
Improving the Combustion Properties of Corncob Biomass via Torrefaction for Solid Fuel Applications

 ,
,  ,
, 
Abstract
:1. Introduction
2. Methodology
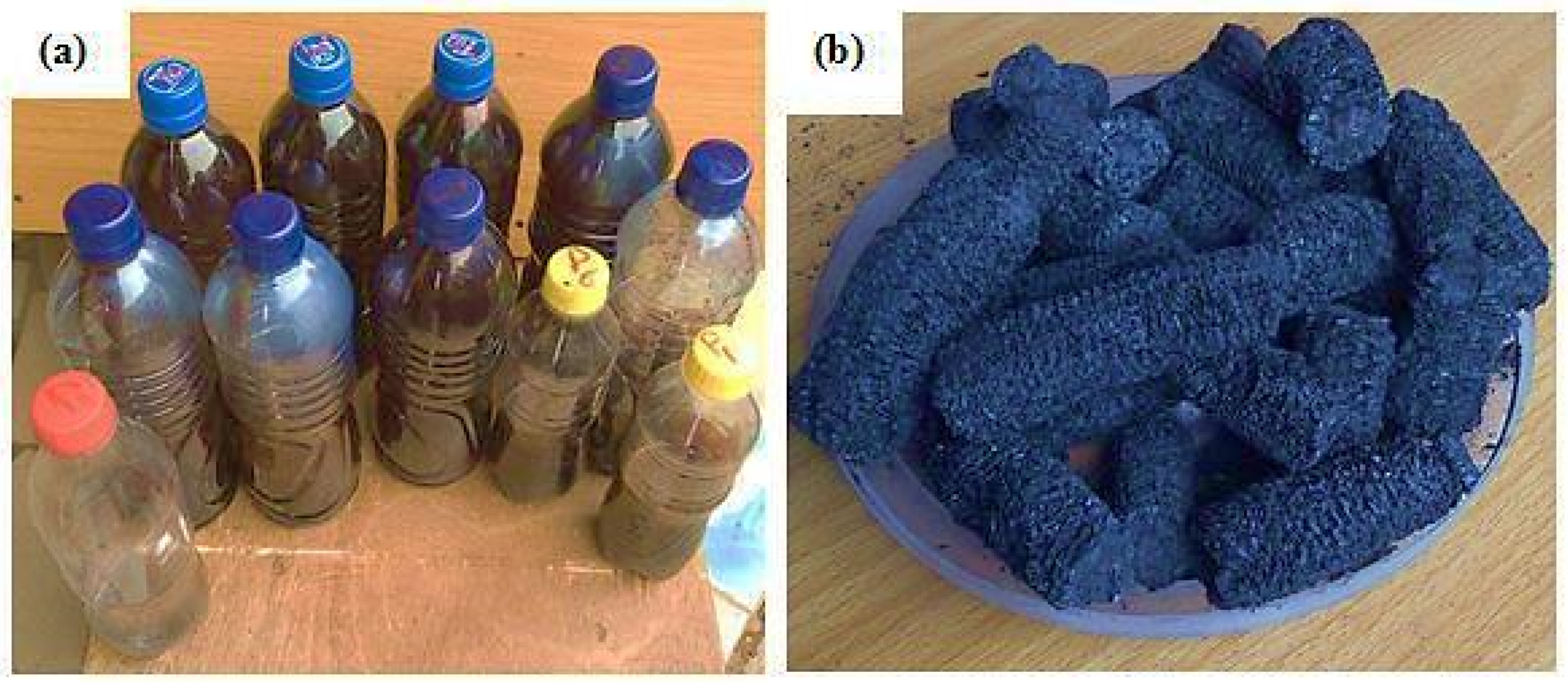
2.1. Material Preparation
2.2. Methods
2.2.1. Thermogravimetric Analysis (TGA)
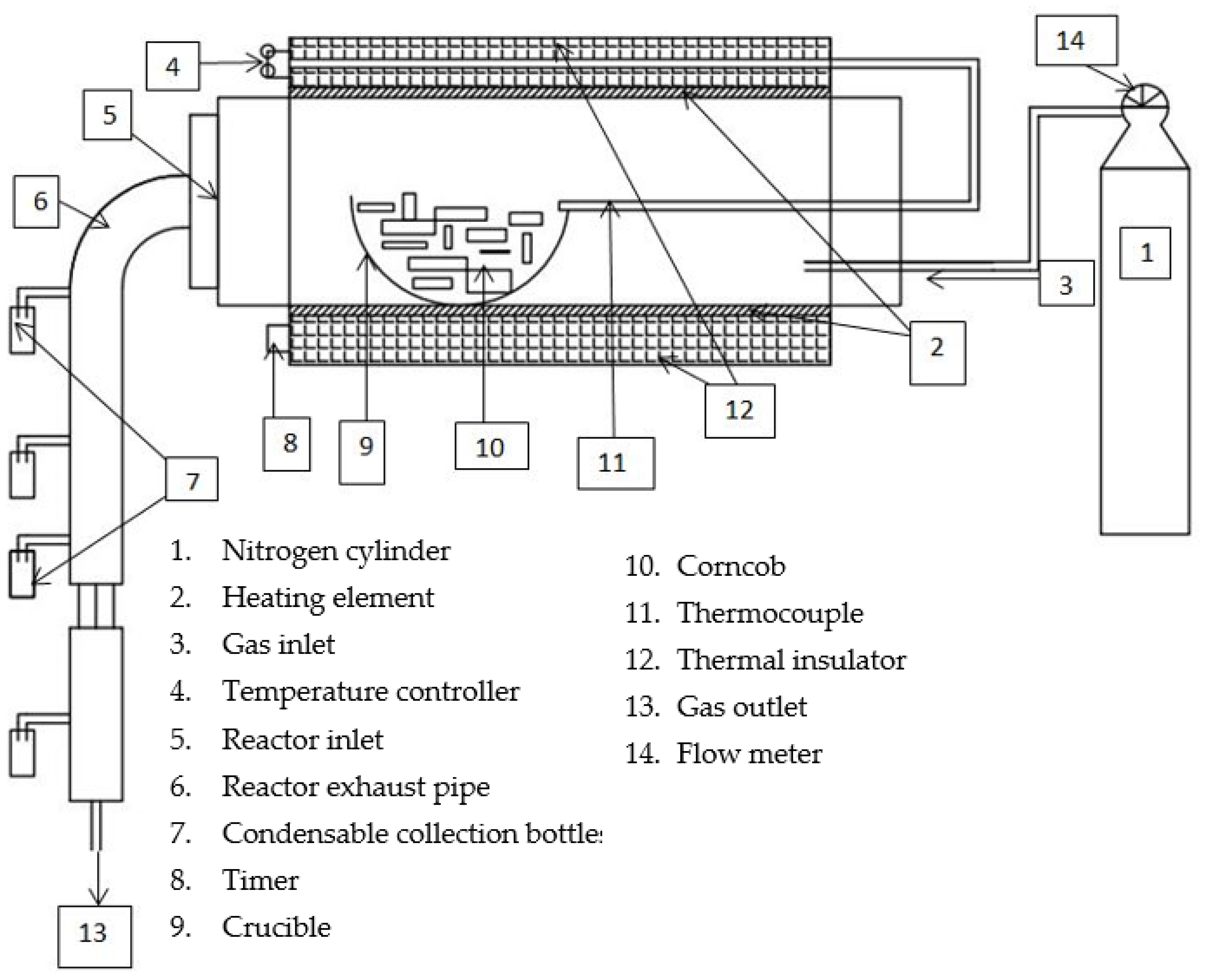
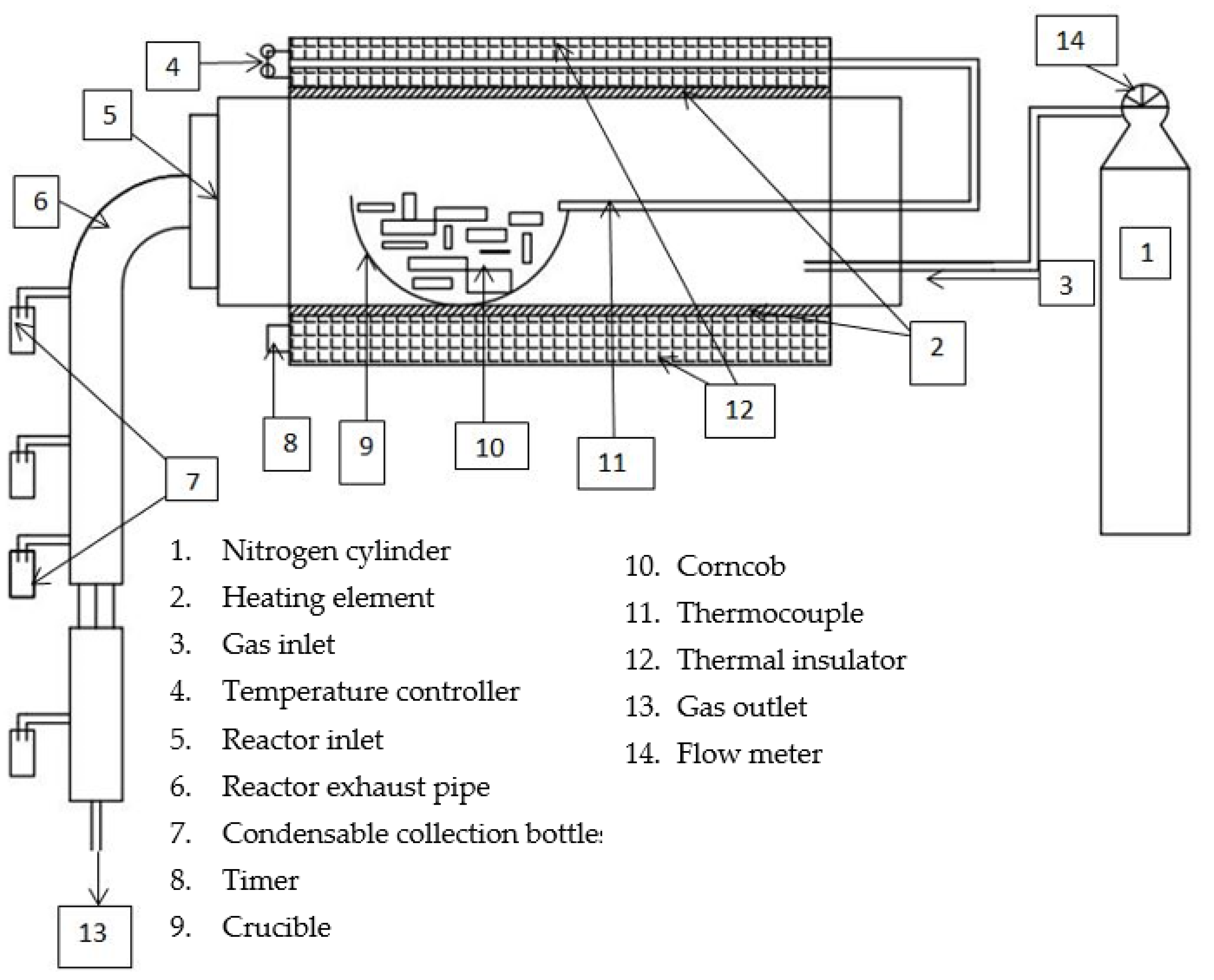
2.2.2. Torrefaction Experiment
2.2.3. Characterization of the Torrefied and Raw Corncob
3. Results and Discussion
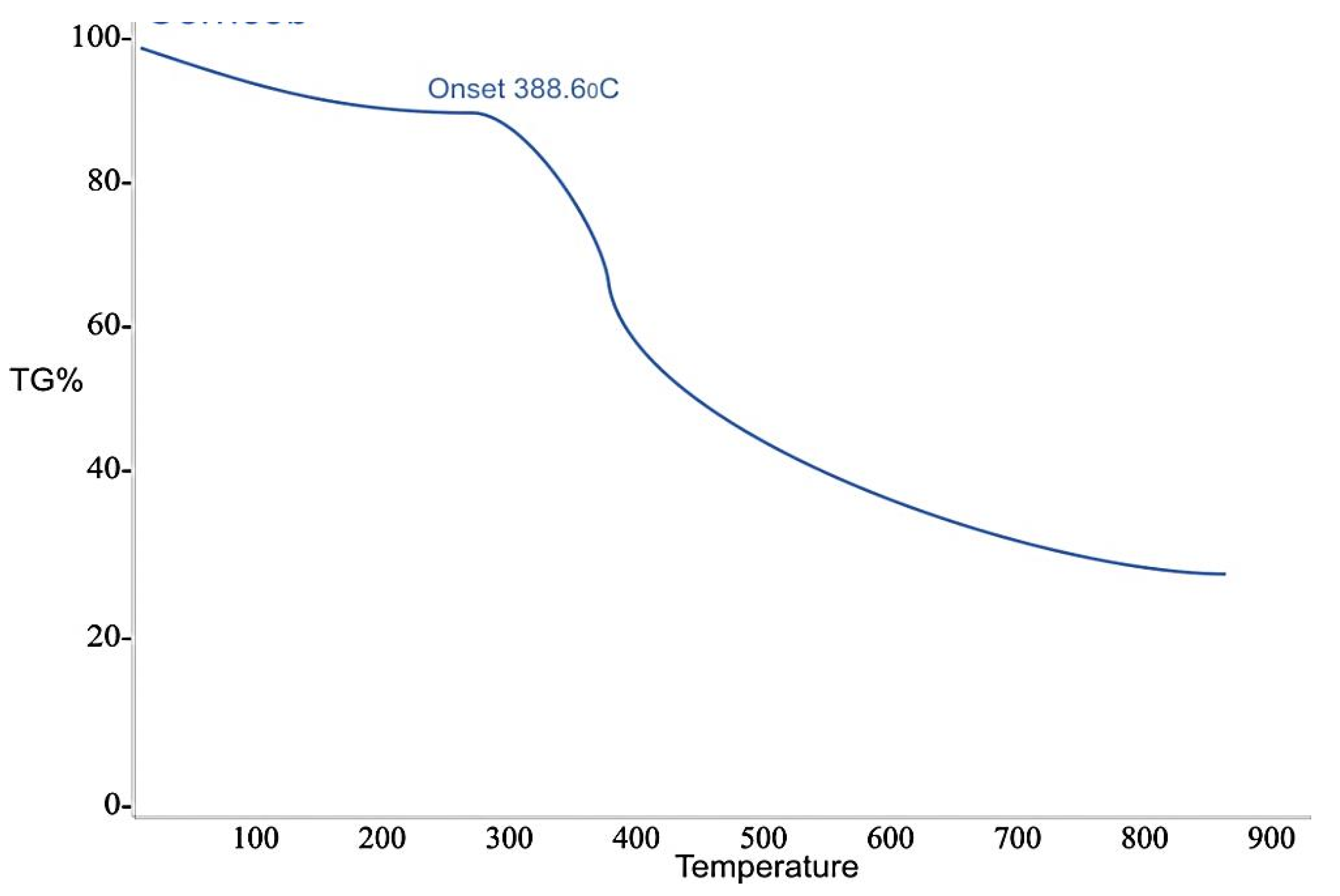
3.1. Thermogravimetric Analysis
3.2. Proximate and Ultimate Analyses
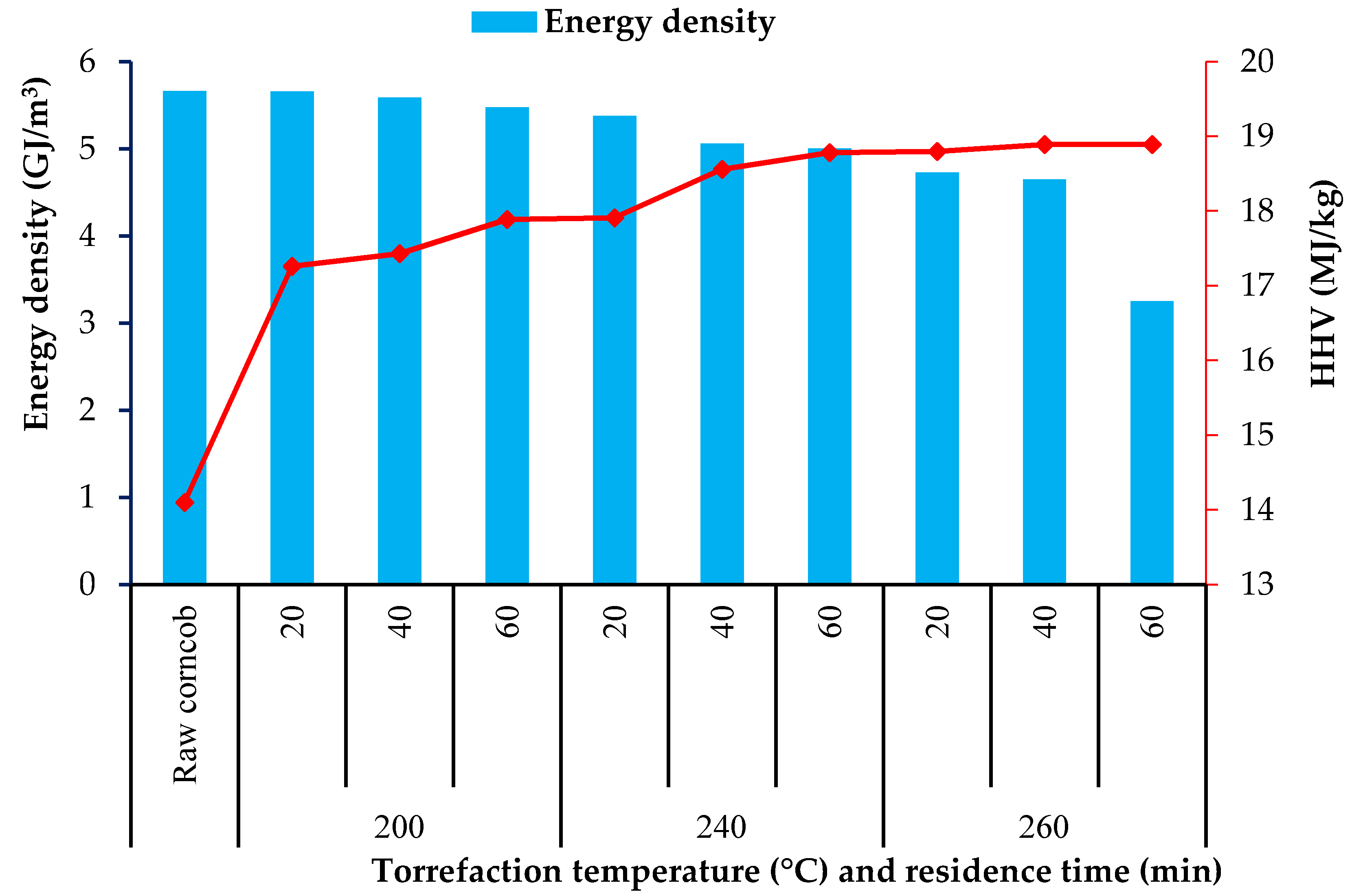
3.3. Energy Density and HHV
3.4. Fuel Ratio and Degree of Torrefaction
3.5. Torrefaction Product Yield
3.6. Enhancement Factor and Energy Yield
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Shahzad, U. Global Warming: Causes, Effects and Solutions. Durreesamin J. 2015, 1, 1–8. [Google Scholar]
- Yusuf, S.; Faiz, M.; Abd, L.; Muhaimin, A. Evaluation of hybrid briquettes from corncob and oil palm trunk bark in a domestic cooking application for rural communities in Nigeria. J. Clean. Prod. 2021, 284, 1–10. [Google Scholar]
- UN Take Action for the Sustainable Development Goals. Available online: https://www.un.org/sustainabledevelopment/sustainable-development-goals/ (accessed on 1 August 2021).
- Chen, X.; Zhang, H.; Song, Y.; Xiao, R. Prediction of product distribution and bio-oil heating value of biomass fast pyrolysis. Chem. Eng. Process. Process Intensif. 2018, 130, 36–42. [Google Scholar] [CrossRef]
- Ramirez, J.A.; Rainey, T.J. Comparative techno-economic analysis of biofuel production through gasification, thermal liquefaction and pyrolysis of sugarcane bagasse. J. Clean. Prod. 2019, 229, 513–527. [Google Scholar] [CrossRef]
- Ibitoye, S.E.; Jen, T.; Mahamood, R.M.; Akinlabi, E.T. Generation of Sustainable Energy from Agro-Residues through Thermal Pretreatment for Developing Nations: A Review. Adv. Energy Sustain. Res. 2021, 2100107. [Google Scholar] [CrossRef]
- Asonja, A.; Desnica, E.; Radovanovic, L. Energy efficiency analysis of corn cob used as a fuel. Energy Sources Part B Econ. Plan. Policy 2017, 12, 1–7. [Google Scholar] [CrossRef]
- Rabiu, A.B.; Lasode, O.A.; Popoola, O.T.; Babatunde, O.P.; Ajimotokan, H.A. Densification of Tropical Wood Residues for the Development of Solid Fuels. In Proceedings of the IAFOR International Conference on Sustainability, Energy & the Environment Hawaii 2019, Honolulu, HI, USA, 3–5 January 2019; pp. 1–11. [Google Scholar]
- Ibitoye, S.E. Production and Characterisation of Fuel Briquettes Made from Blend of Corncob and Rice Husk. Master’s Thesis, Department of Mechanical Engineeirng, Faculty of Engineering and Technology, University of Ilorin, Ilorin, Nigeria, 2018. [Google Scholar]
- Adeleke, A.A.; Odusote, J.K.; Lasode, O.A.; Ikubanni, P.P.; Malathi, M.; Paswan, D. Mild pyrolytic treatment of Gmelina arborea for optimum energetic yields. Cogent Eng. Mater. Eng. 2019, 6, 1593073. [Google Scholar] [CrossRef]
- Odusote, J.K.; Adeleke, A.A.; Lasode, O.A.; Malathi, M. Thermal and compositional properties of treated Tectona grandis. Biomass Convers. Biorefin. 2019, 9, 511–519. [Google Scholar] [CrossRef]
- Strandberg, M. From Torrefaction to Gasification Pilot Scale Studies for Upgrading of Biomass. Ph.D. Thesis, Department of Applied Physics and Electronics Umeå University, Umeå, Sweden, 2015; pp. 1–72. [Google Scholar]
- Ajimotokan, H.A.; Ibitoye, S.E.; Odusote, J.K.; Adesoye, O.A.; Omoniyi, P.O. Physico-mechanical Properties of Composite Briquettes from Corncob and Rice. J. Bioresour. Bioprod. 2019, 4, 159–165. [Google Scholar] [CrossRef]
- Sirous, R.; José, F.; António, L. Mixed biomass pelleting potential for Portugal, step forward to circular use of biomass residues. Energy Rep. 2020, 6, 940–945. [Google Scholar] [CrossRef]
- Akbari, M.; Oyedun, A.O.; Kumar, A. Techno-economic assessment of wet and dry torrefaction of biomass feedstock. Energy 2020, 207, 1–17. [Google Scholar] [CrossRef]
- Singh, K.R.; Sarkar, A.; Chakraborty, P.J. Effect of torrefaction on the physicochemical properties of pigeon pea stalk (Cajanus cajan) and estimation of kinetic parameters. Renew. Energy 2019, 138, 805–819. [Google Scholar] [CrossRef]
- Pielsticker, S.; Möller, G.; Gövert, B.; Kreitzberg, T.; Hatzfeld, O.; Yönder, Ö.; Angenent, V.; Hättig, C.; Schmid, R.; Kneer, R. Influence of biomass torrefaction parameters on fast pyrolysis products under flame-equivalent conditions. Biomass Bioenergy 2018, 119, 392–410. [Google Scholar] [CrossRef]
- Kongto, P.; Palamanit, A.; Chaiprapat, S.; Tippayawong, N. Enhancing the fuel properties of rubberwood biomass by moving bed torrefaction process for further applications. Renew. Energy 2021, 170, 703–713. [Google Scholar] [CrossRef]
- Severy, M.A.; Chamberlin, C.E.; Eggink, A.J.; Jacobson, A.E. Demonstration of a Pilot-Scale Plant for Biomass Torrefaction and Briquetting. Appl. Eng. Agric. 2018, 34, 85–98. [Google Scholar] [CrossRef]
- Liu, M.; Zhu, X.; Chen, R.; Liao, Q.; Xia, A.; Huang, Y. Influence of torrefaction, hydrothermal carbonization and degradative solvent extraction pretreatments on moisture absorption and self-ignition characteristics of biomass. Fuel 2020, 282, 1–8. [Google Scholar] [CrossRef]
- Adeleke, A.A.; Odusote, J.K.; Ikubanni, P.P.; Lasode, O.A.; Malathi, M.; Paswan, D. The ignitability, fuel ratio and ash fusion temperatures of torrefied woody biomass. Heliyon 2020, 6, e03582. [Google Scholar] [CrossRef] [PubMed]
- Andini, A.; Bonnet, S.; Rousset, P.; Patumsawad, S.; Pattiya, A. Torrefaction study of Indonesian crop residues subject to open burning. In Proceedings of the 7th International Conference on Sustainable Energy and Environment: Technology & Innovation for Global Energy Revolution, Bangkok, Thailand, 28–30 November 2018; pp. 28–31. [Google Scholar]
- Thengane, S.K.; Kung, K.S.; Gupta, A.; Ateia, M.; Sanchez, D.L.; Mahajani, S.M.; Lim, C.J.; Sokhansanj, S.; Ghoniem, A.F. Oxidative torrefaction for cleaner utilization of biomass for soil amendment. Clean. Eng. Technol. 2020, 1, 100033. [Google Scholar] [CrossRef]
- Manouchehrinejad, M.; Mani, S. Torrefaction after pelletization (TAP): Analysis of torrefied pellet quality and co-products. Biomass Bioenergy 2018, 118, 93–104. [Google Scholar] [CrossRef]
- Ren, T.; Enchen, J.; Yan, S.; Xiwei, X.; Shu, R. The pelletization and combustion properties of terrified Camellia shell via dry and hydrothermal torrefaction: A comparative evaluation. Bioresour. Technol. 2018, 264, 78–89. [Google Scholar] [CrossRef]
- Zheng, A.; Zhao, Z.; Chang, S.; Huang, Z.; Wang, X.; He, F.; Li, H. Effect of torrefaction on structure and fast pyrolysis behavior of corncobs. Bioresour. Technol. 2013, 128, 370–377. [Google Scholar] [CrossRef] [PubMed]
- Zheng, A.; Zhao, Z.; Chang, S.; Huang, Z.; Zhao, K.; Wei, G.; He, F.; Li, H. Comparison of the effect of wet and dry torrefaction on chemical structure and pyrolysis behavior of corncobs. Bioresour. Technol. 2015, 176, 15–22. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Li, S.; Li, K.; Zhu, X. Two-step pyrolysis of corncob for value-added chemicals and high quality bio-oil: Effects of pyrolysis temperature and residence time. Energy Convers. Manag. 2018, 166, 260–267. [Google Scholar] [CrossRef]
- Brigagão, G.V.; Araújo, O.D.Q.F.; de Medeiros, J.L.; Mikulcic, H.; Duic, N. A techno-economic analysis of thermochemical pathways for corncob-to-energy: Fast pyrolysis to bio-oil, gasification to methanol and combustion to electricity. Fuel Process. Technol. 2019, 193, 102–113. [Google Scholar] [CrossRef]
- Tian, X.; Dai, L.; Wang, Y.; Zeng, Z.; Zhang, S.; Jiang, L.; Yang, X.; Yue, L.; Liu, Y.; Ruan, R. Influence of torrefaction pretreatment on corncobs: A study on fundamental characteristics, thermal behavior, and kinetic. Bioresour. Technol. 2020, 297, 122490. [Google Scholar] [CrossRef]
- Lu, J.J.; Chen, W.H. Product yields and characteristics of corncob waste under various torrefaction atmospheres. Energies 2014, 7, 13–27. [Google Scholar] [CrossRef] [Green Version]
- Anukam, A.I.; Goso, B.P.; Okoh, O.O.; Mamphweli, S.N. Studies on Characterization of Corn Cob for Application in a Gasification Process for Energy Production. J. Chem. 2017, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Klaas, M.; Greenhalf, C.; Ouadi, M.; Jahangiri, H.; Hornung, A.; Briens, C.; Berruti, F. The effect of torrefaction pre-treatment on the pyrolysis of corn cobs. Results Eng. 2020, 7, 100165. [Google Scholar] [CrossRef]
- Shariff, A.; Syairah, N.; Aziz, M.; Ismail, N.I.; Abdullah, N. Corn Cob as a Potential Feedstock for Slow Pyrolysis of Biomass. J. Phys. Sci. 2016, 27, 123–137. [Google Scholar] [CrossRef]
- Garba, M.U.; Gambo, S.U.; Musa, U.; Tauheed, K.; Alhassan, M.; Adeniyi, O.D.; Gambo, S.U.; Musa, U.; Tauheed, K.; Alhassan, M.; et al. Impact of torrefaction on fuel property of tropical biomass feedstocks. Biofuels 2018, 9, 369–377. [Google Scholar] [CrossRef]
- Eseyin, E.; Ekpenyong, I. Catalytic Fast Pyrolysis of Nigerian Corn Cobs for Bio-Oil Production. Int. J. Sci. Technol. 2015, 4, 498–506. [Google Scholar]
- Ogunjobi, J.K.; Lajide, L. Characterisation of Bio-Oil and Bio-Char from Slow-Pyrolysed Nigerian Yellow and White Corn Cobs. J. Sustain. Energy Environ. 2013, 4, 77–84. [Google Scholar]
- Chen, W.H.; Cheng, W.Y.; Lu, K.M.; Huang, Y.P. An evaluation on improvement of pulverized biomass property for solid fuel through torrefaction. Appl. Energy 2011, 88, 3636–3644. [Google Scholar] [CrossRef]
- ASTM. ASTM D5865-04 Standard Test Method for Gross Calorific Value of Coal and Coke; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- ASTM. ASTM D3172-07 Standard Test Methods of Fixed Carbon in Biomass; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- ASTM. ASTM E871-82 Standard Test Method for Moisture Analysis of Particulate Wood Fuels; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- ASTM. ASTM D3175-11 Standard Test Method of Volatile Matter in Biomass; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- ASTM. ASTM E1755-01 Standard Test Method for Ash in Biomass; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- ASTM. ASTM D5373-16 Standard Test Methods for Determination of Carbon, Hydrogen and Nitrogen in Analysis Samples of Coal and Carbon in Analysis Samples of Coal and Coke; ASTM International: West Conshohocken, PA, USA, 2004. [Google Scholar]
- Chen, W.-H.; Huang, M.-Y.; Chang, J.-S.; Chen, C.-Y.; Lee, W.-J. An energy analysis of torrefaction for upgrading microalga residue as a solid fuel. Bioresour. Technol. 2015, 185, 285–293. [Google Scholar] [CrossRef] [PubMed]
- Prins, M.J.; Plasinki, K.J.; Jassen, F.J.J.G. Torrefaction of wood. Part 1. Weight loss kinetics. J. Anal. Appl. Pyrolysis 2006, 77, 28–34. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameters | Ultimate Analysis (%) | Proximate Analysis (%) | Atomic Ratio | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Temperature (°C) | Time (min) | C | S | O | N | H | MC | AC | VM | FC | H/C | O/C |
| 200 | 20 | 44.43 | 0.05 | 38.89 | 0.13 | 5.59 | 1.56 | 3.10 | 60.34 | 35.09 | 0.13 | 0.88 |
| 40 | 45.21 | 0.05 | 38.66 | 0.11 | 5.55 | 1.4 | 3.32 | 59.45 | 35.83 | 0.12 | 0.86 | |
| 60 | 45.22 | 0.04 | 37.90 | 0.15 | 5.53 | 1.34 | 4.23 | 58.43 | 36.00 | 0.12 | 0.84 | |
| 240 | 20 | 54.10 | 0.03 | 33.32 | 0.21 | 5.56 | 1.12 | 4.55 | 56.78 | 37.55 | 0.10 | 0.62 |
| 40 | 56.23 | 0.03 | 33.11 | 0.22 | 5.44 | 0.98 | 4.66 | 50.32 | 39.07 | 0.10 | 0.59 | |
| 60 | 62.44 | 0.02 | 26.71 | 0.23 | 5.32 | 0.87 | 5.23 | 47.10 | 41.52 | 0.09 | 0.43 | |
| 260 | 20 | 65.54 | 0.02 | 24.64 | 0.26 | 4.12 | 0.75 | 5.45 | 45.01 | 44.37 | 0.08 | 0.38 |
| 40 | 67.71 | 0.02 | 22.21 | 0.27 | 4.11 | 0.69 | 5.78 | 40.23 | 49.42 | 0.08 | 0.33 | |
| 60 | 67.15 | 0.02 | 22.11 | 0.27 | 4.10 | 0.56 | 5.80 | 38.41 | 49.56 | 0.08 | 0.33 | |
| Raw corncob | 41.24 | 1.56 | 35.87 | 0.12 | 6.10 | 8.7 | 10.12 | 71.12 | 10.60 | 0.15 | 0.87 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ibitoye, S.E.; Jen, T.-C.; Mahamood, R.M.; Akinlabi, E.T. Improving the Combustion Properties of Corncob Biomass via Torrefaction for Solid Fuel Applications. J. Compos. Sci. 2021, 5, 260. https://doi.org/10.3390/jcs5100260
Ibitoye SE, Jen T-C, Mahamood RM, Akinlabi ET. Improving the Combustion Properties of Corncob Biomass via Torrefaction for Solid Fuel Applications. Journal of Composites Science. 2021; 5(10):260. https://doi.org/10.3390/jcs5100260
Chicago/Turabian StyleIbitoye, Segun Emmanuel, Tien-Chien Jen, Rasheedat Modupe Mahamood, and Esther Titilayo Akinlabi. 2021. "Improving the Combustion Properties of Corncob Biomass via Torrefaction for Solid Fuel Applications" Journal of Composites Science 5, no. 10: 260. https://doi.org/10.3390/jcs5100260
APA StyleIbitoye, S. E., Jen, T.-C., Mahamood, R. M., & Akinlabi, E. T. (2021). Improving the Combustion Properties of Corncob Biomass via Torrefaction for Solid Fuel Applications. Journal of Composites Science, 5(10), 260. https://doi.org/10.3390/jcs5100260