1. Introduction
Recently, in order to cope with environmental issues such as CO
2 emissions reduction, replacing various structural materials like heavy metals such as iron (Fe) materials, comprising the major parts in automobiles, buildings, bridges, etc., with light metals such as aluminum (Al), magnesium (Mg), and titanium (Ti) has been highly desirable. However, the weight reduction of structural materials by light metals often leads to a decrease in strength, which causes problems related to safety and sustainability [
1,
2].
Carbon nanotubes (CNTs) have received broad scientific and industrial attention in the past decades due to their excellent physical and chemical properties such as high elastic modulus, high strength, high thermal conductivity, low density, and so on. CNTs are tube-like materials with a diameter of a nanometer scale, which is made up of carbon. Depending on the number of carbon layers, CNTs can be classified into two categories: single-walled carbon nanotubes (SWCNTs) and multi-walled carbon nanotubes (MWCNTs). Due to these interesting properties, CNTs can play a significant role in the fields of nanotechnology, electronics, optics, and materials science [
2,
3,
4]. CNTs have been regarded as a powerful candidate for the reinforcement of metal matrix composites (MMCs) [
5,
6].
Attempts to develop CNT
/Al matrix composites with enhanced strength are highly attractive, as they can be suitable structural materials in aerospace and automobile industries. However, at present, there are very few practical examples due to the difficulty in obtaining uniform dispersion and wetting of CNTs with the matrix. Most bulk CNT/Al composites exhibit poorer mechanical properties than expected. Many efforts have been made to prepare such CNT
/metal composites with homogeneous distribution as well as high volume fraction of CNT simultaneously. Namely, the processing difficulty is represented by the uniform dispersion of the reinforcements into the matrix without damaging the nanotubes. To achieve this issue, chemical and mechanical treatments have mainly been conducted [
5,
6,
7].
CNTs can be subject to some surface treatment to improve dispersion and wetting, which is a kind of chemical treatment. It has been reported that there is a possibility that properties of CNT may be impaired by surface treatments. The processing difficulty is represented by the uniform dispersion of the reinforcements into the matrix without damaging the nanotubes [
8]. It was also proposed that in order not to reduce the advantage in the properties of CNT, dimethylacetamide as a solvent and potassium carbonate, which is an inorganic salt, acting as a dispersing agent, were used for dispersion under sonication treatments [
9].
Mechanical treatments also contribute to improving the dispersibility of CNTs in MMCs. Uniform dispersion of CNT can be improved by plastic deformation after powder metallurgical processing. The post-processing could improve the interfacial bonding through the elimination of the residual pores and voids, enhancement of metal–CNT interfacial bonding, breakage of CNT clusters, and strengthening the alignment of CNTs [
10]. It is considered that porosity in the composites can degrade mechanical properties, so it is effective to strengthen the interfacial bonding and enhance the densification by post-processing. Some researchers [
11,
12,
13] have reported that hot extrusion and equal channel angular pressing (ECAP) were useful post-sintering processes to enhance the bonding strength between Al powders and improve dispersibility of the CNTs in Al matrix. Hot rolling can also be a candidate for this purpose to obtain flat or plate-shape samples [
10].
In this study, high-performance lightweight CNT/Al-based composites were fabricated by combining powder metallurgy and repeated hot-rolling techniques. Dimethylacetamide as a solvent and potassium carbonate, which is an inorganic salt, as a dispersing agent can be used to reduce agglomeration of CNTs to bring out the inherent ability of CNTs in the composites. Microstructures and mechanical properties were investigated through scanning electron microscope (SEM) observations, micro Vickers hardness, and tensile tests to be related to the fabrication processes.
2. Experiments
2.1. Fabrication
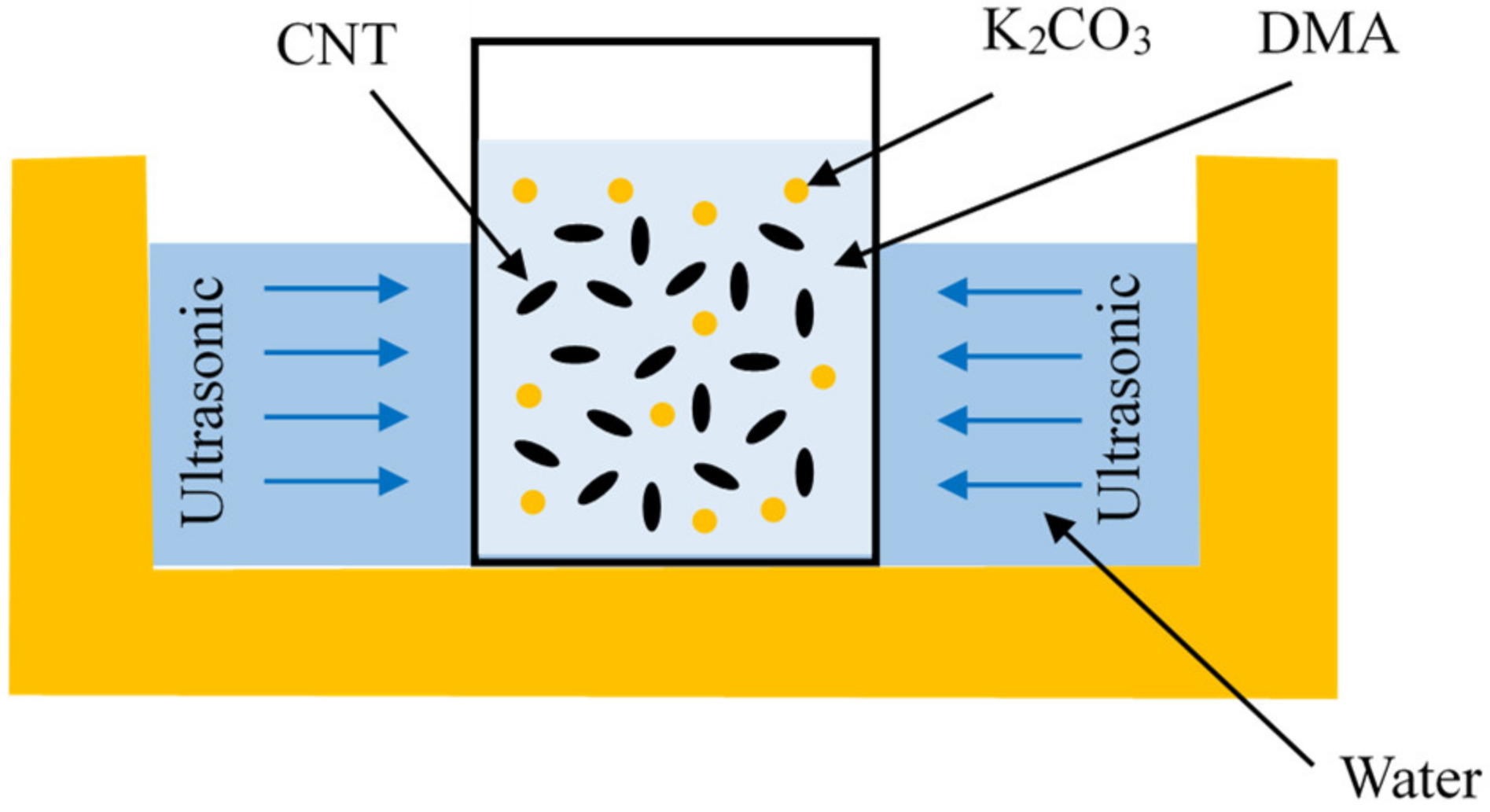
Al powder with a particle size of 30 μm and purity of 99.8% (supplied by Nilaco Co. Ltd., Nilaco Bldg., 1-20-6 Ginza, Chuo-ku, Tokyo 104-0061, Japan) and MWCNTs with a diameter of 10–15 nm and an aspect ratio of 1000 (supplied by CNano Technology Co. Ltd. through Marubeni Information Systems (MSYS) Co. Ltd., Shinjuku Garden Tower, 3-8-2, Okubo, Shinjuku-ku, Tokyo 169-0072, Japan) were mixed. Potassium carbonate was used as the dispersant, and dimethylacetamide was used as the solvent. The CNT powder and potassium carbonate were put together into dimethylacetamide, followed by sonication using ultrasonic equipment.
Figure 1 shows a schematic illustration of the CNT dispersion process. The mixture was filtered using filter paper, and the CNT powder was taken out. A mixed powder was prepared from the CNT powder and Al powder, poured into a mold, and dried using a heat gun. After that, compression molding was performed at 150 kPa using a press machine. Then, it was sintered at 500 °C for 2 h in an electric furnace.
2.2. Hot Rolling
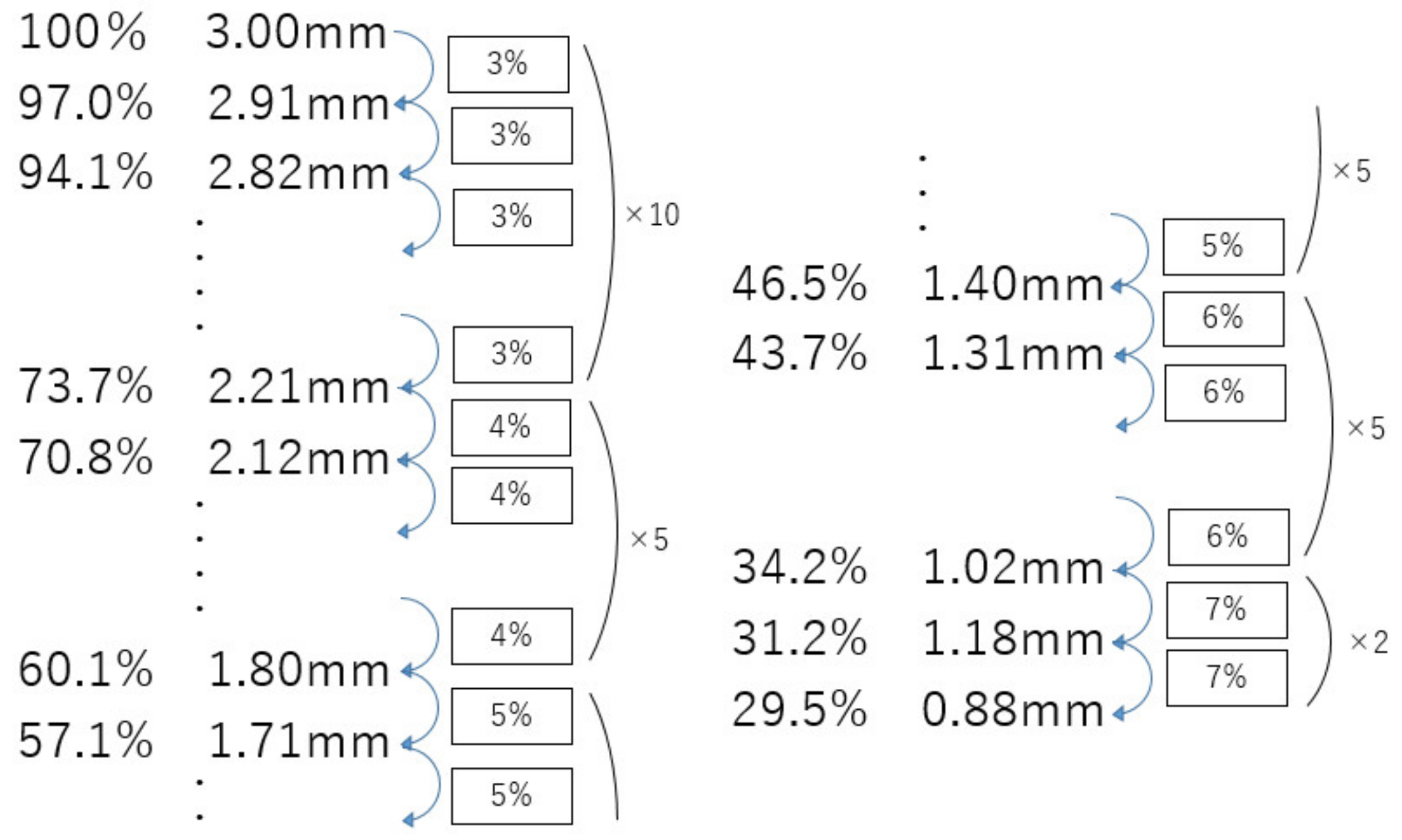
The sintered pieces were heated in an electric furnace at 400 °C for 15 min, and repeated hot rolling was performed with a reduction ratio of 3% for one rolling at the beginning. After rolling ten times, the reduction ratio was changed from 4 to 5% for one rolling. Then, the rolling was repeatedly conducted to a total reduction ratio of 30%.
Figure 2 shows the repeated processes of hot rolling.
2.3. Characterization
After preparation of the composite materials, evaluation of the dispersibility of CNTs in the composites, Vickers hardness test, three-point bending test, and tensile test were carried out. Cross-sectional observation of the CNT/Al composites carried out with a scanning electron microscope (SEM, SU8020, Hitachi High-Tech Co. Ltd., Toranomon Hills Business Tower, 1-17-1 Toranomon, Minato-ku, Tokyo 105-6409, Japan) and energy dispersive x-ray spectrometry (EDX). For Vickers hardness test, the cross section of the test piece was polished, and the Vickers hardness test (at five points) was performed. For three-point bending tests, the test pieces were prepared by cutting the outside edges from rolled samples. Displacement rate was 1.0 mm/min. The support span was 25 mm. For tensile tests, Instron-type tensile equipment was used, and the strain rate was set at 5.6 × 10−6/s. Elastic modulus, tensile strength, maximum strain could be estimated and anisotropy also examined.
3. Results
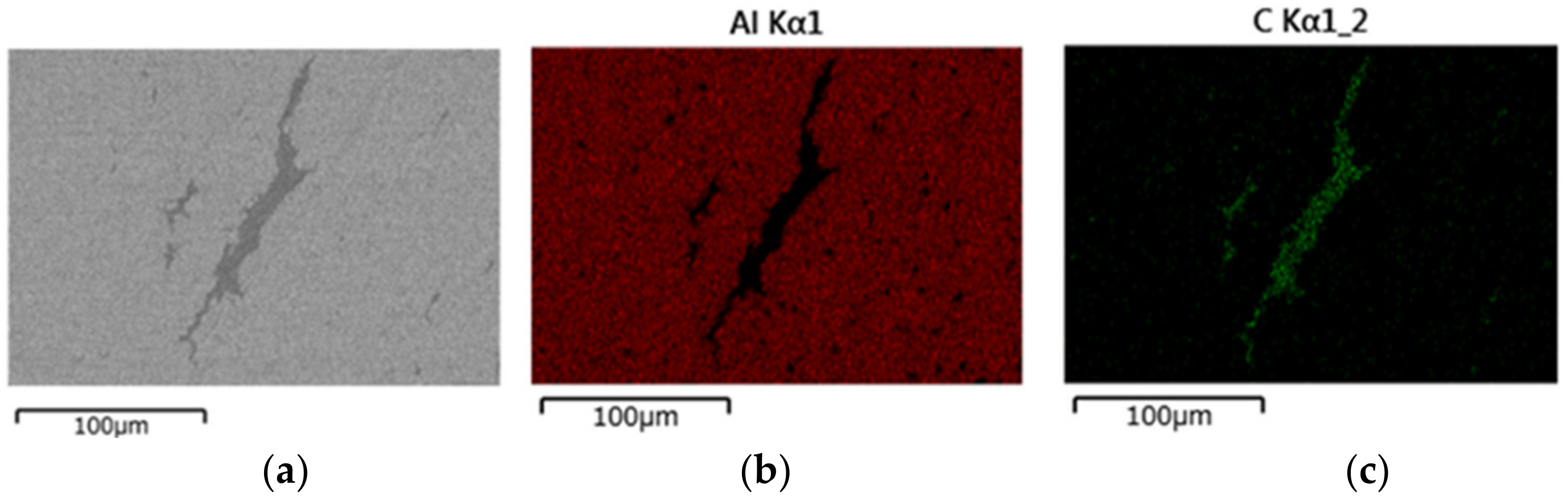
The SEM backscattered electron image and EDX mapping results for the cross section of 1.0 mass.%. CNT/Al composites with an ultrasonic treatment of 1 h are shown in
Figure 3. Cylinder-like aggregation of CNT can be seen with the length of more than 100 μm.
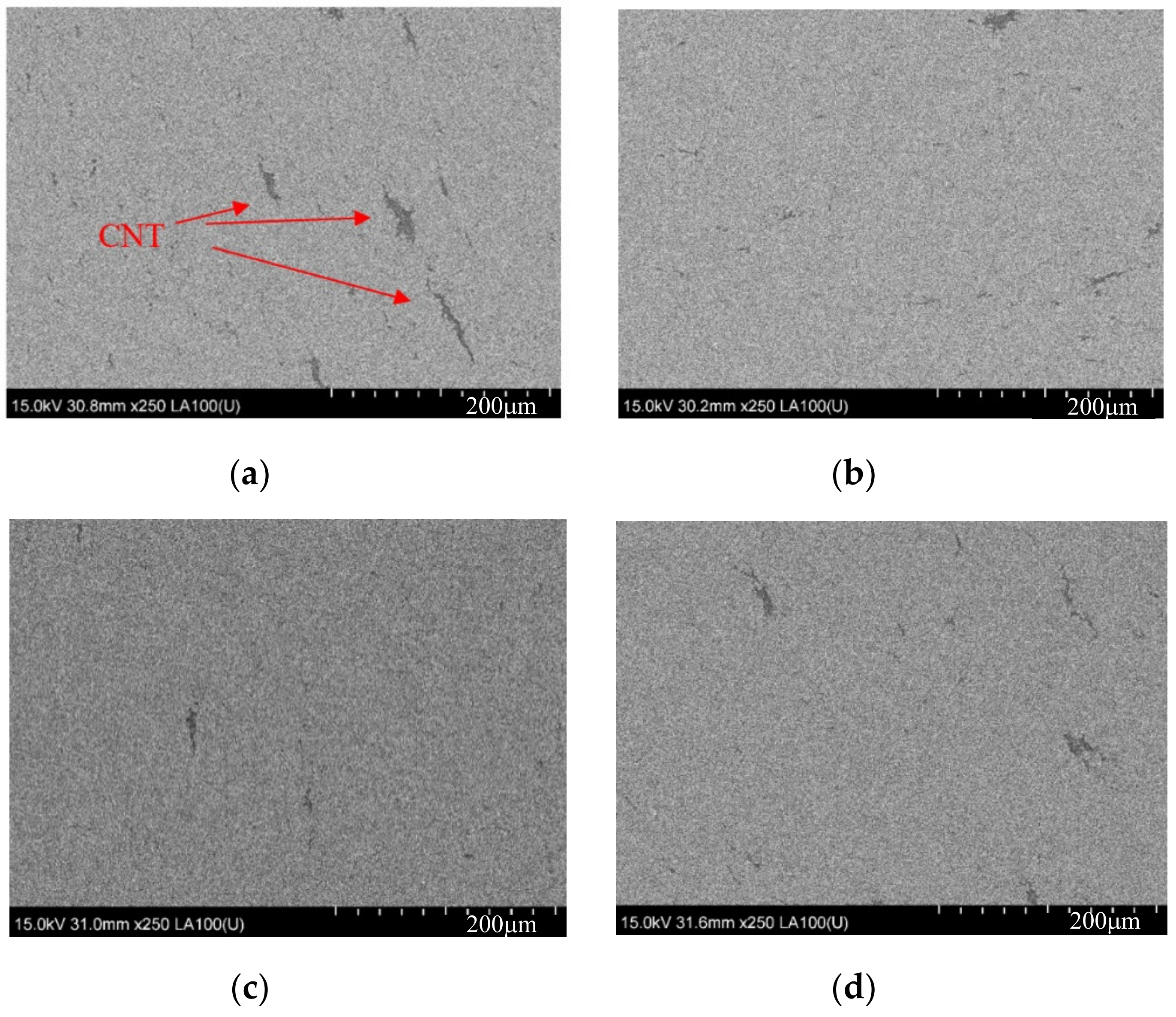
Figure 4 shows the cross-sectional SEM images for the CNT/Al composites, which covered CNT contents of 0.5, 1.0, and 2.0 mass.%. and ultrasonic treatment time of 1, 3, and 5 h.
It can be seen that the CNTs were relatively uniformly dispersed, even though some aggregations of CNT could be observed.
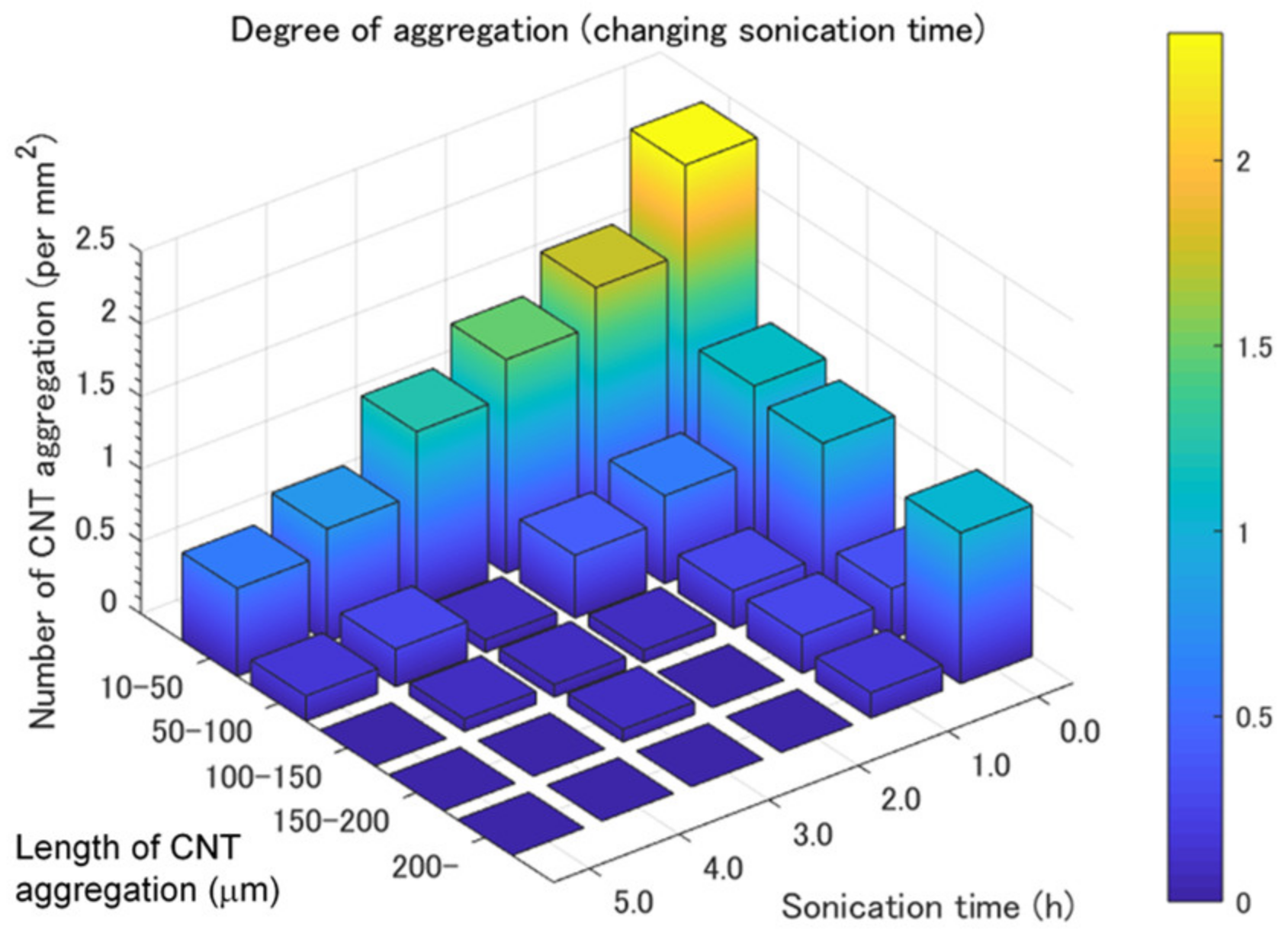
Next, we focused on estimating the CNT dispersion states. CNT dispersion states are represented by the combination of the length and number of CNT aggregations. Length and number of CNT aggregations were measured in the cross-section area of 1 mm
2.
Figure 5 shows the influence of sonication time on CNT dispersion states for 1.0 mass.% CNT composites. It can be seen in
Figure 5 that with increasing sonication time, the number of CNT aggregation decreased, in particular, long CNT aggregation significantly decreased.
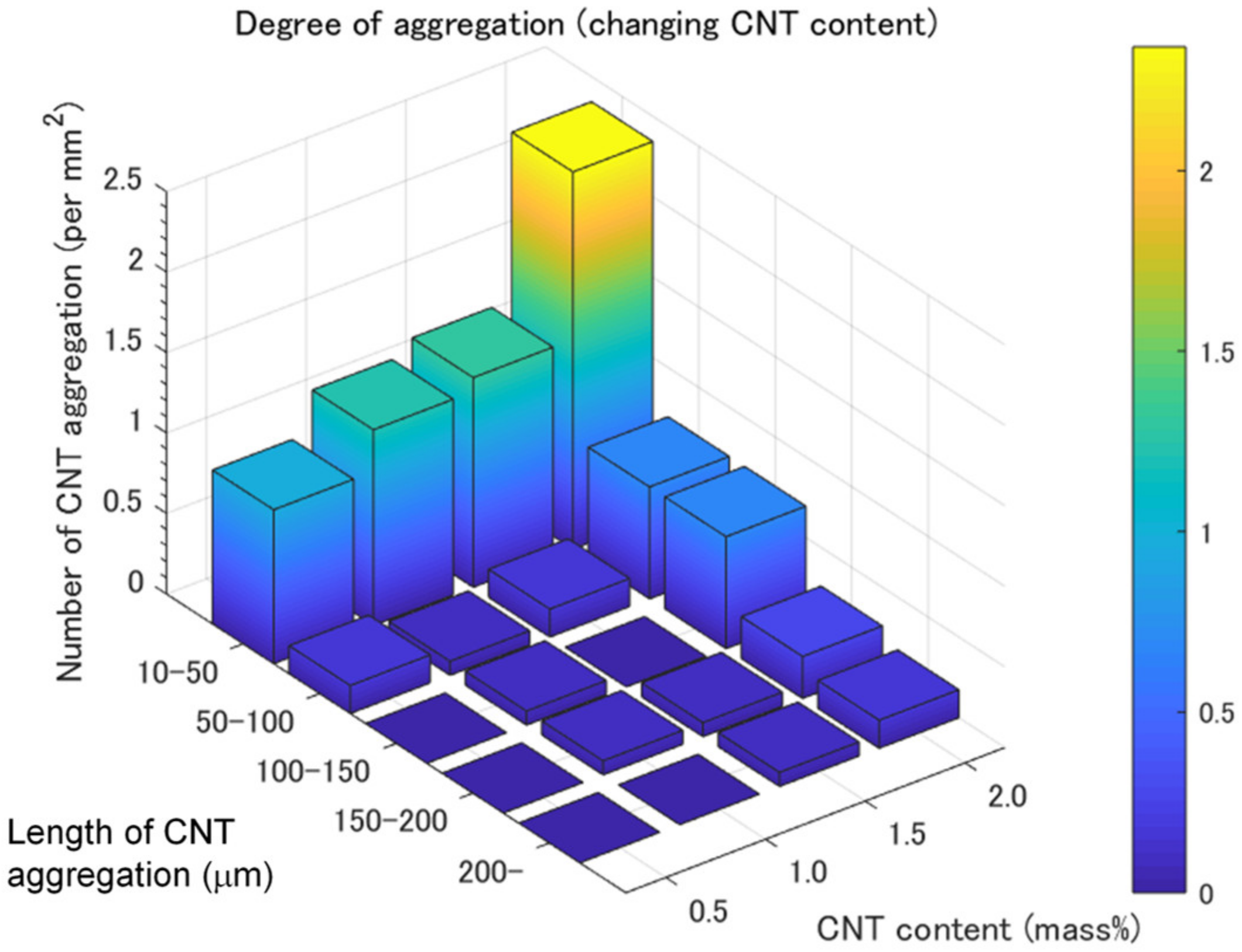
Figure 6 shows the influence of CNT content on CNT dispersion states for a sonication time of 3 h. It can be seen in
Figure 6 that with decreasing CNT content, the number of CNT aggregation decreased, for most of the length of the CNT aggregations.
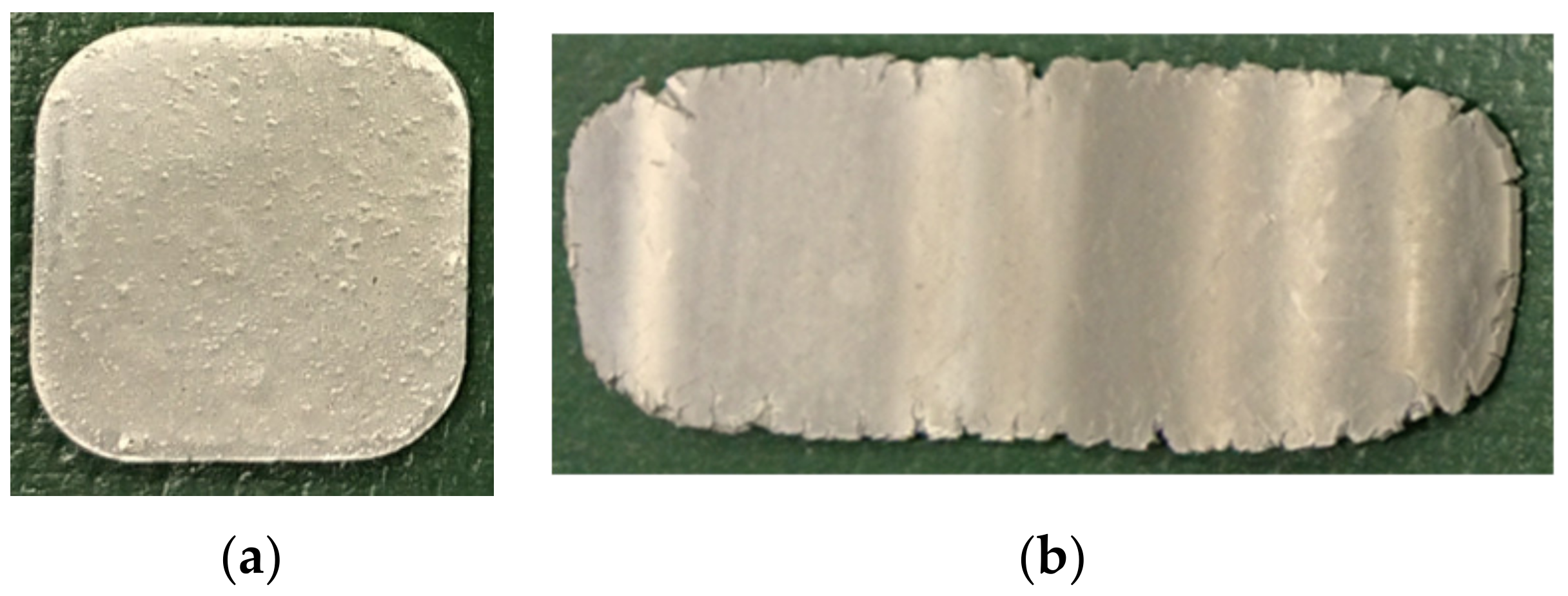
The photos of the test pieces before and after repeated hot rolling are shown in
Figure 7. It can be seen that the edge parts had rolling cracks, which were cut off for making bending and tensile test pieces.
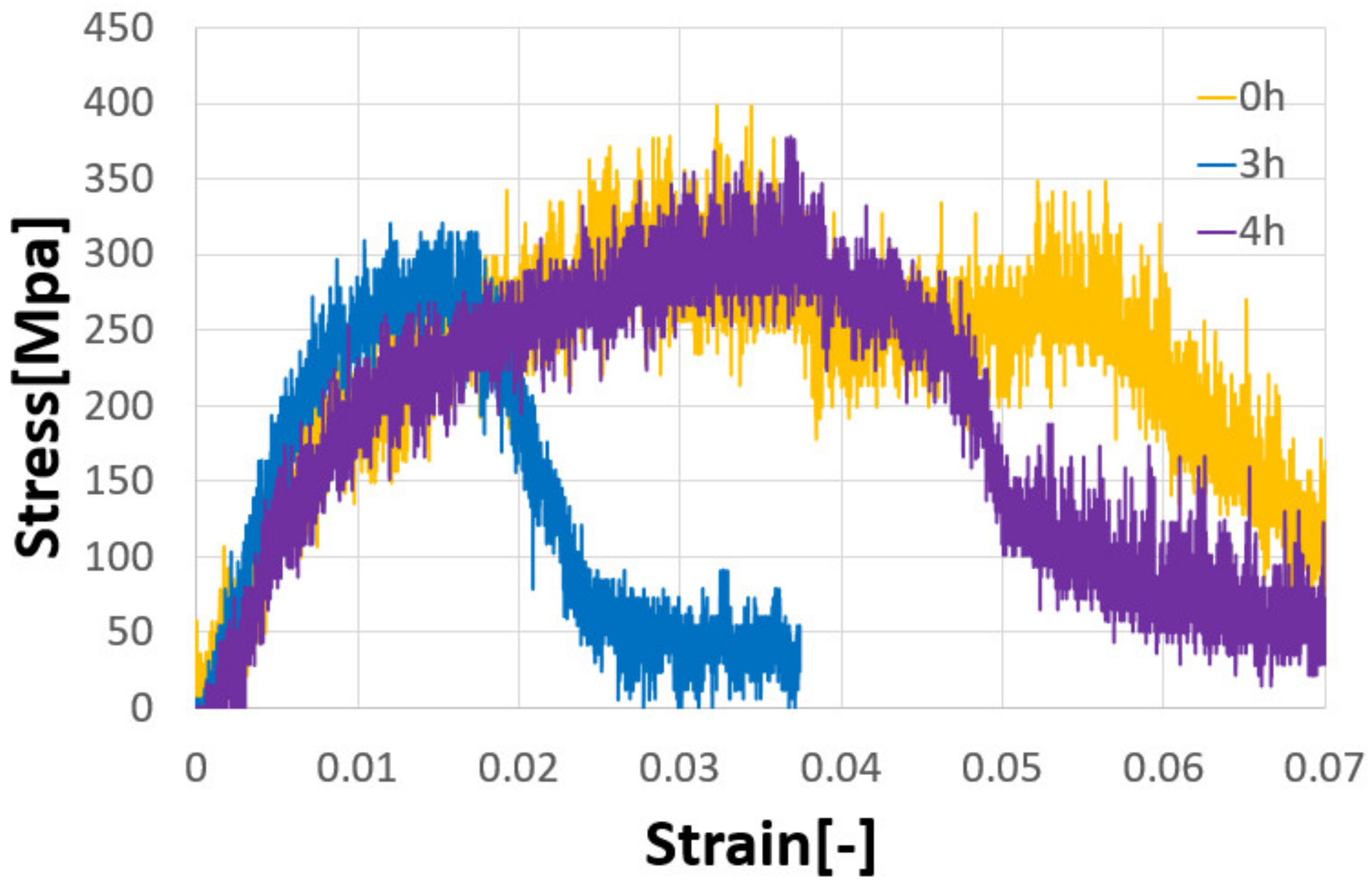
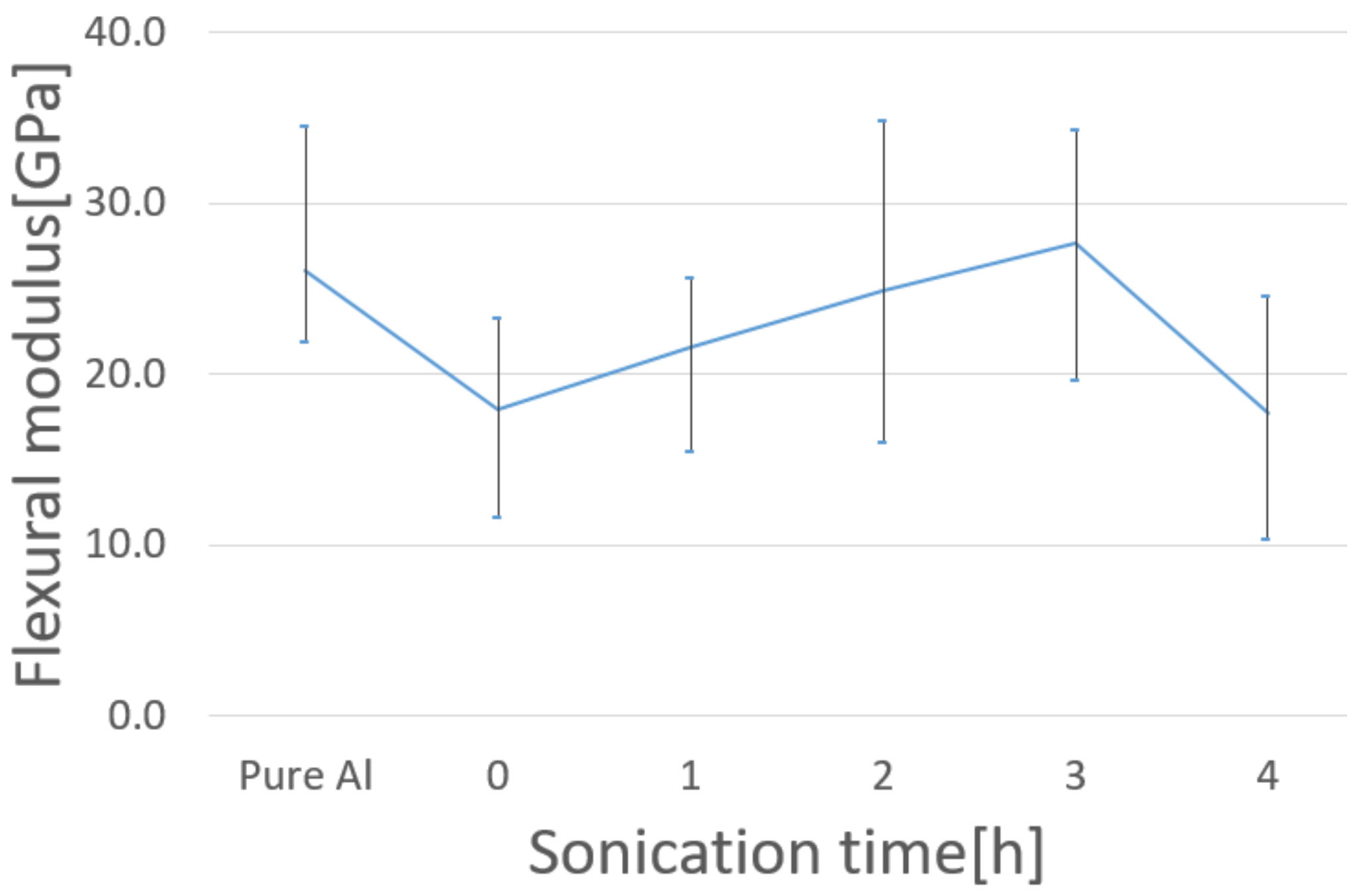
Figure 8 shows the relationship between bending stress and strain (at the top surface of test pieces) derived from three-point bending load and displacement for a sonication time of 0, 3, and 4 h for 0.5 mass.% CNT/Al composites. Elastic analysis was applied to the whole deformation. It can be seen that the samples at a sonication time of 0 h and 4 h showed large deformation, but there was not as much difference in the maximum bending strength among the samples.
Figure 9 shows the relationship between flexural modulus and sonication time for Al and 0.5 mass.% CNT/Al composites. It was confirmed that the flexural modulus increased with sonication time up to a sonication time of 3 h. In the case of 4 h, the value dropped sharply, which was almost the same as the value for 0 h. The reason for the low value of the flexural modulus at 0 h was due to the least dispersion of CNTs, that is, CNTs aggregated and formed into lumps.
Next, we move to the results of the tensile test.
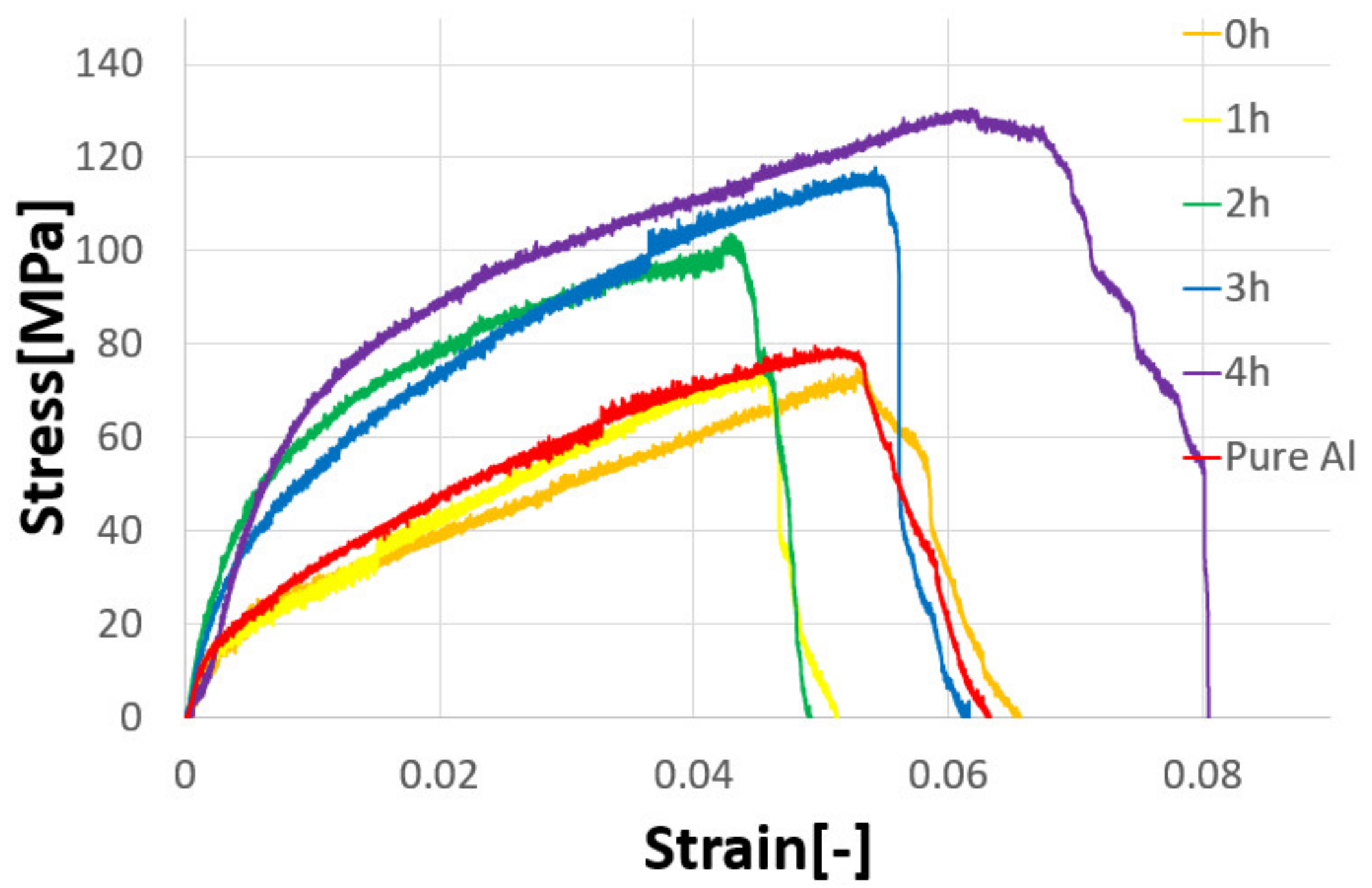
Figure 10 shows the stress–strain curves for pure Al and 0.5 mass.% CNT/Al composites for sonication times of 0, 1, 2, 3, and 4 h. For elongation, compared with Al, the 0.5 mass.% CNT/Al composites with a sonication time of 3 and 4 h showed similar or larger elongation.
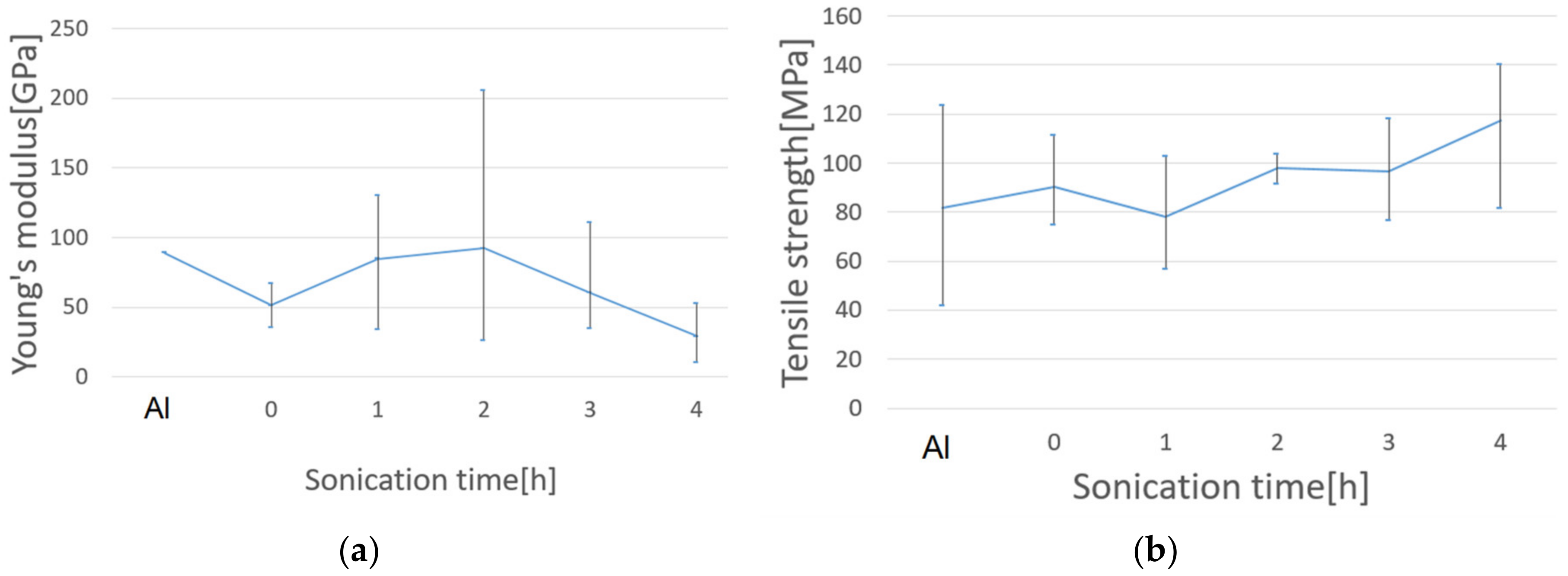
Figure 11 shows the Young’s modulus and tensile strength as a function of sonication time for the Al and 0.5 mass.% CNT/Al composites.
The Young’s modulus of pure Al is around 90 GPa, and the average values of Young’s modulus of the composites were between 30 and 92 GPa. Maximum value was achieved for the composites with a sonication time of 2 h, and the minimum for the composites with a sonication time of 4 h. There can be a high value of Young’s modulus for the composites with a sonication time of 2 h. For tensile strength, with an increase in sonication time, tensile strength tended to increase. The composites with a sonication time of 4 h showed the highest value of tensile strength. It can also be seen in
Figure 10 that the composites with a sonication time of 4 h showed the highest tensile strength as well as the highest deformation ability.
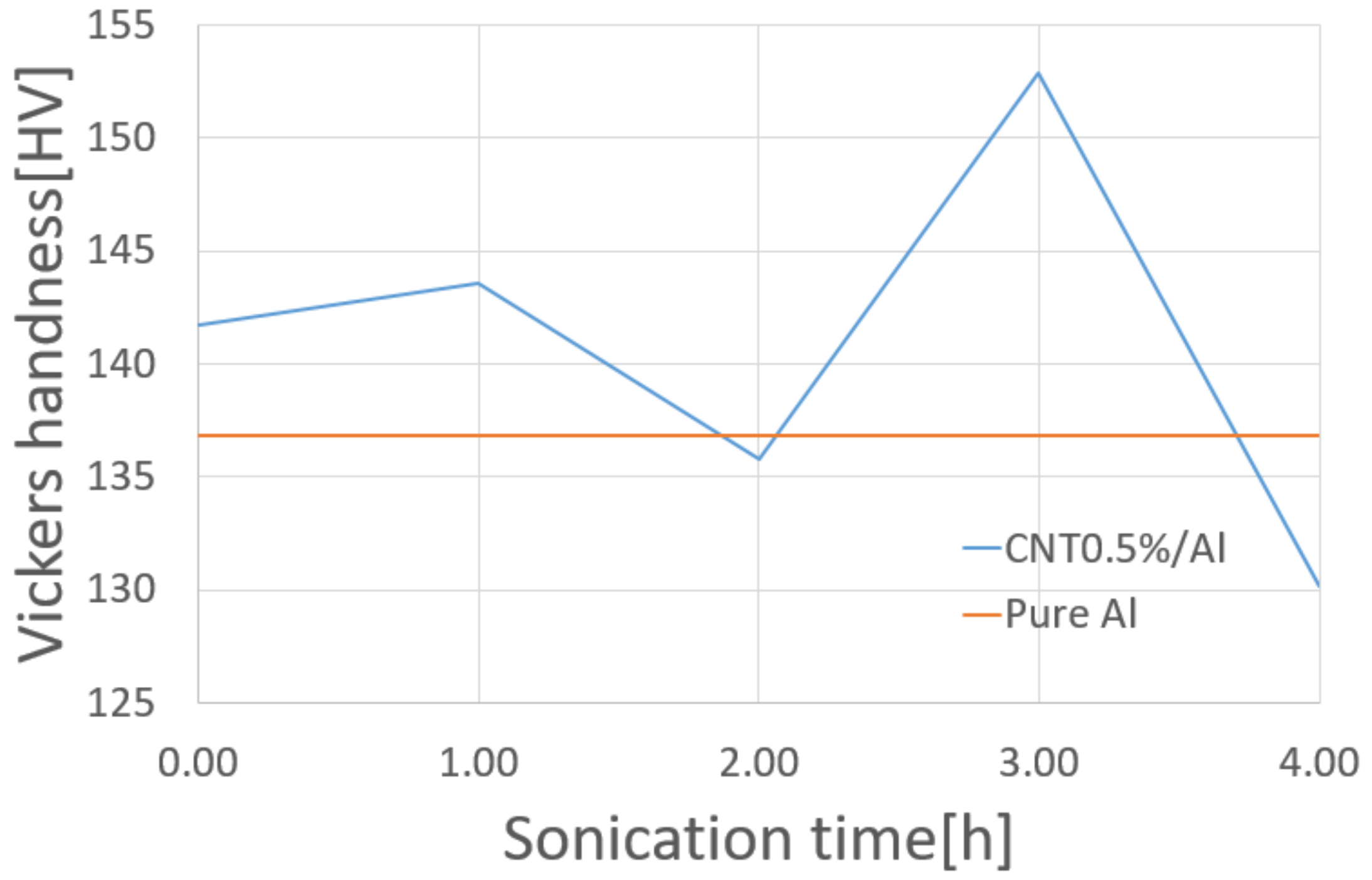
Figure 12 shows the Vickers hardness test results. The CNT content of the composites was 0.5 mass.%. The literature value of the Vickers hardness of pure Al (1000 series) is around 30 (HV). In this study, the rolled Al showed a hardness of more than four times. This is because work hardening occurs with plastic deformation by rolling. It was also seen that the influence of sonication time was not that high, and containing CNTs did not have much of an effect on Vickers hardness.
4. Discussion
In this study, chemical treatments were carried out to disperse CNTs in an Al matrix. Dimethylacetamide was used as a solvent and potassium carbonate, which is an inorganic salt, was used as a dispersing agent. Ultrasonic sonication was conducted for the slurry-like mixture of CNT and Al powders. The process of sonication is very important to make CNTs uniformly dispersed. Sonication time highly affects the dispersibility of CNTs in an Al matrix. It was shown in
Figure 5, that with increasing sonication time, the amount of CNT aggregation decreased, particularly, long CNT aggregation decreased in the case of a sonication time longer than 2 h. Even though this result was prior to repeated hot rolling, a similar tendency in the relationship between the dispersibility of CNTs and sonication time can expected to be confirmed after repeated hot-rolling samples. It can be considered that the mechanical properties of the composites after repeated hot-rolling can be experimentally connected to sonication time, as shown in
Figure 8,
Figure 9,
Figure 10,
Figure 11 and
Figure 12, which are possibly also connected to the dispersibility of CNTs in
Figure 5.
From
Figure 5,
Figure 9, and
Figure 11a, the flexural modulus and (tensile) Young’s modulus increased to some extent with increasing sonication time up to 2 or 3 h, then decreased. This may be due to the effect caused by a combination of states of aggregation of CNTs and rolling. Even so, flexural and Young’s moduli were not so much affected by sonication time, which means that the dispersibility of CNTs did not have much influence on these moduli.
Meanwhile, from
Figure 5 and
Figure 11b, with increasing sonication time, which led to higher dispersibility of CNTs, the tensile strength of the composites after repeated hot rolling increased. Repeated hot-rolling processes can also facilitate the increase in the tensile strength of the composites. As described in the Introduction, it is considered that post-sintering processing improves bonding strength between Al powders and CNTs, and the dispersion uniformity of CNTs in an Al matrix. The enhanced strength of the nanocomposites can be attributed to the stronger diffusional bonds and homogeneous distribution of CNTs in the Al matrix. It has been reported that homogenously distributed CNTs in an Al matrix can act as reinforcements to effectively prevent dislocation movement [
10].
It can be seen in
Figure 10 (tensile stress–strain curves) that the composites with sonication time of 4 h showed the largest elongation in the tensile test samples. This result is of much interest because some literature has reported that higher CNT content leads to lower toughness and lower ductility of the composites [
10]. It is considered that plastic deformation such as rolling, extrusion, and drawing forms a strong texture, while hot rolling possibly causes dynamic recovery and recrystallization in such composites. Repeated hot rolling processes may contribute to higher tensile strength as well as high deformability of the composites.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}











