
Efficient Manufacturing of Steerable Eversion Robots with Integrated Pneumatic Artificial Muscles





Abstract
1. Introduction
2. Materials and Methods
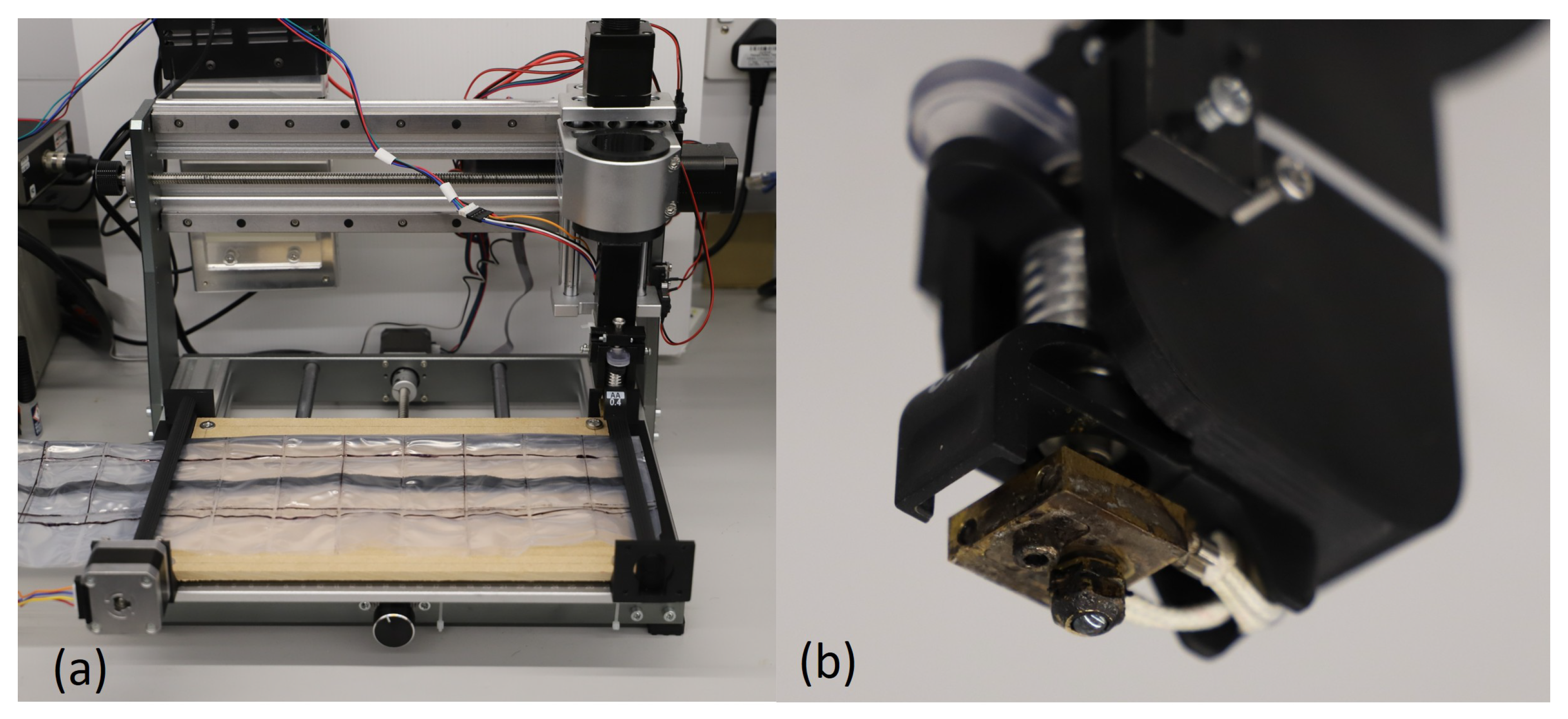
- Heat-sealable materials (e.g., LDPE) are processed using an impulse heat sealer.
- Non-heat-sealable materials (e.g., PU-coated fabrics) are sealed using a heat press with TPU bonding strips.
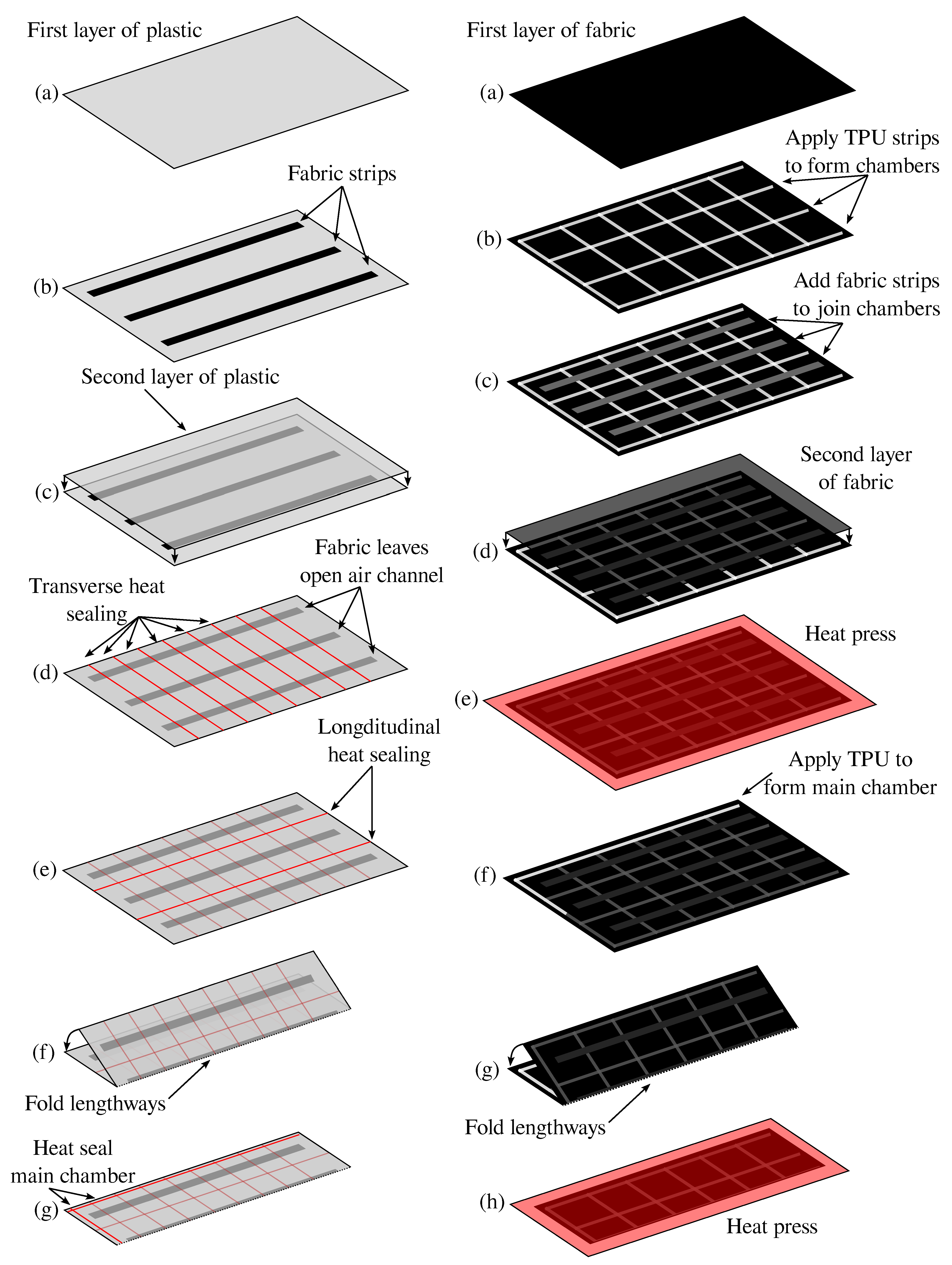
2.1. Fabrication Using a Heat-Sealable Material (e.g., LDPE)
2.2. Fabrication Using a Non-Heat-Sealable Material (e.g., Pu-Coated Fabric)
3. Evaluation
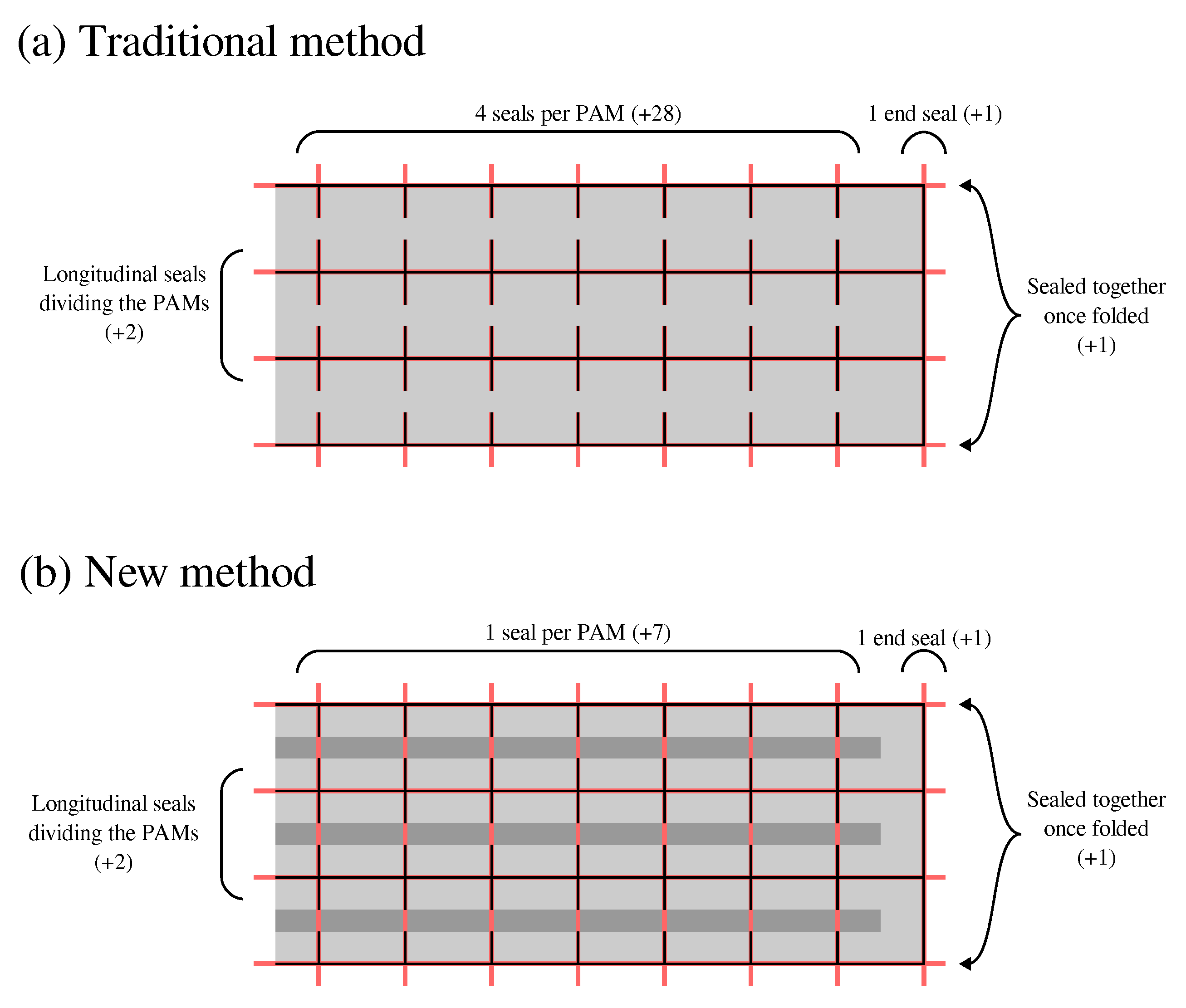
3.1. Fabrication Speed
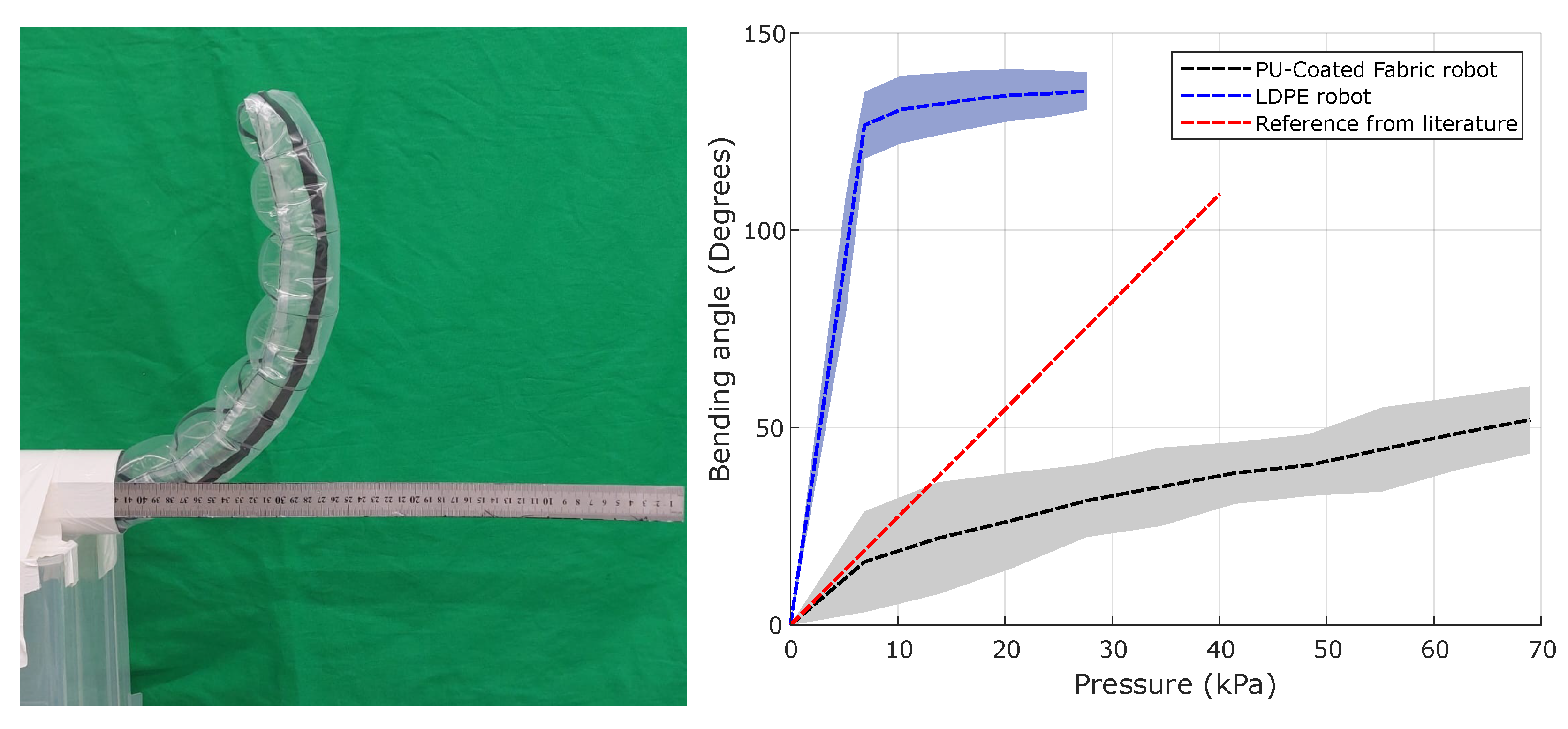
3.2. Bending Performance of the Resulting Robot
4. Discussion and Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| CNC | Computer Numerical Control |
| LDPE | Low-Density Polyethylene |
| PAMs | Pneumatic Artificial Muscles |
| PU | Polyurethane |
| TPU | Thermoplastic Polyurethane |
References
- Rubio, F.; Valero, F.; Llopis-Albert, C. A review of mobile robots: Concepts, methods, theoretical framework, and applications. Int. J. Adv. Robot. Syst. 2019, 16, 1729881419839596. [Google Scholar] [CrossRef]
- Mishima, D.; Aoki, T.; Hirose, S. Development of a pneumatically controlled expandable arm for rescue searches in tight spaces. Int. J. Robot. Res. 2006, 25, 103–110. [Google Scholar] [CrossRef]
- Webster, R.J., III; Jones, B.A. Design and kinematic modeling of constant curvature continuum robots: A review. Int. J. Robot. Res. 2010, 29, 1661–1683. [Google Scholar] [CrossRef]
- Sadati, S.H.; Naghibi, S.E.; Shiva, A.; Walker, I.D.; Althoefer, K.; Nanayakkara, T. Mechanics of continuum manipulators, a comparative study of five methods with experiments. In Proceedings of the Towards Autonomous Robotic Systems: 18th Annual Conference, TAROS 2017, Guildford, UK, 19–21 July 2017; Springer: Berlin/Heidelberg, Germany, 2017; pp. 686–702. [Google Scholar]
- Hawkes, E.W.; Blumenschein, L.H.; Greer, J.D.; Okamura, A.M. A soft robot that navigates its environment through growth. Sci. Robot. 2017, 2, eaan3028. [Google Scholar] [CrossRef] [PubMed]
- Putzu, F.; Abrar, T.; Althoefer, K. Plant-inspired soft pneumatic eversion robot. In Proceedings of the 2018 7th IEEE International Conference on Biomedical Robotics and Biomechatronics (Biorob), Enschede, The Netherlands, 26–29 August 2018; IEEE: New York, NY, USA, 2018; pp. 1327–1332. [Google Scholar]
- Abrar, T.; Putzu, F.; Konstantinova, J.; Althoefer, K. EPAM: Eversive pneumatic artificial muscle. In Proceedings of the 2019 2nd IEEE International Conference on Soft Robotics (RoboSoft), Seoul, Republic of Korea, 14–18 April 2019; IEEE: New York, NY, USA, 2019; pp. 19–24. [Google Scholar]
- Vitanov, I.; Farkhatdinov, I.; Denoun, B.; Palermo, F.; Otaran, A.; Brown, J.; Omarali, B.; Abrar, T.; Hansard, M.; Oh, C.; et al. A Suite of Robotic Solutions for Nuclear Waste Decommissioning. Robotics 2021, 10, 112. [Google Scholar] [CrossRef]
- Godaba, H.; Putzu, F.; Abrar, T.; Konstantinova, J.; Althoefer, K. Payload capabilities and operational limits of eversion robots. In Proceedings of the Towards Autonomous Robotic Systems: 20th Annual Conference, TAROS 2019, London, UK, 3–5 July 2019; Springer: Berlin/Heidelberg, Germany, 2019; pp. 383–394. [Google Scholar]
- Coad, M.M.; Blumenschein, L.H.; Cutler, S.; Zepeda, J.A.R.; Naclerio, N.D.; El-Hussieny, H.; Mehmood, U.; Ryu, J.H.; Hawkes, E.W.; Okamura, A.M. Vine robots. IEEE Robot. Autom. Mag. 2019, 27, 120–132. [Google Scholar] [CrossRef]
- Mack, T.; Al-Dubooni, M.; Althoefer, K. Eversion Robots for Mapping Radiation in Pipes. arXiv 2023, arXiv:2307.10084. [Google Scholar]
- Takahashi, T.; Tadakuma, K.; Watanabe, M.; Takane, E.; Hookabe, N.; Kajiahara, H.; Yamasaki, T.; Konyo, M.; Tadokoro, S. Eversion robotic mechanism with hydraulic skeletonto realize steering function. IEEE Robot. Autom. Lett. 2021, 6, 5413–5420. [Google Scholar] [CrossRef]
- Behnke, L.; Do, B.H.; Eristoff, S.; Kramer-Bottiglio, R. Interaction Behaviors of a Vine Robot in a Pipe T-Junction. In Proceedings of the 2024 IEEE 7th International Conference on Soft Robotics (RoboSoft), San Diego, CA, USA, 14–17 April 2024; IEEE: New York, NY, USA, 2024; pp. 498–503. [Google Scholar]
- Kübler, A.M.; Du Pasquier, C.; Low, A.; Djambazi, B.; Aymon, N.; Förster, J.; Agharese, N.; Siegwart, R.; Okamura, A.M. A comparison of pneumatic actuators for soft growing vine robots. Soft Robot. 2024, 11, 857–868. [Google Scholar] [CrossRef] [PubMed]
- Greer, J.D.; Blumenschein, L.H.; Alterovitz, R.; Hawkes, E.W.; Okamura, A.M. Robust navigation of a soft growing robot by exploiting contact with the environment. Int. J. Robot. Res. 2020, 39, 1724–1738. [Google Scholar] [CrossRef]
- Abrar, T.; Putzu, F.; Ataka, A.; Godaba, H.; Althoefer, K. Highly manoeuvrable eversion robot based on fusion of function with structure. In Proceedings of the 2021 IEEE International Conference on Robotics and Automation (ICRA), Xi’an, China, 30 May–5 June 2021; IEEE: New York, NY, USA, 2021; pp. 12089–12096. [Google Scholar]
- Kübler, A.M.; Rivera, S.U.; Raphael, F.B.; Förster, J.; Siegwart, R.; Okamura, A.M. A multi-segment, soft growing robot with selective steering. In Proceedings of the 2023 IEEE International Conference on Soft Robotics (RoboSoft), Singapore, 3–7 April 2023; IEEE: New York, NY, USA, 2023; pp. 1–7. [Google Scholar]
- Blumenschein, L.H.; Coad, M.M.; Haggerty, D.A.; Okamura, A.M.; Hawkes, E.W. Design, Modeling, Control, and Application of Everting Vine Robots. Front. Robot. AI 2020, 7, 548266. [Google Scholar] [CrossRef] [PubMed]
- Ou, J.; Skouras, M.; Vlavianos, N.; Heibeck, F.; Cheng, C.Y.; Peters, J.; Ishii, H. aeroMorph-heat-sealing inflatable shape-change materials for interaction design. In Proceedings of the 29th Annual Symposium on User Interface Software and Technology, Tokyo, Japan, 16–19 October 2016; pp. 121–132. [Google Scholar]
- Suulker, C.; Skach, S.; Kaleel, D.; Abrar, T.; Murtaza, Z.; Suulker, D.; Althoefer, K. Soft Cap for Vine Robots. In Proceedings of the 2023 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Detroit, MI, USA, 1–5 October 2023; IEEE: New York, NY, USA, 2023; pp. 6462–6468. [Google Scholar]
- Suulker, C.; Skach, S.; Kaleel, D.; Abrar, T.; Murtaza, Z.; Suulker, D.; Althoefer, K. Deformable Tip Mount for Soft Growing Eversion Robots. arXiv 2024, arXiv:2401.07855. [Google Scholar]
- Suulker, C.; Hassan, A.; Skach, S.; Althoefer, K. A comparison of silicone and fabric inflatable actuators for soft hand exoskeletons. In Proceedings of the 2022 IEEE 5th International Conference on Soft Robotics (RoboSoft), Edinburgh, UK, 4–8 April 2022; IEEE: New York, NY, USA, 2022; pp. 735–740. [Google Scholar]
- Suulker, C.; Skach, S.; Althoefer, K. Soft robotic fabric actuator with elastic bands for high force and bending performance in hand exoskeletons. IEEE Robot. Autom. Lett. 2022, 7, 10621–10627. [Google Scholar] [CrossRef]
- Suulker, C.; Greenway, A.; Skach, S.; Farkhatdinov, I.; Miller, S.; Althoefer, K. Let me give you a hand: Enhancing human grasp force with a soft robotic assistive glove. IEEE Robot. Autom. Lett. 2024, 9, 7811–7818. [Google Scholar] [CrossRef]
- Landau, L.D.; Pitaevskii, L.; Kosevich, A.M.; Lifshitz, E.M. Theory of Elasticity: Volume 7; Elsevier: Amsterdam, The Netherlands, 2012; Volume 7. [Google Scholar]
- Suulker, C. Soft Fabric Based Robotic Glove for Human Assistance and Rehabilitation. Ph.D. Thesis, Queen Mary University of London, London, UK, 2025. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Robot Diameter | Robot Length | PAM Width | PAM Length | Width of Fabric Strips | Seal Width | Material Thickness |
|---|---|---|---|---|---|---|---|
| LDPE | 8 cm | 42 cm | 6 cm | 6 cm | 7 mm | 2 mm | 0.04 mm |
| PU-coated Fabric | 8 cm | 42 cm | 6 cm | 6 cm | 7 mm | 1 cm | 0.2 mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mack, T.; Suulker, C.; Dawood, A.B.; Althoefer, K. Efficient Manufacturing of Steerable Eversion Robots with Integrated Pneumatic Artificial Muscles. J. Manuf. Mater. Process. 2025, 9, 223. https://doi.org/10.3390/jmmp9070223
Mack T, Suulker C, Dawood AB, Althoefer K. Efficient Manufacturing of Steerable Eversion Robots with Integrated Pneumatic Artificial Muscles. Journal of Manufacturing and Materials Processing. 2025; 9(7):223. https://doi.org/10.3390/jmmp9070223
Chicago/Turabian StyleMack, Thomas, Cem Suulker, Abu Bakar Dawood, and Kaspar Althoefer. 2025. "Efficient Manufacturing of Steerable Eversion Robots with Integrated Pneumatic Artificial Muscles" Journal of Manufacturing and Materials Processing 9, no. 7: 223. https://doi.org/10.3390/jmmp9070223
APA StyleMack, T., Suulker, C., Dawood, A. B., & Althoefer, K. (2025). Efficient Manufacturing of Steerable Eversion Robots with Integrated Pneumatic Artificial Muscles. Journal of Manufacturing and Materials Processing, 9(7), 223. https://doi.org/10.3390/jmmp9070223