
Review of Tribological and Wear Behavior of Alloys Fabricated via Directed Energy Deposition Additive Manufacturing




Abstract
1. Introduction

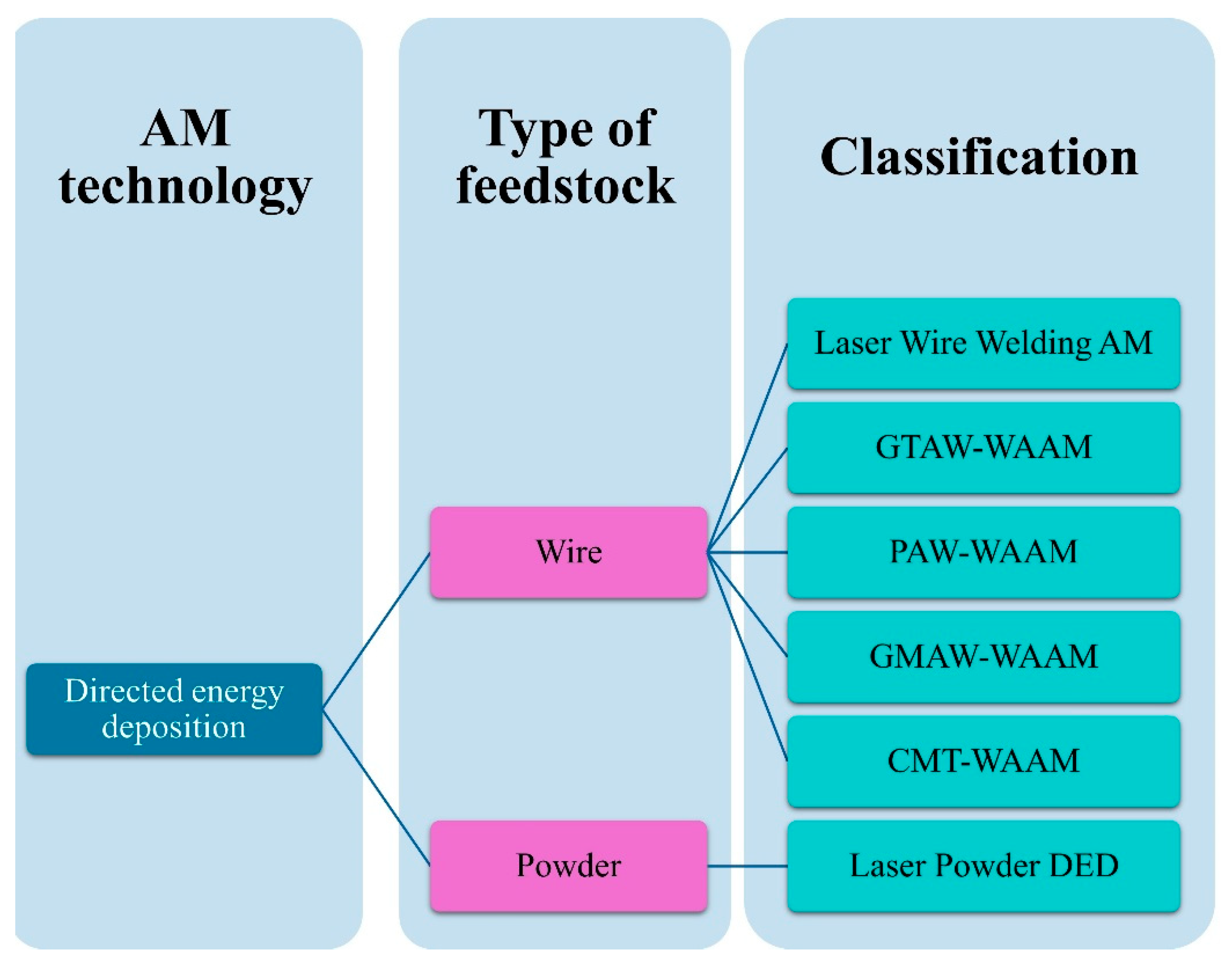
2. Directed Energy Deposition (DED) Technology
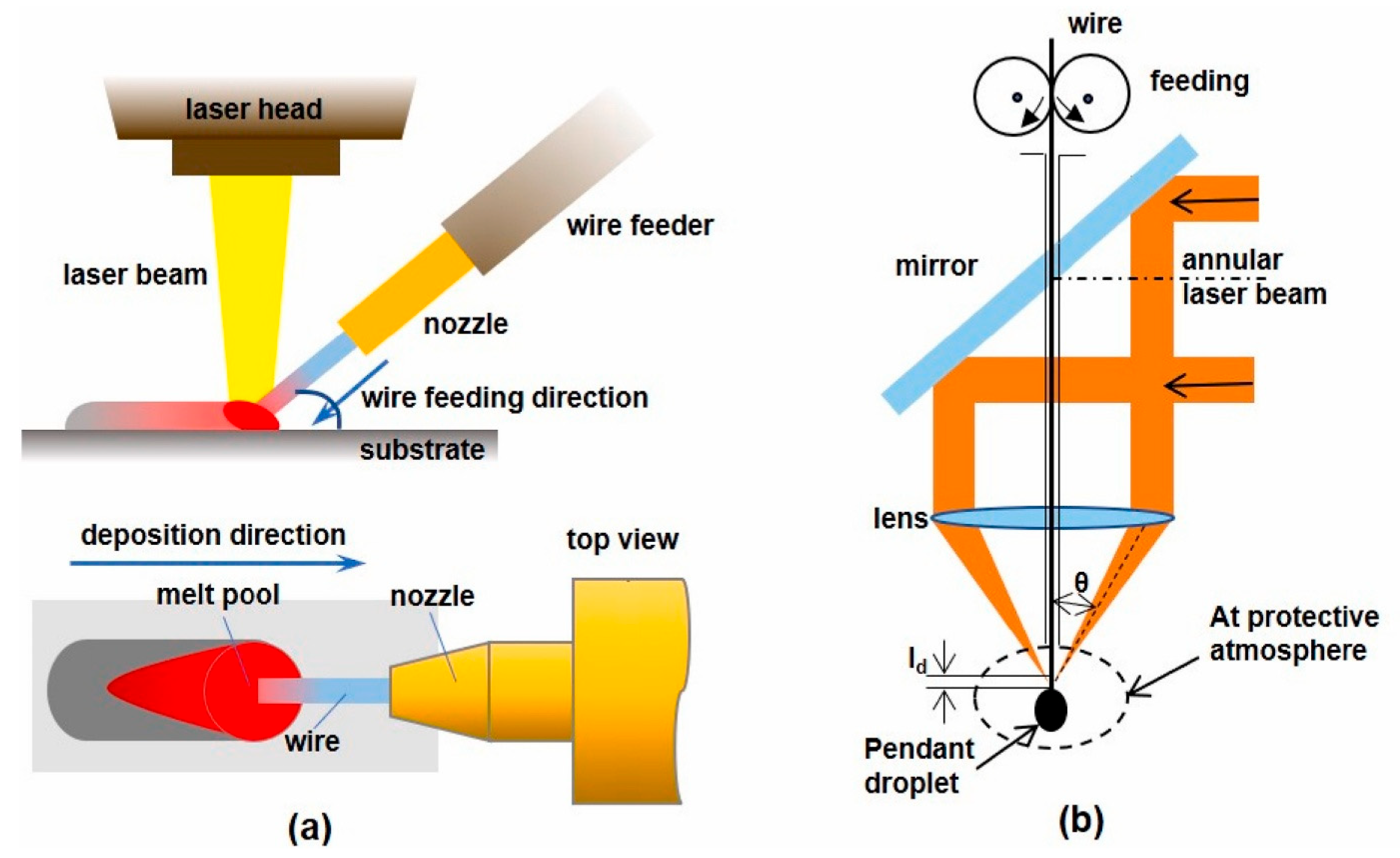
2.1. Wire-Feed Additive Manufacturing Processes
2.2. Laser Powder DED (LP-DED)
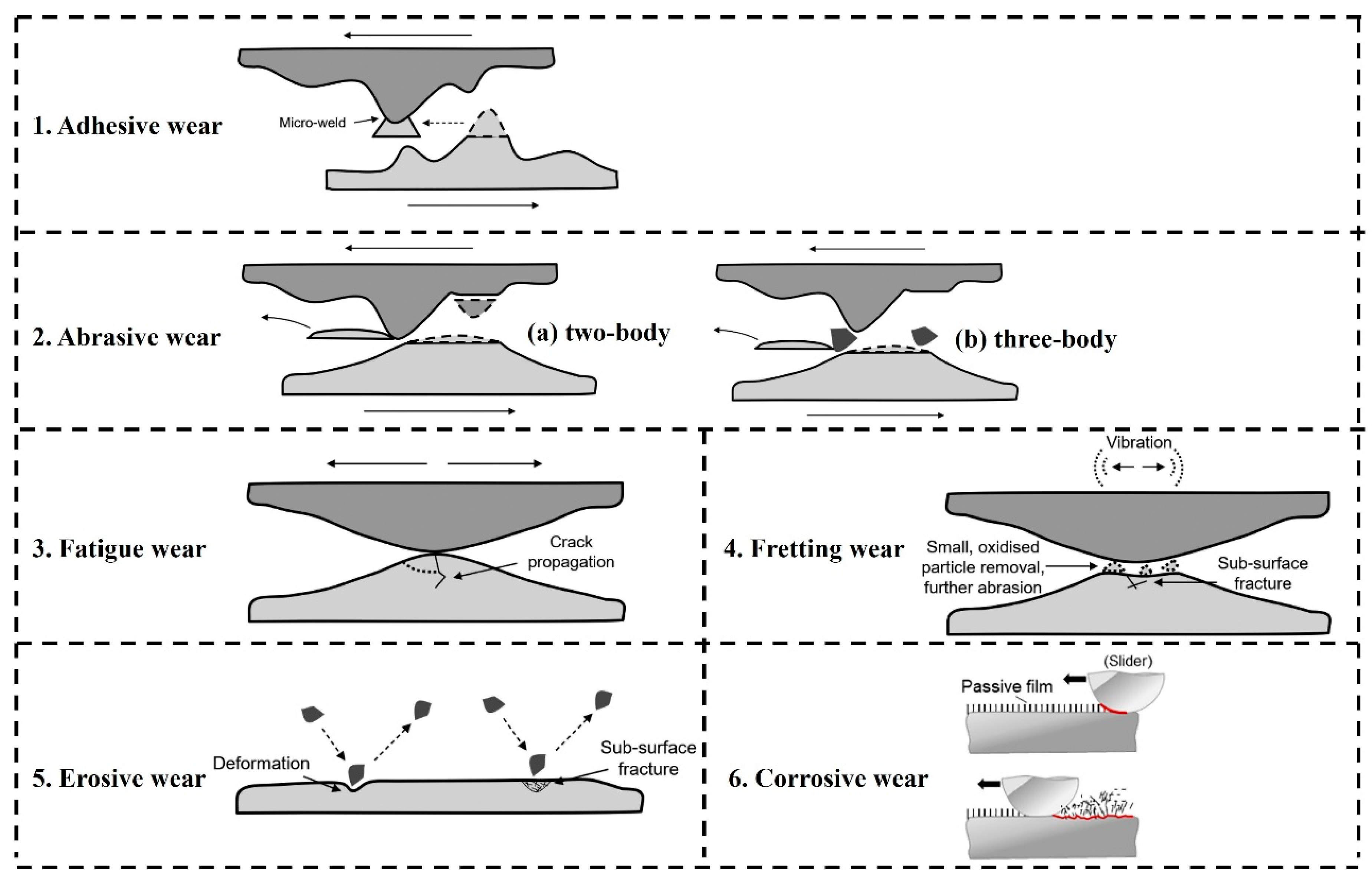
3. Wear Mechanisms Overview
4. Wear Analysis of DED Alloys
4.1. Wear Behavior of DED-Fabricated Ferrous Alloys
4.1.1. Comparison with Conventionally Fabricated Alloy
4.1.2. Impact of DED Processing on Wear Behavior
4.1.3. Wear Behavior of DED-Fabricated Coatings
4.1.4. Impact of Post-Processing on the Wear Behavior of DED Ferrous Alloys
4.1.5. Impact of Wear Test Loading on Wear Behavior of L-DED Ferrous Alloys
4.1.6. Tool Wear Behavior
4.2. Wear Behavior of DED-Fabricated Nickel-Base Alloys
4.2.1. Comparison of Wrought and WAAM-Fabricated Ni-Based Alloys
4.2.2. Comparison Between Powder-Fed and Wire-Fed DED Processes of Nickel Alloys
4.2.3. Impact of DED Processing on the Wear Behavior of Nickel-Based Alloys
4.2.4. Effect of Post-Processing on the Wear Performance of DED-Processed Nickel Alloys
4.2.5. Finite Element Modeling of Post-Surface Treatment in Ni-Based L-DED
4.3. Wear Behavior of DED-Fabricated Titanium-Based Alloys
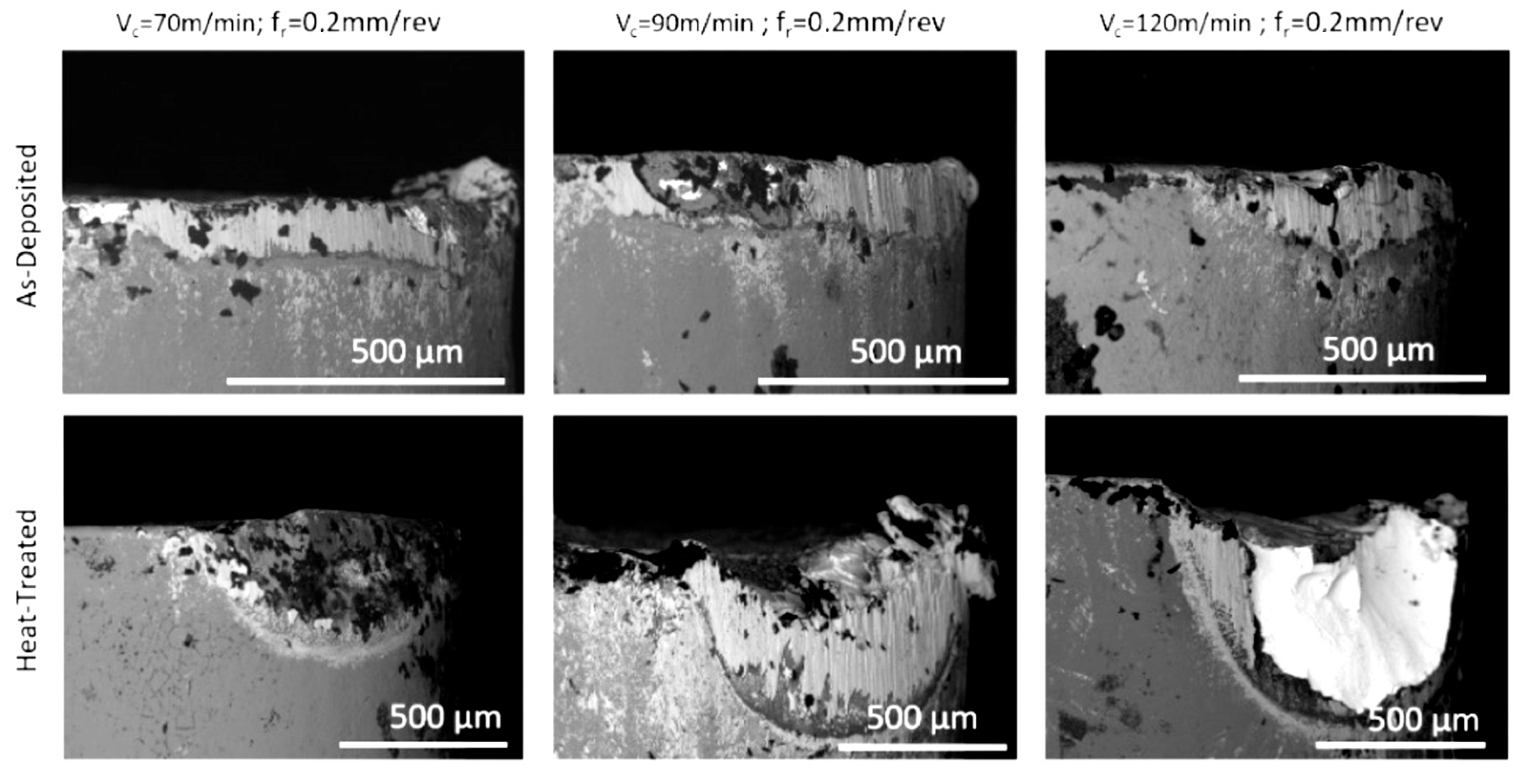
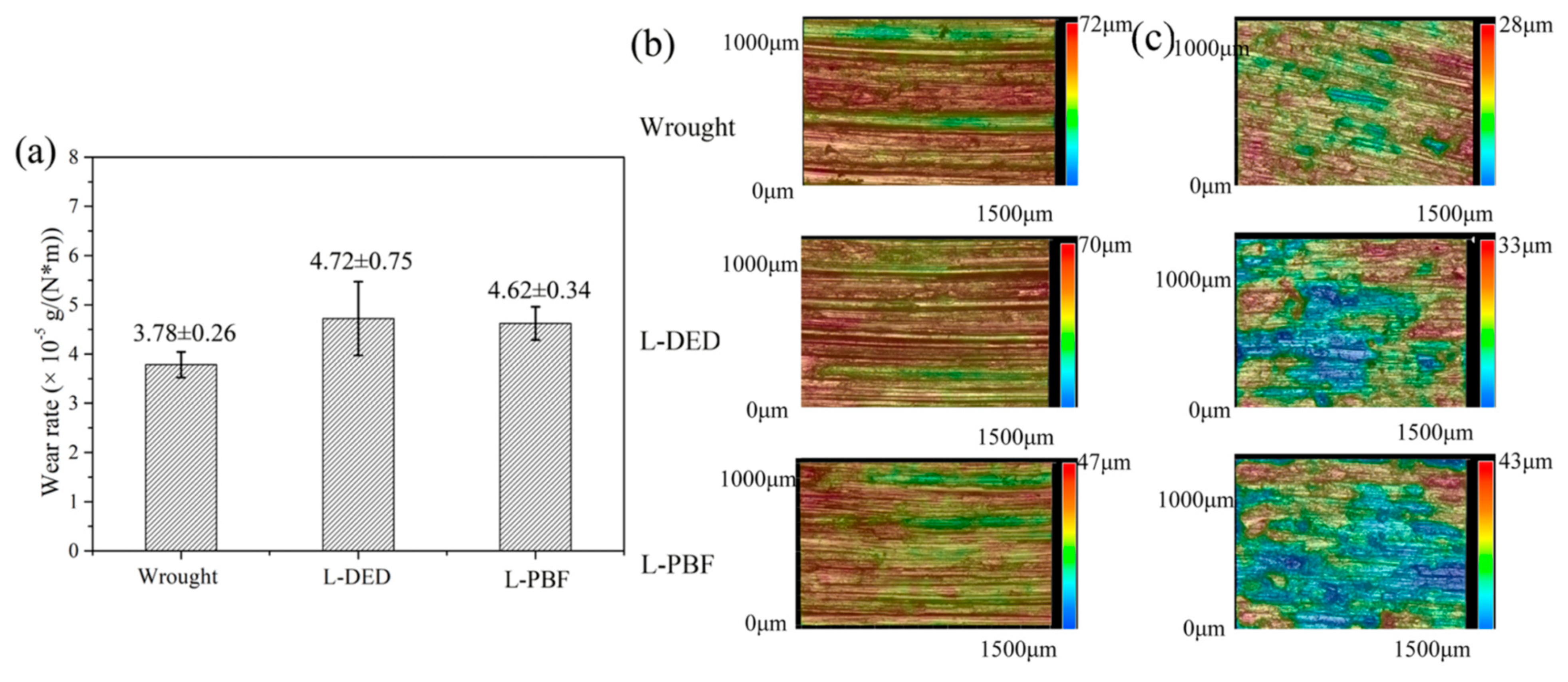
4.3.1. Comparison of L-DED and L-PBF-Fabricated Ti Alloys
4.3.2. Impact of DED Processing on Titanium Alloys
4.4. Wear Behavior of DED-Fabricated Copper-Based Alloys
4.5. Wear Behavior of DED-Fabricated Tantalum-Based Alloys
5. A General Overview of DED Processes and Wear Characteristics of DED-Fabricated Alloys
6. Mechanisms Influencing Wear Behavior of DED-Fabricated Alloys
6.1. Effect of Hardness on Wear Resistance of DED Alloys
6.2. Effect of Metallurgical Factors on Wear Resistance of DED Alloys
6.3. Effect of Surface Oxide Film Formation on the Wear Resistance of DED Alloys
7. Conclusions and Future Perspectives
7.1. Conclusions
- The arc-DED process, commonly known as WAAM, remains the predominant DED technology for fabricating various alloys, as evidenced by the relatively fewer studies on the Laser-DED technique. This preference is largely due to the lower cost of wire feedstock and the higher deposition rate of WAAM. Additionally, the limited chamber size in L-DED imposes restrictions on its applications, making WAAM more favorable for large-scale manufacturing.
- Research on DED alloys for wear-resistant applications primarily focuses on four main alloy systems: Fe-based, Ni-based, Ti-based, and Cu-based. This emphasis arises from the widespread use of these materials—particularly Fe-based and Ni-based alloys—in their as-cast and wrought forms for conventional wear-resistant applications. Moreover, these alloys often exhibit phase transformation capabilities within their microstructure, which can be triggered either through post-heat treatment cycles or friction-induced heating during the wear process.
- Overall, DED-manufactured alloys typically demonstrate superior or at least comparable wear resistance to their as-cast or wrought counterparts. To further enhance their wear performance, researchers commonly modify the DED process through approaches such as ceramic particle reinforcement and heat input optimization. Furthermore, post-processing techniques—including heat treatment, boronizing, and surface post-treatment—are widely employed to further improve wear resistance.
- Three key mechanisms contribute to the enhanced wear resistance of DED alloys: (a) The rapid thermal cycling inherent to the DED process often leads to increased hardness, which minimizes plastic deformation during wear, thereby improving wear resistance. (b) Various metallurgical aspects play a crucial role in enhancing wear performance. These include microstructural evolution induced by post-heat treatments, phase transformations triggered by friction-induced heating, and the elimination of porosity through surface post-treatments—all of which contribute to improved wear resistance. (c) The DED process has been observed to increase surface reactivity with oxygen, promoting the formation of an oxide film. This oxide layer can act as a protective solid lubricant, reducing friction and subsequently lowering the wear rate of DED alloys.
7.2. Future Perspectives
- While the influence of processing parameters on the microstructure and mechanical properties of DED alloys has been extensively studied [83,94], their effect on the wear resistance remains underexplored. This review highlights that only a limited number of studies have examined the impact of heat input and ceramic particle addition on wear resistance. To bridge this gap, more comprehensive investigations—particularly on alloys known for their high wear resistance in as-cast or wrought forms—are strongly recommended.
- Most existing studies primarily investigate the wear response of DED alloys under dry conditions. However, in real-world applications, these components often operate in lubricated environments [95,96]. Investigating their wear behavior under lubricated conditions, comparing it with dry conditions, and examining the role of tribofilm formation could provide valuable insights into their real-world performance. Such research would be crucial for optimizing DED alloys for wear-critical applications.
- With the increasing adoption of marine systems and the growing demand for seawater lubrication, the performance of critical marine alloys used in propulsion systems, bearings, and mechanical seals is receiving heightened attention. Additionally, the expansion of marine autonomous systems, renewable energy technologies, and aquaculture highlights the need for a deeper understanding of the tribocorrosion behavior of marine alloys [97]. Therefore, it is strongly recommended to investigate the tribocorrosion performance of DED alloys, particularly those whose as-cast or wrought counterparts are widely used in marine applications, such as nickel-aluminum bronze (NAB) alloys [22,98].
- One of the key advantages of DED technology is its ability to deposit clad layers on substrate surfaces to enhance properties or repair damages [29,99]. This capability can be leveraged to fabricate wear-resistant clads on alloys that are inherently more susceptible to wear, thereby expanding their service life. To maximize the effectiveness of such coatings, future research should focus on optimizing process parameters for depositing wear-resistant alloy claddings and systematically evaluating their wear behavior under relevant operating conditions.
- When surface texturing is approached as a design tool that can be strategically engineered to optimize system performance, it paves the way for significant innovation. Numerous studies have demonstrated that surface features can be designed to introduce directionality, guide fluid flow, customize the real area of contact, and regulate flow rates to enhance functions such as heat transfer—an example being torque transmission plates [100]. Despite this potential, the influence of surface post-treatments on the wear behavior of DED alloys remains largely underexplored in current literature. In particular, modifying the surface texture of the outermost layer and adjusting surface roughness based on specific end-use requirements could provide valuable insights into broadening the functional applications of DED-fabricated components.
Funding
Conflicts of Interest
Abbreviations
| AM | Additive Manufacturing |
| ASS | Austenitic Stainless Steel |
| CMT | Cold Metal Transfer |
| COF | Coefficient Of Friction |
| DED | Direct Energy Deposition |
| DLF | Directed Light Fabrication |
| DMD | Direct Metal Deposition |
| EBAM | Electron Beam Additive Manufacturing |
| EDS | Energy Dispersive Spectroscopy |
| FDM | Fused Deposition Modeling |
| FGD | Functionally Graded Deposition |
| GMAW | Gas Metal Arc Welding |
| GTAW | Gas Tungsten Arc Welding |
| HASM | Hybrid Additive and Subtractive Manufacturing |
| HCWI | High Chromium White Iron |
| HIP | Hot Isostatic Pressing |
| IN | Inconel |
| L-DED | Laser-Directed Energy Deposition |
| LENS | Laser Engineered Net Shaping |
| LMD | Laser Metal Deposition |
| L-PBF | Laser Powder Bed Fusion |
| LP-DED | Laser Powder Directed Energy Deposition |
| LSF | Laser Solid Forming |
| LWWAM | Laser Wire Welding Additive Manufacturing |
| MWAAM | Multi-Wire Arc Additive Manufacturing |
| NAB | Nickel Aluminum Bronze |
| PAW | Plasma Arc Welding |
| PBF | Powder Bed Fusion |
| SDSS | Super Duplex Stainless Steel |
| SS | Stainless Steel |
| WAAM | Wire Arc Additive Manufacturing |
| WA-DED | Wire-Arc Directed Energy Deposition |
References
- ASTM F2792−12a; Standard Terminology for Additive Manufacturing Technologies. ASTM: West Conshohocken, PA, USA, 2013.
- Morshed-Behbahani, K.; Nasiri, A. Corrosion Response of Steels Fabricated through Arc Directed Energy Deposition Additive Manufacturing: A Review. Mater. Horiz. 2024, 11, 3011–3037. [Google Scholar] [CrossRef] [PubMed]
- Markets, C.A.M. Markets 2017–2028; SmarT-Ech Analysis: Crozet, VA, USA, 2020. [Google Scholar]
- Svetlizky, D.; Das, M.; Zheng, B.; Vyatskikh, A.L.; Bose, S.; Bandyopadhyay, A.; Schoenung, J.M.; Lavernia, E.J.; Eliaz, N. Directed Energy Deposition (DED) Additive Manufacturing: Physical Characteristics, Defects, Challenges and Applications. Mater. Today 2021, 49, 271–295. [Google Scholar] [CrossRef]
- Jinoop, A.N.; Paul, C.P.; Bindra, K.S. Laser-Assisted Directed Energy Deposition of Nickel Super Alloys: A Review. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2019, 233, 2376–2400. [Google Scholar] [CrossRef]
- Mostafaei, A.; Ghiaasiaan, R.; Ho, I.-T.; Strayer, S.; Chang, K.-C.; Shamsaei, N.; Shao, S.; Paul, S.; Yeh, A.-C.; Tin, S.; et al. Additive Manufacturing of Nickel-Based Superalloys: A State-of-the-Art Review on Process-Structure-Defect-Property Relationship. Prog. Mater. Sci. 2023, 136, 101108. [Google Scholar] [CrossRef]
- Liu, Z.; He, B.; Lyu, T.; Zou, Y. A Review on Additive Manufacturing of Titanium Alloys for Aerospace Applications: Directed Energy Deposition and beyond Ti-6Al-4V. JOM 2021, 73, 1804–1818. [Google Scholar] [CrossRef]
- Saboori, A.; Gallo, D.; Biamino, S.; Fino, P.; Lombardi, M. An Overview of Additive Manufacturing of Titanium Components by Directed Energy Deposition: Microstructure and Mechanical Properties. Appl. Sci. 2017, 7, 883. [Google Scholar] [CrossRef]
- Nagalingam, A.P.; Shamir, M.; Tureyen, E.B.; Sharman, A.R.C.; Poyraz, O.; Yasa, E.; Hughes, J. Recent Progress in Wire-Arc and Wire-Laser Directed Energy Deposition (DED) of Titanium and Aluminium Alloys. Int. J. Adv. Manuf. Technol. 2025, 136, 2035–2073. [Google Scholar] [CrossRef]
- Nemani, A.V.; Ghaffari, M.; Bokati, K.S.; Valizade, N.; Afshari, E.; Nasiri, A. Advancements in Additive Manufacturing for Copper-Based Alloys and Composites: A Comprehensive Review. J. Manuf. Mater. Process. 2024, 8, 54. [Google Scholar]
- Renner, P.; Jha, S.; Chen, Y.; Raut, A.; Mehta, S.G.; Liang, H. A Review on Corrosion and Wear of Additively Manufactured Alloys. J. Tribol. 2021, 143, 050802. [Google Scholar] [CrossRef]
- Morshed-Behbahani, K.; Farhat, Z.; Nasiri, A. Effect of Surface Nanocrystallization on Wear Behavior of Steels: A Review. Materials 2024, 17, 1618. [Google Scholar] [CrossRef]
- Pawlus, P.; Reizer, R. Profilometric Measurement of Low Wear: A Review. Wear 2023, 532–533, 205102. [Google Scholar] [CrossRef]
- Zhai, W.; Bai, L.; Zhou, R.; Fan, X.; Kang, G.; Liu, Y.; Zhou, K. Recent Progress on Wear-resistant Materials: Designs, Properties, and Applications. Adv. Sci. 2021, 8, 2003739. [Google Scholar] [CrossRef] [PubMed]
- Amiri, M.; Khonsari, M.M. On the Thermodynamics of Friction and Wear―a Review. Entropy 2010, 12, 1021–1049. [Google Scholar] [CrossRef]
- Ajuka, L.O.; Ogedengbe, T.S.; Adeyi, T.; Ikumapayi, O.M.; Akinlabi, E.T. Wear Characteristics, Reduction Techniques and Its Application in Automotive Parts–A Review. Cogent Eng. 2023, 10, 2170741. [Google Scholar] [CrossRef]
- Kumar, A.; Choudhary, A.; Tiwari, A.; James, C.; Kumar, H.; Arora, P.K.; Khan, S.A. An Investigation on Wear Characteristics of Additive Manufacturing Materials. Mater. Today Proc. 2021, 47, 3654–3660. [Google Scholar] [CrossRef]
- Jiang, X.; Lu, J.; Zhao, N.; Chen, Z.; Zhao, Z. A Review of Wear in Additive Manufacturing: Wear Mechanism, Materials, and Process. Lubricants 2024, 12, 321. [Google Scholar] [CrossRef]
- Xiang, D.; Wang, D.; Zheng, T.; Chen, Y. Effects of Rare Earths on Microstructure and Wear Resistance in Metal Additive Manufacturing: A Review. Coatings 2024, 14, 139. [Google Scholar] [CrossRef]
- Armstrong, M.; Mehrabi, H.; Naveed, N. An Overview of Modern Metal Additive Manufacturing Technology. J. Manuf. Process 2022, 84, 1001–1029. [Google Scholar] [CrossRef]
- Ramos, A.; Angel, V.G.; Siqueiros, M.; Sahagun, T.; Gonzalez, L.; Ballesteros, R. Reviewing Additive Manufacturing Techniques: Material Trends and Weight Optimization Possibilities Through Innovative Printing Patterns. Materials 2025, 18, 1377. [Google Scholar] [CrossRef]
- Morshed-Behbahani, K.; Rayner, A.J.; Bishop, D.P.; Nasiri, A. Impact of Fabrication Method on the Corrosion Behavior of Heat-Treated Nickel Aluminum Bronze (NAB) Alloy: A Comparison of Laser Powder Bed Fusion (L-PBF) and Laser Directed Energy Deposition (L-DED) Techniques. Colloids Surf. A Physicochem. Eng. Asp. 2024, 708, 136069. [Google Scholar] [CrossRef]
- Munusamy, S.; Jerald, J. Effect of In-Situ Intrinsic Heat Treatment in Metal Additive Manufacturing: A Comprehensive Review. Met. Mater. Int. 2023, 29, 3423–3441. [Google Scholar] [CrossRef]
- Diniță, A.; Neacșa, A.; Portoacă, A.I.; Tănase, M.; Ilinca, C.N.; Ramadan, I.N. Additive Manufacturing Post-Processing Treatments, a Review with Emphasis on Mechanical Characteristics. Materials 2023, 16, 4610. [Google Scholar] [CrossRef] [PubMed]
- Li, B. A Review of Tool Wear Estimation Using Theoretical Analysis and Numerical Simulation Technologies. Int. J. Refract. Met. Hard Mater. 2012, 35, 143–151. [Google Scholar] [CrossRef]
- Analyze Search Results. Available online: https://www.scopus.com/term/analyzer.uri?sort=plf-f&src=s&sid=1173b9ee91ed86cf667d53640865e68c&sot=a&sdt=a&sl=41&s=TITLE-ABS-KEY%28directed+energy+deposition%29&origin=resultslist&count=10&analyzeResults=Analyze+results (accessed on 13 March 2025).
- Bajaj, P.; Hariharan, A.; Kini, A.; Kürnsteiner, P.; Raabe, D.; Jägle, E.A. Steels in Additive Manufacturing: A Review of Their Microstructure and Properties. Mater. Sci. Eng. A 2020, 772, 138633. [Google Scholar] [CrossRef]
- Lalegani Dezaki, M.; Serjouei, A.; Zolfagharian, A.; Fotouhi, M.; Moradi, M.; Ariffin, M.K.A.; Bodaghi, M. A Review on Additive/Subtractive Hybrid Manufacturing of Directed Energy Deposition (DED) Process. Adv. Powder Mater. 2022, 1, 100054. [Google Scholar] [CrossRef]
- Li, Z.; Sui, S.; Ma, X.; Tan, H.; Zhong, C.; Bi, G.; Clare, A.T.; Gasser, A.; Chen, J. High Deposition Rate Powder- and Wire-Based Laser Directed Energy Deposition of Metallic Materials: A Review. Int. J. Mach. Tools Manuf. 2022, 181, 103942. [Google Scholar] [CrossRef]
- Li, K.; Chen, W.; Gong, N.; Pu, H.; Luo, J.; Zhang, D.Z.; Murr, L.E. A Critical Review on Wire-Arc Directed Energy Deposition of High-Performance Steels. J. Mater. Res. Technol. 2023, 24, 9369–9412. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive Manufacturing of Metallic Components—Process, Structure and Properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Gradl, P.; Cervone, A.; Colonna, P. Influence of Build Angles on Thin-Wall Geometry and Surface Texture in Laser Powder Directed Energy Deposition. Mater. Des. 2023, 234, 112352. [Google Scholar] [CrossRef]
- la Monaca, A.; Murray, J.W.; Liao, Z.; Speidel, A.; Robles-Linares, J.A.; Axinte, D.A.; Hardy, M.C.; Clare, A.T. Surface Integrity in Metal Machining—Part II: Functional Performance. Int. J. Mach. Tools Manuf. 2021, 164, 103718. [Google Scholar] [CrossRef]
- Ohring, M. 10—Degradation and failure of structural materials. In Engineering Materials Science; Ohring, M., Ed.; Academic Press: San Diego, CA, USA, 1995; pp. 501–X. ISBN 978-0-12-524995-9. [Google Scholar]
- Mills, D. Chapter 26—General Operating Problems. In Pneumatic Conveying Design Guide, 3rd ed.; Mills, D., Ed.; Butterworth-Heinemann: Oxford, UK, 2016; pp. 595–616. ISBN 978-0-08-100649-8. [Google Scholar]
- Bahshwan, M.; Myant, C.W.; Reddyhoff, T.; Pham, M.-S. The Role of Microstructure on Wear Mechanisms and Anisotropy of Additively Manufactured 316L Stainless Steel in Dry Sliding. Mater. Des. 2020, 196, 109076. [Google Scholar] [CrossRef]
- Liu, L.; Yang, C.; Sheng, Y. Wear Model Based on Real-Time Surface Roughness and Its Effect on Lubrication Regimes. Tribol. Int. 2018, 126, 16–20. [Google Scholar] [CrossRef]
- Sedlaček, M.; Podgornik, B.; Vižintin, J. Influence of Surface Preparation on Roughness Parameters, Friction and Wear. Wear 2009, 266, 482–487. [Google Scholar] [CrossRef]
- Arslan, A.; Masjuki, H.H.; Kalam, M.A.; Varman, M.; Mufti, R.A.; Mosarof, M.H.; Khuong, L.S.; Quazi, M.M. Surface Texture Manufacturing Techniques and Tribological Effect of Surface Texturing on Cutting Tool Performance: A Review. Crit. Rev. Solid State Mater. Sci. 2016, 41, 447–481. [Google Scholar] [CrossRef]
- Nsilani Kouediatouka, A.; Ma, Q.; Liu, Q.; Mawignon, F.J.; Rafique, F.; Dong, G. Design Methodology and Application of Surface Texture: A Review. Coatings 2022, 12, 1015. [Google Scholar] [CrossRef]
- Haden, C.V.; Zeng, G.; Carter, F.M., III; Ruhl, C.; Krick, B.A.; Harlow, D.G. Wire and Arc Additive Manufactured Steel: Tensile and Wear Properties. Addit. Manuf. 2017, 16, 115–123. [Google Scholar] [CrossRef]
- Gürol, U.; Kocaman, E.; Dilibal, S.; Koçak, M. A Comparative Study on the Microstructure, Mechanical Properties, Wear and Corrosion Behaviors of SS 316 Austenitic Stainless Steels Manufactured by Casting and WAAM Technologies. CIRP J. Manuf. Sci. Technol. 2023, 47, 215–227. [Google Scholar] [CrossRef]
- Lone, S.F.; Rathod, D.W.; Nazir Ahmad, S.; Sekar, S. Investigating the Tribological Performance and Wear Mechanisms of Stainless Steel 316L in Cold Metal Transfer-Based Wire Arc Additive Manufacturing Under Varied Loads and Thermal Inputs. J. Tribol. 2025, 147, 084202. [Google Scholar] [CrossRef]
- Zhu, C.; Fordyce, I.; Sun, S.D.; Annasamy, M.; Fabijanic, D.; Short, K.; Paradowska, A.; Leary, M.; Brandt, M.; Easton, M. Effect of Ti and TiC Additions on the Microstructure and Wear Resistance of High Chromium White Irons Produced by Laser Directed Energy Deposition. Wear 2022, 510, 204519. [Google Scholar] [CrossRef]
- Afshari, E.; Ghaffari, M.; Nemani, A.V.; Amegadzie, M.Y.; Bishop, D.P.; Nasiri, A. Augmenting Microstructure and Tribological Performance of Wire Arc Additive Manufactured PH13-8Mo Stainless Steel via TiC/TiB2 Nano-Particles Incorporation. J. Mater. Res. Technol. 2024, 32, 3432–3446. [Google Scholar] [CrossRef]
- Parvaresh, B.; Salehan, R.; Miresmaeili, R. Investigating Isotropy of Mechanical and Wear Properties in As-Deposited and Inter-Layer Cold Worked Specimens Manufactured by Wire Arc Additive Manufacturing. Met. Mater. Int. 2021, 27, 92–105. [Google Scholar] [CrossRef]
- Prasad, R.; Yuvaraj, N. Vipin Wear Characteristics of Dissimilar SDSS 2507–IN 718 Parts Fabricated by Cold Metal Transfer-Based Wire Arc Additive Manufacturing. J. Tribol. 2025, 147, 104203. [Google Scholar] [CrossRef]
- Zhang, Y.; Liu, Z.; Wang, Y.; Zhai, Y.; Cui, C.; Zhang, Q.; Du, Z.; Yuan, Y.; Wang, X. Study on the Role of Chromium Addition on Sliding Wear and Corrosion Resistance of High-Manganese Steel Coating Fabricated by Wire Arc Additive Manufacturing. Wear 2024, 540, 205242. [Google Scholar] [CrossRef]
- Nguyen, H.D.; Pramanik, A.; Basak, A.K.; Dong, Y.; Prakash, C.; Debnath, S.; Shankar, S.; Jawahir, I.S.; Dixit, S.; Buddhi, D. A Critical Review on Additive Manufacturing of Ti-6Al-4V Alloy: Microstructure and Mechanical Properties. J. Mater. Res. Technol. 2022, 18, 4641–4661. [Google Scholar] [CrossRef]
- Kumaran, M.; Senthilkumar, V. Influence of Heat Treatment on Stainless Steel 316L Alloy Manufactured by Hybrid Additive Manufacturing Using Powder Bed Fusion and Directed Energy Deposition. Met. Mater. Int. 2023, 29, 467–484. [Google Scholar] [CrossRef]
- Afshari, E.; Ghaffari, M.; Nemani, A.V.; Nasiri, A. Effect of Heat Treatment on Microstructure and Tribological Performance of PH 13-8Mo Stainless Steel Fabricated via Wire Arc Additive Manufacturing. Wear 2023, 526, 204947. [Google Scholar] [CrossRef]
- Khaghani, A.; Pouranvari, M. Wire-Arc Directed Energy Deposition of Martensitic Stainless Steel Hardfacing Alloy: Microstructure and Abrasion Wear Resistance. J. Mater. Res. Technol. 2025, 34, 1721–1731. [Google Scholar] [CrossRef]
- Duraisamy, R.; Kumar, S.M.; Kannan, A.R.; Shanmugam, N.S.; Sankaranarayanasamy, K.; Ramesh, M.R. Tribological Performance of Wire Arc Additive Manufactured 347 Austenitic Stainless Steel under Unlubricated Conditions at Elevated Temperatures. J. Manuf. Process. 2020, 56, 306–321. [Google Scholar] [CrossRef]
- Park, Y.K.; Ha, K.; Shin, K.Y.; Lee, K.Y.; Kim, D.J.; Kwon, S.-H.; Lee, W. Wear Resistance of Direct-Energy–Deposited AISI M2 Tool Steel with and without Post-Heat Treatment. Int. J. Adv. Manuf. Technol. 2021, 116, 3917–3931. [Google Scholar] [CrossRef]
- Tozzi, S.; Modena, E.; Falcioni, S.; Sudanese, A.; Affatato, S.; Taddei, P. The Effects of Contact Area and Applied Load on the Morphology of in Vitro Worn Ultra-high Molecular Weight Knee Prostheses: A Micro-Raman and Gravimetric Study. J. Raman Spectrosc. 2014, 45, 781–787. [Google Scholar] [CrossRef]
- Koli, Y.; Aravindan, S.; Rao, P.V. Wear Characteristics of Wire-Arc Additive Manufactured SS308L. J. Tribol. 2023, 145, 031706. [Google Scholar] [CrossRef]
- Yadav, A.; Srivastava, M.; Jain, P.K.; Rathee, S. Functional Behaviour of Novel Multi-Layered Deposition via Twin Wire Arc Additive Manufacturing: Microstructure Evolution and Wear Tailoring Characteristics. Structures 2024, 67, 106901. [Google Scholar] [CrossRef]
- Yadav, A.; Srivastava, M.; Jain, P.K.; Rathee, S. Microstructure Transformations and Improving Wear Resistance of Austenitic Stainless Steel Additively Fabricated by Arc-Based DED Process. Def. Technol. 2024, 38, 194–204. [Google Scholar] [CrossRef]
- Li, L.; Pan, X.; Liu, B.; Li, P.; Liu, Z. Study on Tool Wear during Hybrid Laser Additive and Milling Subtractive Manufacturing. Int. J. Adv. Manuf. Technol. 2023, 129, 1289–1300. [Google Scholar] [CrossRef]
- Chigilipalli, B.K.; Veeramani, A. Investigations on Dry Sliding Wear Behavior of a Wire Arc Additively Manufactured Nickel-Based Superalloy. Tribol. Trans. 2022, 65, 912–923. [Google Scholar] [CrossRef]
- Choi, H.; Bhowmik, P.; Rimon, T.; Bandari, Y.; Wang, Y.; Roy, S. Exploring the Friction and Wear Mechanisms of Nickel Titanium Alloy Fabricated by Laser Powder and Wire-Based Directed Energy Deposition. Tribol. Trans. 2024, 67, 522–537. [Google Scholar] [CrossRef]
- Teng, J.Z.; Jiang, P.F.; Cui, X.H.; Nie, M.H.; Li, X.R.; Liu, C.Z.; Zhang, Z.H. Revealing Microstructural Evolutions, Mechanical Properties and Wear Performance of Wire Arc Additive Manufacturing Homogeneous and Heterogeneous NiTi Alloy. J. Mater. Res. Technol. 2023, 27, 1593–1610. [Google Scholar] [CrossRef]
- Rooprai, R.S.; Bansal, A.; Singh, J. Influence of TiC Powder Content on Wear Behaviour of Inconel 625 Clads Developed by Hybrid-Mode Wire Arc Additive Manufacturing (WAAM) on EN-8 Steel. Tribol. Int. 2023, 189, 108937. [Google Scholar] [CrossRef]
- Kishor, G.; Mugada, K.K.; Mahto, R.P.; Sivanandam, A.; Kumar, D.R.; Amirthalingam, M. Effect of Crystallographic Texture and Grain Orientation on Tribological Properties of WAAM Deposited IN625 Alloy in Weaving Deposition Strategy. Mater. Chem. Phys. 2025, 329, 130089. [Google Scholar] [CrossRef]
- Jiang, P.; Nie, M.; Teng, J.; Li, Q.; Zhang, Z. Exploration Microstructural Evolution and Wear Mechanisms of Wire Arc Additive Manufacturing NiTi/Nb Bionic Composite Materials. Tribol. Int. 2024, 200, 110154. [Google Scholar] [CrossRef]
- Atık, E.; Yunker, U.; Merıç, C. The Effects of Conventional Heat Treatment and Boronizing on Abrasive Wear and Corrosion of SAE 1010, SAE 1040, D2 and 304 Steels. Tribol. Int. 2003, 36, 155–161. [Google Scholar] [CrossRef]
- Günen, A.; Gürol, U.; Koçak, M.; Çam, G. Investigation into the Influence of Boronizing on the Wear Behavior of Additively Manufactured Inconel 625 Alloy at Elevated Temperature. Progress Addit. Manuf. 2023, 8, 1281–1301. [Google Scholar] [CrossRef]
- Careri, F.; Umbrello, D.; Essa, K.; Attallah, M.M.; Imbrogno, S. The Effect of the Heat Treatments on the Tool Wear of Hybrid Additive Manufacturing of IN718. Wear 2021, 470, 203617. [Google Scholar] [CrossRef]
- Zhang, Q.; Duan, B.; Zhang, Z.; Wang, J.; Si, C. Effect of Ultrasonic Shot Peening on Microstructure Evolution and Corrosion Resistance of Selective Laser Melted Ti–6Al–4V Alloy. J. Mater. Res. Technol. 2021, 11, 1090–1099. [Google Scholar] [CrossRef]
- Guo, X.; Ma, M.; Zhang, S.; Wei, Z. Microstructure and Wear Resistance of Tungsten Carbide Particle Reinforced Titanium Alloy Coating by WAAM. Tribol. Int. 2024, 194, 109536. [Google Scholar] [CrossRef]
- Walczak, M.; Szala, M. Effect of Shot Peening on the Surface Properties, Corrosion and Wear Performance of 17-4PH Steel Produced by DMLS Additive Manufacturing. Arch. Civil. Mech. Eng. 2021, 21, 157. [Google Scholar] [CrossRef]
- Lu, J.; Lu, H.; Xu, X.; Yao, J.; Cai, J.; Luo, K. High-Performance Integrated Additive Manufacturing with Laser Shock Peening –Induced Microstructural Evolution and Improvement in Mechanical Properties of Ti6Al4V Alloy Components. Int. J. Mach. Tools Manuf. 2020, 148, 103475. [Google Scholar] [CrossRef]
- Amanov, A.; Karimbaev, R.; Li, C.; Wahab, M.A. Effect of Surface Modification Technology on Mechanical Properties and Dry Fretting Wear Behavior of Inconel 718 Alloy Fabricated by Laser Powder-Based Direct Energy Deposition. Surf. Coat. Technol. 2023, 454, 129175. [Google Scholar] [CrossRef]
- Li, C.; Karimbaev, R.; Wang, S.; Amanov, A.; Wang, D.; Abdel Wahab, M. Fretting Wear Behavior of Inconel 718 Alloy Manufactured by DED and Treated by UNSM. Sci. Rep. 2023, 13, 1308. [Google Scholar] [CrossRef]
- Kang, N.; El Mansori, M.; Feng, E.; Zhao, C.; Zhao, Y.; Lin, X. Sliding Wear and Induced-Microstructure of Ti-6Al-4V Alloys: Effect of Additive Laser Technology. Tribol. Int. 2022, 173, 107633. [Google Scholar] [CrossRef]
- Jiang, P.F.; Li, X.R.; Zong, X.M.; Wang, X.B.; Chen, Z.K.; Yang, H.X.; Liu, C.Z.; Gao, N.K.; Zhang, Z.H. Multi-Wire Arc Additive Manufacturing of Ti Basic Heterogeneous Alloy: Effect of Deposition Current on the Microstructure, Mechanical Property and Corrosion-Resistance. J. Alloys Compd. 2022, 920, 166056. [Google Scholar] [CrossRef]
- Jiang, P.; Nie, M.; Teng, J.; Li, Q.; Huo, C.; Zhang, Z. Mechanical and Tribological Characterization of Wire and Multi-Wire Arc Additive Manufactured Thin-Walled TC11 Component. Tribol. Int. 2025, 204, 110425. [Google Scholar] [CrossRef]
- Guo, B.; Guo, Y.; Tian, D.; Han, Y.; Zhang, X.; Bai, H.; Xin, L. Unveiling the Temperature Effect on Reciprocating Sliding Wear Mechanism of a TA15 Alloy Fabricated by Wire-Arc Additive Manufacturing. Wear 2025, 562, 205655. [Google Scholar] [CrossRef]
- Raghavendra, S.; Jayashree, P.; Rita, D.A.; Piras, G.; Scheider, D.; Chemello, M.; Benedetti, M. Wear and Material Characterization of CuSn10 Additively Manufactured Using Directed Energy Deposition. Addit. Manuf. Lett. 2023, 6, 100136. [Google Scholar] [CrossRef]
- Raghavendra, S.; Amirabdollahian, S.; Perini, M.; Chemello, M.; Benedetti, M. Development of DED Process Parameters for Deposition of Bronze and Evaluation of Its Wear Properties under Dry Sliding Conditions. Procedia Struct. Integr. 2024, 53, 119–128. [Google Scholar] [CrossRef]
- Cai, X.; Yang, M.; Qiao, Y.; Wang, Z.; Zhou, J.; Xue, F. Experimental Investigation on Wear Resistance and Corrosion Behavior of Nickel-Aluminum Bronze Alloy Fabricated by Wire-Arc Additive Manufacturing. J. Mater. Res. Technol. 2023, 26, 5801–5815. [Google Scholar] [CrossRef]
- Xie, J.; Huang, Z.; Lu, H.; Zheng, B.; Xu, X.; Lei, J. Additive Manufacturing of Tantalum-Zirconium Alloy Coating for Corrosion and Wear Application by Laser Directed Energy Deposition on Ti6Al4V. Surf. Coat. Technol. 2021, 411, 127006. [Google Scholar] [CrossRef]
- Costello, S.C.A.; Cunningham, C.R.; Xu, F.; Shokrani, A.; Dhokia, V.; Newman, S.T. The State-of-the-Art of Wire Arc Directed Energy Deposition (WA-DED) as an Additive Manufacturing Process for Large Metallic Component Manufacture. Int. J. Comput. Integr. Manuf. 2023, 36, 469–510. [Google Scholar] [CrossRef]
- Cunningham, C.R.; Flynn, J.M.; Shokrani, A.; Dhokia, V.; Newman, S.T. Invited Review Article: Strategies and Processes for High Quality Wire Arc Additive Manufacturing. Addit. Manuf. 2018, 22, 672–686. [Google Scholar] [CrossRef]
- Haines, M.P.; Rielli, V.V.; Primig, S.; Haghdadi, N. Powder Bed Fusion Additive Manufacturing of Ni-Based Superalloys: A Review of the Main Microstructural Constituents and Characterization Techniques. J. Mater. Sci. 2022, 57, 14135–14187. [Google Scholar] [CrossRef]
- Morshed-Behbahani, K.; Bishop, D.P.; Nasiri, A. A Review of the Corrosion Behavior of Conventional and Additively Manufactured Nickel-Aluminum Bronze (NAB) Alloys: Current Status and Future Challenges. Mater. Horiz. 2023, 10, 5391–5435. [Google Scholar] [CrossRef] [PubMed]
- Singh, G.; Missiaen, J.M.; Bouvard, D.; Chaix, J.M. Copper Additive Manufacturing Using MIM Feedstock: Adjustment of Printing, Debinding, and Sintering Parameters for Processing Dense and Defectless Parts. Int. J. Adv. Manuf. Technol. 2021, 115, 449–462. [Google Scholar] [CrossRef]
- Su, J.; Jiang, F.; Teng, J.; Chen, L.; Yan, M.; Requena, G.; Zhang, L.-C.; Wang, Y.M.; Okulov, I.V.; Zhu, H. Recent Innovations in Laser Additive Manufacturing of Titanium Alloys. Int. J. Extrem. Manuf. 2024, 6, 032001. [Google Scholar] [CrossRef]
- Zhang, Z.; Dandu, R.S.B.; Klu, E.E.; Cai, W. A Review on Tribocorrosion Behavior of Aluminum Alloys: From Fundamental Mechanisms to Alloy Design Strategies. Corros. Mater. Degrad. 2023, 4, 594–622. [Google Scholar] [CrossRef]
- Takadoum, J. Review on Corrosion, Tribocorrosion and Osseointegration of Titanium Alloys as Biomaterials. Corros. Mater. Degrad. 2023, 4, 644–658. [Google Scholar] [CrossRef]
- Li, Y.; Zhou, Z.; He, Y. Tribocorrosion and Surface Protection Technology of Titanium Alloys: A Review. Materials 2023, 17, 65. [Google Scholar] [CrossRef]
- Niinomi, M.; Nakai, M. Titanium-based Biomaterials for Preventing Stress Shielding between Implant Devices and Bone. Int. J. Biomater. 2011, 2011, 836587. [Google Scholar] [CrossRef]
- Enblom, R. Deterioration Mechanisms in the Wheel–Rail Interface with Focus on Wear Prediction: A Literature Review. Veh. Syst. Dyn. 2009, 47, 661–700. [Google Scholar] [CrossRef]
- Bhuvanesh Kumar, M.; Sathiya, P.; Senthil, S.M. A Critical Review of Wire Arc Additive Manufacturing of Nickel-Based Alloys: Principles, Process Parameters, Microstructure, Mechanical Properties, Heat Treatment Effects, and Defects. J. Braz. Soc. Mech. Sci. Eng. 2023, 45, 164. [Google Scholar] [CrossRef]
- Scharf, T.W.; Prasad, S.V. Solid Lubricants: A Review. J. Mater. Sci. 2013, 48, 511–531. [Google Scholar] [CrossRef]
- Wang, B.; Qiu, F.; Barber, G.C.; Zou, Q.; Wang, J.; Guo, S.; Yuan, Y.; Jiang, Q. Role of Nano-Sized Materials as Lubricant Additives in Friction and Wear Reduction: A Review. Wear 2022, 490–491, 204206. [Google Scholar] [CrossRef]
- Wood, R.J.K. Marine Wear and Tribocorrosion. Wear 2017, 376–377, 893–910. [Google Scholar] [CrossRef]
- Morshed-Behbahani, K.; Rayner, A.J.; Bishop, D.P.; Nasiri, A. Perspectives on the Unusual Electrochemical Corrosion of Nickel Aluminum Bronze (NAB) Alloy Fabricated through Laser-Powder Bed Fusion Additive Manufacturing. Corros. Sci. 2024, 228, 111846. [Google Scholar] [CrossRef]
- Lim, W.Y.S.; Cao, J.; Suwardi, A.; Meng, T.L.; Tan, C.K.I.; Liu, H. Recent Advances in Laser-Cladding of Metal Alloys for Protective Coating and Additive Manufacturing. J. Adhes. Sci. Technol. 2022, 36, 2482–2504. [Google Scholar] [CrossRef]
- Gachot, C.; Rosenkranz, A.; Hsu, S.M.; Costa, H.L. A Critical Assessment of Surface Texturing for Friction and Wear Improvement. Wear 2017, 372–373, 21–41. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heat Source | Build Volume | Detail Resolution | Deposition Rate | Coupling Efficiency | Potential for Contamination |
|---|---|---|---|---|---|
| Laser | 3 | 2 | 2 | 1 | 3 |
| Electron beam | 4 | 1 | 3 | 4 | 4 |
| Plasma/electric arc | 3 | 1 | 3 | 4 | 2 |
| Location | COF | Maximum Penetration Depth (nm) | Wear Volume (10−5 × μm3) | Dominant Texture * |
|---|---|---|---|---|
| Top | 0.337 | 0.015 | 2.52 | Cube, Cube-RD, and Cube-ND |
| Middle | 0.456 | 0.050 | 8.42 | Brass, Goss, Cu, S |
| Bottom | 0.323 | 0.016 | 2.69 | Cube-ND, Cube- RD, Brass |
| Alloy | Laser Power (W) | Shielding Gas | Travel Speed (cm min−1) | Layer Thickness (mm) | Scanning Strategy Rotation (Degree) | Ref. |
|---|---|---|---|---|---|---|
| AISI M2 | 900 | Ar | 85 | 0.25 | 90 | [54] |
| 316L SS | 1000 | N.A. | 42 | 0.6 | 90 | [59] |
| high chromium white irons | 2250 | Ar | 100 | 1 | 90 (meander) | [44] |
| CuSn10 | 600–1100 | N.A. | 50–75 | N.A. | N.A. | [79] |
| CuSn12Ni2 bronze | 2000 | Ar | 80 | N.A. | 90 | [80] |
| IN718 | 1600 | N.A. | 90 | 0.8 | N.A. | [73] |
| Ti6Al4V | 2300 | N.A. | 1.5 | 0.6 | N.A. (Zigzag) | [75] |
| Ta-Zr | 3000 | Ar | 30 | 3 | N.A. | [82] |
| Alloy | Shielding Gas | Current (A) | Voltage (V) | Travel Speed (cm min−1) | Layer Thickness (mm) | Wire Feed Rate (cm/min) | Ref. |
|---|---|---|---|---|---|---|---|
| 316L | Ar | 110–150 | 13.2–14.8 | 35 | N.A. | 290–420 | [43] |
| ER 316L | 97.5% Argon + 2.5% CO2 | 110 | 14 | 45 | N.A. | N.A. | [42] |
| SS316LSi & ER70S-6 | Ar | 135 | 16 | 31 | N.A. | N.A. | [57] |
| SS316LSi | Ar | 138 | 16 | 33.4 | N.A. | N.A. | [58] |
| 304 SS | 90% He + 7.5% Ar + 2.5% CO2 | N.A. | 22 | 15.2 | N.A. | 543.5 | [41] |
| ER347 | 98% Argon + 2% CO2 | 140 | 16.2 | 40 | N.A. | 451 | [53] |
| ER420 martensitic stainless steel | Ar | N.A. | N.A. | N.A. | 2 | N.A. | [52] |
| SDSS 2507 | Ar | 210 | N.A. | 0.69 | N.A. | N.A. | [47] |
| PH 13-8Mo | 90% He + 7.5% Ar + 2.5% CO2 | 135 | 28 | 24 | N.A. | 408 | [51] |
| PH 13-8Mo | 90% He, 7.5% Ar, and 2.5% CO2 | 135 | 28 | 24 | N.A. | 408 | [45] |
| high-manganese steel | 20% CO2 + 80% Ar | 300 | 30 | N.A. | 2 | N.A. | [48] |
| IN625 | 97.5% Ar + 2.5% CO2 | 150 | 15.8 | 50 | 0.65 | N.A. | [67] |
| IN625 | Ar | 155 | 16.5 | 10 | N.A. | 550 | [63] |
| IN625 | Ar + CO2 | 150 | 22 | N.A. | 2–3 | 450 | [64] |
| IN718 | Ar | 190 | N.A. | 0.89 | N.A. | N.A. | [47] |
| Alloy 825 | Ar | N.A. | 28 | 25 | 2.7 | 800 | [60] |
| Nitinol 55 | Ar | N.A. | N.A. | N.A. | N.A. | 44.2 | [61] |
| NiTi | Ar | 200–220 | - | 30 | N.A. | 80 | [62] |
| NiTi/Nb composite | Ar | NiTi: 100 | NiTi: N.A. | NiTi: 30 | N.A. | N.A. | [65] |
| Nb: 152 | Nb: 13.7 | Nb: 45 | |||||
| TC11 | Ar | 120 | 14–14.5 | 34–38 | N.A. | 100 | [77] |
| TA15 alloy | Ar | 140.4 | 13.5 | N.A. | 2 | 200 | [78] |
| Ti-6Al-3Nb-2Zr-1Mo alloy | Ar | 180 | N.A. | 12 | N.A. | 120 | [70] |
| NAB | Ar | 60 | 8.7 | 10 | N.A. | N.A. | [81] |
| AM Technology | Alloy | Test (Condition) | Comment | Ref. |
|---|---|---|---|---|
| WAAM | Inconel 625 | ball-on-disc wear (dry) | Simultaneous boronizing and heat treatment enhanced the wear resistance of WAAM IN625. (WR * = 1.3–73.3 × 10−5 mm3/Nm; COF * = 0.57–0.81). | [67] |
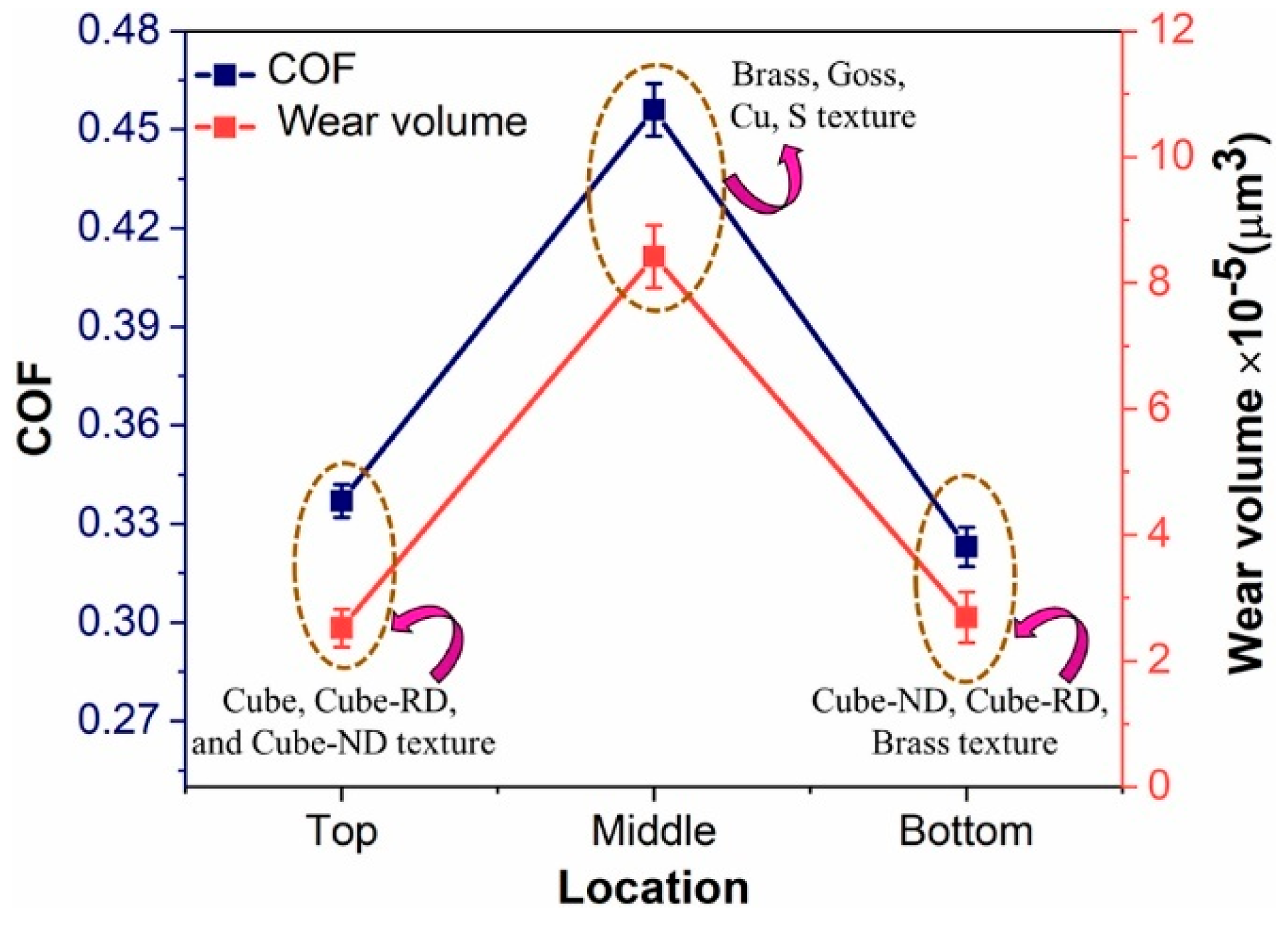
| WAAM | Inconel 625 | nano-indetation and nano-scratch tests (dry) | Wear resistance in WAAM-fabricated Inconel 625 varied across different regions, with the top region exhibiting the lowest COF due to Cube-related textures, while the middle region showed the highest wear and material loss due to Brass, Goss, Cu, and S textures, influenced by differences in crystallographic orientations. (WV * = 2.5–8.4 × 10−5 μm3; COF = 0.32–0.46). | [64] |
| Hybrid WAAM | Inconel 625 | Dry sand/rubber wheel apparatus + pin-on-disc (dry) | The addition of TiC to Inconel 625 clads via the WAAM process significantly improved the abrasive wear resistance of EN-8 steel, with the Inc625 + 30TiC clad exhibiting the least mass loss due to the presence of tough TiC particles, which reduced penetration while increasing surface roughness and friction, resulting in a mixed ductile-brittle wear mechanism. (MSR * = 0.002–0.008 mg/Nm; COF = 0.1–0.2). | [63] |
| L-DED | Inconel 718 | Machining test (dry) | Heat treatment of L-DED IN718 resulted in the formation of strengthening phases, which rapidly degraded the tool’s surface, whereas the inferior mechanical properties of as-built IN718 did not cause such deterioration. (WR = N.A.; COF = N.A.). | [68] |
| L-DED | Inconel 718 | Ball-on-disc (dry) | The high compressive residual stress induced by surface-post treatment enhanced the wear resistance of L-DED IN718 compared to its untreated counterpart. (WR = 10–28 × 10−7 mm3/Nm; COF = 0.4–1.5). | [73] |
| L-DED | Inconel 718 | cylinder-on-plane (dry) | As a post-surface treatment, UNSM * enhanced wear resistance. The finite element results exhibited exceptional consistency in wear loss predictions, with an error margin of less than 2%. (WR = 2.9–16.8 × 10−3 mm3/m; COF = 0.3–0.48). | [74] |
| WAAM | Alloy 825 | pin-on-disc (dry) | The wear characteristics of both wrought and WAAM alloys were influenced by load and sliding velocity, with lower wear occurring at high velocities and low loads, while higher wear was associated with low velocities and high loads, leading to different wear mechanisms such as abrasive, adhesive, and delamination wear. (WR = 2.9–16.8 × 10−3 mm3/m; COF = 0.30–0.48). | [60] |
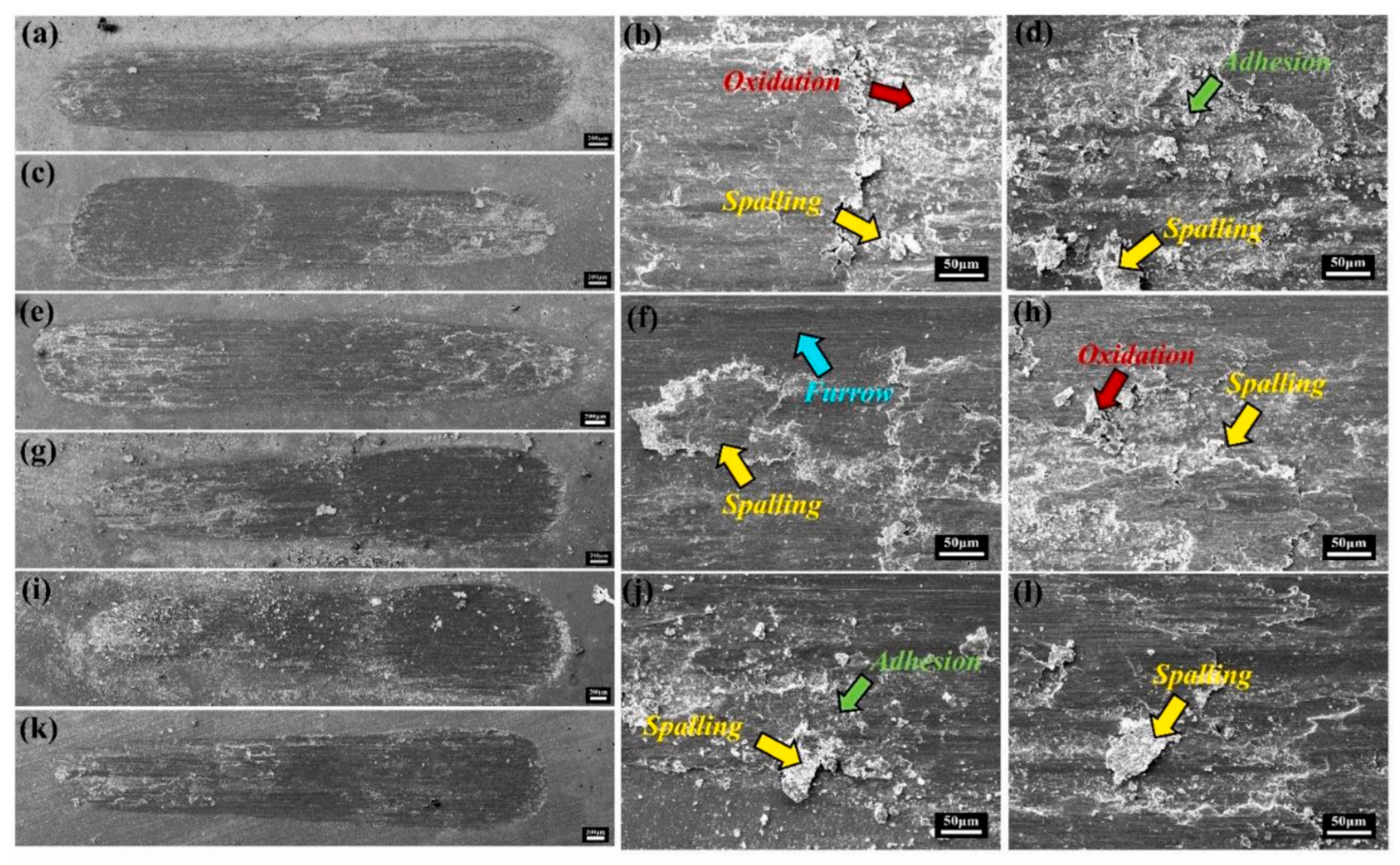
| WAAM | NiTi | Low speed friction (dry) | The homogeneous WAAM NiTi component exhibited superior wear resistance with a decreasing COF, primarily undergoing oxidative and adhesive wear, while the heterogeneous NiTi alloy experienced more pronounced scratches dominated by adhesive wear. (WR = N.A.; COF = 0.71–0.76). | [62] |
| LW-DED & LP-DED | Nitinol 55 | ball-on-flat (dry) | At lower temperatures, LP-DED samples exhibited improved friction and wear performance, primarily due to their higher hardness and the presence of a stable NiTi B2 austenite phase in the microstructure. However, as the temperature increased, both LP-DED and LW-DED samples displayed similar wear mechanisms, indicating a convergence in their tribological behavior under elevated thermal conditions. (WV * = 0.8–5.8 × 108 μm3; COF = 0.50–0.70). | [61] |
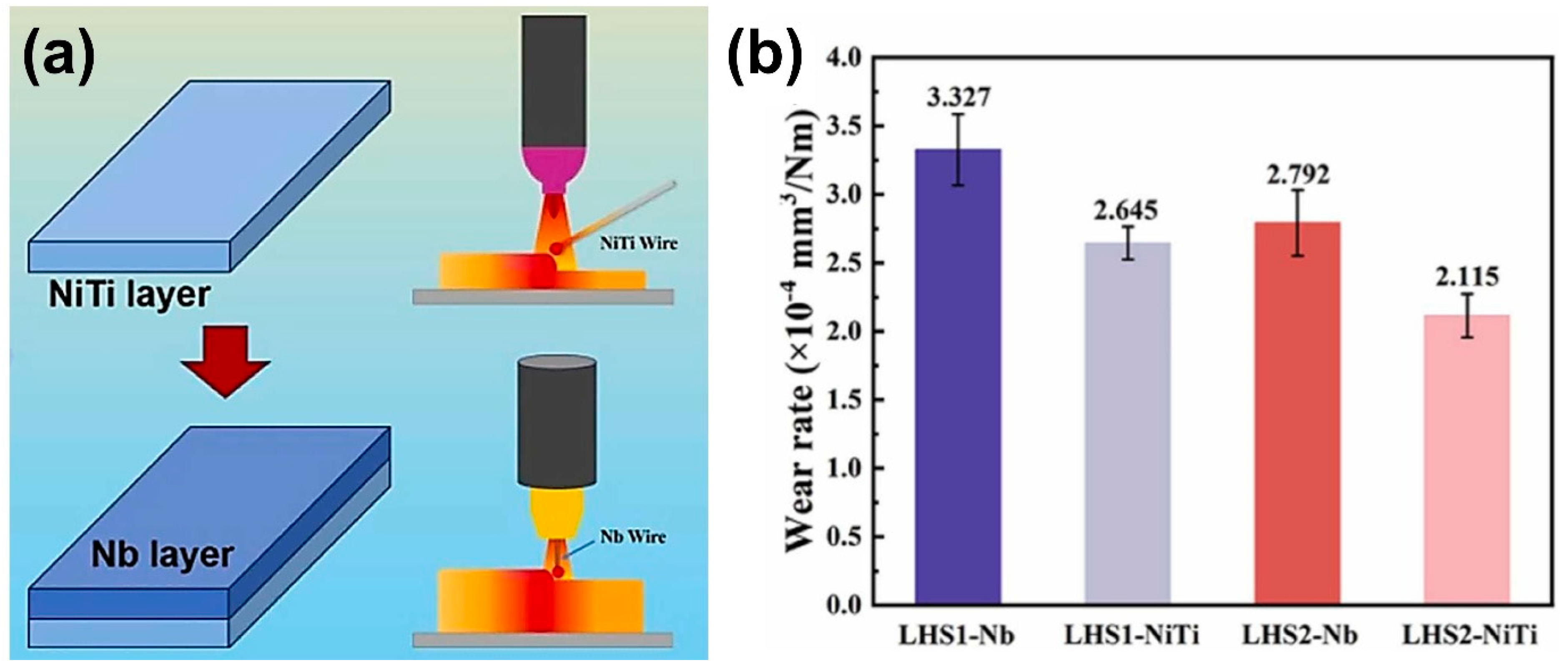
| WAAM | NiTi/Nb composite | ball-on-flat (dry) | The wear response of NiTi/Nb composite changes as a function of Nb content. The higher Nb content caused lower wear resistance. (WR = 2.1–3.3 × 10−4 mm3/Nm; COF = 0.70–0.81). | [65] |
| WAAM | SDSS 2507 & Inconel 718 | ball-on-disc (dry) | The maximum wear-rate was for IN 718 while the minimum wear-rate was for SDSS 2507. The wear-rate of the SDSS 2507–IN 718 interfaces falls between the wear-rates of SDSS 2507 and IN 718. (WR = 0.2–2.6 × 10−5 mm3/m; COF = 0.50–0.63). | [47] |
| L-DED | 316L SS | Machining test (dry) | Tool wear was more severe in thermal milling than in room-temperature milling. Besides, lower milling speeds resulted in improved surface roughness, while a quadruple-edged milling cutter exhibited greater wear resistance than a double-edged cutter. (WR = N.A.; COF = N.A.). | [59] |
| WAAM | 316L | Ball on plate (dry) | The wear resistance of WAAM SS316L samples was influenced by heat input and load, with higher values increasing wear rate and COF, while wear mechanisms included abrasive wear, surface fatigue, adhesion, and oxidative wear, accompanied by a phase transformation from γ-austenite to α′-martensite. (WR = 1.2–3.5 × 10−3 mm3/m; COF = 0.17–0.31). | [43] |
| WAAM | ER 316L | ball-on-flat (dry) | This study demonstrates that the WAAM process can produce SS316 parts with mechanical, wear, and corrosion properties comparable to or better than conventional as-cast parts. (WR = 2.5–18.5 × 10−4 mm3/m; COF = 0.45–0.60). | [42] |
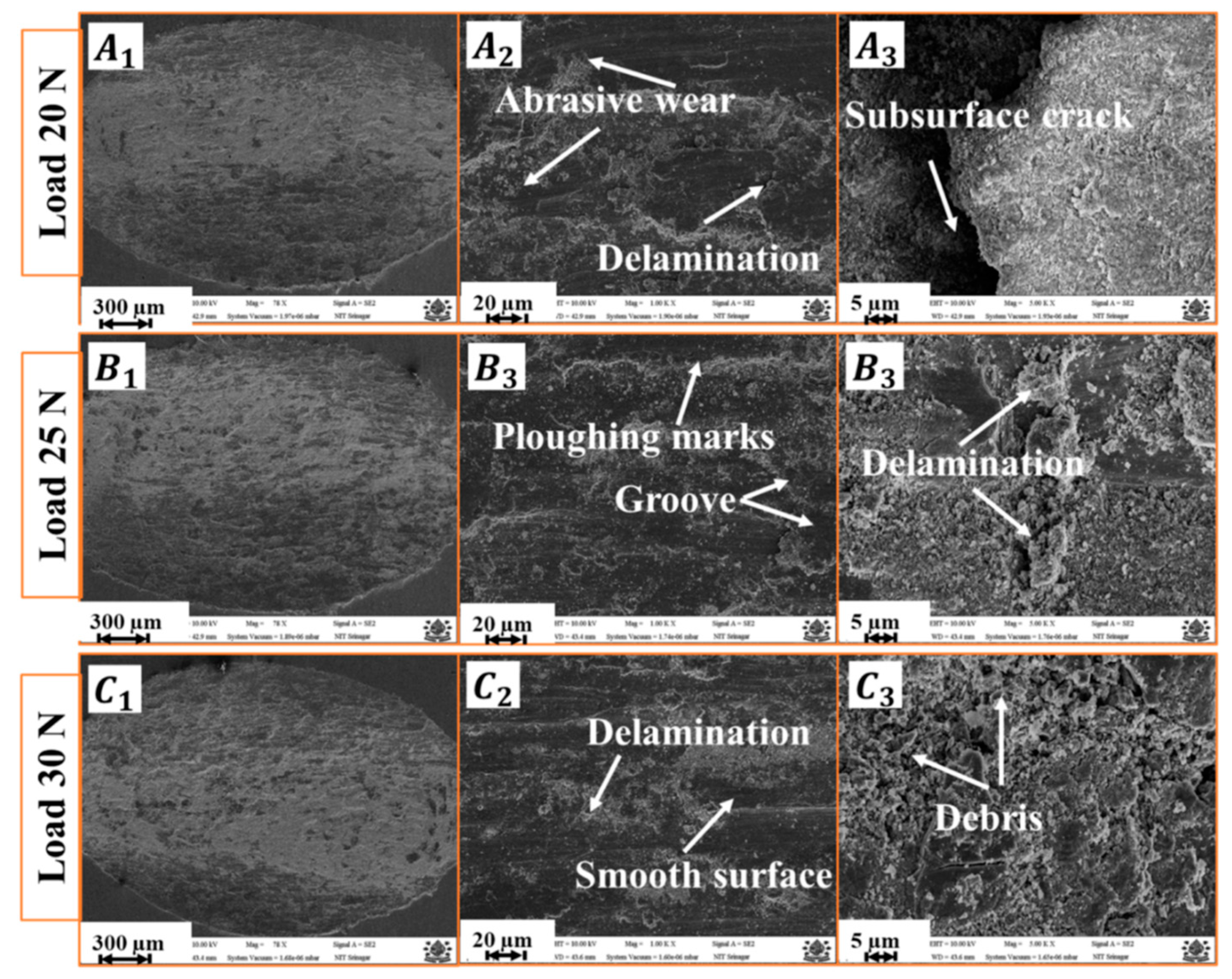
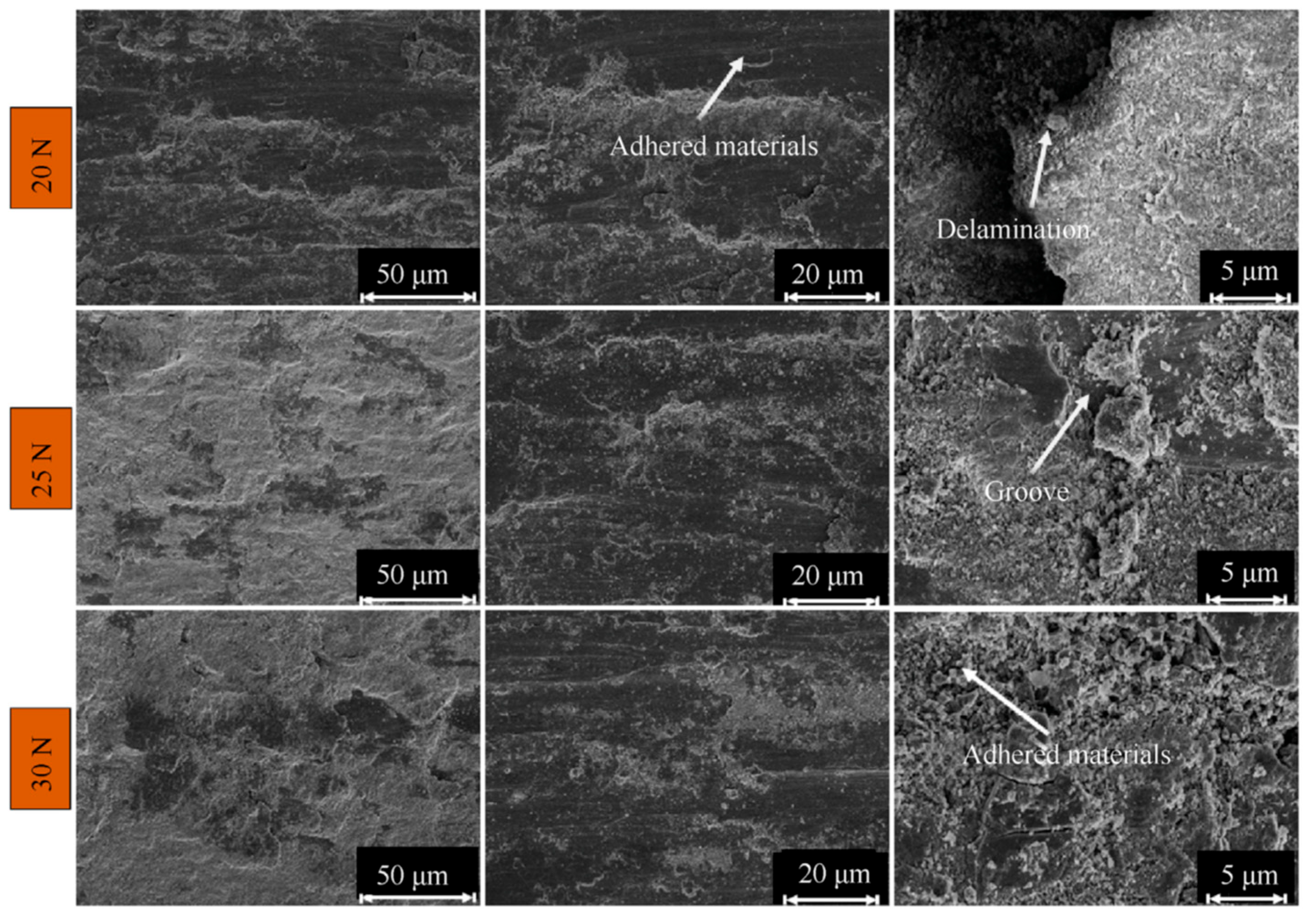
| WAAM | SS316LSi | ball-on-flat (dry) | Increasing applied load led to higher wear rate. Adhesive wear was the dominant wear mechanism. (WR = 2.5–4.0 × 10−3 mm3/Nm; COF = 0.54–0.57). | [58] |
| Twin-WAAM | SS316LSi & ER70S-6) | Ball-on-disc (dry) | Printed material has higher wear resistance, but the wear resistance decreased with increasing load. (WR = 2.0–2.8 × 10−3 mm3/Nm; COF = 0.44–0.49). | [57] |
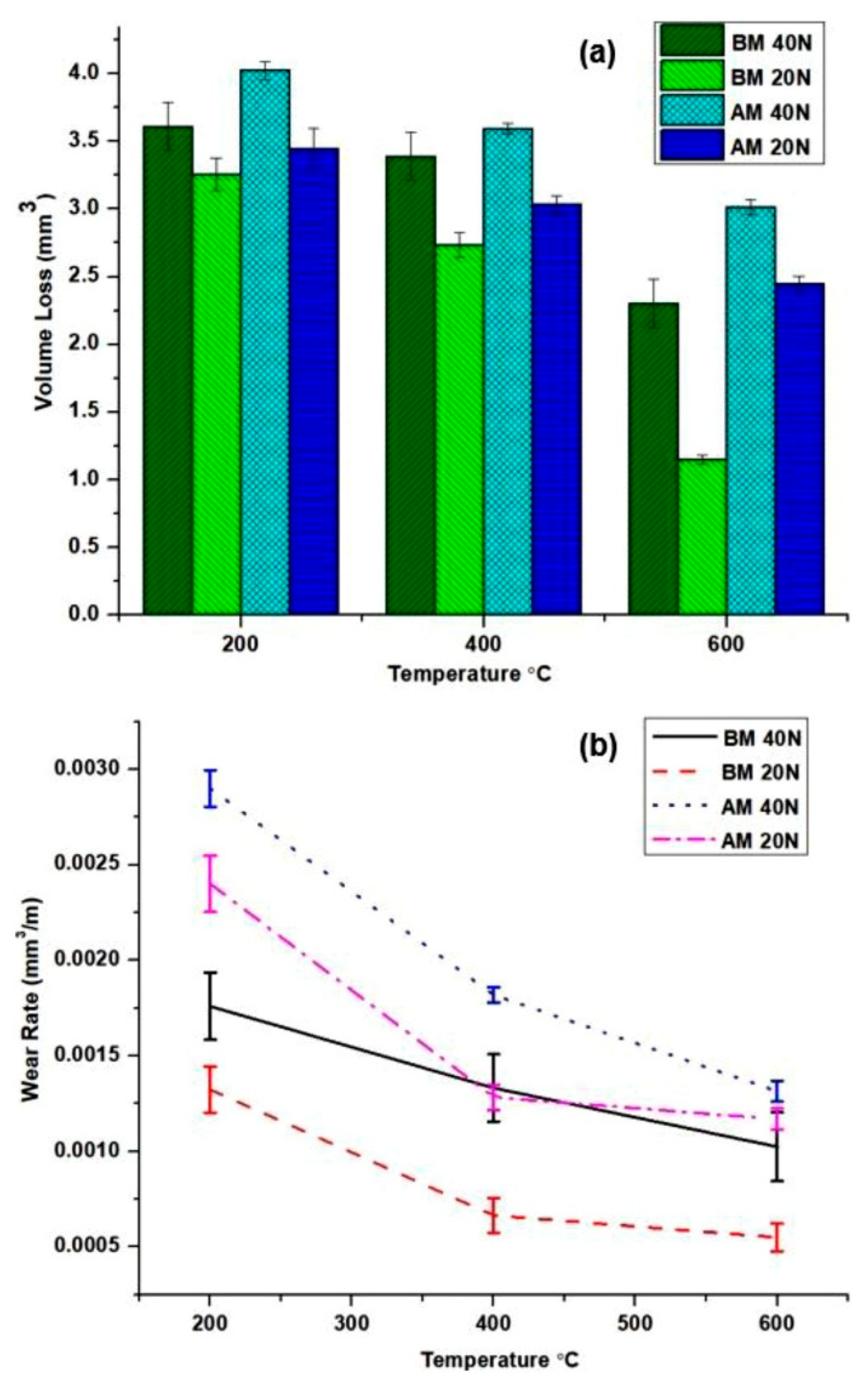
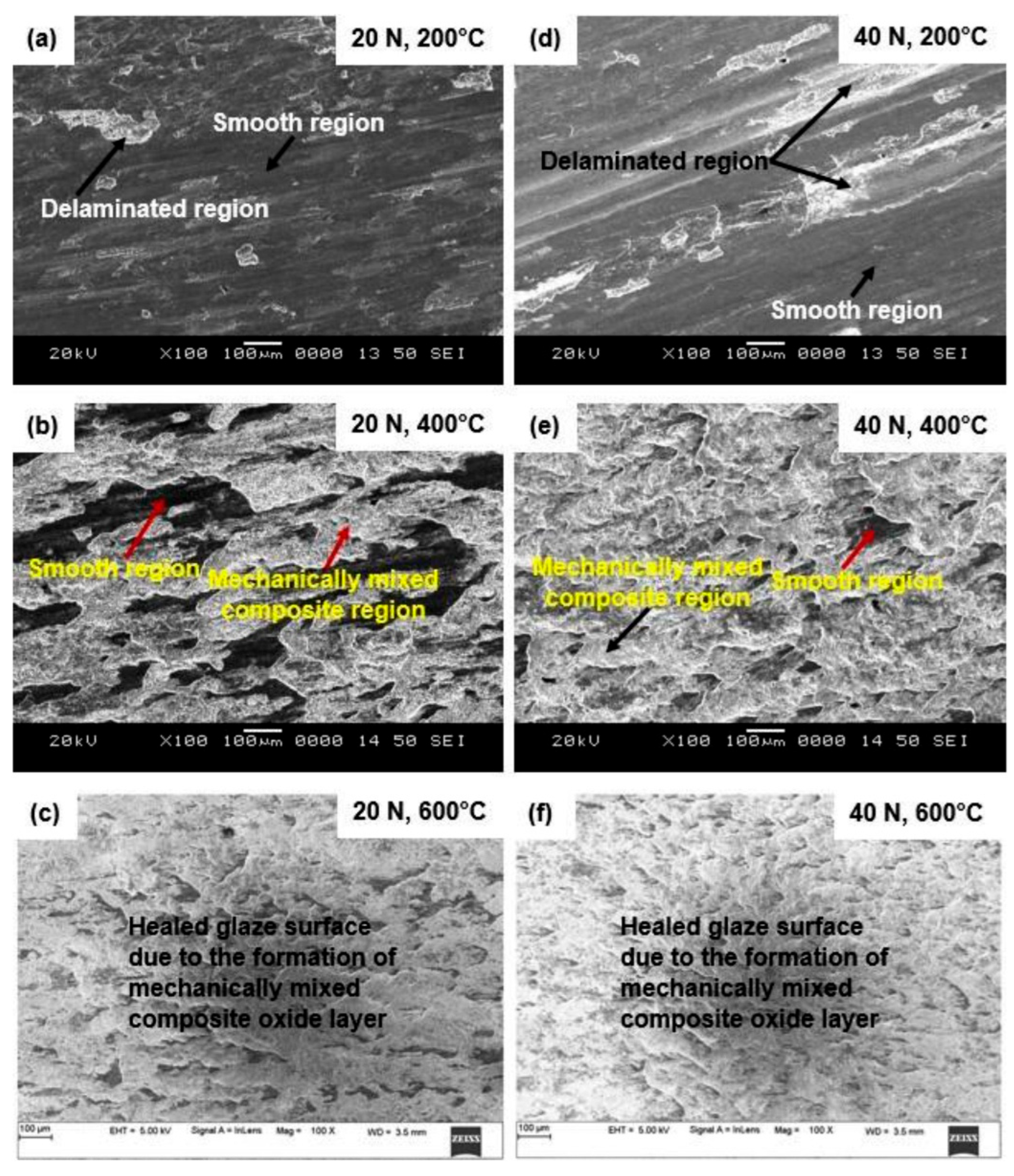
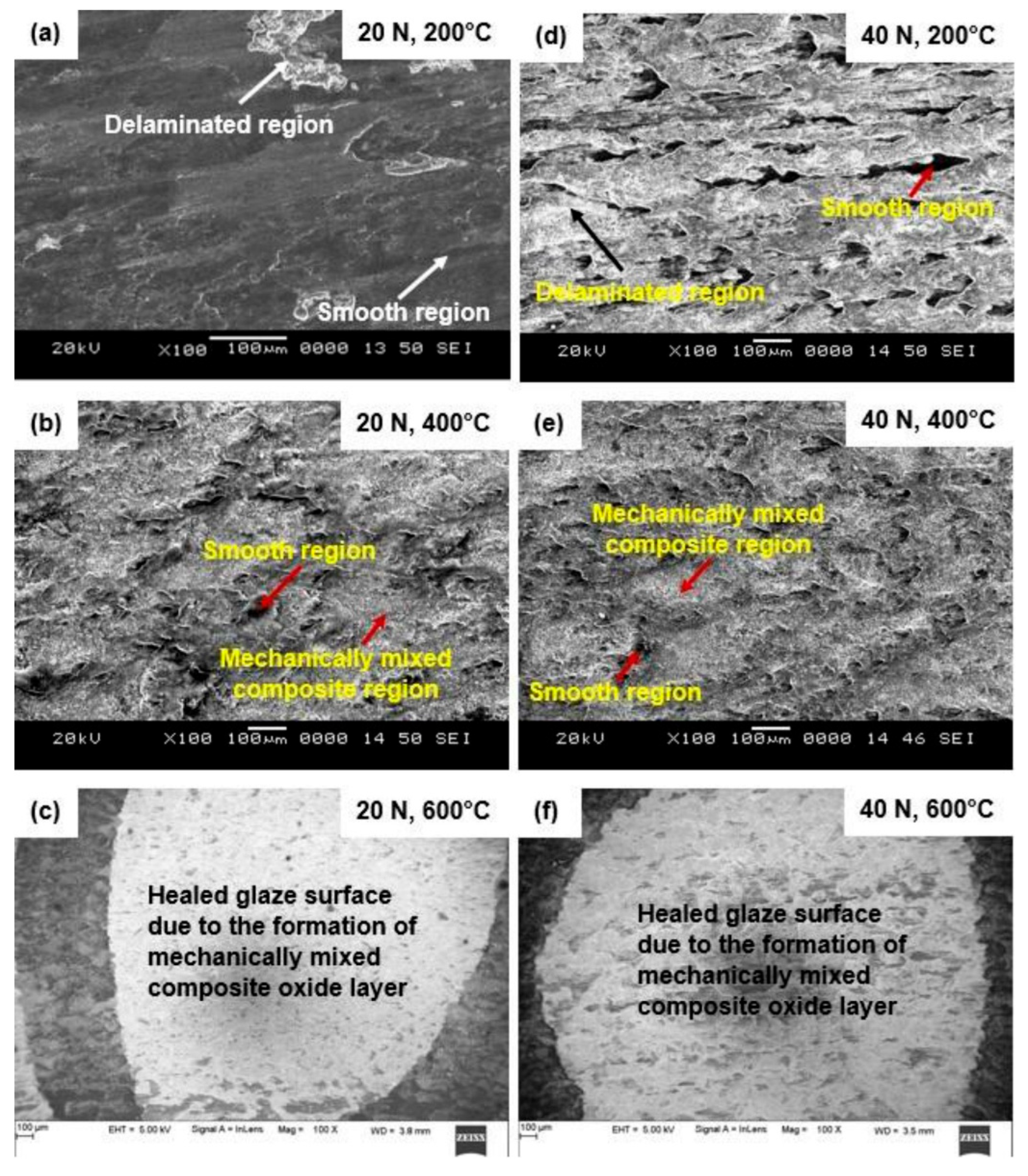
| WAAM | ER347 | Pin-on-disc (dry) | The wear mechanism transitioned from adhesive wear at 200 °C to mild oxidative wear at 400–600 °C, where a mechanically mixed composite layer formed, stabilizing the wear rate. (WR = 0.5–3.0 × 10−3 mm3/m; COF = 0.40–0.47). | [53] |
| WAAM | SS308L | pin-on-disc (dry) | The wear resistance of AM-fabricated ASS 308L is influenced by heat input, with lower heat input reducing the COF and wear rate, while severe stresses promote plastic deformation, inducing austenite-to-martensite transformation and leading to adhesive wear as hardened debris fractures and rolls into cylindrical shapes. (WR = 0.02–0.12 mm3/m; COF = 0.46–0.66). | [56] |
| WAAM | 304 SS | reciprocating wear test (dry) | Extraction location of WAAM 304 SS and the corresponding microstructure significantly influence the wear behavior. (WR = 0.5–2.5 × 10−5 mm3/Nm; COF = N.A.). | [41] |
| WA-DED | ER420 | Dry sand/rubber wheel apparatus (dry) | Post-tempering alters the wear mechanism from micro-cutting and micro-cracking to micro-ploughing, significantly enhancing wear resistance compared to the as-printed sample. (Mass loss = 0.5–1.6 g; COF = N.A.). | [52] |
| WAAM | PH 13–8Mo | Scratch tests & Dry sliding (dry) | WAAM-fabricated PH 13–8Mo stainless steel, after optimal heat treatment at 500 °C for four hours, exhibits improved hardness, wear resistance, and lower friction due to the elimination of δ-ferrite and the formation of β-NiAl precipitates, making it a viable alternative to wrought counterparts for wear-resistant applications. (WR = 0.8–2.8 × 10−6 mm3/Nm; COF = 0.48–0.57). | [51] |
| WAAM | PH 13-8Mo | Scratch tests & Dry sliding (dry) | This study reveals that TiC/TiB2 inoculation enhances wear resistance in additively manufactured components by promoting grain refinement and strengthening effects, with TiC-inoculated samples demonstrating superior wear performance due to an optimal balance of hardness and fracture resistance. (WV = 0.23–0.62 mm3; COF = 0.46–0.57). | [45] |
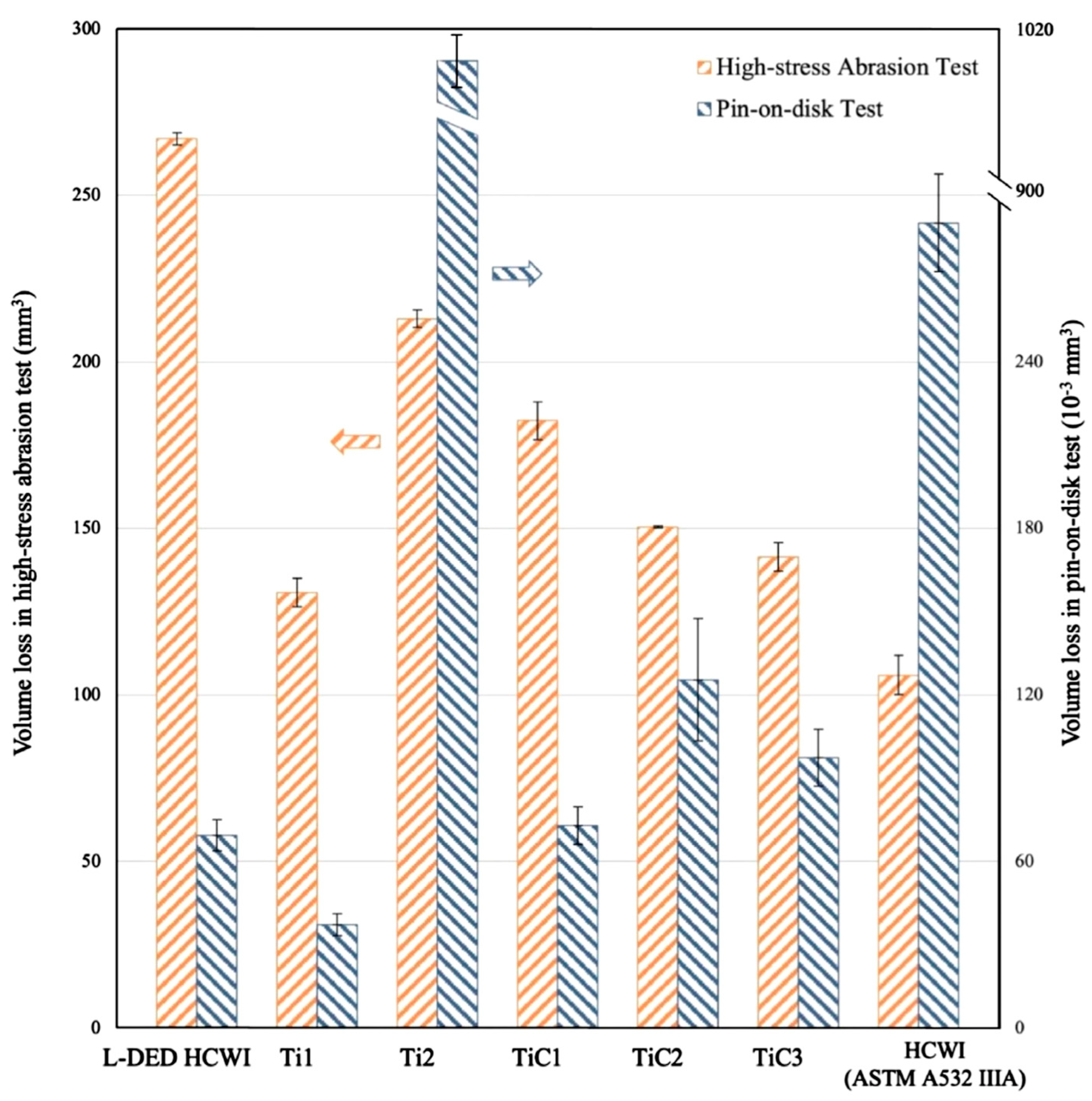
| L-DED | high chromium white irons | high stress abrasion test (dry) and pin-on-disk wear (dry) | When exposed to softer abrasives, wear resistance is primarily influenced by carbide morphology and matrix microstructure. However, when subjected to harder abrasives, the γ-Fe matrix plays a crucial role in enhancing wear resistance. (WV = 3–29 × 10−2 mm3; COF = N.A.). | [44] |
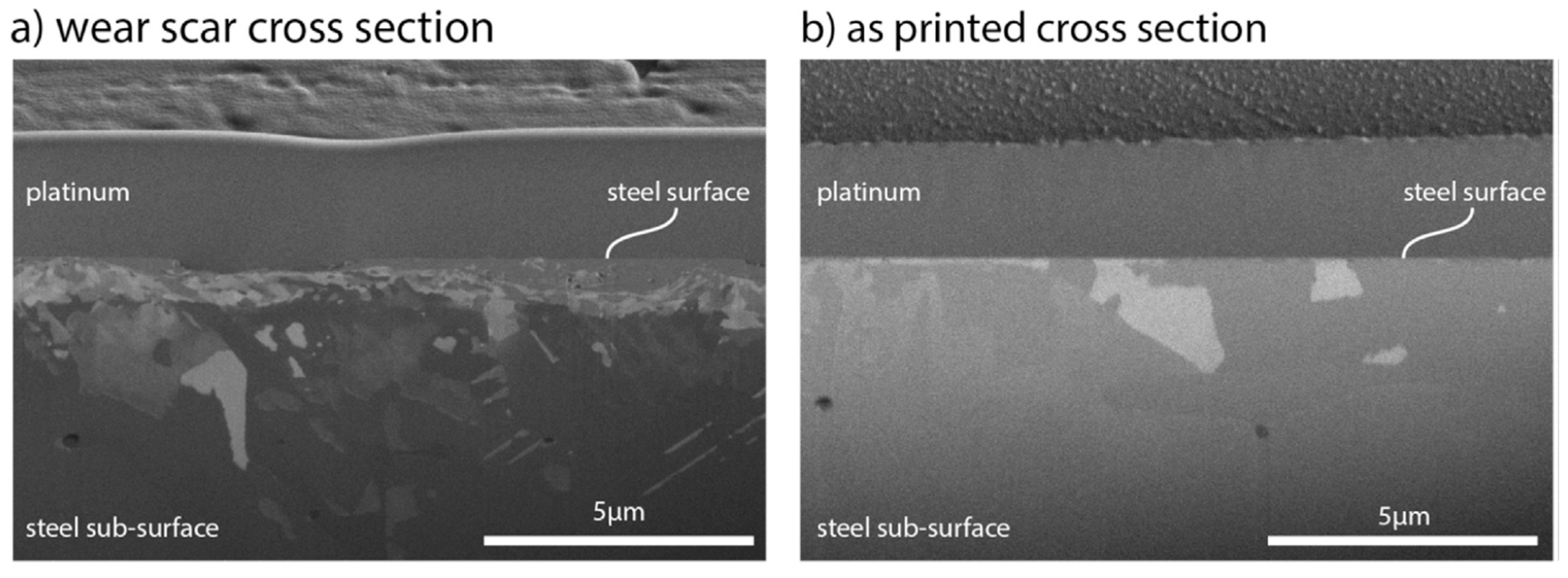
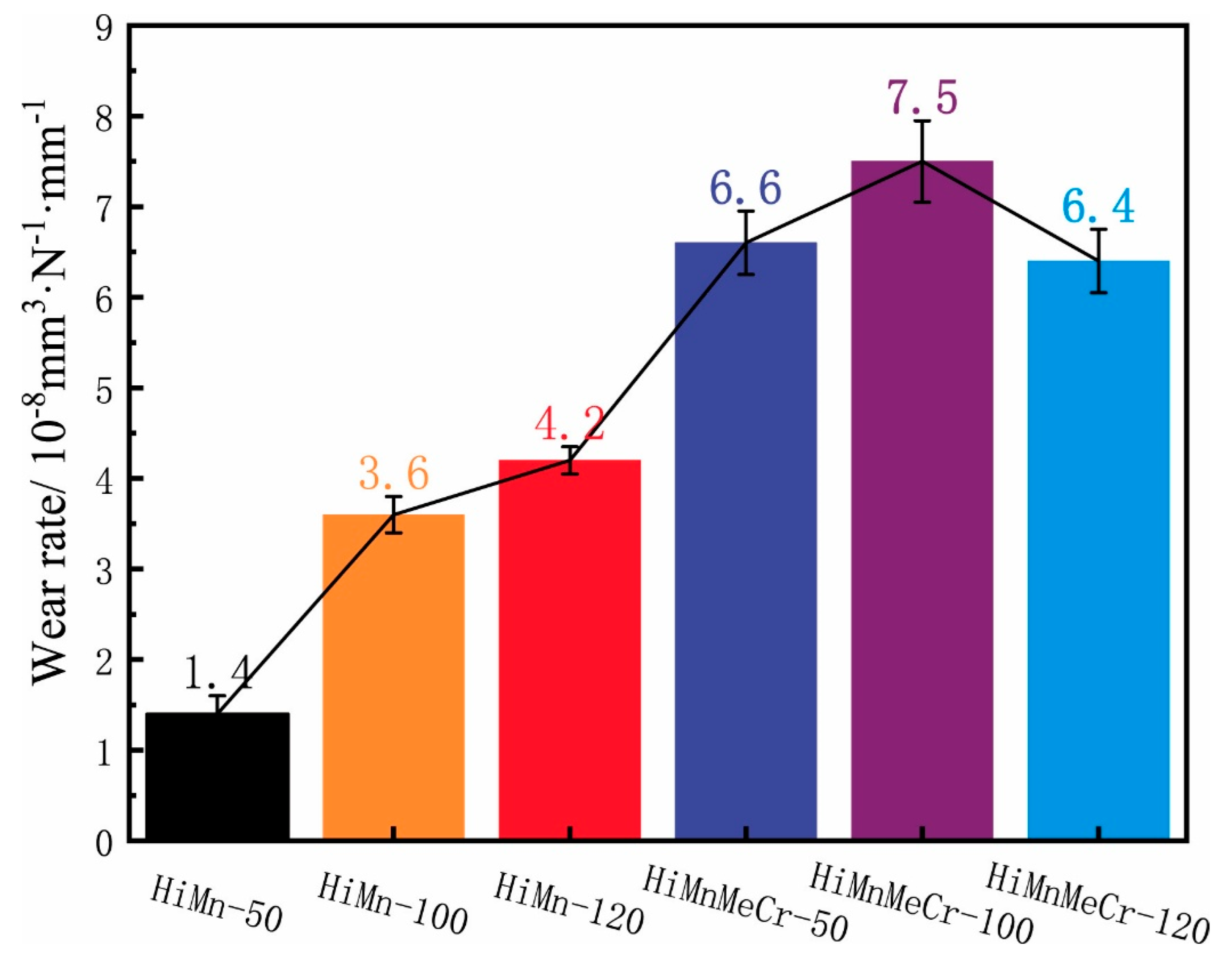
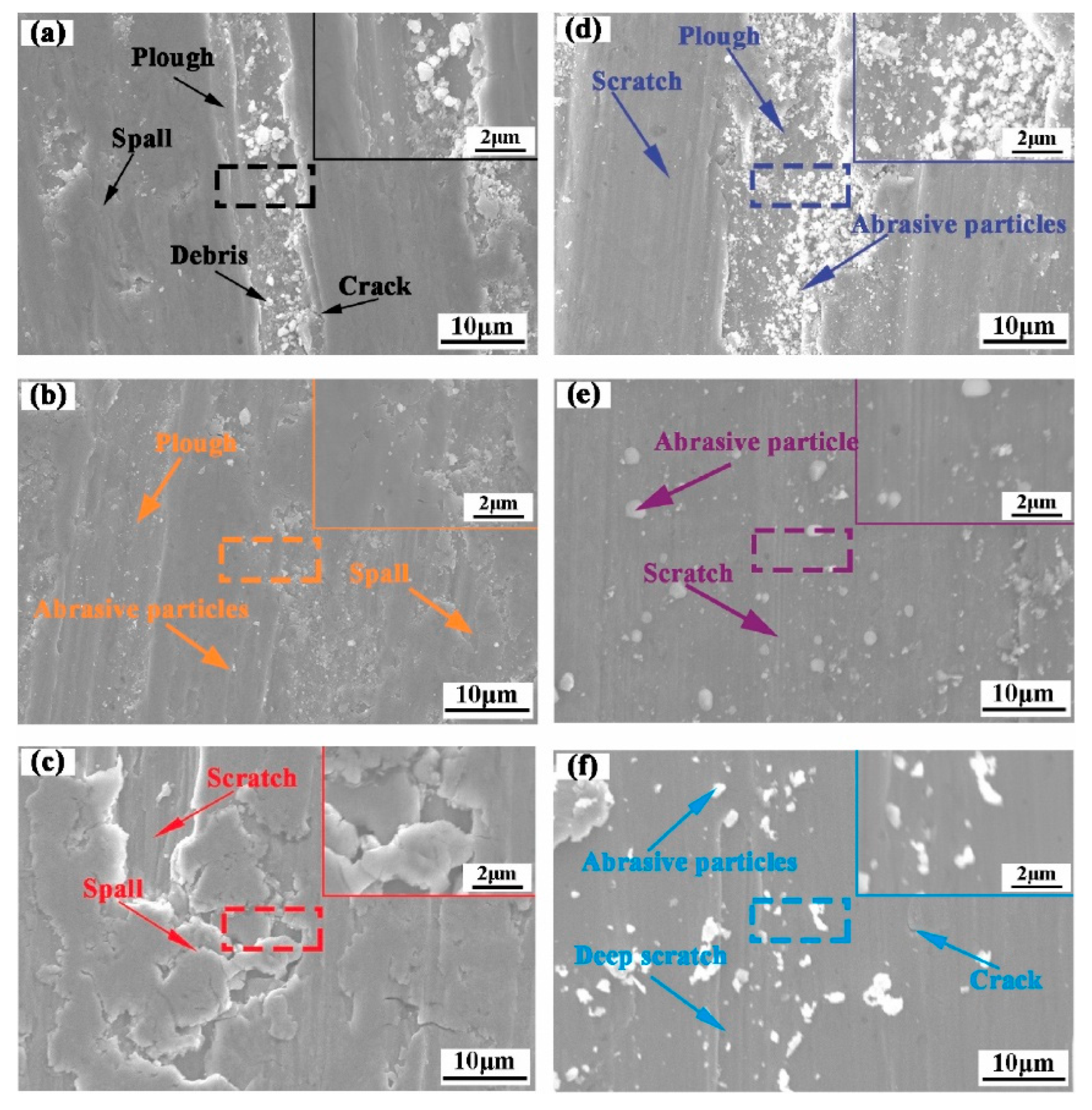
| WAAM | high-manganese steel | ball-on-flat (dry) | Cr addition deteriorated the wear performance of arc-DED high-manganese steel. (WR = 1.4–7.5 × 10−8 mm3/Nm; COF = 0.55–0.75). | [48] |
| L-DED | AISI M2 | ball-on-disk (dry) | M2 tool steel alloy fabricated via L-DED showed superior wear resistance to conventional counterparts due to its capability to produce tribo-oxide film. (Mass Loss = 0.1–23.0 mg; COF = 0.50–0.75). | [54] |
| WAAM MWAAM | TC11 | linear reciprocating (dry) | Multi-WAAM refines the microstructure and thus, the wear resistance is enhanced compared to WAAM counterpart. (WR = 0.7–1.7 × 10−4 mm3/Nm; COF = 0.39–0.46). | [77] |
| L-DED | Ti6Al4V | Pin-on-disc (dry) | The wear resistance of L-DED alloy was inferior to L-PBF and forged counterparts due to high strain in some interface regions between α grains which were far from plastic deformation area. (WR = 3.8–4.7 × 10−5 g/Nm; COF = N.A.). | [75] |
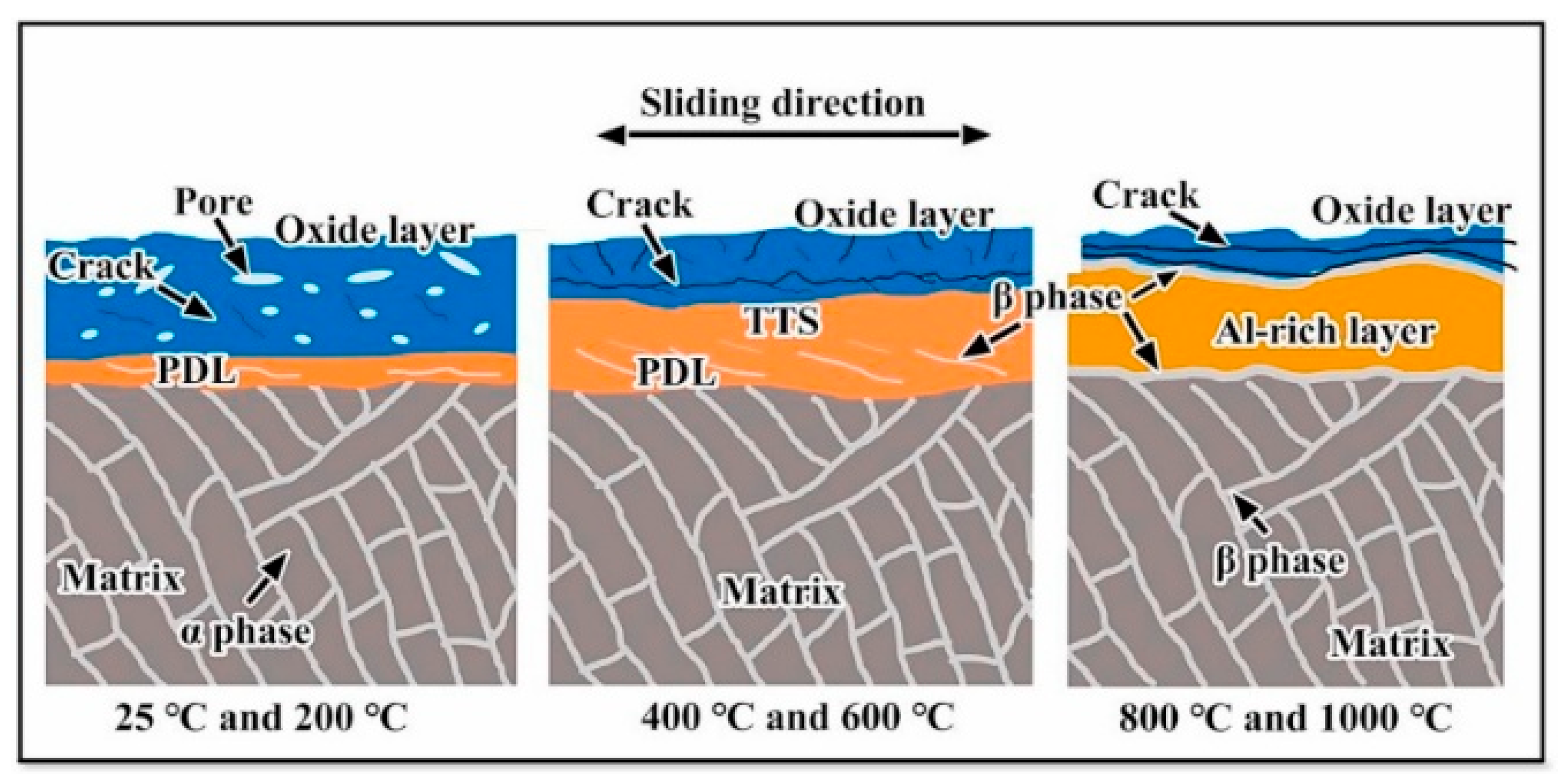
| WAAM | TA15 | ball-on-plate (dry) | Introduces a new model to predict oxidation wear at higher temperatures, addressing the limitations of the previous model. (WV = 0.1–2.8 × 107 μm3; COF = 0.50–0.67). | [78] |
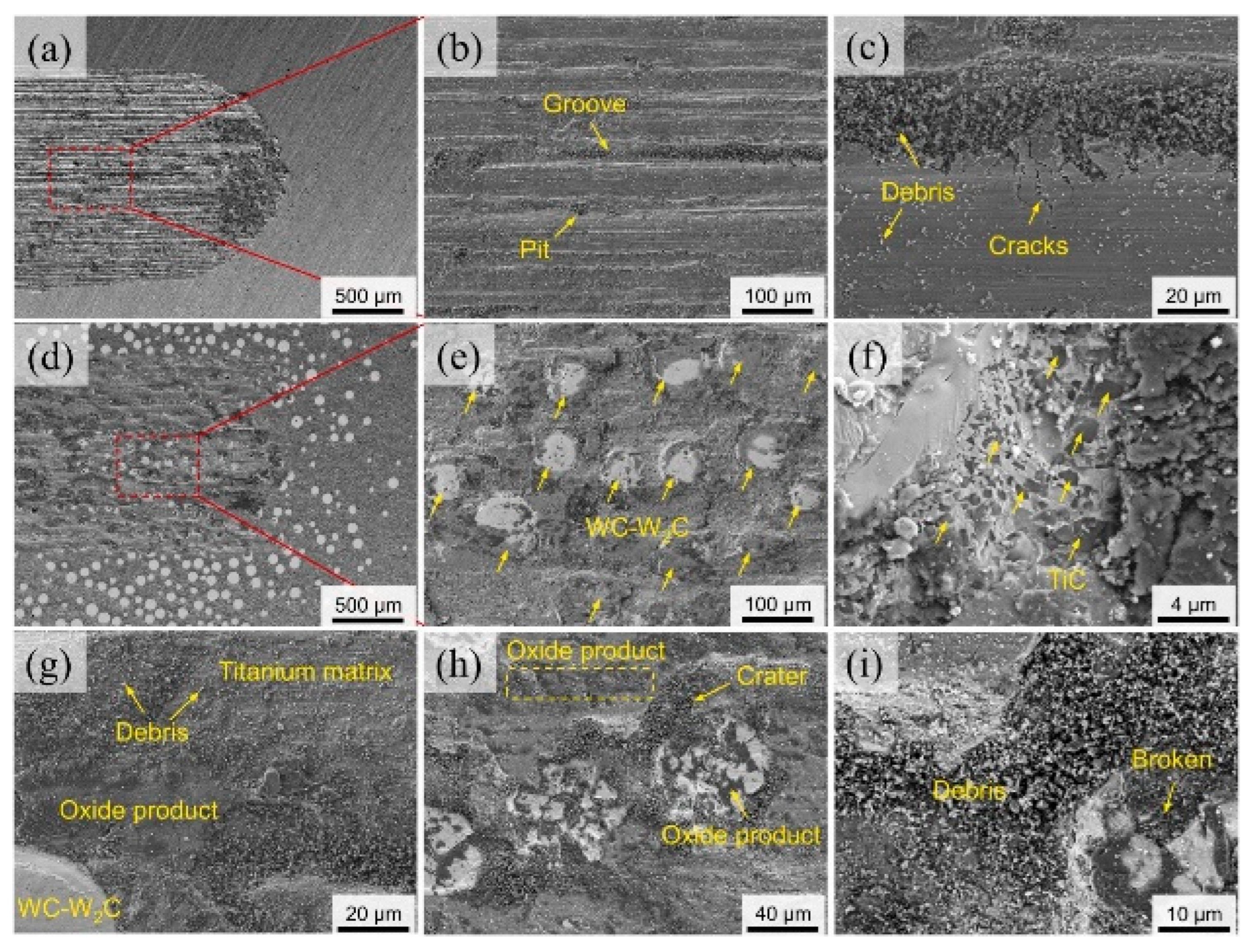
| WAAM (GTAW) | Ti-6Al-3Nb-2Zr-1Mo alloy | ball-on-plate (dry) | The composite coating exhibits complex wear mechanisms during dry sliding friction, including adhesive wear, abrasive wear, three-body wear, and oxidation wear. (WR = 3.5–27.1 × 10−5 mm3/Nm; COF = 0.30–0.40). | [70] |
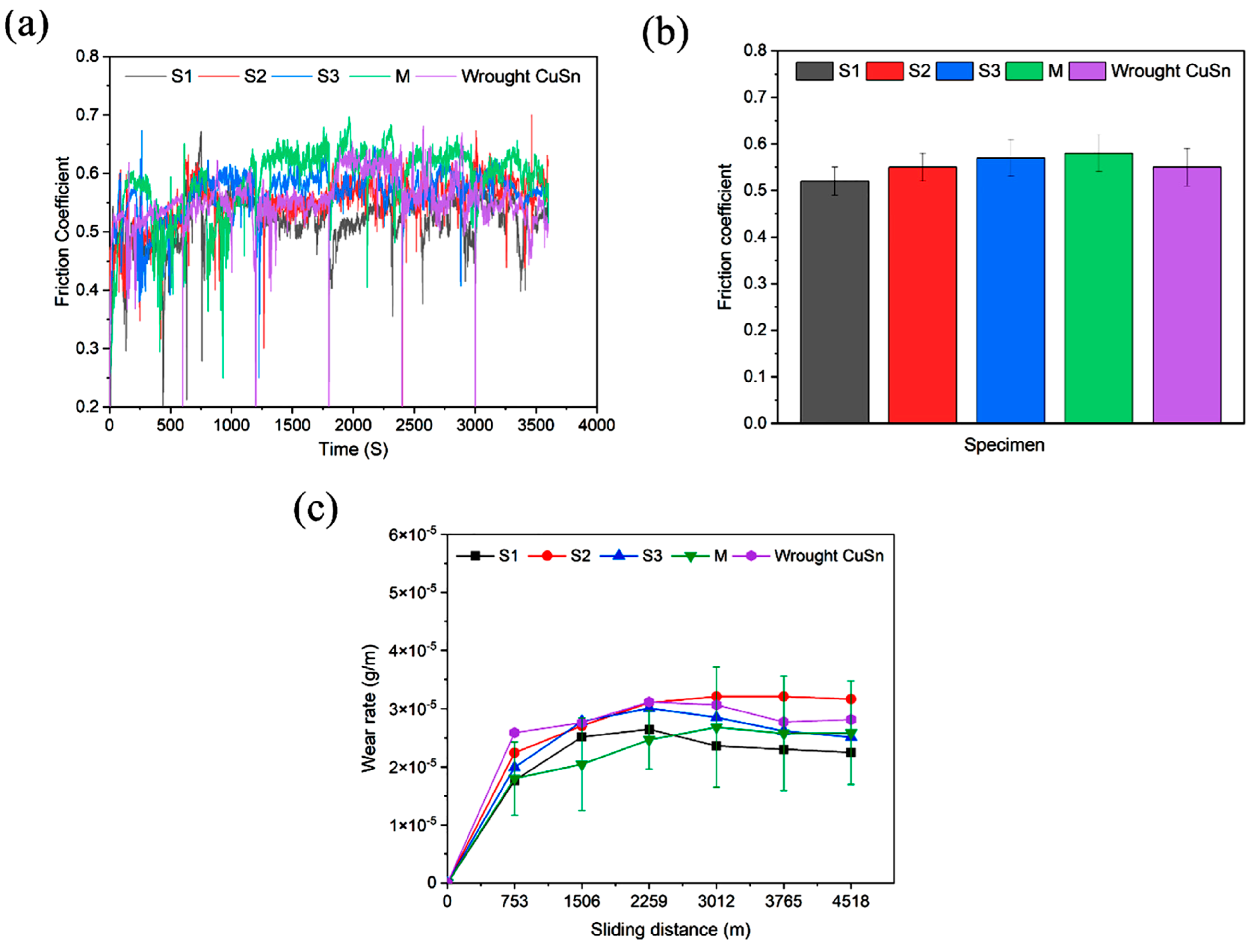
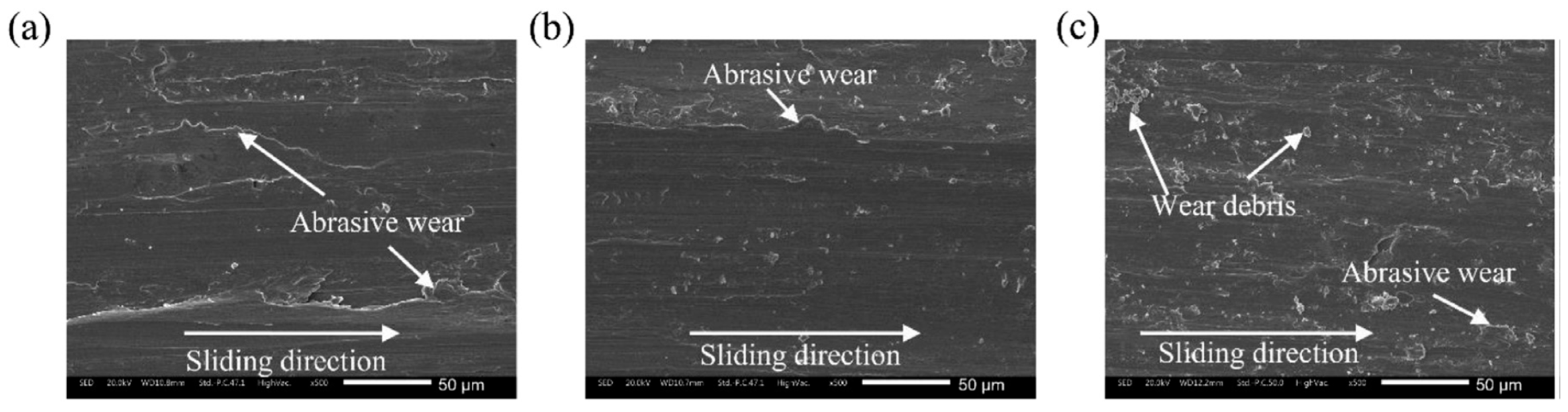
| L-DED | CuSn10 | Pin-on-disc (dry) | L-DED CuSn10 exhibited wear resistance comparable to that of its wrought counterpart. (WR = 1.8–3.1 × 10−5 g/m; COF = 0.50–0.55). | [79] |
| WAAM | NAB | friction wear (dry) | The WAAM-NAB alloy exhibited superior wear resistance compared to the as-cast NAB alloy, with reduced wear depth and volume, a flatter wear surface, and less severe deformation. (WV = 7.0–11.3 × 107 μm3; COF = 0.25–0.39). | [81] |
| L-DED | Ta-Zr | block-ring wear (dry) | The fine-grained structure of the Ta-Zr coating, along with the presence of intermetallic compounds, enhanced its hardness, thereby significantly improving its wear resistance. (Mass Loss = 7.3–450.4 mg; COF = 0.30–0.37). | [82] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zakerin, N.; Morshed-Behbahani, K.; Bishop, D.P.; Nasiri, A. Review of Tribological and Wear Behavior of Alloys Fabricated via Directed Energy Deposition Additive Manufacturing. J. Manuf. Mater. Process. 2025, 9, 194. https://doi.org/10.3390/jmmp9060194
Zakerin N, Morshed-Behbahani K, Bishop DP, Nasiri A. Review of Tribological and Wear Behavior of Alloys Fabricated via Directed Energy Deposition Additive Manufacturing. Journal of Manufacturing and Materials Processing. 2025; 9(6):194. https://doi.org/10.3390/jmmp9060194
Chicago/Turabian StyleZakerin, Nika, Khashayar Morshed-Behbahani, Donald Paul Bishop, and Ali Nasiri. 2025. "Review of Tribological and Wear Behavior of Alloys Fabricated via Directed Energy Deposition Additive Manufacturing" Journal of Manufacturing and Materials Processing 9, no. 6: 194. https://doi.org/10.3390/jmmp9060194
APA StyleZakerin, N., Morshed-Behbahani, K., Bishop, D. P., & Nasiri, A. (2025). Review of Tribological and Wear Behavior of Alloys Fabricated via Directed Energy Deposition Additive Manufacturing. Journal of Manufacturing and Materials Processing, 9(6), 194. https://doi.org/10.3390/jmmp9060194