

Carbon-Fibre/Metal-Matrix Composites: A Review

Abstract
1. Introduction
2. Failure and Fracture Mechanisms of Metal Matrix Composites
2.1. Strength
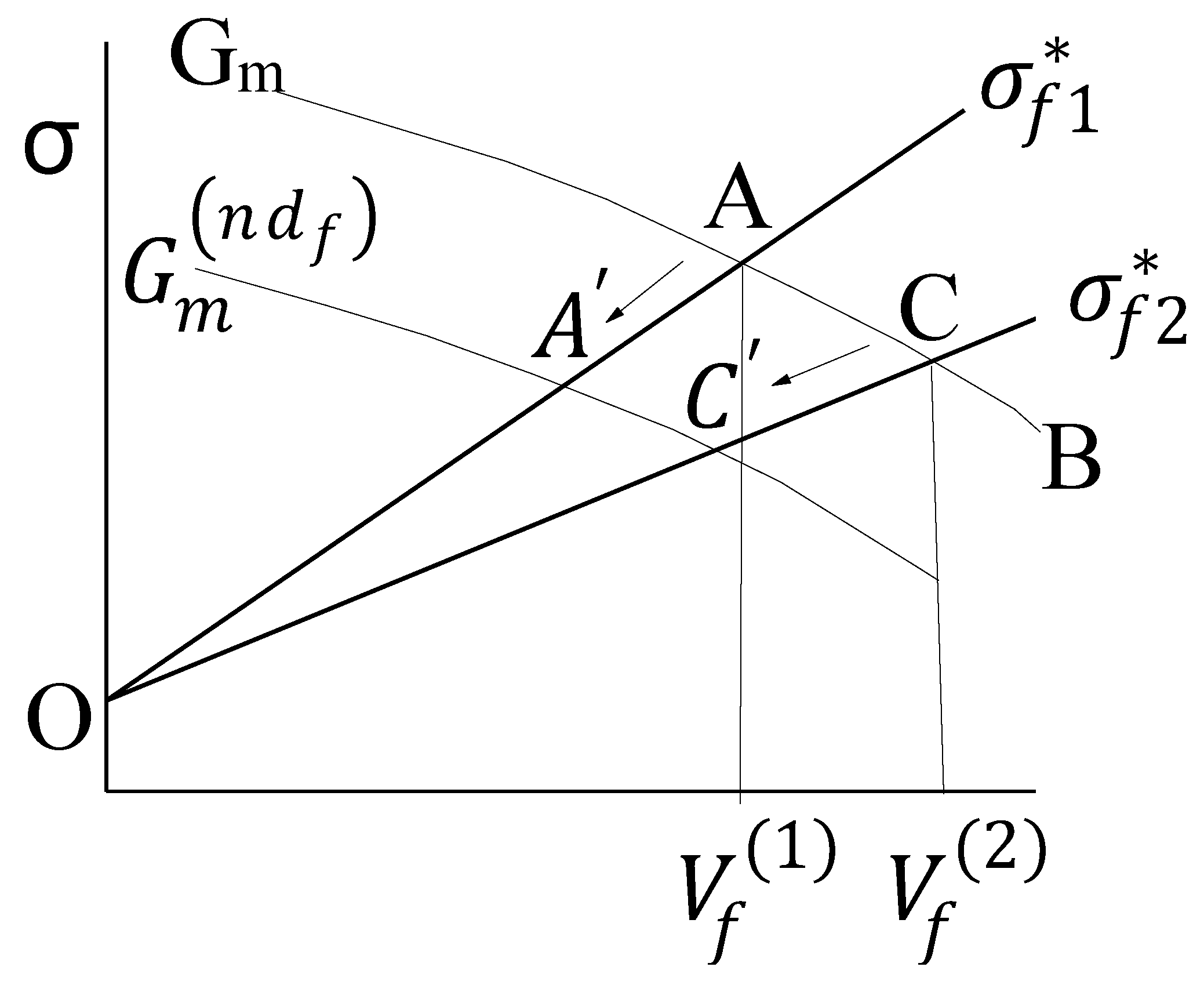
- Non-monotone dependence of the composite strength on the fibre volume fraction is typical for MMCs. A number of the experimental results obtained in the early stage of the development of MMCs supporting this conclusion can be found in [8] (pp. 237–246, 456, 511, 576).
- To make a composite with the highest strength, it is also necessary:
- To use fibres of high strength on the critical length;
- To reduce the fibre cauterization to a minimum;
- To use a matrix of high fracture toughness.
2.2. Fracture Toughness
3. Aluminium Matrix Composites
3.1. Introductory Remarks
- Coating the fibres;
- Controlling the fibre–melt contact time;
- Alloying the matrix with elements that form carbides more easily than aluminium.
3.2. Fibre Coatings
3.2.1. Metal Coatings
3.2.2. Non-Metal Coatings
3.3. Controlling the Fibre–Melt Contact Time
3.3.1. Plasma Spraying of a Matrix Material on a Layer of Carbon Fibres
3.3.2. Composite Wire
3.4. Alloying Matrix
3.5. Carbon-Fibre/Aluminium-Matrix Composites: State of the Art and Prospects
- (1)
- The results obtained in the 21st century did not lead to the emergence of new technological ideas to make C–Al composites as compared to those born in the previous decades and reviewed in [19]. Hence, the present author is focusing on the strength of the composites, as that is the main property of a structural material. It is important to note that most of the fabrication methods for such composites are based on liquid phase processes.
- (2)
- The liquid phase processes do not allow the use of alloys of sufficiently high fracture toughness for the matrix. This limits the values of strength and fracture toughness for the composites.
- (3)
- Short-fibre composites obtained through powder metallurgy methods reach maximum strength values with small fibre volume fractures, which makes them ineffective structural materials.
- (4)
- The small diameter of carbon filaments requires liquid phase fabrication methods that bring the problems formulated above. On the other hand, the small filament diameter corresponds to a small microcrack size, occurring as a result of filament breaks. This can shift the critical fibre volume fraction to higher values, as compared with the case of a larger fibre diameter.
- (5)
- Despite the long history of C–Al composites development, just one use of such composites has been described [54]. The widespread usage of C–Al composites in highly loaded structures will be possible, provided new ideas of making them are generated.
4. Titanium Matrix Composites
4.1. Short Fibre Composites
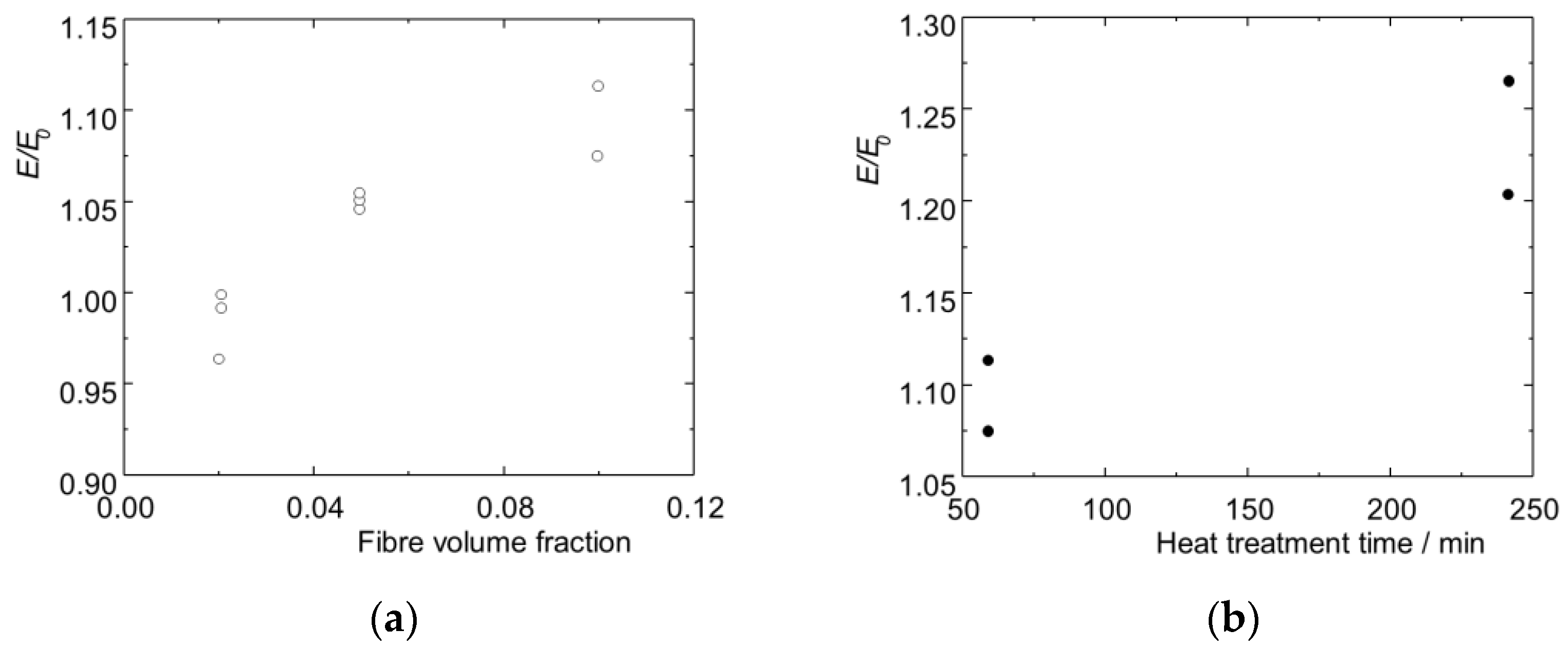
4.2. Continuous Fibre Composites
- (1)
- The strength and Young’s modulus of the fibre.
- (2)
- The content of the reinforcing layer (RL), composed of the fibre, titanium carbide, and intermediate matrix.
- (3)
- The fibre volume fraction in the reinforcing layer.
- (4)
- The thickness of the reinforcing layer hRL.
- (5)
- The intermediate matrix composition.
- (6)
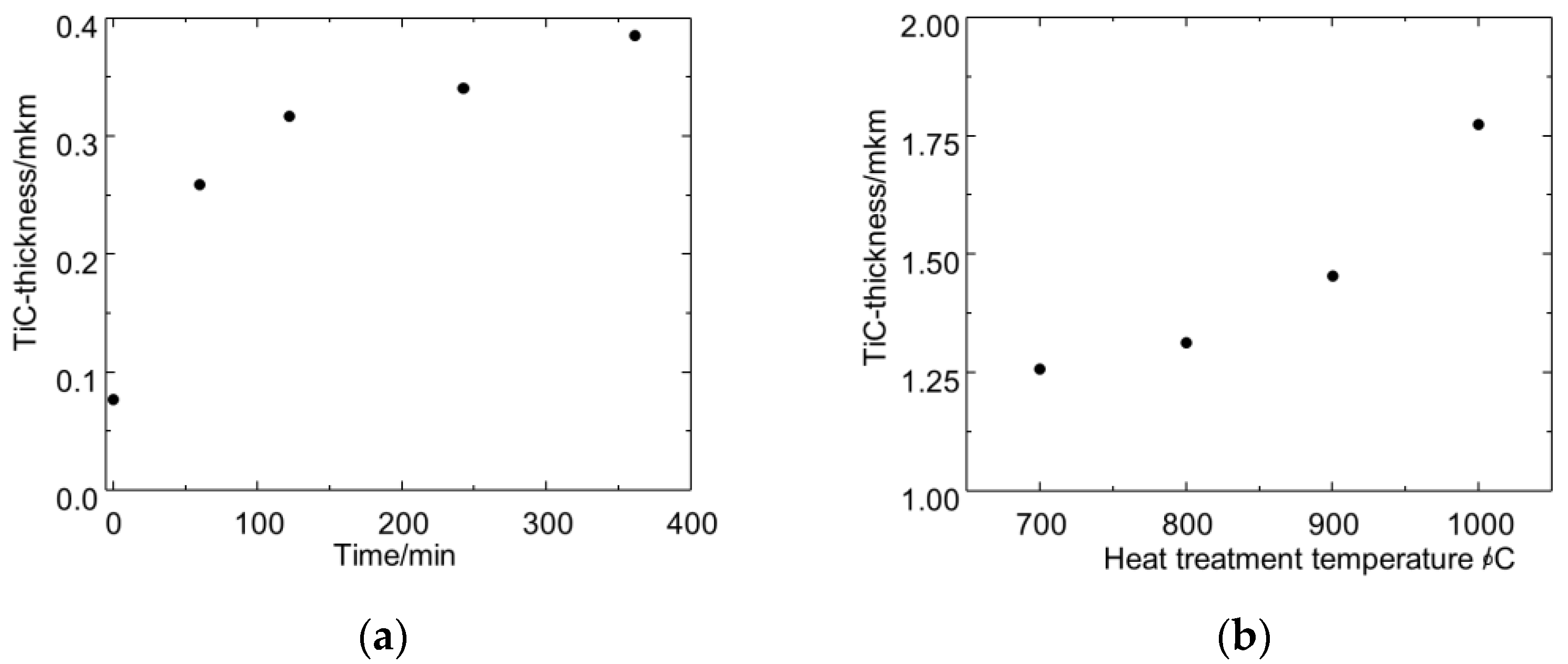
- The thickness of the carbide layer.
- (7)
- The strength of the C–TiC–intermediate matrix–main matrix interfaces.

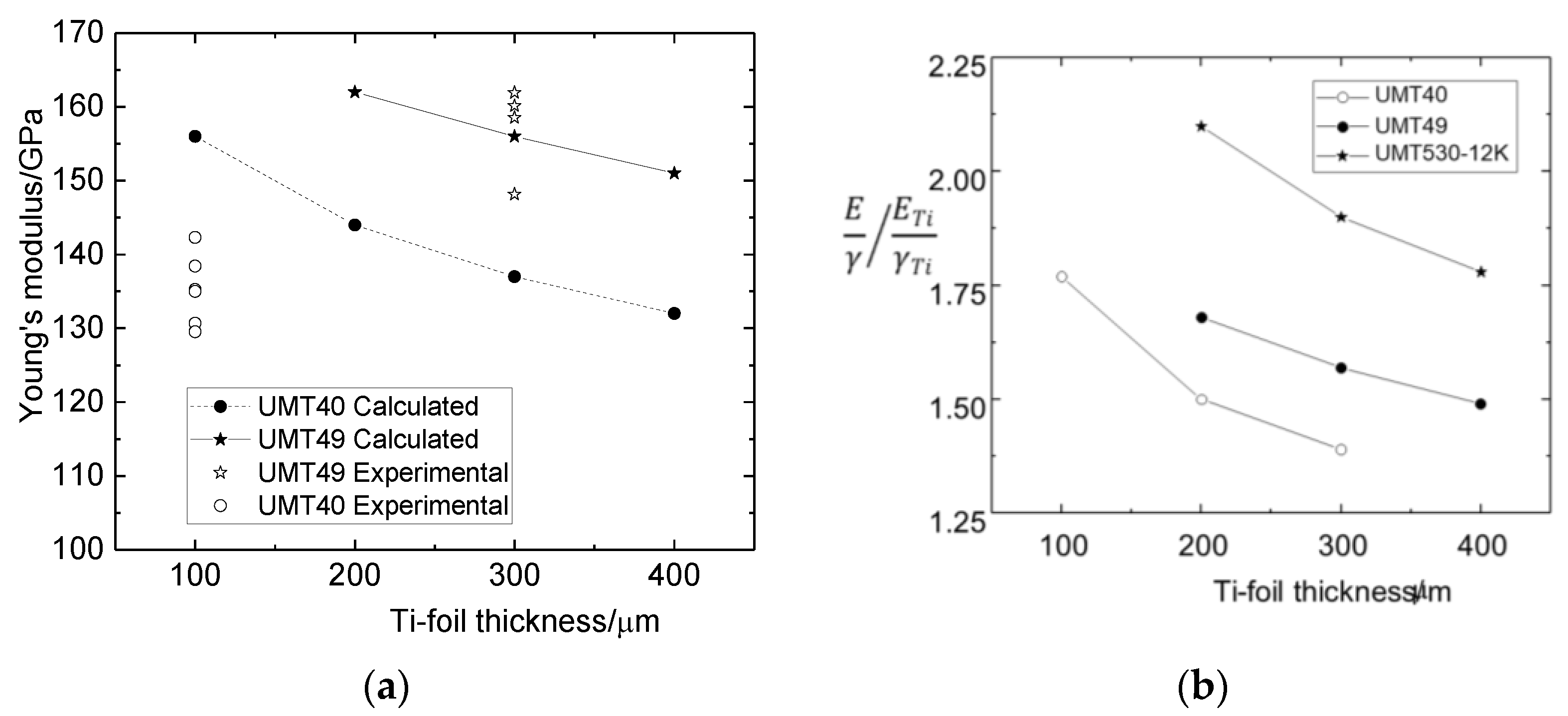
- (1)
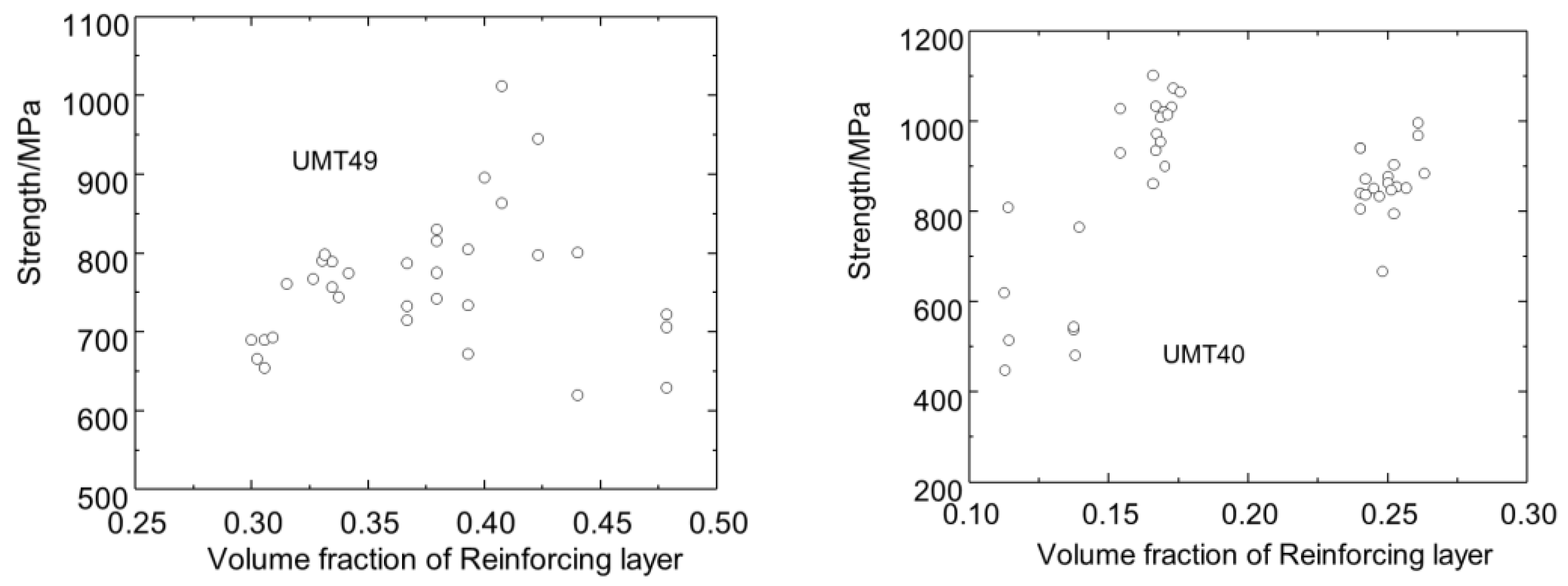
- Qualitatively, the dependence of the composite strength on the reinforcing layer volume fraction is similar to the dependence of the fibrous composite strength on the fibre volume fraction shown schematically in Figure 1.
- (2)
- The maximum strength of the composites with UMT40 fibres is higher than that of the composites with UMT49 fibres because the effective strength of the thinner reinforcing layer with UMT40 fibres is much higher than that of the layer containing UMT49 fibres. This can be easily explained by the strength scale effect of the reinforcing layers.
- (3)
- The critical volume fraction of the reinforcing layer with UMT40 fibres is much smaller than that of the layer with UMT49 fibres. This is a result of what was said just above. The similarity between the behaviour of traditional MMCs with effective values of the fibre strength is obvious.
- (4)
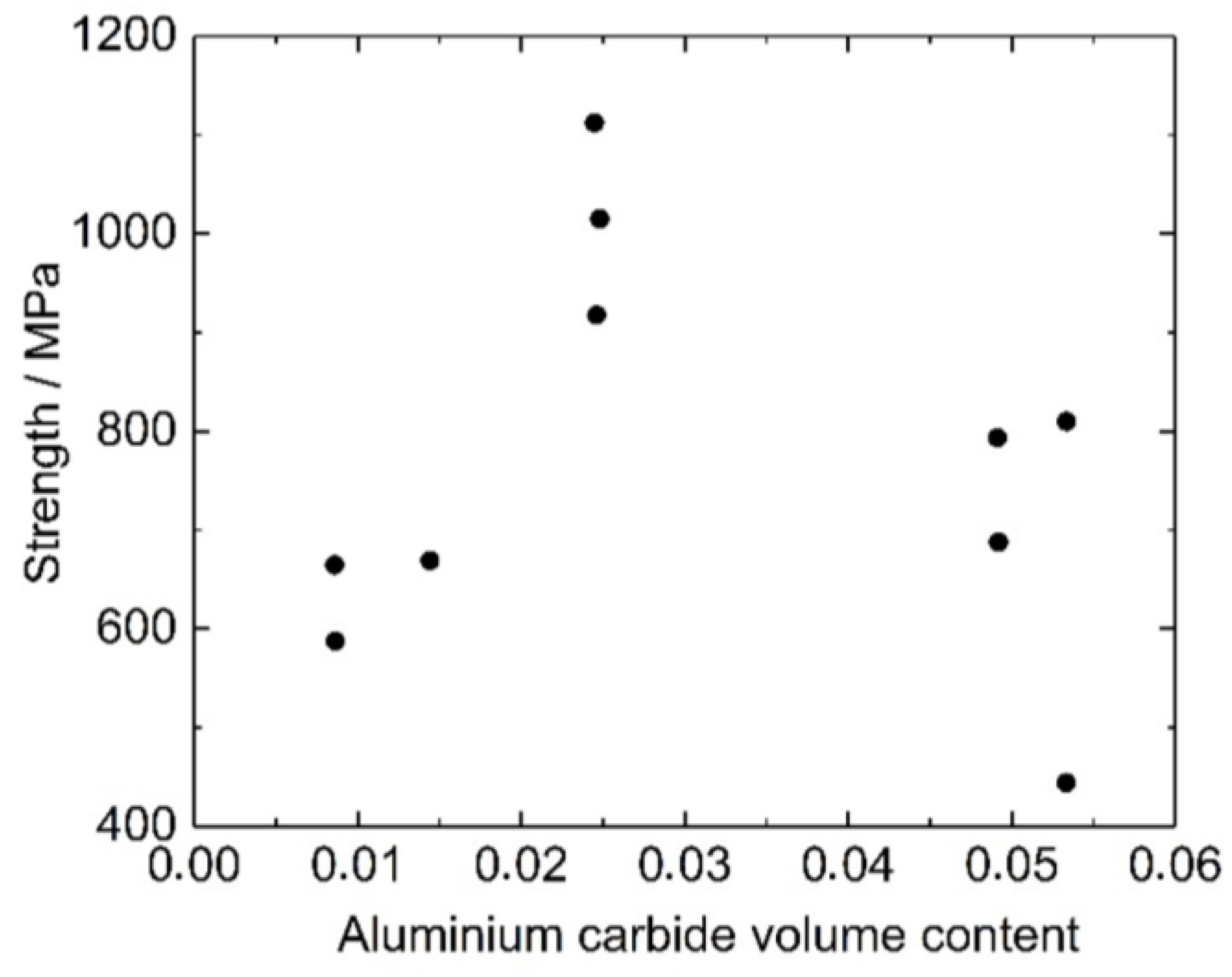
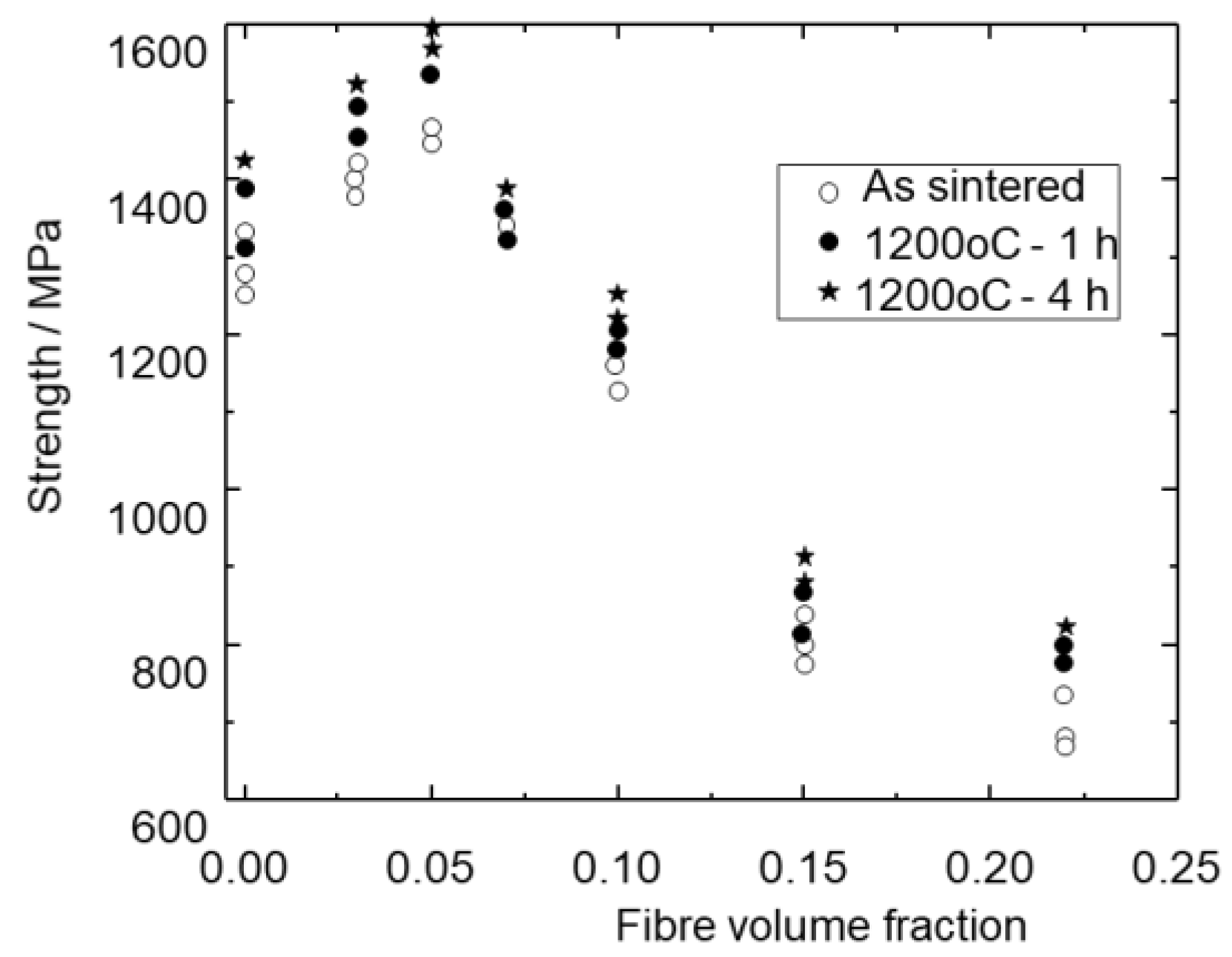
- A large scatter of the experimental points is explained by plotting all the data obtained through various technological regimes. Still, the strength maximum can be seen clearly.
4.3. Carbon-Fibre/Titanium-Matrix Composites: State of the Art and Prospects
5. Nickel Matrix Composites
- (a)
- The fibre–matrix interface strength depended slightly on the matrix grain size, and its value was about 35 MPa. This means that the critical length of the fibre is rather large and the effective fibre strength cannot be sufficiently high.
- (b)
- The maximum strength of the composites at room temperature, ~1475 MPa, was just a bit higher than that of the matrix, 1238 MPa. This may be so because the fibre volume fraction, 40%, is supercritical.
- (c)
- The composite strength decreased rapidly as the temperature rose from 200 to 400 °C.
6. Main Conclusions
- Carbon-fibre/metal-matrix composites (CFMMCs) will definitely replace metal alloys in applications for which specific values of mechanical properties are of importance.
- Powder metallurgy methods for producing CFMMCs are not effective because of at least two reasons. First, the strength maximum values are achieved at low fibre volume fractions. Secondly, such methods do not allow for designing composites according to the future stress state of a structural element.
- Liquid phase fabrication technologies applied to CFMMCs require either special fibre coatings to prevent carbon–metal chemical interactions or special methods, which provide either an essential decrease in the fibre–liquid metal contact, as has been performed in the case of C/Al composite wire, or a decrease in the melt temperature, as in the case of C/Ti composites. The C–Al wire cannot be used directly as a structural material. The C/Ti composites produced by using an intermediate matrix with a low melt temperature are just at an early phase of development.
- Anyway, to bring the time of the real usage of carbon fibre–metal matrix composites closer, it is necessary to look for new ideas of making them.
Funding
Acknowledgments
Conflicts of Interest
References
- Kelly, A.; Tyson, W.R. Tensile properties of fibre-reinforced metals: Copper/tungsten and copper/molybdenum. J. Mech. Phys. Solids 1965, 13, 329–350. [Google Scholar] [CrossRef]
- Kelly, A.; Tyson, W.R. Tensile properties of fibre reinforced metals-II Creep of silver-tungsten. J. Mech. Phys. Solids 1966, 14, 177–184. [Google Scholar] [CrossRef]
- Mileiko, S.T. The tensile strength and ductility of continuous fibre composites. J. Mater. Sci. 1969, 4, 974–977. [Google Scholar] [CrossRef]
- Aveston, J.; Kelly, A. Theory of multiply fracture of fibrous composites. J. Mater. Sci. 1973, 8, 352–362. [Google Scholar] [CrossRef]
- Naslain, R. SiC/SiC Composites: Thermostructural Materials for Applications in Severe Environments; Peking University Press: Beijing, China, 1996; pp. 37–52. [Google Scholar]
- Mileiko, S.T.; Sarkissyan, N.S.; Kolchin, A.A.; Kiiko, V.M. Oxide fibres in a Ni-based matrix—Do they degrade or become stronger? Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2004, 218, 193–200. [Google Scholar]
- Mileiko, S.T.; Sarkissyan, N.S.; Serebryakov, A.V.; Trifonov, S.V. Structure and properties of boron-aluminium composites. Compos. Sci. Technol. 1994, 50, 423–430. [Google Scholar] [CrossRef]
- Mileiko, S.T. Metal and Ceramic Based Composites; Elsevier: Amsterdam, The Netherlands, 1997. [Google Scholar]
- Cooper, G.A.; Kelly, A. Tensile properties of fibre-reinforced metals: Fracture mechanics. J. Mech. Phys. Solids 1967, 15, 279–297. [Google Scholar] [CrossRef]
- Mileiko, S.T.; Sorokin, N.M.; Zirlin, A.M. Crack propagation in a boron/aluminium composite. Mech. Compos. Mater. 1976, 6, 1010–1017. (In Russian) [Google Scholar]
- Hoover, W.R. Crack initiation in B-Al composites. J. Compos. Mater. 1976, 10, 106–117. [Google Scholar] [CrossRef]
- Mileiko, S.T.; Suleimanov, F.K. A moldel of macrocrack in a composite. Mech. Compos. Mater. 1981, 3, 421–425. (In Russian) [Google Scholar]
- Mileiko, S.T. Fracture-toughness/notch-sensitivity correlation for metal-and ceramic-based fibrous composites. Compos. Part B-Eng. 2017, 116, 1–6. [Google Scholar] [CrossRef]
- Ritchie, R.O. The conflicts between strength and toughness. Nat. Mater. 2011, 10, 817–822. [Google Scholar] [CrossRef] [PubMed]
- Baker, A.A.; Martin, A.; Bache, R.J. Carbon-fibre metal-matrix composites: Fabrication by electrodeposition. Composites 1971, 2, 154–160. [Google Scholar] [CrossRef]
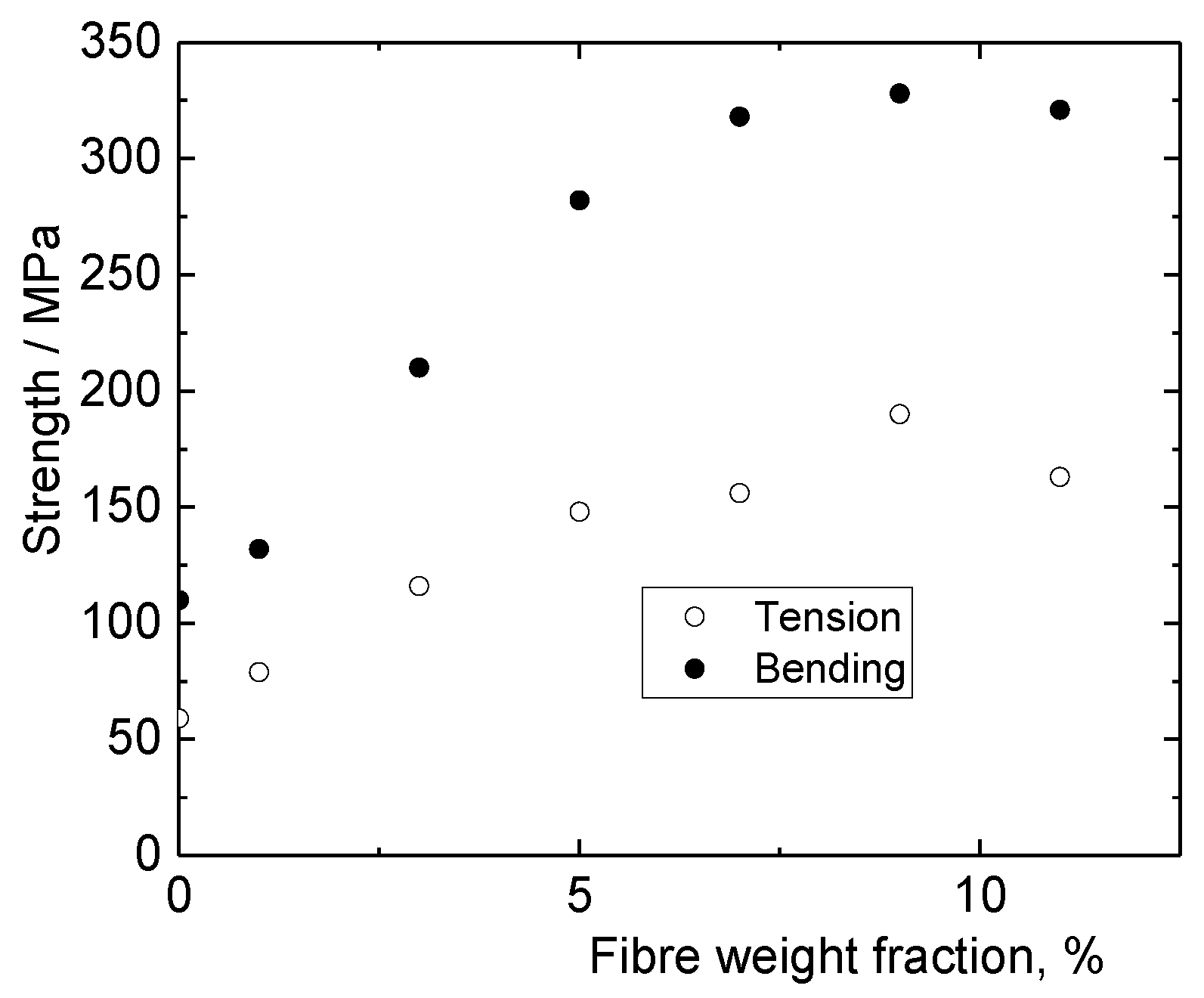
- Jackson, P.W.; Braddick, D.M.; Walker, P.J. Tensile and flexural properties of carbon fibre-aluminium matrix composites. Fibre Sci. Technol. 1972, 5, 219–236. [Google Scholar] [CrossRef]
- Okura, A.; Motoki, K. Rate of formation of intermetallic compounds in aluminium matrix-carbon fibre composites. Compos. Sci. Technol. 1985, 24, 243–252. [Google Scholar] [CrossRef]
- Islam, M.U.; Wallace, W. Carbon fibre reinforced aluminium matrix composites: A critical review. Mater. Manuf. Process. 1988, 3, 1–35. [Google Scholar] [CrossRef]
- Huang, Y.; Ouyang, Q.; Zhang, D.; Zhu, J.; Li, R.; Yu, H. Carbon materials reinforced aluminium composites: A review. Acta Metall. Sin. (Engl. Lett.) 2014, 27, 775–786. [Google Scholar] [CrossRef]
- Li, S.-H.; Chao, C.-G. Effects of carbon fiber/Al interface on mechanical properties of carbon-fiber-reinforced aluminium-matrix composites. Metall. Mater. Trans. A 2004, 35A, 2153–2160. [Google Scholar] [CrossRef]
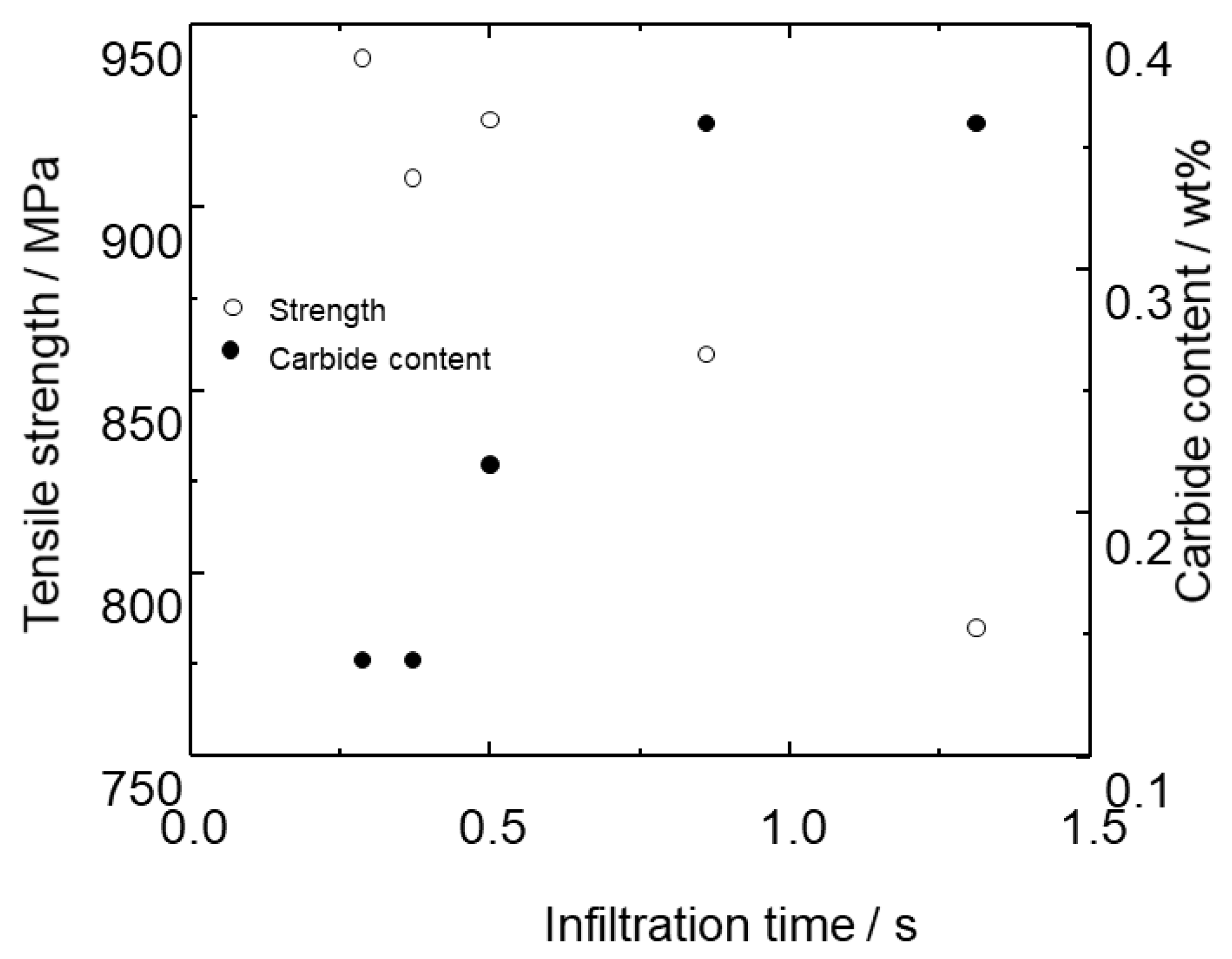
- Portnoi, K.I.; Timofeeva, N.I.; Zabolotskii, A.A.; Sakovich, V.N.; Trefilov, B.F.; Levinskaya MKh Polyak, N.N. Dependence of the properties of a carbon –aluminium composite material on its carbide phase content. Sov. Powder Metall. 1981, 20, 116–119. [Google Scholar] [CrossRef]
- Xu, W.; Wang, C.; Zhang, Z.; Liang, P.; Shi, Y.; Zhang, G. Interfacial microstructure and growth mechanism of Al4C3in Grf/Al composites fabricated by liquid pressure method. Micron 2014, 65, 10–14. [Google Scholar] [CrossRef]
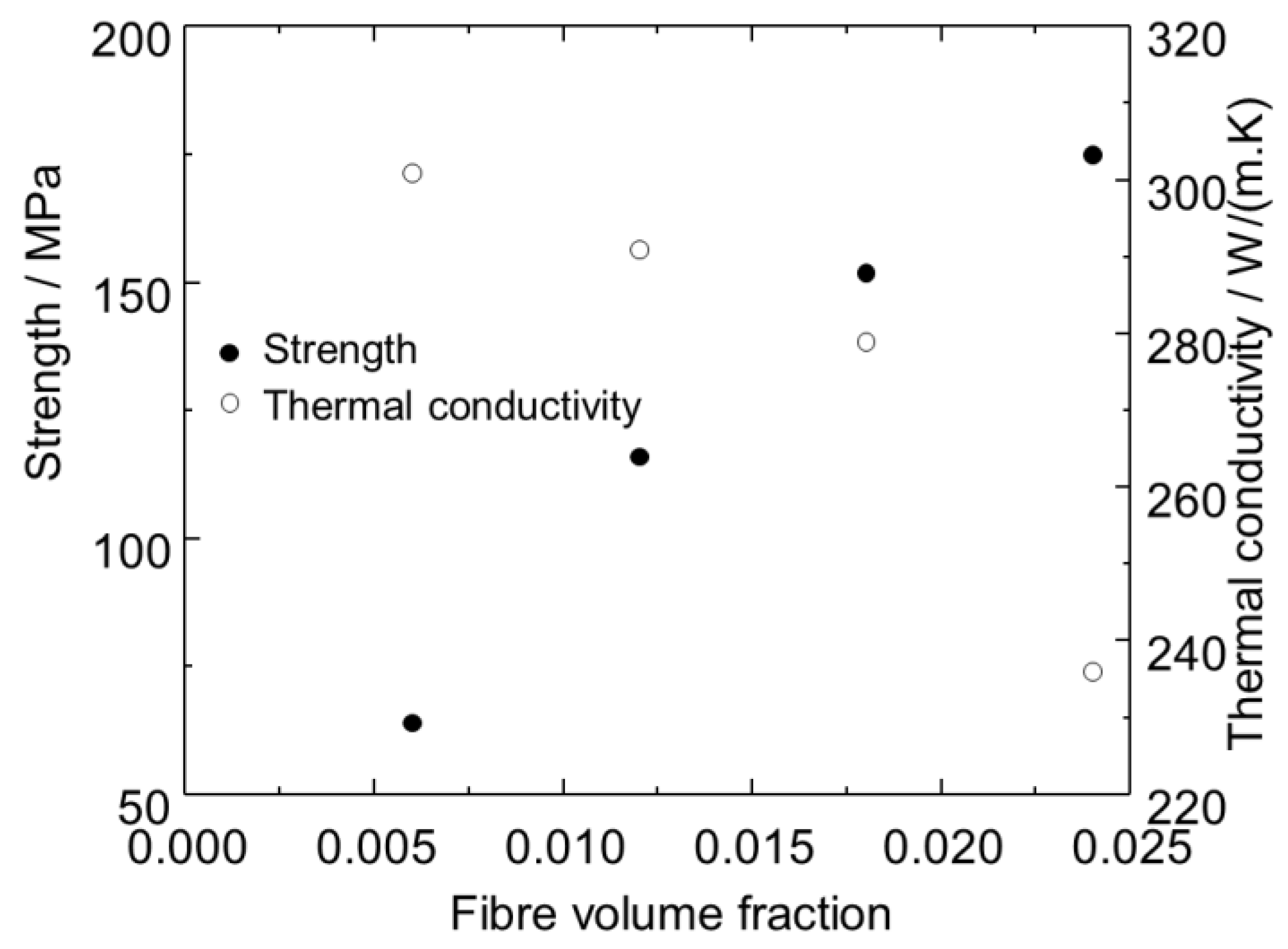
- Zhu, C.; Su, Y.; Wang, X.; Sun, H.; Ouyang, Q.; Zhang, D. Process optimization, microstructure characterization and thermal properties of mesophase pitch-based carbon fiber reinforced aluminium matrix composites fabricated by vacuum hot pressing. Compos. Part B-Eng. 2021, 215, 108746. [Google Scholar] [CrossRef]
- Zhang, C.; Wu, J.; Meng, Q.; Sun, Y.; Wen, Y. The evolution of interfacial microstructure and fracture behavior of short carbon fiber reinforced 2024 Al composites at high temperature. Appl. Sci. 2019, 9, 3477. [Google Scholar] [CrossRef]
- Deshpandea, M.; Gondil, R.; Waikar, R.; Murty, S.V.S.N.; Mahat, T.S. Processing and characterization of carbon fiber reinforced aluminium 7075. Mater. Today-Proc. 2018, 5, 7115–7122. [Google Scholar] [CrossRef]
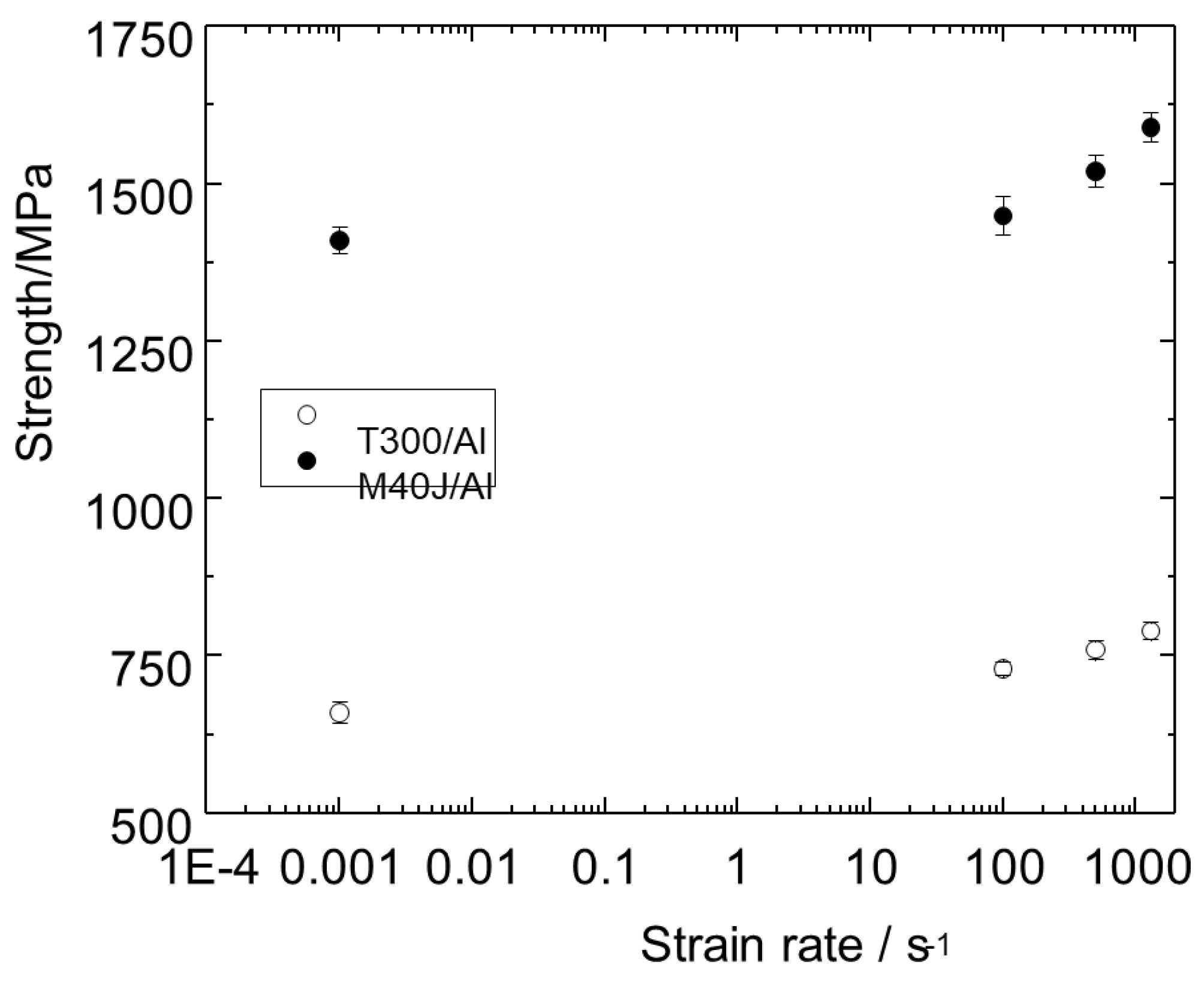
- Zhang, Y.; Wu, G. Comparative study on the interface and mechanical properties of T700/Al and M40/Al composites. Rare Metals 2010, 29, 102–107. [Google Scholar] [CrossRef]
- Baghi, M.; Niroumand, B.; Emadi, R. Fabrication and characterization of squeeze cast A413-CSF composites. J. Alloy Compd. 2017, 710, 29–36. [Google Scholar] [CrossRef]
- Yi, L.-F.; Yamamoto, T.; Onda, T.; Chen, Z.-C. Orientation control of carbon fibers and enhanced thermal/mechanical properties of hot-extruded carbon fibers/aluminium composites. Diam. Relat. Mater. 2021, 116, 108432. [Google Scholar] [CrossRef]
- Alten, A.; Erzi, E.; Gürsoy, O.; Hapçı, G.; Agaglu, A.; Dispinar, D.; Orhan, G. Production and mechanical characterization of Ni-coated carbon fibers reinforced Al-6063 alloy matrix composites. J. Alloy Compd. 2019, 787, 543–550. [Google Scholar] [CrossRef]
- Ureña, A.; Rams, J.; Escalera, M.D.; Sánchez, M. Effect of copper electroless coatings on the interaction between a molten Al–Si–Mg alloy and coated short carbon fibres. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1947–1956. [Google Scholar] [CrossRef]
- Sha, J.-J.; Lü, Z.-Z.; Sha, R.-Y.; Zu, Y.-F.; Dai, J.-X.; Xian, Y.-Q.; Zhang, W.; Cui, D.; Yan, C.-L. Improved wettability and mechanical properties of metal coated carbon fiber-reinforced aluminium matrix composites by squeeze melt infiltration technique. Trans. Nonferrous Met. Soc. China 2021, 31, 317–330. [Google Scholar] [CrossRef]
- Hua, Z.; Liu, Y.; Yao, G.; Wang, L.; Ma, J.; Liang, L. Preparation and characterization of nickel-coated carbon fibers by electroplating. J. Mater. Eng. Perform. 2012, 21, 324–330. [Google Scholar] [CrossRef]
- Gao, M.; Gao, P.; Wang, Y.; Lei, T.; Ouyang, C. Study on metallurgically prepared copper-coated carbon fibers reinforced aluminium matrix composites. Met. Mater. Int. 2021, 27, 5425–5435. [Google Scholar] [CrossRef]
- Peng, X.; Huang, Y.; Sun, X.; Han, X.; Fan, R. Effect of chromium coated carbon fiber on the thermal and mechanical properties of Cr@Gf/Cr@CF/Al composites. J. Mater. Sci. Mater. Electron. 2019, 30, 7226–7233. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, Y.; Guo, Z.; Liu, S.; Zhang, J.; Jie, J.; Fu, Y.; Li, T. Enhancement of fiber–matrix adhesion in carbon fiber reinforced Al-matrix composites with an optimized electroless plating process. Compos. Part A Appl. Sci. Manuf. 2021, 142, 106258. [Google Scholar] [CrossRef]
- Tang, Y.; Liu, L.; Li, W.; Shen, B.; Hu, W. Interface characteristics and mechanical properties of short carbon fibers/Al composites with different coatings. Appl. Surf. Sci. 2009, 255, 4393–4400. [Google Scholar] [CrossRef]
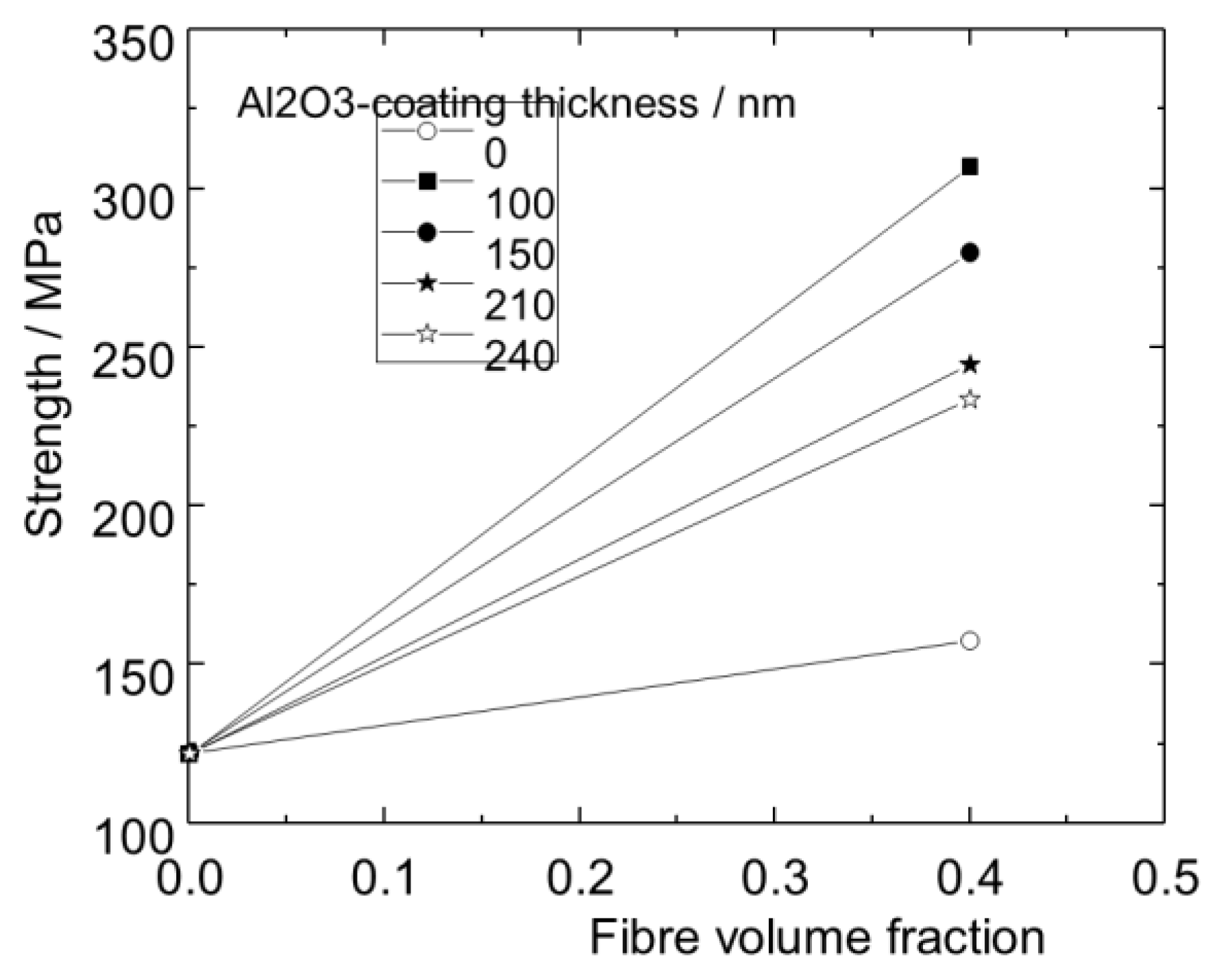
- Zhu, C.; Su, Y.; Zhang, D.; Ouyang, Q. Effect of Al2O3 coating thickness on microstructural characterization and mechanical properties of continuous carbon fiber reinforced aluminium matrix composites. Mater. Sci. Eng. A 2020, 793, 139839. [Google Scholar] [CrossRef]
- Soloviev, P.V.; Gallyamova, R.F.; Gomzin, A.I. The influence of barrier coating parameters on the strength of metal matrix composites. Lett. Mater. 2019, 9, 360–365. [Google Scholar] [CrossRef]
- Abidin, A.Z.; Kozera, R.; Höhn, M.; Endler, I.; Knaut, M.; Boczkowska, A.; Czulak, A.; Malczyk, P.; Sobczak, N.; Michaelis, A. Preparation and characterization of CVD-TiN-coated carbon fibers for applications in metal matrix composites. Thin Solid Film. 2015, 589, 479–486. [Google Scholar] [CrossRef]
- Baumli, P.; Sychev, J.; Budai, I.; Szabo, J.T.; Kaptay, G. Fabrication of carbon fiber reinforced aluminium matrix composites via a titanium-ion containing flux. Compos. Part A Appl. Sci. Manuf. 2013, 44, 47–50. [Google Scholar] [CrossRef]
- Meng, X.; Choi, Y.; Matsug, K.; Hu, W.; Liu, W. Development of short carbon fiber reinforced aluminium matrix composites by low pressure infiltration process. IOP Conf. Ser. Mater. Sci. Eng. 2019, 547, 012024. [Google Scholar] [CrossRef]
- Silber, M.; Wenzelburger, M.; Gadow, R. New manufacturing process for thermally sprayed prepregs with local UD fiber reinforcement for semi-solid forming of light metal MMC. Int. J. Mater. Form. 2009, 2, 745–748. [Google Scholar] [CrossRef]
- Xiong, J.-T.; Zhang, H.; Peng, Y.; Li, J.-L.; Zhang, F.-S. Fabrication and characterization of plasma-sprayed carbon-fiber-reinforced aluminium composites. J. Therm. Spray Technol. 2018, 27, 727–735. [Google Scholar] [CrossRef]
- Pippel, E.; Woltersdorf, J.; Doktor, M.; Blucher, J.; Degischer, H.P. Interlayer structure of carbon fibre reinforced aluminium wires. J. Mater. Sci. 2000, 35, 2279–2289. [Google Scholar] [CrossRef]
- Cheng, H.M.; Lin, Z.H.; Zhou, B.L.; Zhen, Z.G.; Kobayashi, K.; Uchiyama, Y. Preparation of carbon fibre reinforced aluminium via ultrasonic liquid infiltration technique. Mater. Sci. Technol. 1993, 9, 609–614. [Google Scholar] [CrossRef]
- Deming, Y.; Xinfang, Y.; Jin, P. Continuous yarn fibre-reinforced aluminium composites prepared by the ultrasonic liquid infiltration method. J. Mater. Sci. Lett. 1993, 12, 252–253. [Google Scholar] [CrossRef]
- Matsunaga, T.; Ogata, K.; Hatayama, T.; Shinozaki, K.; Yoshida, M. Effect of acoustic cavitation on ease of infiltration of molten aluminium alloys into carbon fiber bundles using ultrasonic infiltration method. Compos. Part A 2007, 38, 771–778. [Google Scholar] [CrossRef]
- Matsunaga, T.; Matsuda, K.; Hatayama, T.; Shinozaki, K.; Yoshida, M. Fabrication of continuous carbon fiber-reinforced aluminium–magnesium alloy composite wires using ultrasonic infiltration method. Compos. Part A 2007, 38, 1902–1911. [Google Scholar] [CrossRef]
- Galyshev, S.; Gomzin, A.; Gallyamova, R.; Khodos, I.; Musin, F. On the liquid-phase technology of carbon fiber/aluminium matrix composites. Int. J. Min. Met. Mater. 2019, 26, 1578–1584. [Google Scholar] [CrossRef]
- Galyshev, S.; Orlov, V.; Atanov, B.; Kolyvanov, E.; Averichev, O.; Akopdzhanyan, T. The effect of tin content on the strength of a carbon fiber/Al-Sn-matrix compositewire. Metals 2021, 11, 2057. [Google Scholar] [CrossRef]
- Zhou, Y.; Xia, Y. Experimental study of the rate-sensitivity of unidirectional-fiber reinforced metal–matrix composite wires and the establishment of a dynamic constitutive equation. Compos. Sci. Technol. 2001, 61, 2025–2031. [Google Scholar] [CrossRef]
- Chen, X.-Q.; Hu, G.-X. The effect of matrix alloying on the tensile strength of carbon-fibre-reinforced aluminium composites. Mater. Sci. Eng. 1986, 84, 171–176. [Google Scholar]
- Ma, Y.Q. Effect of the aluminum matrix on tensile properties of carbon fiber/Al composites prepared by liquid extrusion infiltration. Strength Mater. 2020, 52, 607–612. [Google Scholar] [CrossRef]
- Miracle, D.B. Metal matrix composites—From science to technological significance. Compos. Sci. Technol. 2005, 65, 2526–2540. [Google Scholar] [CrossRef]
- Mileiko, S.T.; Rudnev, A.M.; Gelachov, M.V. Low cost PM route for titanium matrix carbon fibre composites. Powder Metall. 1996, 39, 97–99. [Google Scholar]
- Lv, S.; Li, J.S.; Li, S.F.; Kang, N.; Chen, B. Effects of heat treatment on interfacial characteristics and mechanical properties of titanium matrix composites reinforced with discontinuous carbon fibers. J. Alloy Compd. 2021, 877, 160313. [Google Scholar] [CrossRef]
- Even, C.; Arvieu, C.; Quenisset, J.M. Powder route processing of carbon fibres reinforced titanium matrix composites. Compos. Sci. Technol. 2008, 68, 1273–1281. [Google Scholar] [CrossRef][Green Version]
- Mileiko, S.T.; Rudnev, A.M.; Gelachov, M.V. Carbon-fibre/titanium-silicide-interphase/titanium-matrix composites—Fabrication, structure and mechanical properties. Compos. Sci. Technol. 1995, 55, 255–260. [Google Scholar] [CrossRef]
- Mileiko, S.T.; Kolchin, A.A.; Galyshev, S.N.; Nikonovich MYu Kedrov, V.; Krivtsov, D.I.; Rudnev, F.M. Method of Producing Composite Materials Based on Carbon Fiber and Metal. Russian Patent RU 2,731,699, 4 February 2020. [Google Scholar]
- Mileiko, S.T.; Kolchin, A.A.; Galyshev, S.N.; Prokopenko, V.M.; Nikonovich, M.Y.; Myktybekov, B. New metal matrix composites in Institute of Solid State Physics of RAS. Compos. Nanostuctures 2020, 12, 88–100. (In Russian) [Google Scholar]
- Mileiko, S.T.; Kolchin, A.A.; Krivtsov, D.I.; Galyshev, S.N.; Prokopenko, N.A.; Shakhlevich, O.F.; Petrova, O.V. Carbon-fibre/titanium-matrix composites of a hierarchical microstructure. Compos. Part A Appl. Sci. Manuf. 2022, 155, 106817. [Google Scholar] [CrossRef]
- Sarian, S. Elevated temperature stability of carbon-fibre, nickel-matrix composites: Morphological and mechanical property degradation. J. Mater. Sci. 1973, 8, 251–260. [Google Scholar] [CrossRef]
- Dudarev, E.E.; Torovec, I.A.; Ovcharenko, V.E.; Bacack, G.P.; Tregubov, V.F. Change in the microstructure and strength of carbon fibres after a high temperature annealing of a composite with nickel alloy matrix. Fiz. Chim. Obrab. Mater. 1978, 6, 108–111. (In Russian) [Google Scholar]
- Warren, R.; Anderson, C.H.; Carlsson, M. High-temperature compatibility of carbon fibres with nickel. J. Mater. Sci. 1978, 13, 178–188. [Google Scholar] [CrossRef]
- Shirvanimoghaddam, K.; Hamim, S.U.; Akbari, M.K.; Fakhrhoseini, S.M.; Khayyam, H.; Pakseresht, A.H.; Ghasali, E.; Zabet, M.; ShahzadMunir, K.; Jia, S.; et al. Carbon fiber reinforced metal matrix composites: Fabrication processes and properties. Compos. Part A Appl. Sci. Manuf. 2017, 92, 70–96. [Google Scholar] [CrossRef]
- Qian, W.; Yu, Z.; Zhang, T. Mechanical properties of carbon fiber reinforced nanocrystalline nickel composite electroforming deposit. Open Chem. 2019, 17, 1466–1472. [Google Scholar] [CrossRef]
- Xu, J.; Zhao, L.; Deng, X.; Yu, H. High temperature simulation of short carbon fiber reinforced nickel base composite. Mater. Des. 2006, 27, 1152–1156. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fibre Trademark | Linear Density | Strength | Young’s Modulus | Filament Diameter | Density | Width of Yarn |
|---|---|---|---|---|---|---|
| Tex | MPa | GPa | μm | g/cm3 | mm | |
| UMT49-12K-EP | 760 | 4900 | 260 | 5.5 | 1.78 | 6 |
| UMT40-3K-EP | 190 | 4000 | 260 | 6.8 | 1.77 | 3.3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mileiko, S. Carbon-Fibre/Metal-Matrix Composites: A Review. J. Compos. Sci. 2022, 6, 297. https://doi.org/10.3390/jcs6100297
Mileiko S. Carbon-Fibre/Metal-Matrix Composites: A Review. Journal of Composites Science. 2022; 6(10):297. https://doi.org/10.3390/jcs6100297
Chicago/Turabian StyleMileiko, Sergei. 2022. "Carbon-Fibre/Metal-Matrix Composites: A Review" Journal of Composites Science 6, no. 10: 297. https://doi.org/10.3390/jcs6100297
APA StyleMileiko, S. (2022). Carbon-Fibre/Metal-Matrix Composites: A Review. Journal of Composites Science, 6(10), 297. https://doi.org/10.3390/jcs6100297