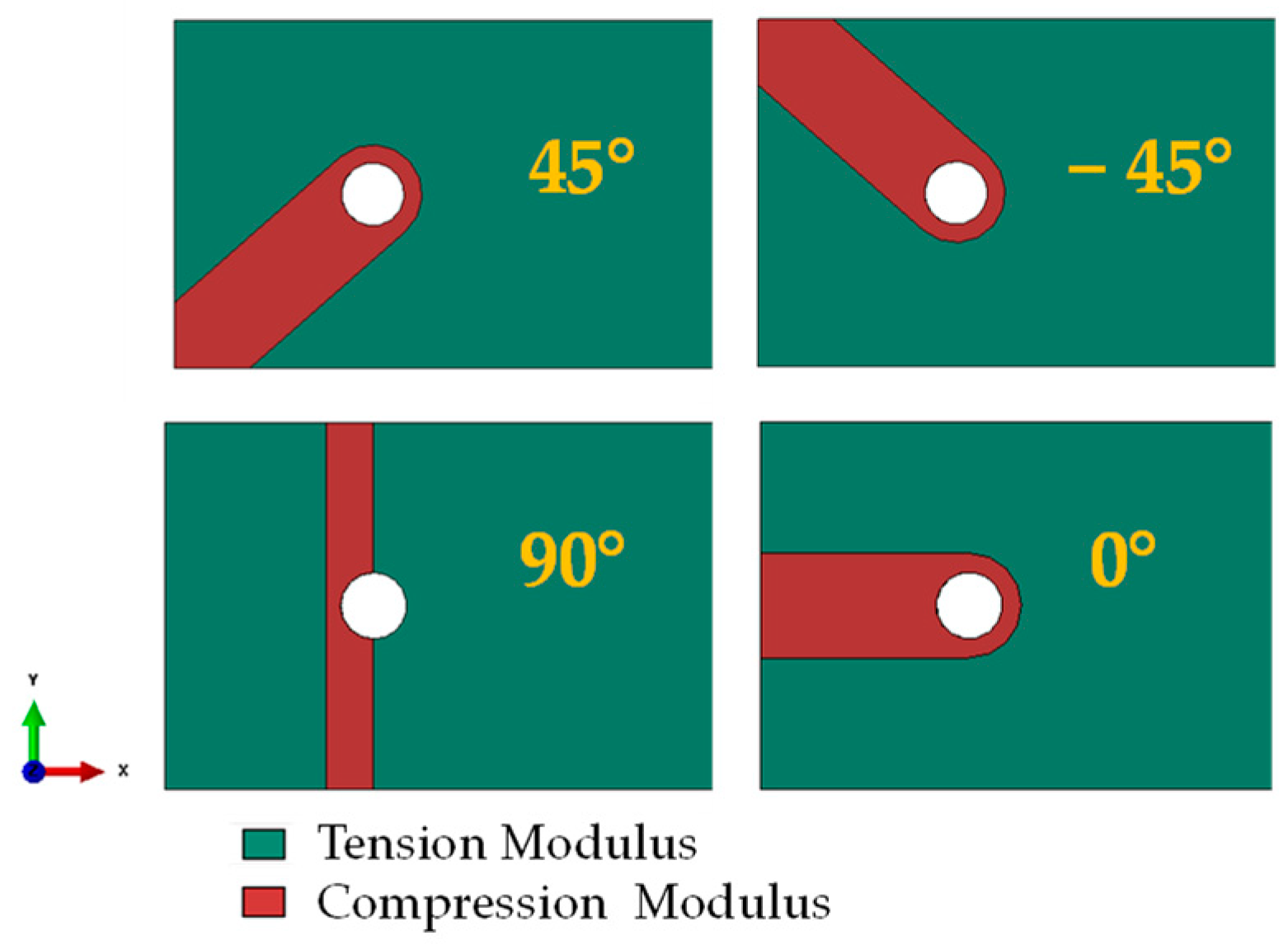
- Inelastic behavior through 2-Step analysis for compression zone modelling.
3. Results
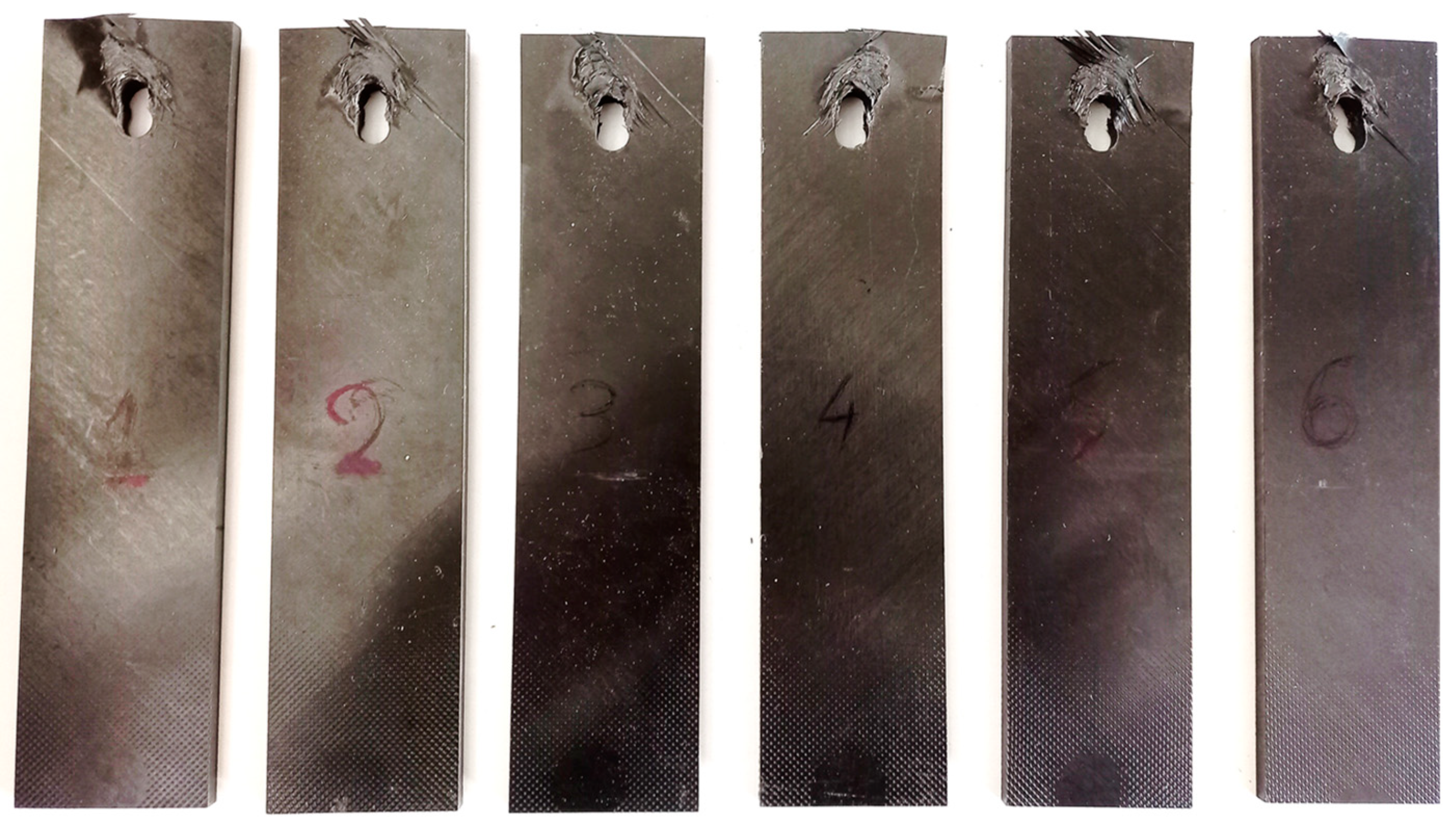
3.1. Experimental Results
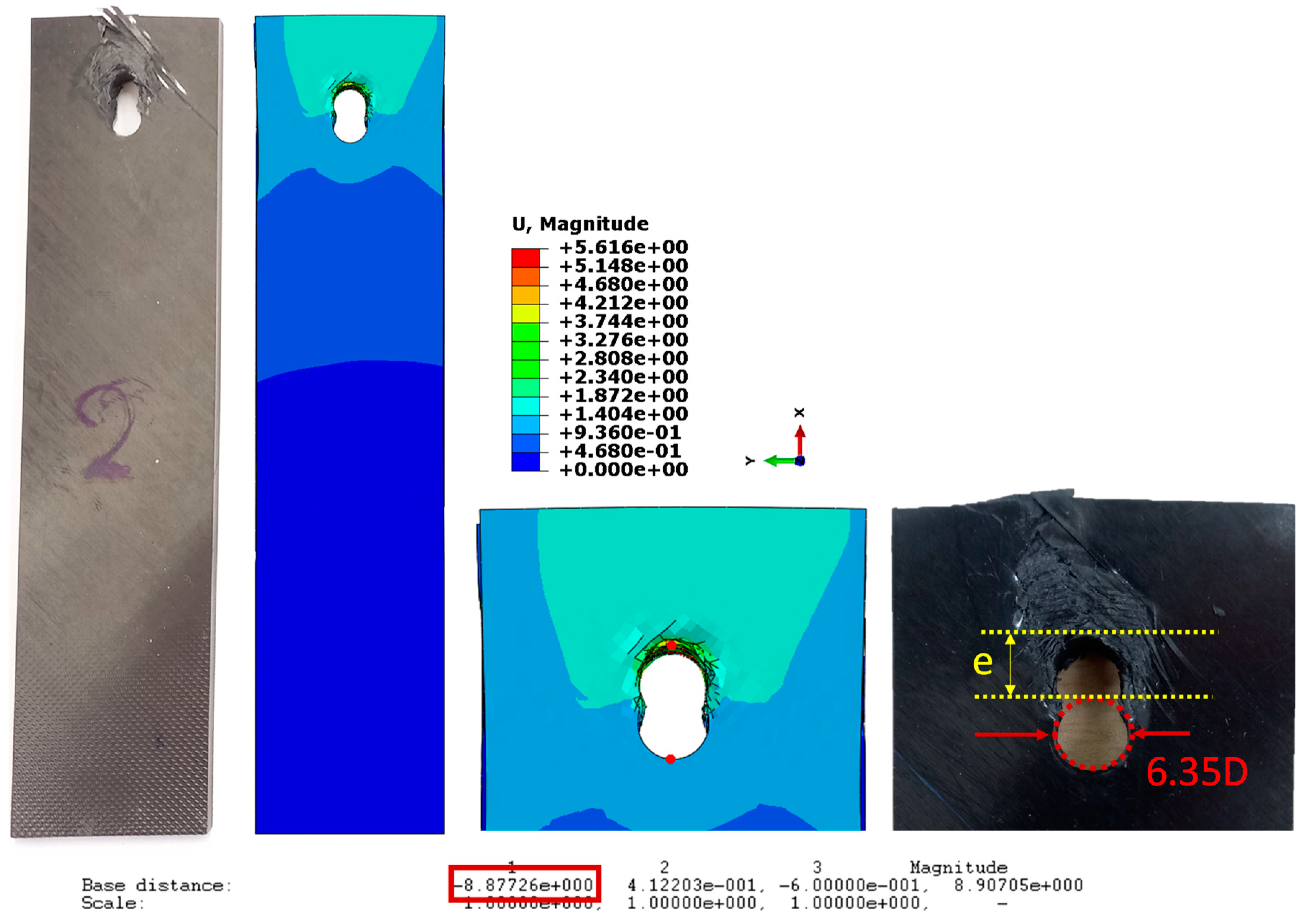
3.2. Numerical Results
4. Conclusions
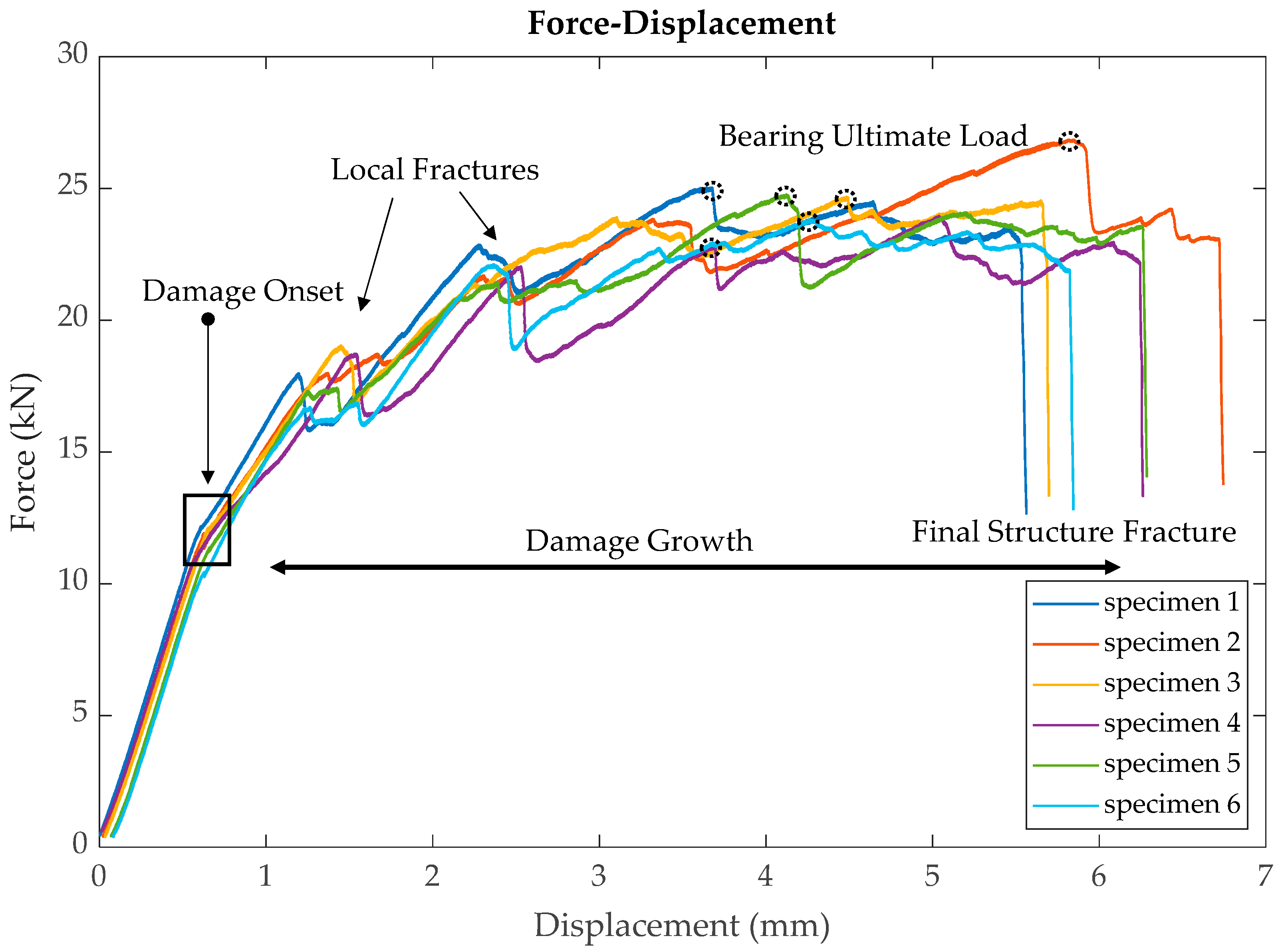
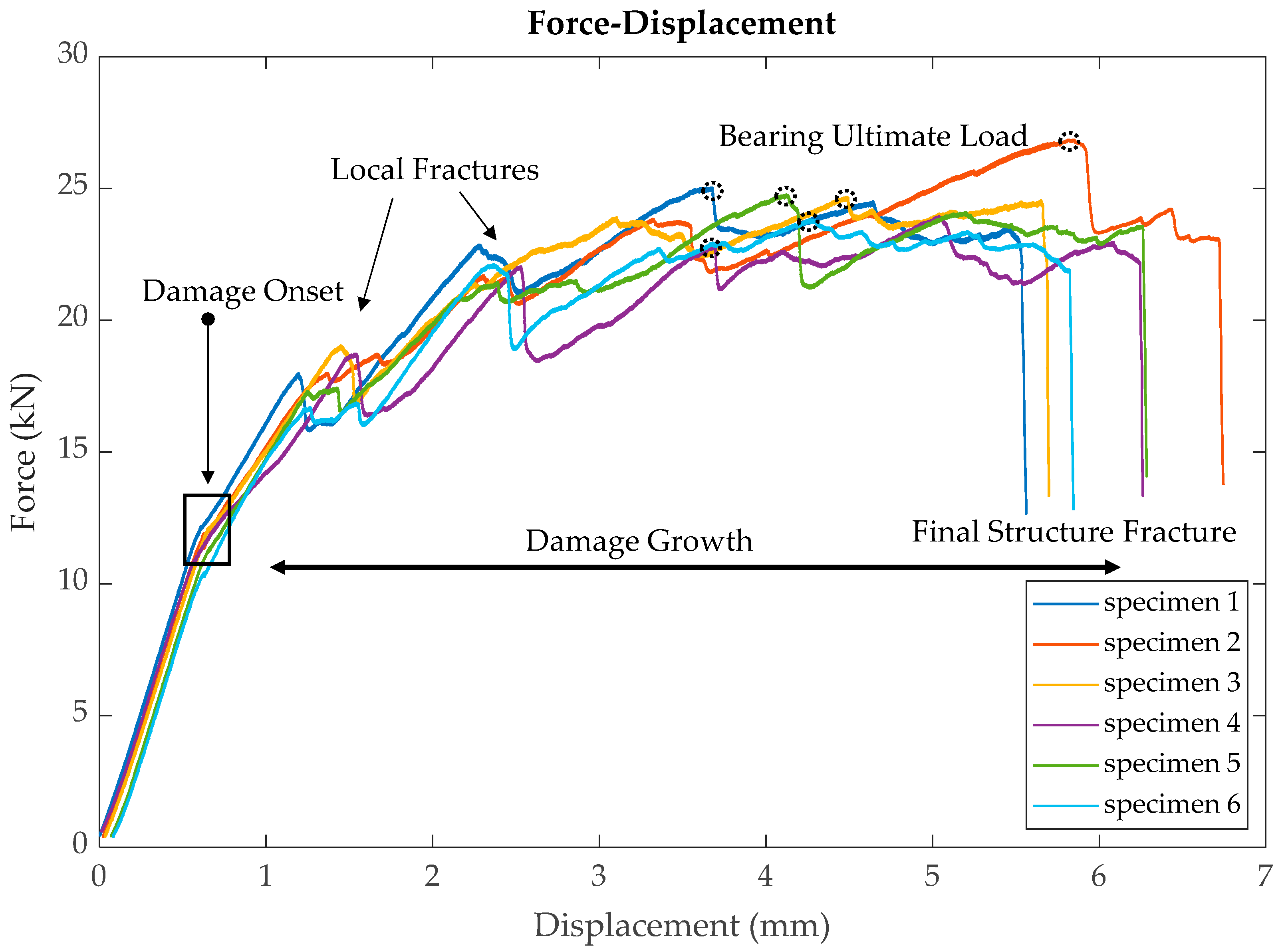
- Damage onset occurs before achieving 2% hole deformation, challenging the selection of displacement and force for the off-loading and reloading loop. The high stiffness of CF-LMPAEK thermoplastic composite exceeds the criteria outlined in the EN6037: 2015 standard (Yield load displacement < 0.02xD).
- The specimens exhibit consistent damage growth, with local fractures initiating at the same displacement. However, failure displacements and maximum loads display considerable standard deviations.
- The chosen numerical modelling strategy for the double-shear joint is fast and simple, suitable for acquiring damage profiles and stiffness information. Hole elongation comparison led to differences lower than 4.4%.
- The FE model struggles to predict damage initiation and final failure. It can only forecast initial stiffness, local failures, and damage profiles. A more detailed approach will be implemented in future studies to address these limitations.
- The inelastic behavior of the thermoplastic composite should be considered for a better understanding of the damage mechanisms, especially the damage onset mechanism.
- Thermoplastic matrix composites demonstrate enhanced bearing properties and stiffness compared to thermosets.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sloan, J. Spirit AeroSystems Debuts Next-Generation Composite Fuselage Panel; Composite World: Cincinnati, OH, USA, 2019. [Google Scholar]
- NLR’s STUNNING Project Departs for Next Generation Composite Plane. 2019. Available online: https://www.nlr.org/news/nlrs-stunning-project-departs-for-next-generation-composite-planes/ (accessed on 15 June 2021).
- van Dooren, K.; Bisagni, C. Design, analysis and testing of thermoplastic welded stiffened panels to investigate skin-stringer separation in post-buckling. Compos. Part B Eng. 2023, 267, 111033. [Google Scholar] [CrossRef]
- Van Dooren, K.S.; Bisagni, C. Design and analysis of thermoplastic welded stiffened panels in post-buckling. In Proceedings of the ASC 36TH Annual Technical VIRTUAL Conference: Composites Ingenuity Taking on Challenges in Environment-Energy-Economy, Online, 19–22 September 2021. [Google Scholar]
- van Dooren, K.S.; Labans, E.; Tijs, B.H.A.H.; Bisagni, C.; Waleson, J. Analysis and testing of a thermoplastic composite stiffened panel under compression. In Proceedings of the ICCM22—22nd International Conference on Composite Materials, Melbourne, Australia, 11–16 August 2019. [Google Scholar]
- Gardiner, G. DLR Institute of Structures and Design Increases Maturity of Thermoplastic Composite Fuselage Structures; Composites World: Cincinnati, OH, USA, 2021. [Google Scholar]
- Heathman, N.; Koirala, P.; Yap, T.; Emami, A.; Tehrani, M. In situ consolidation of carbon fiber PAEK via laser-assisted automated fiber placement. Compos. Part B Eng. 2023, 249, 110405. [Google Scholar] [CrossRef]
- Raps, L.; Chadwick, A.R.; Schiel, I.; Schmidt, I. CF/LM-PAEK: Characterisation and sensitivity to critical process parameters for automated fibre placement. Compos. Struct. 2022, 284, 115087. [Google Scholar] [CrossRef]
- Dickson, A.N.; Dowling, D.P. Enhancing the bearing strength of woven carbon fibre thermoplastic composites through additive manufacturing. Compos. Struct. 2019, 212, 381–388. [Google Scholar] [CrossRef]
- Borba, N.Z.; Blaga, L.; Dos Santos, J.F.; Amancio-Filho, S.T. Amancio-Filho, Direct-Friction Riveting of polymer composite laminates for aircraft applications. Mater. Lett. 2018, 215, 31–34. [Google Scholar] [CrossRef]
- Hufenbach, W.; Gottwald, R.; Kupfer, R. Bolted Joints with Moulded Holes for Textile Thermoplastic Composites. In Proceedings of the 18th International Conference on Composite Materials, Jeju Island, Republic of Korea, 21–26 August 2011. [Google Scholar]
- Yao, C.; Qi, Z.; Chen, W.; Zhang, C. Experimental study on CF/PEEK thermoplastic fastener: Effects of fastener matrix crystallinity and fibre content on the strength of single-lap joint. Compos. Part B Eng. 2021, 213, 108737. [Google Scholar]
- Meng, L.; Wan, Y.; Ohsawa, I.; Takahashi, J. Effects of geometric parameters on the failure behavior of mechanically fastened chopped carbon fiber tape reinforced thermoplastics. Compos. Struct. 2019, 229, 111475. [Google Scholar] [CrossRef]
- Vieille, B.; Aucher, J.; Taleb, L. Comparative study on the behavior of woven-ply reinforced thermoplastic or thermosetting laminates under severe environmental conditions. Mater. Des. 2012, 35, 707–719. [Google Scholar]
- Vieille, B.; Albouy, W.; Chevalier, L.; Taleb, L. About the influence of stamping on thermoplastic-based composites for aeronautical applications. Compos. Part B Eng. 2013, 45, 13. [Google Scholar] [CrossRef]
- Kelly, G.; Hallström, S. Strength and failure mechanisms of composite laminates subject to localised transverse loading. Compos. Struct. 2005, 69, 301–314. [Google Scholar]
- Herráez, M.; Pichler, N.; Pappas, G.A.; Blondeau, C.; Botsis, J. Experiments and numerical modelling on angle-ply laminates under remote mode II loading. Compos. Part A Appl. Sci. Manuf. 2020, 134, 105886. [Google Scholar] [CrossRef]
- Shokrieh, M.M.; Salamat-Talab, M.; Heidari-Rarani, M. Dependency of bridging traction of DCB composite specimen on interface fiber angle. Theor. Appl. Fract. Mech. 2017, 90, 22–32. [Google Scholar] [CrossRef]
- Chen, W.-H.; Lee, S.-S. Numerical and Experimental Failure Analysis of Composite Laminates with Bolted Joints under Bending Loads. J. Compos. Mater. 1995, 29, 15–36. [Google Scholar] [CrossRef]
- Sun, C.T.; Chen, J.L. A micromechanical model for plastic behavior of fibrous composites. Compos. Sci. Technol. 1991, 40, 115–129. [Google Scholar] [CrossRef]
- Sun, C.T.; Yoon, K.J. Elastic-Plastic Analysis of AS4/PEEK Composite Laminate Using a One-Parameter Plasticity Model. J. Compos. Mater. 1992, 26, 293–308. [Google Scholar] [CrossRef]
- Yoon, K.J.; Sun, C.T. Characterization of Elastic-Viscoplastic Properties of an AS4/PEEK Thermoplastic Composite. J. Compos. Mater. 1991, 25, 1277–1296. [Google Scholar]
- Camanho, P.P.; Matthews, F.L. A Progressive Damage Model for Mechanically Fastened Joints in Composite Laminates. J. Compos. Mater. 1999, 33, 2248–2280. [Google Scholar] [CrossRef]
- Camanho, P.P.; Matthews, F.L. Delamination Onset Prediction in Mechanically Fastened Joints in Composite Laminates. J. Compos. Mater. 1999, 33, 906–927. [Google Scholar] [CrossRef]
- Camanho, P.P.; Lambert, M. A design methodology for mechanically fastened joints in laminated composite materials. Compos. Sci. Technol. 2006, 66, 3004–3020. [Google Scholar] [CrossRef]
- Giusti, R.; Lucchetta, G. Cohesive Zone Modeling of the Interface Fracture in Full-Thermoplastic Hybrid Composites for Lightweight Application. Polymers 2023, 15, 4459. [Google Scholar]
- Ghabezi, P.; Farahani, M. Characterization of cohesive model and bridging laws in mode I and II fracture in nanocomposite laminates. J. Mech. Eng. Sci. 2018, 12, 4329–4355. [Google Scholar] [CrossRef]
- Ghabezi, P.; Farahani, M. Effects of Nanoparticles on Nanocomposites Mode I and II Fracture: A Critical Review. Rev. Adhes. Adhes. 2017, 5, 414–435. [Google Scholar] [CrossRef]
- Zaragkas, T.; Psarras, S.; Kostopoulos, V. Experimental building block approach and numerical modelling of thermoplastic composite used for fuselage panels. In Proceedings of the 11th International Conference on Composites Testing and Model Identification, Girona, Spain, 31 May–2 June 2023. [Google Scholar]
- TORAY_Advanced_Composites. Airbus A400M Thermoplastic Ice Protection Plates. 2019. Available online: https://www.toraytac.com/media/story/hACq/Airbus-A400M-Thermoplastic-Ice-Protection-Plates (accessed on 25 November 2013).
- Sloan, J. Inside a Thermoplastic Composites Hotbed; Composites World: Cincinnati, OH, USA, 2014. [Google Scholar]
- TORAY_Advanced_Composites. Toray Cetex® TC1225 LMPAEK, in Product Datasheet. 2019–2020; Toray: Morgan Hill, CA, USA; Toray: Nijverdal, The Netherlands, 2020. [Google Scholar]
- Soden, P.D.; Hinton, M.J.; Kaddour, A.S. Lamina properties, lay-up configurations and loading conditions for a range of fibre-reinforced composite laminates. Compos. Sci. Technol. 1998, 58, 1011–1022. [Google Scholar] [CrossRef]
- ASTM D3039/D3039M-08; Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM International: West Conshohocken, PA, USA, 2014.
- ASTM D6641/D6641M-16e2; Standard Test Method for Compressive Properties of Polymer Matrix Composite Materials Using a Combined Loading Compression (CLC) Test Fixture. ASTM International: West Conshohocken, PA, USA, 2023.
- ASTM D3518/D3518M-18; Standard Test Method for In-Plane Shear Response of Polymer Matrix Composite Materials by Tensile Test of a ± 45° Laminate. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM D7137/D7137M-17; Standard Test Method for Compressive Residual Strength Properties of Damaged Polymer Matrix Composite Plates. ASTM International: West Conshohocken, PA, USA, 2023.
- ASTM D5528-13; Standard Test Method for Mode I Interlaminar Fracture Toughness of Unidirectional Fiber-Reinforced Polymer Matrix Composites. ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM D7905/D7905M-14; Standard Test Method for Determination of the Mode II Interlaminar Fracture Toughness of Unidirectional Fiber-Reinforced Polymer Matrix Composites. ASTM International: West Conshohocken, PA, USA, 2014.
- EVS-EN 6037:2015; Aerospace Series—Fibre Reinforced Plastics-Determination of Bearing Strength. EVS: Brussels, Belgium, 2015.
- ASTM D 5961/D 5961M—01e1; Standard Test Method for Bearing Response of Polymer Matrix Composite Laminates. ASTM: West Conshohocken, PA, USA, 2001.
- AITM 1.0005; Determination of Interlaminar Fracture Toughness Energy-Mode I, in Carbon Fiber Reinforced Plastics. AIRBUS: Blagnac, France, 1994.
- AITM 1.0006; Determination of Interlaminar Fracture Toughness Energy-Mode II—GIIC Test, in Carbon Fiber Reinforced Plastics. AIRBUS: Blagnac, France, 1994.
- Shet, C.; Chandra, N. Effect of the Shape of T–δ Cohesive Zone Curves on the Fracture Response. Mech. Adv. Mater. Struct. 2004, 11, 249–275. [Google Scholar] [CrossRef]
- Xiao, Y.; Ishikawa, T. Bearing strength and failure behavior of bolted composite joints (part II: Modeling and simulation). Compos. Sci. Technol. 2005, 65, 1032–1043. [Google Scholar] [CrossRef]
- Xiao, Y.; Ishikawa, T. Bearing strength and failure behavior of bolted composite joints (part I: Experimental investigation). Compos. Sci. Technol. 2005, 65, 1022–1031. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Symbol | Test Standard | Value |
|---|---|---|---|
| Tensile Strength 0 | ASTM D 3039 [34] | 2410 MPa | |
| Tensile Modulus 0 | ASTM D 3039 | 135 GPa | |
| Tensile Strength 90 | ASTM D 3039 | 86 MPa | |
| Tensile Modulus 90 | ASTM D 3039 | 10 GPa | |
| Compression Strength 0 | ASTM D 6641 [35] | 1300 MPa | |
| Compression Modulus 0 | ASTM D 6641 | 124 GPa | |
| In Plane Shear Strength ±45 | ASTM D3518 [36] | 42 MPa | |
| In Plane Shear Modulus ±45 | ASTM D3518 | 4.3 MPa | |
| Compression After Impact Strength 30.5 J Impact Energy | ASTM D7137 [37] | 310 MPa | |
| Mode I Interlaminar Fracture Toughness | ASTM D 5528 [38] | 2.1 kJ/m2 | |
| Mode II Interlaminar Fracture Toughness | ASTM D7905 [39] | 2.6 kJ/m2 |
| DCB | 1.99 | 25 | 1000 |
| ENF | 2.37 | 160 | 1 × 106 |
 | |||
| Interface | 0 Angle | 45 Angle | 90 Angle |
|---|---|---|---|
| Fracture Toughness Coefficient | ×1 | ×1.093 | ×1.285 |
| Specimen No | Width (mm) | Thickness (mm) | Hole Diameter (mm) |
|---|---|---|---|
| 1 | 35.03 | 3.62 | 6.34 |
| 2 | 35.01 | 3.63 | 6.34 |
| 3 | 35.02 | 3.63 | 6.33 |
| 4 | 35.05 | 3.65 | 6.34 |
| 5 | 35.1 | 3.64 | 6.33 |
| 6 | 35.08 | 3.66 | 6.33 |
| Specimen No | Yield Load (kN) | First Drop (kN) | Failure Load (kN) | Ultimate Bearing Strength (MPa) | Failure Displacement (mm) |
|---|---|---|---|---|---|
| 1 | 10 | 12.18 | 25.03 | 197.4 | 5.56 |
| 2 | 12 | 11.79 | 26.85 | 211.31 | 6.74 |
| 3 | 11 | 12.11 | 24.69 | 194.21 | 5.70 |
| 4 | 11 | 11.17 | 23.96 | 107.83 | 6.26 |
| 5 | 11 | 11.44 | 24.77 | 111.47 | 6.29 |
| 6 | 11 | 10.45 | 23.82 | 107.29 | 5.84 |
| Mean | - | 11.52 | 24.85 | 154.92 | 6.07 |
| Standard Deviation | - | 0.65 | 1.09 | 50.80 | 0.44 |
| Specimen | Elongation e+6.35D | Difference % (Exp-Num)/(Exp) |
|---|---|---|
| 1 | 8.86 | −0.23% |
| 2 | 8.83 | −0.57% |
| 3 | 8.70 | −2.07% |
| 4 | 8.51 | −4.35% |
| 5 | 8.75 | −1.49% |
| 6 | 8.61 | −3.14% |
| Numerical | 8.88 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zaragkas, T.; Psarras, S.; Sotiriadis, G.; Kostopoulos, V. Experimental and Numerical Study of Bearing Damage of a CF-LMPAEK Thermoplastic Composite. J. Compos. Sci. 2024, 8, 35. https://doi.org/10.3390/jcs8010035
Zaragkas T, Psarras S, Sotiriadis G, Kostopoulos V. Experimental and Numerical Study of Bearing Damage of a CF-LMPAEK Thermoplastic Composite. Journal of Composites Science. 2024; 8(1):35. https://doi.org/10.3390/jcs8010035
Chicago/Turabian StyleZaragkas, Thomas, Spyridon Psarras, George Sotiriadis, and Vassilis Kostopoulos. 2024. "Experimental and Numerical Study of Bearing Damage of a CF-LMPAEK Thermoplastic Composite" Journal of Composites Science 8, no. 1: 35. https://doi.org/10.3390/jcs8010035
APA StyleZaragkas, T., Psarras, S., Sotiriadis, G., & Kostopoulos, V. (2024). Experimental and Numerical Study of Bearing Damage of a CF-LMPAEK Thermoplastic Composite. Journal of Composites Science, 8(1), 35. https://doi.org/10.3390/jcs8010035