1. Introduction
The demand for and production of plastic components has grown significantly in recent years. The environment has been negatively impacted because of the poor collection and disposal of plastic waste. Consequently, polymer recycling is required due to the rising environmental issues surrounding plastic waste. Through the reuse of plastic waste throughout the manufacturing process, polymer recycling offers a sustainable option to reduce the negative impact and to save resources and energy. To solve this problem with waste management, the European Commission introduced a Circular Economy package in 2015 [
1].
In 2021, the global production of plastics reached 390.7 million metric tons. Recycled plastics only make up roughly 8% of that total. Recycled plastics made up slightly more than 10% of the total plastic production value of 57.2 million metric tons when compared to the figures for European plastics production. The most widely used plastics, according to the data, are polypropylene (PP), low density polyethylene (LDPE), poly(vinyl chloride) (PVC), and high-density polyethylene (HDPE) [
2].
Due to the versatile properties of polymers, they are used in many day-to-day applications. Therefore, it is essential to develop sustainable methods to recycle various polymer materials and reduce their negative impact on the environment. To overcome this problem, recent studies show that, based on the type of polymers, different recycling strategies can be implemented. Polymers can be recycled using technologies such as mechanical recycling, feedstock or chemical recycling, physical recycling, thermal recycling, energy recovery, and biological recycling [
3,
4,
5,
6,
7,
8]. Various factors affect the choice of recycling methods such as the properties of polymers, the need for pre- and post-processing, and the desired quality of the recycled material. This study deals with the recycling of polymers from known properties using thermomechanical processes.
Mechanical recycling is usually performed for thermoplastics polymers such as PP, poly(ethylene terephthalate) (PET), polyethylene (PE), polystyrene (PS), and PVC [
7]. In this approach, the first step after sorting the plastic waste is shredding. The shredding process involves breaking down the plastic part into small pellets, granules, or powder forms. The next step is to process the recycled material to obtain the final component by melting the material. The processing methods mainly include extrusion, injection molding, and deep drawing [
8,
9]. Therefore, in mechanical recycling, a single type of polymer is used to obtain recycled components from the same material. The material goes through several mechanical and thermal processes. Shamsuyeva et al. showed the various processing steps involved in the mechanical recycling of polymers and this approach includes the identification and sorting of waste, followed by grinding, agglomerating, and compounding [
4]. Recycled polymers are used in a variety of applications across manufacturing industries. Components produced from recycled material help in the reduction of demand for new plastic production. Thus, it is very beneficial when seeking to save energy and reduce costs.
Several challenges are faced during polymer recycling. Separating the contaminations is one of the main challenges. Various contaminants mix with the primary material when plastics are collected. To improve the quality of the recycled component, all dirt and other impurities must be removed. This ensures that the properties of the material after recycling are not significantly altered [
10,
11]. If the components are complex and produced using multiple materials then it is difficult to identify and separate the different materials. Moreover, during recycling, the material is subjected to a series of processing cycles and this affects the physical and mechanical properties of the materials [
10]. Therefore, degradation is another concern linked with recycling. However, various studies were carried out to understand how the material degrades during recycling [
12,
13,
14]. In this study, instead of polymer waste, recycling is carried out on known properties of the virgin material for up to five recycling cycles, so that the changes in the properties and the degradation behavior of the materials can clearly be examined.
According to recent research, additive manufacturing (AM) presents a potential approach to use recycled polymers [
12,
15]. It provides various advantages like flexibility in the design, reducing wastage, eliminating the need for mass production, and saving energy. With the development of polymer materials, there is an increasing demand for components that are lightweight and durable. Therefore, it is essential to develop sustainable methods to recycle various polymer materials. Fused Filament Fabrication (FFF) and Fused Granular Fabrication (FGF) are the most common AM methods based on material extrusion. Both involve adding material layer by layer to produce a desired object. This contrasts with subtractive manufacturing, which involves cutting, drilling, or shaping materials to obtain the desired component [
16,
17]. Unlike traditional filament-based printing methods, FGF uses polymer granules directly, making it possible to blend different materials during the printing process. This approach allows the production of parts that combine different properties, such as strength, heat resistance, and flame retardancy, all in a single manufacturing process. Recent research has worked on fine-tuning the printing settings to achieve these multifunctional features [
18,
19], while new designs in pellet extruders have made it easier to mix different materials during printing [
20]. However, FGF faces specific challenges when processing elastomer composites, particularly related to achieving uniform filler distribution, maintaining dimensional accuracy, and optimizing extrusion parameters [
18,
19]. With the help of AM, it is possible to produce complex, durable, and lightweight components in a short time and at a reduced cost compared to conventional manufacturing processes. The most common recycling approach is to produce a filament from recycled polymer waste, and the filament can be used as the source material for the FFF process to manufacture polymer components [
12,
13,
14,
21,
22,
23,
24]. The processing steps mainly include collection and identification of the waste. Pellets or flakes are obtained by using the process of grinding or shredding the waste. Then the pellets are cleaned and dried to remove the moisture content. The final step before AM is to produce the filament.
Polypropylene is extensively used in various applications due to its desirable properties like low density, good chemical resistance, recyclability, excellent mechanical properties, and resistance to fatigue and stress cracking [
25,
26]. Therefore, in recent years, to produce low-cost and durable components, the utilization of PP using FFF has increased significantly [
24]. It is already clear from the literature mentioned in the previous section that PP has good recycling potential using AM. Thermoplastic elastomers can be composed of a hard thermoplastic segment and a soft elastomeric segment. Thermoplastic elastomers (TPE) can be molten and treated numerous times, unlike rubber, because of the presence of thermoplastic segments and the absence of chemical crosslinks. TPE can be easily processed by implementing methods like injection molding, extrusion, and blow molding in a manner similar to that of thermoplastics. TPE comes in a range of hardness types, from extremely soft to rigid [
27,
28]. In addition, TPE can bond with other plastics. This makes it suitable to be processed with different polymers [
29,
30]. Considering the good processability and recyclability of TPE, it has the potential to produce different components using FFF [
29]. The major problems associated with TPE, due to its elastic nature, are extrusion issues. During AM, inconsistent filament feeding and extrusion are frequently caused by filament sliding or grinding in the extruder [
30].
In this study, a PP grade and a TPE grade are processed and recycled using AM technology. A specific methodology is carried out, which will be explored in more detail in the following sections, and it consists of drying the material, shredding, filament extrusion, and AM. Manufacturing a specimen following this methodology is considered as a single recycling cycle, and recycling is performed up to five times. For this research, the source material is obtained in pellet form instead of plastic waste. This is conducted to ensure that there are standard reference values to compare the results after each recycling cycle. To better understand and investigate the degrading behavior of the polymers, it is also beneficial to know the properties of the source material. The pellets are used to make a filament or to directly manufacture components. Then recycling is performed according to the methodology.
The overall quality, structural alterations, mechanical, and thermal characteristics of the recycled specimens after recycling are investigated to understand the polymer degradation behavior. Various testing methods such as tensile test, impact test, optical microscopy, Fourier-transform infrared spectroscopy, thermogravimetric analysis, dynamic scanning calorimetry and rheological tests are performed.
2. Materials and Methods
2.1. Materials
In this work, a commercially available polypropylene (PP 56M10) was obtained in the form of pellets from the manufacturer Sabic from Sittard in the Netherlands. This PP grade has a density of 0.905 g/cm
3 at room temperature, a stress at yield of 27 MPa and a strain at yield of 5%, and a Charpy impact notched strength of 12.5 kJ/m
2 [
31]. A medical-grade TPE, with a density of 0.880 g/cm
3 at room temperature and a hardness shore A of 46, was used from KRAIBURG TPE GmbH & Co KG (Waldkraiburg, Germany) in the form of pellets [
32]. According to the manufacturer, this material can be easily processed using injection molding and extrusion techniques without additional finishing requirements. In addition, it is supposed to have good adhesion to various thermoplastics polymers like polypropylene and polyethylene. Hence, it should be a suitable material to manufacture hybrid components in this study along with PP.
2.2. Recycling Methodology
In this study, two different materials are selected that have distinct properties and limitations. To address these differences, two separate methodologies for each material are proposed. The common consideration that both approaches share is the use of virgin materials in pellet form as the source material. As a result, the material is free from contamination or variations and the properties of the material are well-known and consistent throughout the study.
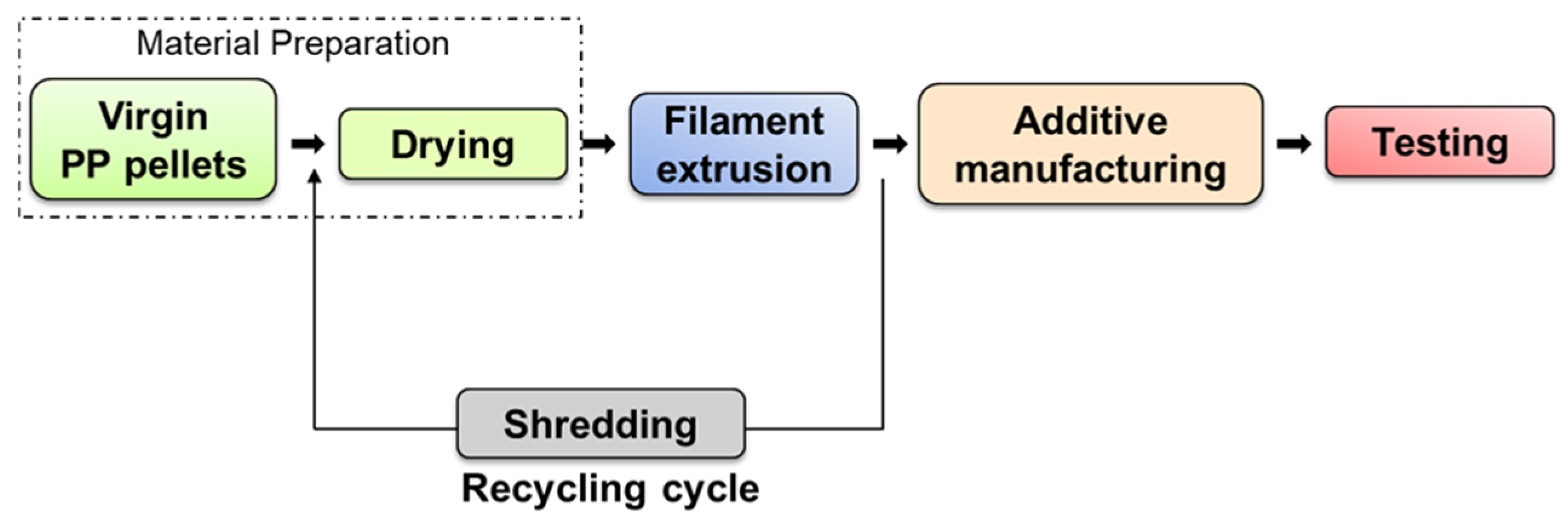
The recycling methodology for PP is illustrated in
Figure 1. It is divided into five main categories: material preparation, shredding, filament extrusion, additive manufacturing, and testing. An important aspect of PP to consider is the possibility to absorb moisture from the surrounding environment [
33]. As a result of this, subsequent processes may encounter several issues. Therefore, a drying process is required to make sure that the material is dry and moisture-free. Moisture negatively affects the general quality and characteristics of the finished products. It can lead to problems like voids, bubbles, poor surface quality, and decreased mechanical strength [
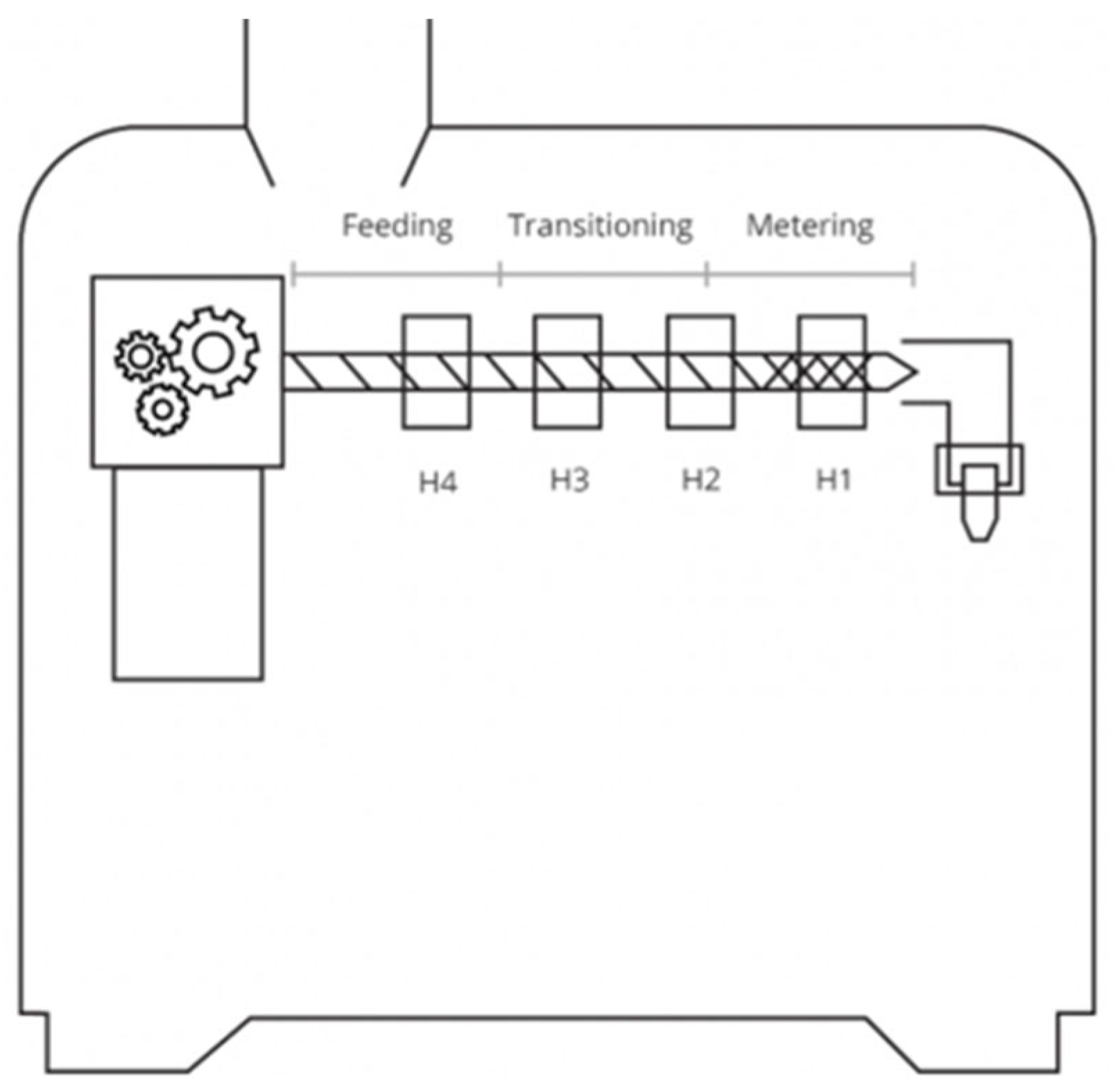
33]. Drying was achieved using the Airid Polymer Dryer, from the Dutch company 3devo B.V from Utrecht, to eliminate moisture. The stirring rotator mechanism used by this dryer makes sure that the polymer is dried uniformly over all surfaces. For PP, a drying temperature of 80 °C was chosen because it achieves a balance between effective moisture removal and preventing overheating, which might possibly damage the polymer. The drying duration was set to three hours, allowing sufficient time for moisture to evaporate from the PP pellets. In addition, the mixing speed of the dryer was set to 10 rpm. One of the most important steps in the recycling process is the creation of a filament using an extruder. This process involves introducing plastic material into a hopper and then forcing it through a driving screw into a heated barrel that is maintained at a particular temperature. As the temperature rises, the plastic material melts and becomes soft, eventually being extruded out through a nozzle with a fixed diameter. The diameter of the produced filament might vary depending on several factors. It is significantly influenced by the temperatures in the heating zones, screw rotational speed, cooling rate, and the nozzle diameter. The polymer melt is then extruded through a nozzle to create a filament. The study utilized a specific type of extruder called the Composer 350, manufactured by the Dutch company 3devo B.V from Utrecht. Extruder heaters and process zones are shown in
Figure 2.
This extruder is equipped with four heating zones, which allow precise temperature control while producing filament. One main feature of the extruder is its built-in measurement system, which enables real-time monitoring of the filament diameter accuracy during production, and the extruding speeds are controlled automatically to ensure that the diameter remains within acceptable limits. In this study, the aim was to produce a filament with a diameter of 1.75 ± 0.1 mm. For all recycling cycles, identical extrusion parameters were used. Based on the literature and by trial-and-error, the extruder temperatures were set to 195 °C for the heating zone close to nozzle and the heating zone near the feeding hopper and 205 °C for heat zones in the middle part of the screw. The screw rotation speed was set to 3.5 rpm and the residence time of the material inside the extrusion barrel was around 14.5 min. The filament produced served as source material for the subsequent step of AM, where it is used in the production of three-dimensional specimens. An FFF 3D printer, model i3 MK3S+, made by Prusa Research in Prague, Czech Republic, is used in this study. To control the printing parameters during the AM process, an open-source slicing software called Superslicer was utilized. Several experiments were carried out to find the best printing parameters for PP and to improve the adhesion between the first layers of the printed object and the build platform. Factors including layer height, printing temperature, print speed, and infill density were among the parameters taken into account.
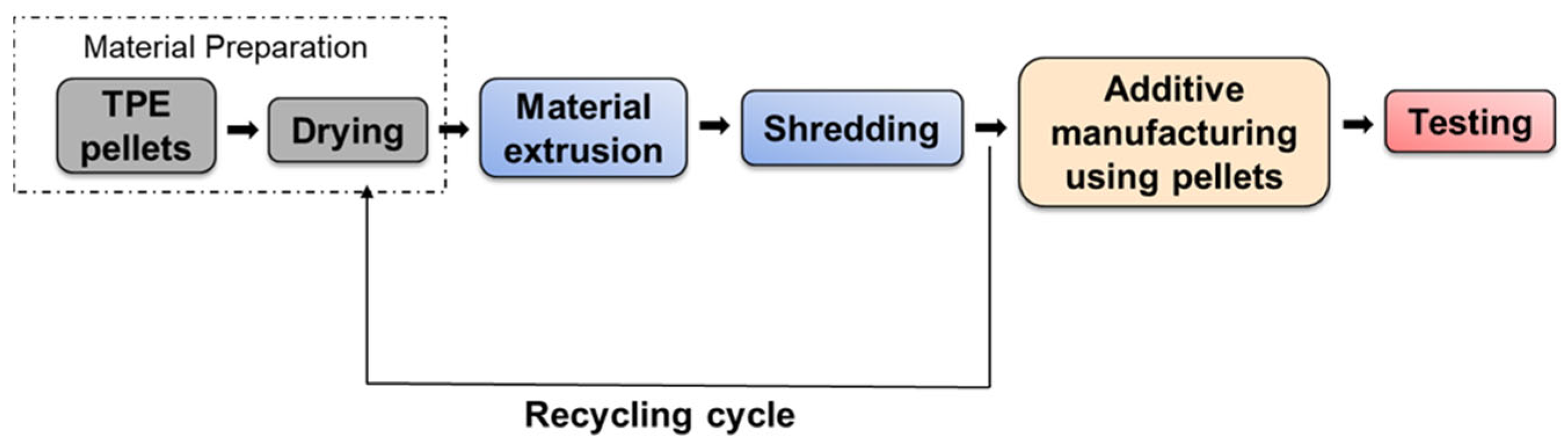
Initially, experiments were carried out to check the feasibility of the TPE to produce filaments. The methodology, similar to that used for PP, was implemented for TPE. However, due to the exceptionally soft nature of TPE pellets with a hardness value of 46 shore A, the filament extrusion process encountered significant difficulties. The extruded TPE filament exhibited inadequate performance, breaking at the nozzle exit when subjected to pulling forces exerted by the puller wheels. Hence, a different methodology was developed to proceed with the recycling of TPE. The proposed methodology is presented in
Figure 3. The filament extrusion step was eliminated, and instead, specimens were directly produced from pellets using the FGF AM process. The FGF process involves the direct production of specimens from pellets without the intermediate step of filament extrusion. To facilitate this, an Ender 3 v2 FFF 3D printer made by Shenzhen Creality, China, was utilized, wherein the filament deposition system was replaced with a pellet deposition system, enabling direct printing using pellets. A single screw extruder (pellet extruder V4) made by Mahor XYZ, Andosilla, Spain, was used.
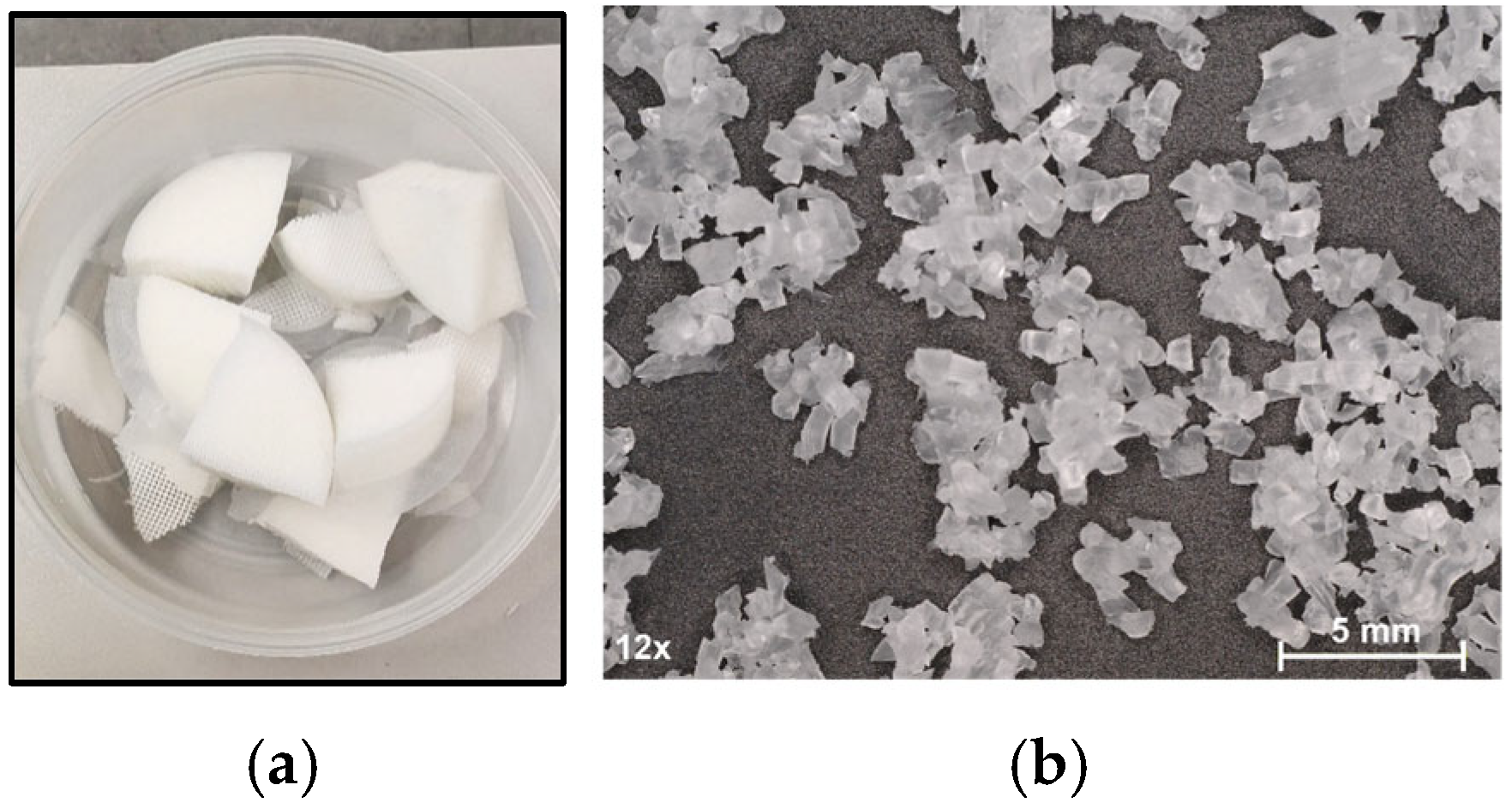
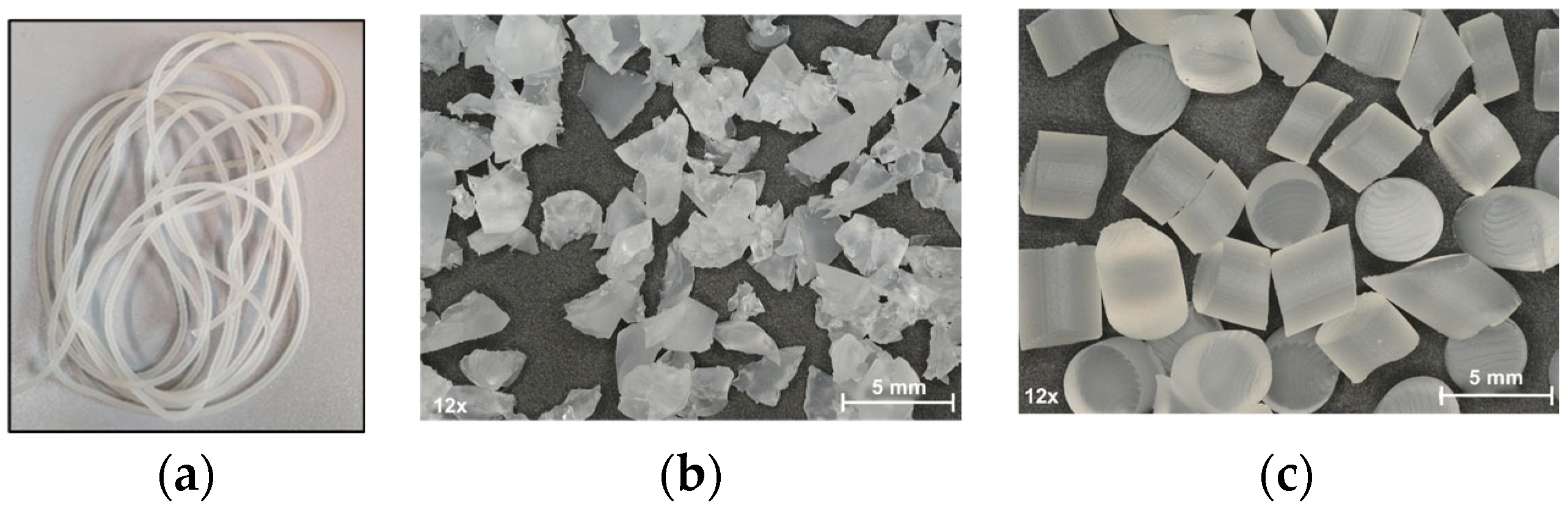
The remaining steps of the methodology, including drying and testing, were carried out using the same procedure explained in the PP methodology. However, in the case of TPE, additional 3D-printed parts were manufactured in addition to the tensile test specimens to facilitate the recycling process. These extra 3D-printed parts were subsequently shredded using the previously mentioned shredding technique. The resulting shredded TPE material served as the source material for the subsequent recycling cycle. Similar to the recycling process for PP, the recycling of TPE was conducted for five consecutive cycles. After each recycling cycle, the material properties were assessed and compared to evaluate any changes or degradation in the TPE. TPE printed parts and the shredded form obtained are shown in
Figure 4.
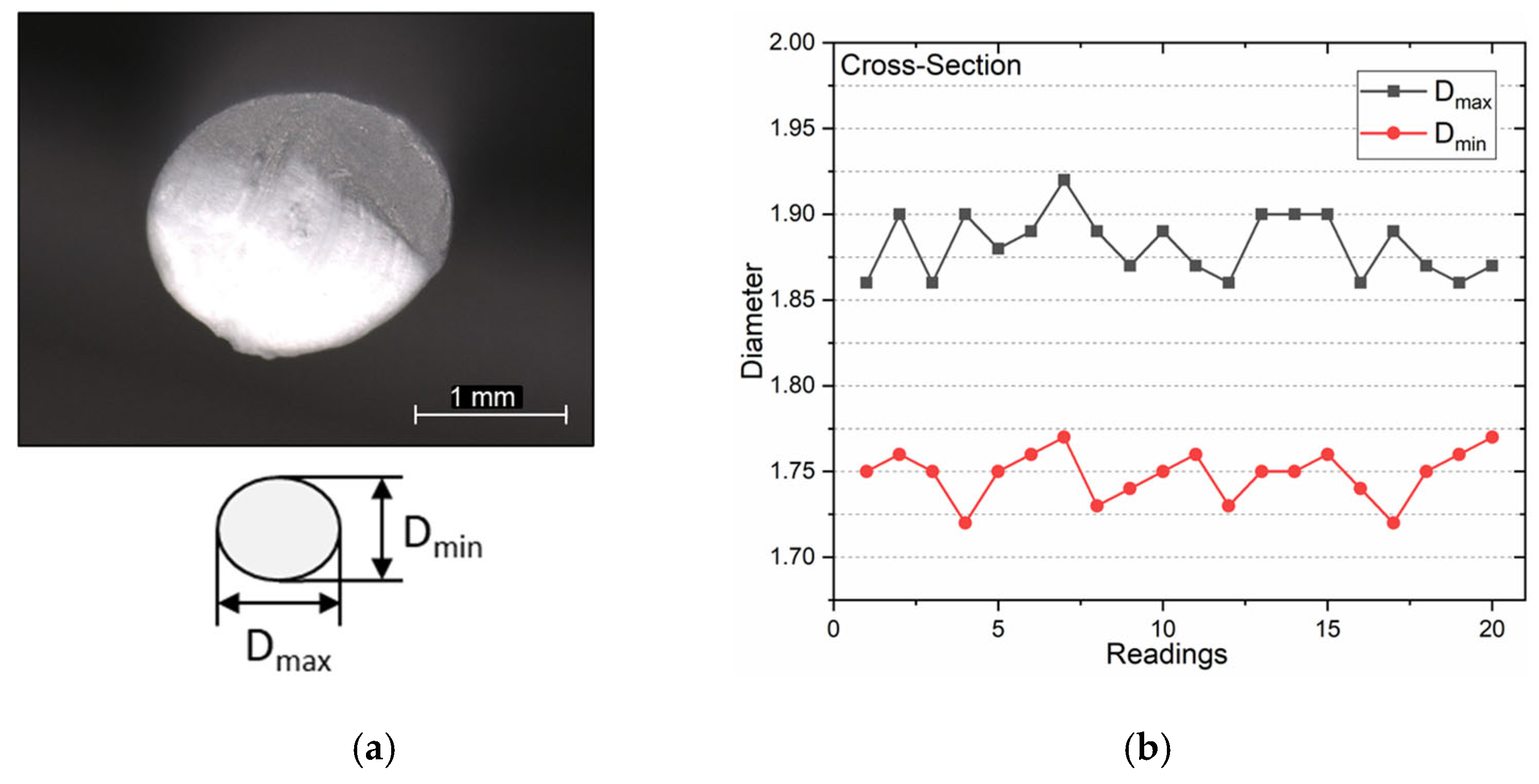
In the second recycling cycle, the 3D printing process encountered difficulties due to an improper form of the recycled TPE pellets. These irregularly shaped pellets can lead to clogs, uneven flow, or under-extrusion. This issue resulted in failed prints and inconsistent extrusion during 3D printing. Upon observation, it was noticed that the 3D-printed TPE parts were difficult to shred using the available shredder because of its elasticity, and shredded TPE pellets exhibited a slightly sticky behavior. The sticky nature of the shredded pellets posed challenges during the feeding process through the 3D printer hopper. The material did not flow well, requiring continual manual intervention to push the pellets into the 3D printer pellet extruder. Due to the difficulties encountered during the second recycling cycle, the methodology was further modified to enhance the shredding and 3D printing process to achieve better process stability. Material homogeneity is a critical factor influencing the mechanical properties and performance of the final printed parts. Thus, any segregation or uneven distribution can lead to localized defects, anisotropy, or inconsistent functionality. The modified methodology is shown in
Figure 5. The goal of the modification was to improve the shredder pellet quality in order to ensure consistent and proper feeding of material into a 3D printer. A single screw extruder with four heating zones was used to extrude the material. The purpose of the extruder was only to allow the extrusion of the material so that it can be used in the shredding process. The material was extruded through a 4 mm nozzle in the form of a filament.
To ensure adequate feeding into the shredder, the filament was cut into small pieces before shredding. The shredded pellets were used to create the 3D printed specimens using the modified 3D printer. Despite achieving a slight improvement in the quality of the shredded pellets (
Figure 6), the modified methodology still encountered similar printing issues as observed in the previous approach due to the use of pellet form. For TPE, the pellet form of the material can lead to challenges during the 3D printing process. The main challenge was to achieve precise and consistent material flow through the printer nozzle. The final printing quality and accuracy may suffer as a result of this uneven flow. The irregular pellet shape caused issues with feeding and extrusion, leading to inconsistent material deposition. Therefore, to enhance the quality of the pellets even more, the extruded TPE material was manually cut. The resulting pellets were cut to sizes ranging from 1 mm to 6 mm. These pellets were suitable for 3D printing and were consequently chosen to proceed with the recycling process.
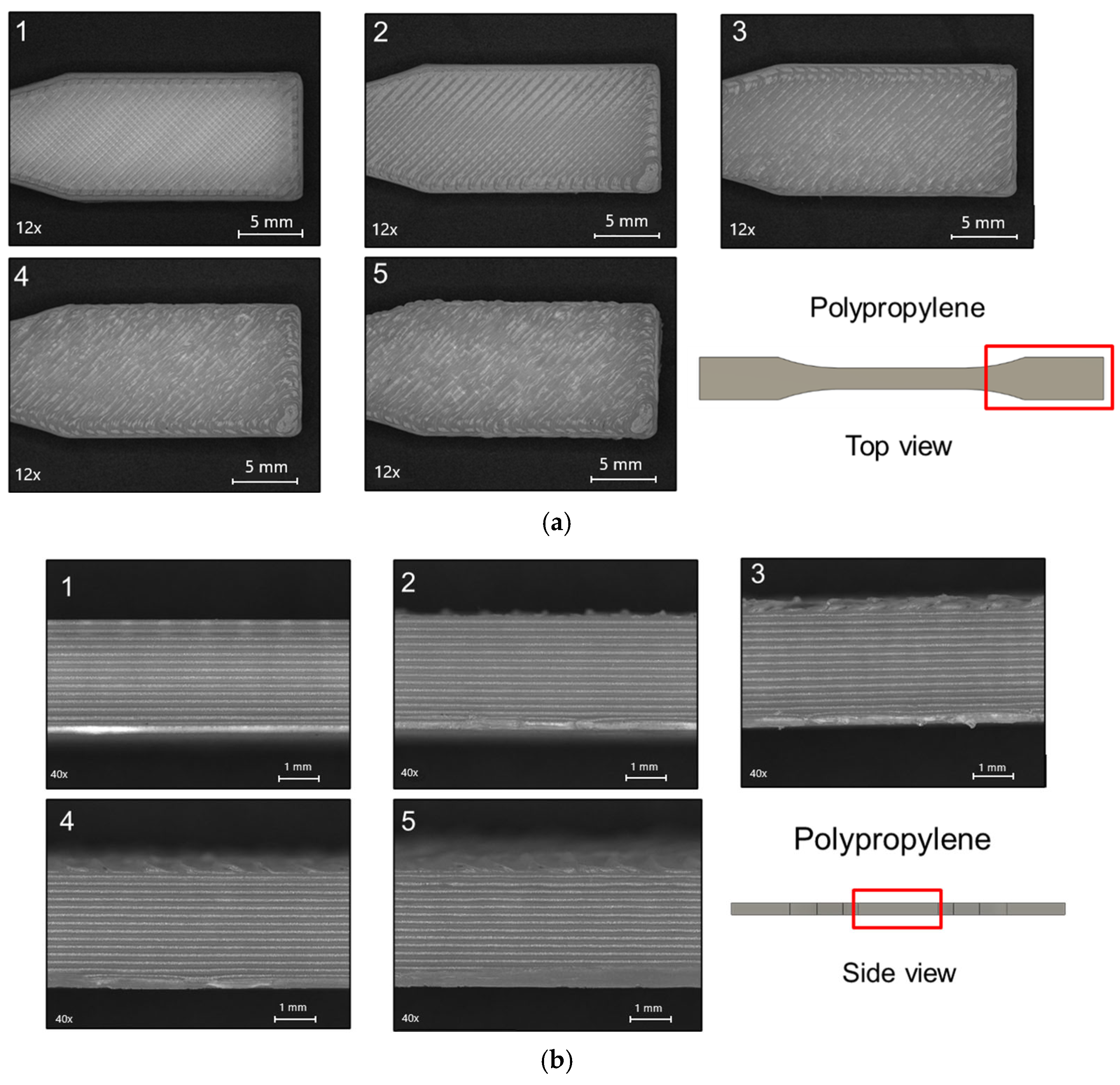
2.3. Optical Analysis
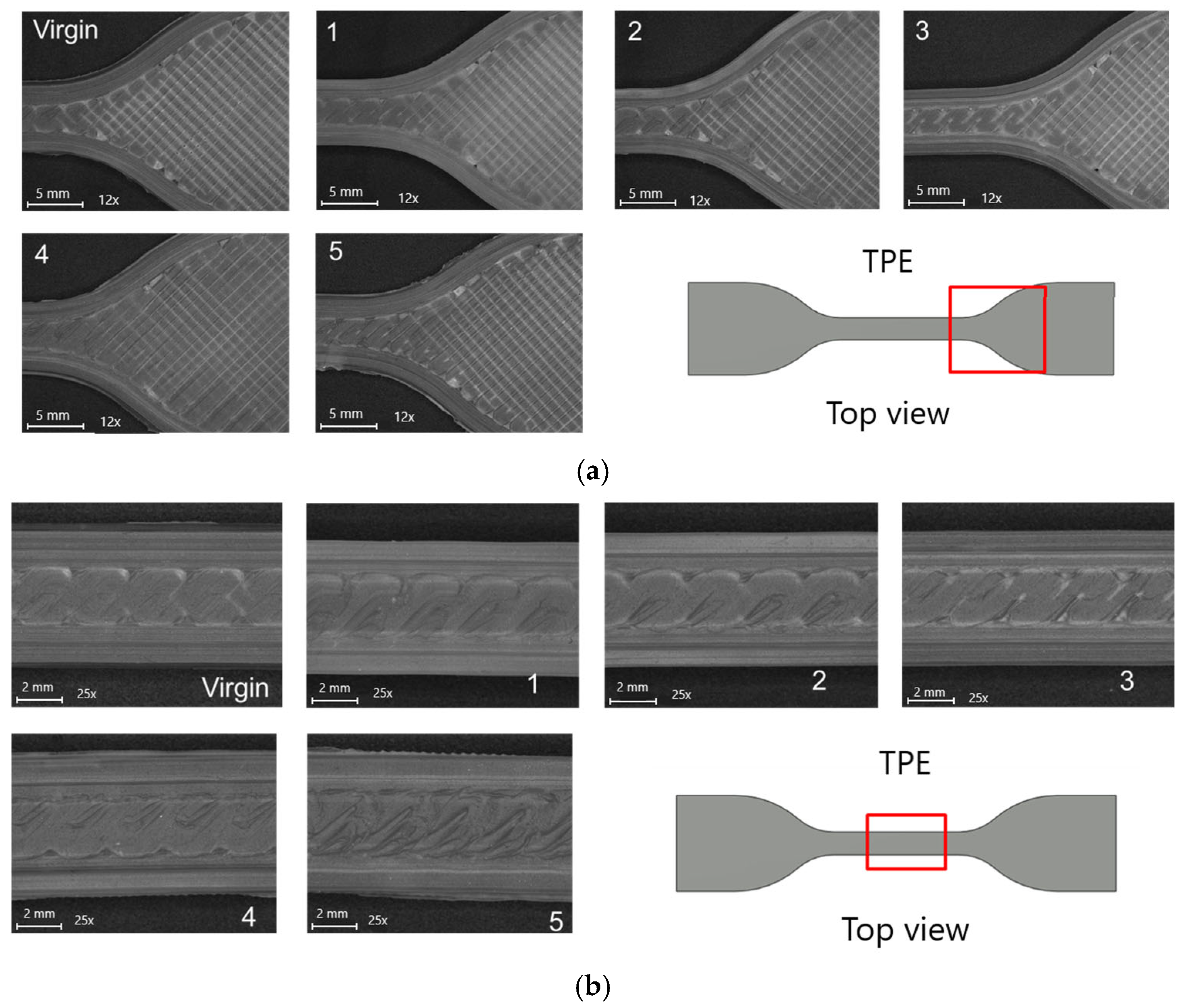
After each recycling cycle, the 3D-printed specimens were subjected to microscopic analysis using a Keyence One shot 3D VR-5000 profilometer by Keyence Corporation, Osaka, Japan. The purpose of this analysis was to assess the surface quality and dimensional precision of the specimens. The analysis was performed to compare the changes in the quality of the specimens after each recycling cycle. With the help of optical microscopy, it is possible to detect defects such as surface irregularities, cracks, voids, bubbles, and poor layer adhesion [
12,
13,
14].
2.4. Mechanical Analysis
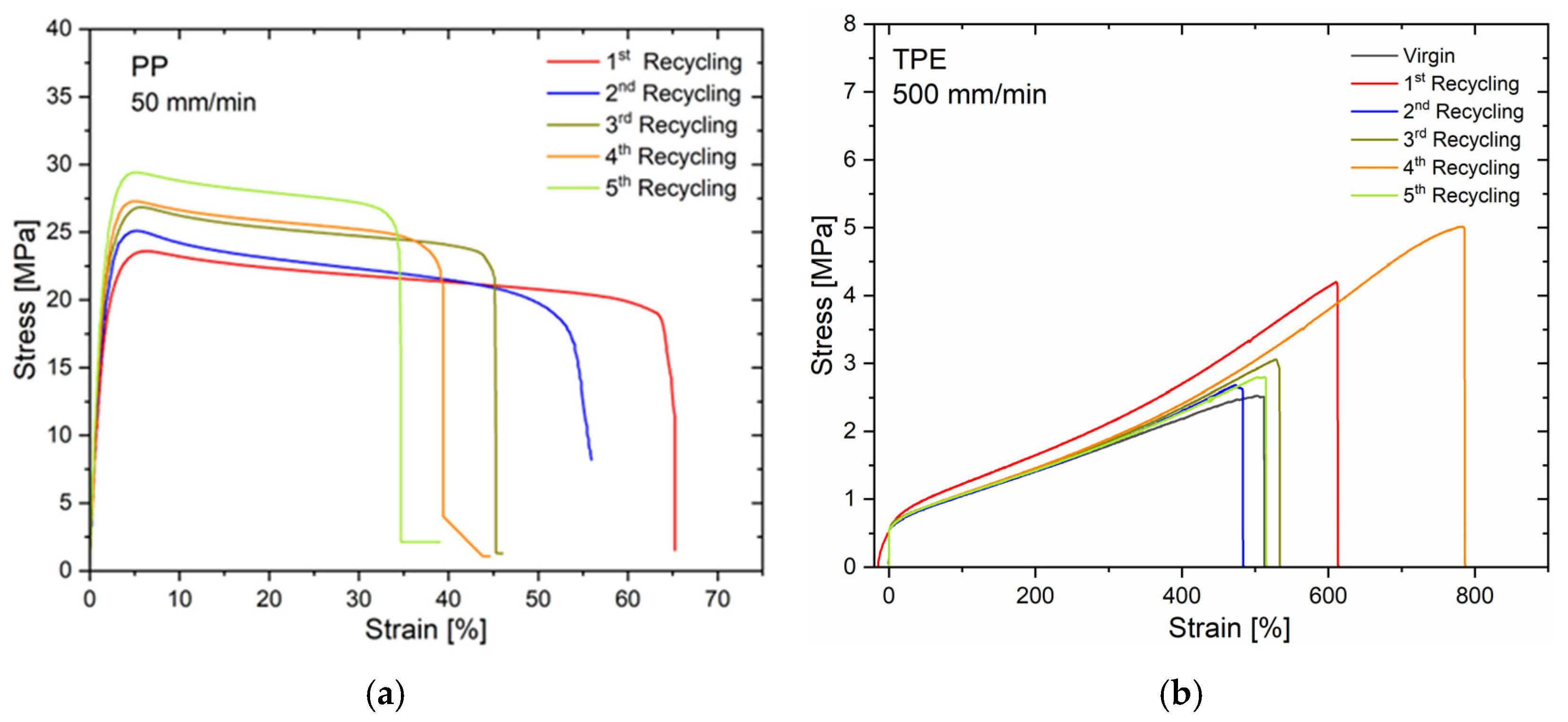
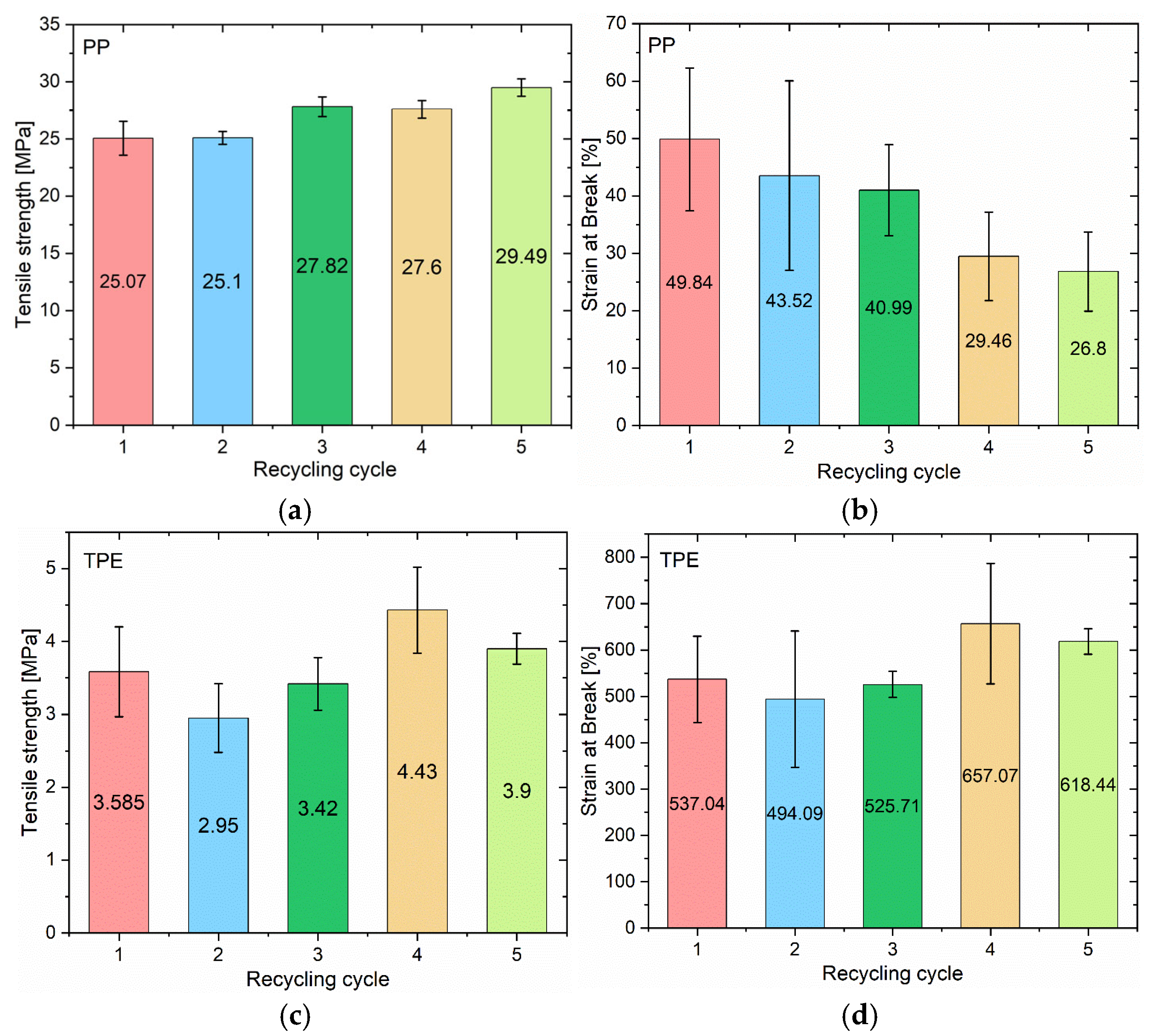
Tensile tests were conducted following the ISO 527-2/1BA standard for PP ASTM D412 C standard for TPE to examine the mechanical properties of the specimens [
34,
35]. The tensile tests aimed to measure parameters such as elastic modulus, tensile strength, stress at break, and strain at break. These tests were performed after each recycling cycle to study the alterations in the mechanical properties. The tests were carried out using a universal tensile testing machine Inspect Duo 10 by Hegewald and Peschke, Nossen, Germany. The test speed of the machine ranges from 0.8 μm/min up to 600 mm/min. The change in length measurement is performed using the video extensometer ONE1, which is a non-contact deformation measuring device. A strain gauge load cell was used for high-precision force measurement. The testing speed was set to 50 mm/min for PP and 500 mm/min for TPE, respectively. During the testing process, a total of five readings were taken, and the average value was calculated and used for comparison purposes to study the properties after each recycling cycle.
Tensile test specimens were printed in a flat position on the build plate, with the longest side aligned parallel to the x-axis. The manufactured 3D-printed specimens can show minor variations in the dimensions. A total of 25 PP specimens were manufactured, consisting of 5 specimens for each recycling cycle. Similarly, for TPE, 18 specimens were produced, with 3 specimens for each recycling cycle, following the standard guidelines.
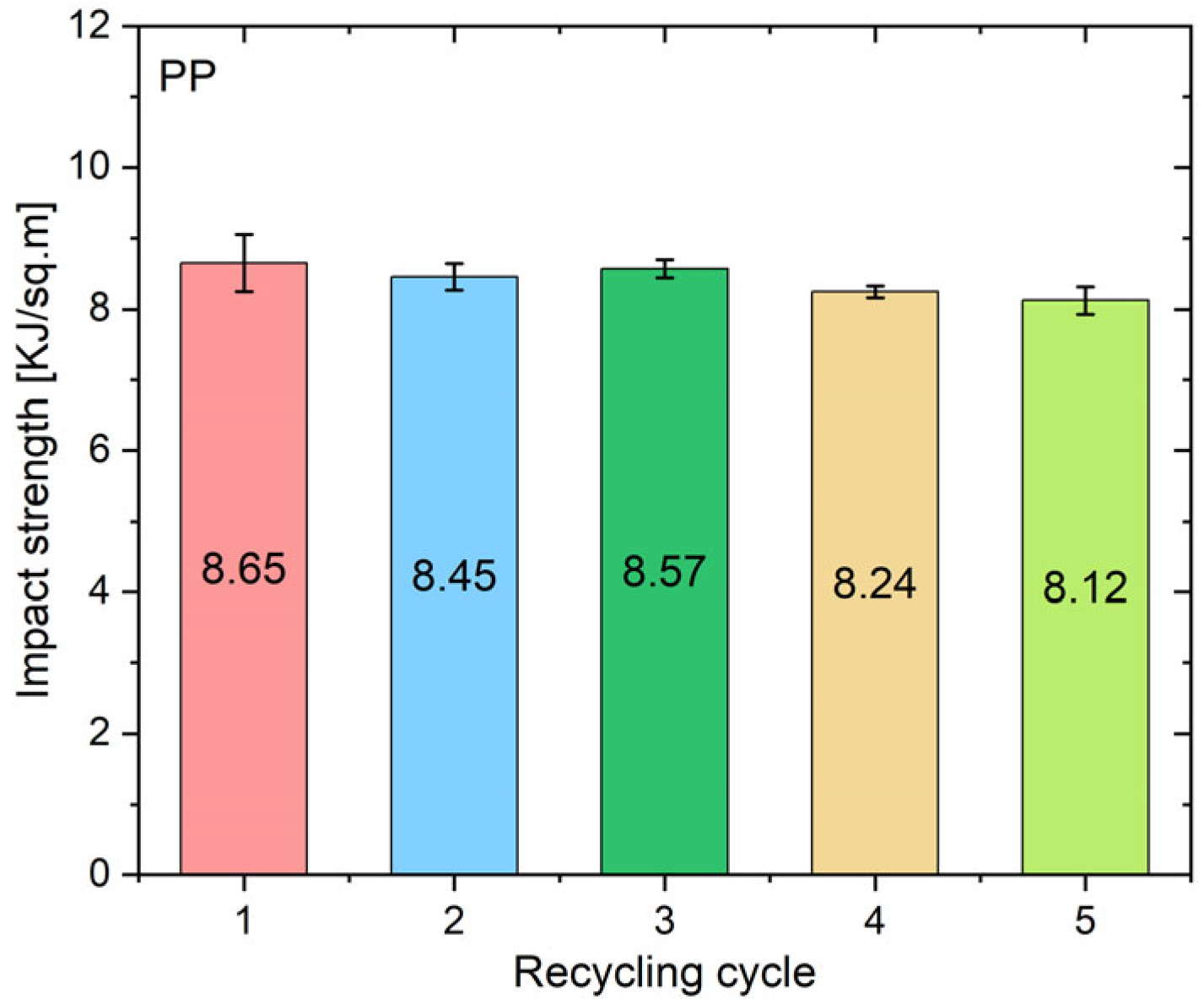
In addition, to determine the impact strength of the specimens, Charpy tests were performed using a HIT5.5P impact testing machine by ZwickRoell, Ulm, Germany. The tests were conducted according to the ISO 179-1 standard with a notch at room temperature [
36]. Similar to the tensile tests, the average value of five readings was considered to study the impact properties after each recycling cycle.
2.5. Chemical Analysis
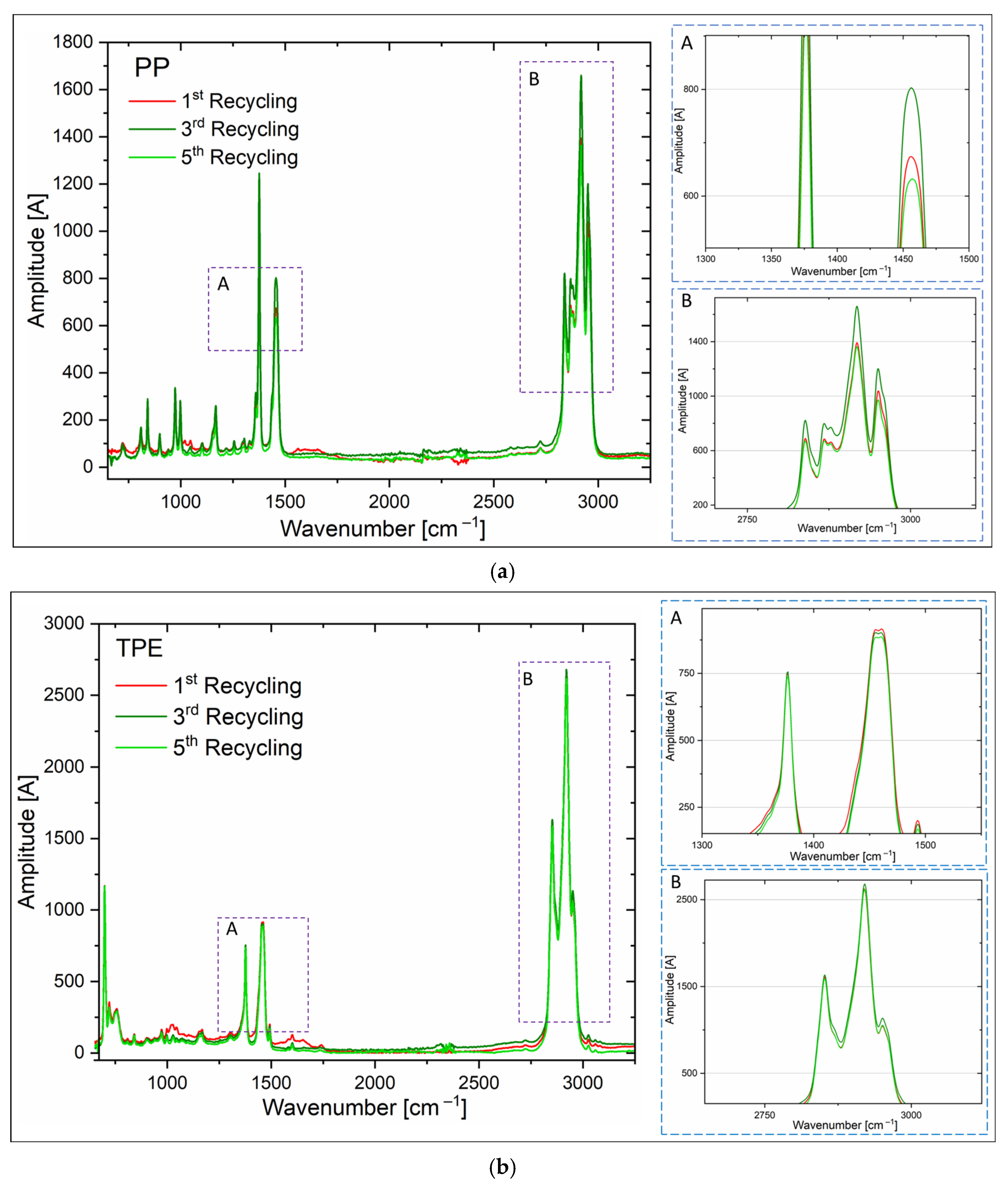
Fourier-transformation infrared spectroscopy (FTIR) was applied for analysis of the chemical composition. After each cycle of recycling, FTIR measurements were conducted to study any potential alterations in the chemical composition of the material. The results are used to examine any changes in the functional groups and chemical bonds by comparing the infrared spectra of the material before and after recycling.
For this study, an FTIR Frontier spectrometer by PerkinElmer Inc., Waltham, USA, was used. The output spectrum was obtained by passing the infrared radiation through the material sample. The infrared spectrum can be categorized into three regions: far-infrared (above 400 cm
−1), mid-infrared (between 400 and 4000 cm
−1), and near-infrared (between 4000 and 13,000 cm
−1) [
37,
38]. The obtained results from the FTIR apparatus were within the mid-infrared range in the generated spectrum.
2.6. Thermal Analysis
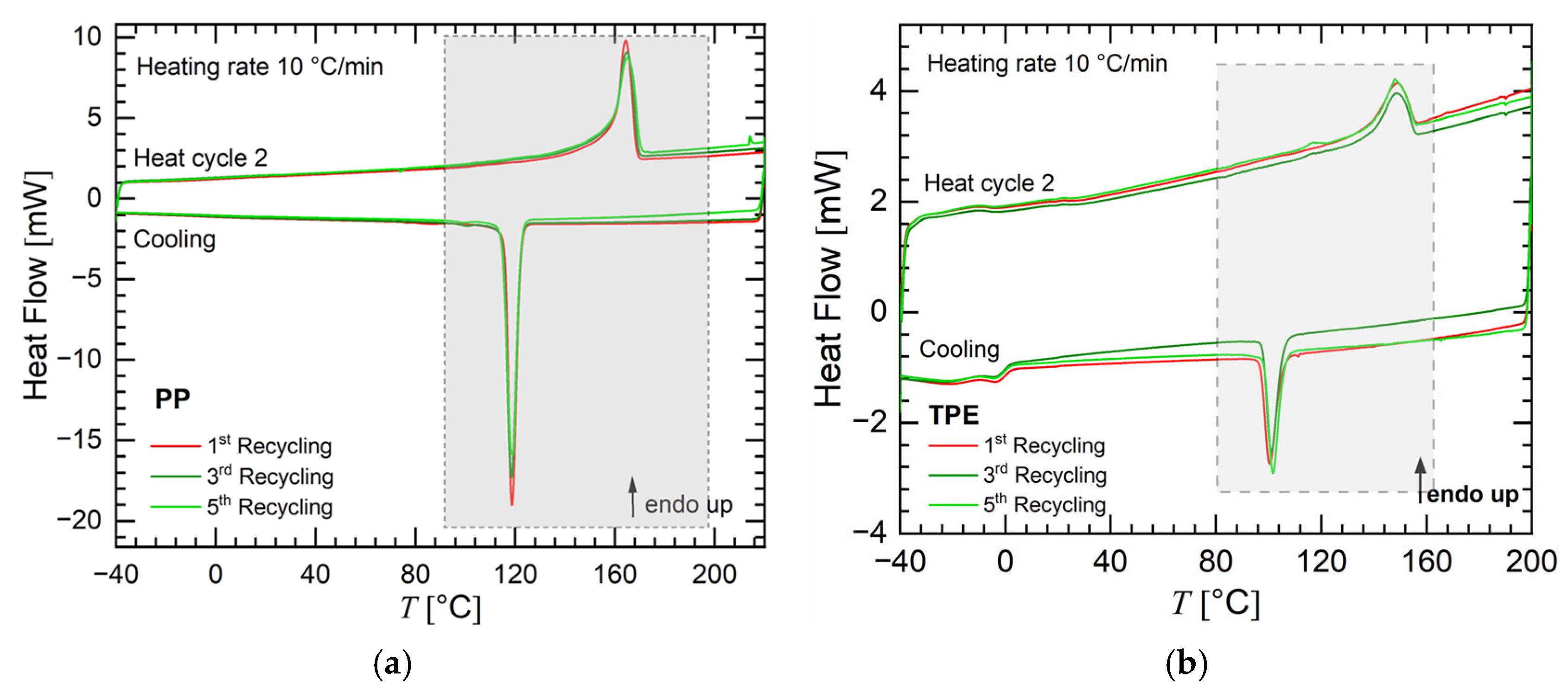
In this study, measurements were carried out on a DSC 8000, a power-compensated type of DSC instrument from PerkinElmer Inc., Waltham, MA, USA. Initially, the specimen was prepared by drying for at least 24 h at 50 °C under vacuum. Approximately 5 mg of material was used to conduct the test. The flow of purge gas is set to create a controlled atmosphere within the chamber of the DSC device. In this case, nitrogen gas was used. Finally, the temperature program is set, specifying the desired rate at which the temperature will change during the experiment. For PP, the samples were heated from −40 °C to 220 °C at a heating rate of 10 K/min and again cooled down from 220 °C to −40 °C. For TPE, the samples were heated from −40 °C to 200 °C at a heating rate of 10 K/min and again cooled down from 220 °C to −40 °C. For both materials the sample was held for 15 min at maximum temperature.
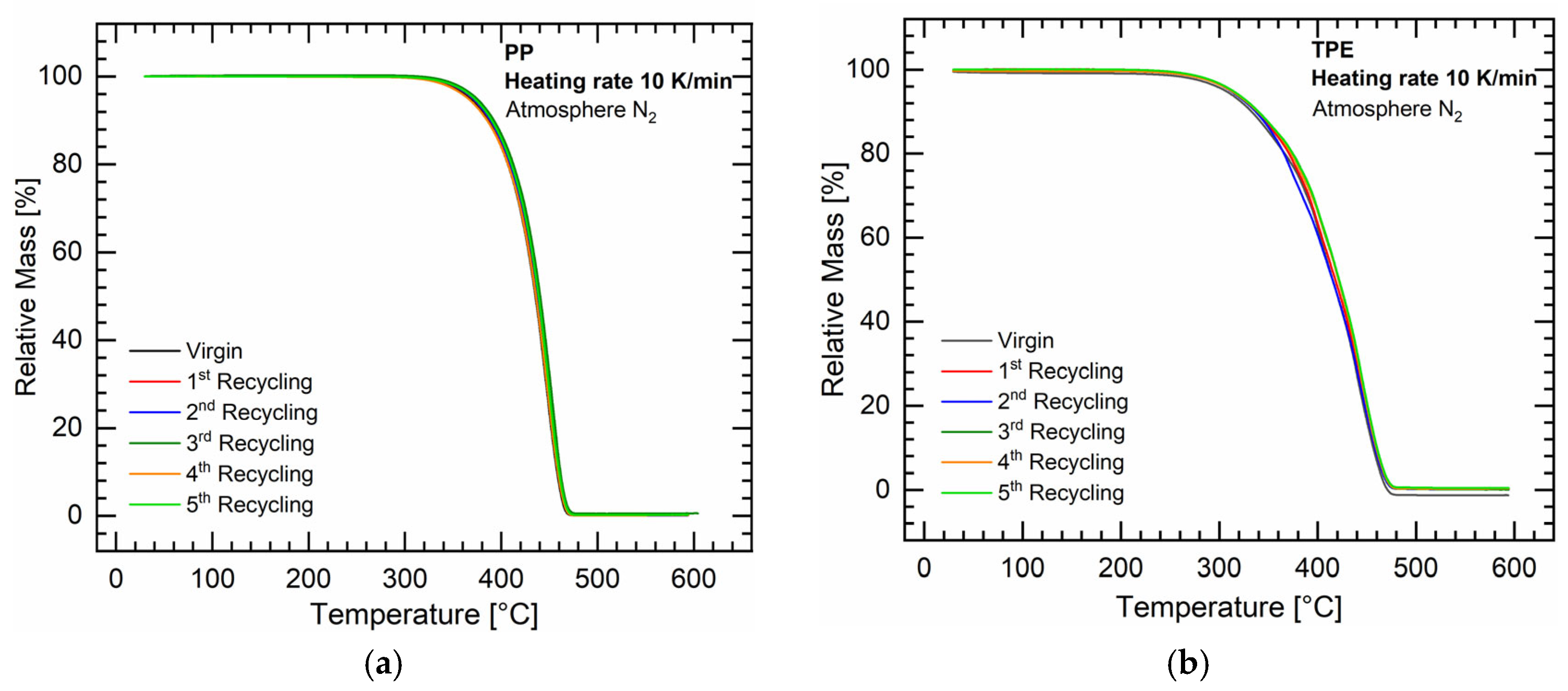
The TGA measurements were conducted using the PerkinElmer TGA 4000 instrument. To obtain the results, a specific procedure was followed. Similar to DSC, initially, the specimen was prepared by drying for at least 24 h at 50 °C under vacuum. Nitrogen gas was used at a rate of 20 mL/min to create a controlled and inert atmosphere. A specimen mass of 15 mg was selected for all measurements. For PP and TPE, a similar program was used. After attaining an equilibrium temperature of 30 °C, the samples were heated from 30 °C to 600 °C at a rate of 10 K/min.
2.7. Rheological Analysis
In this study, a compression molding apparatus was used to produce the cylindrical specimens for rheological investigations. The compression molding temperature was selected slightly above the melting temperature as determined by the DSC measurements. For PP and TPE, the compression molding temperature was 170 °C and 165 °C, respectively. The diameter of the plate was 24 mm and the thickness was 1 mm. The samples were dried at a temperature of 50 °C for at least 24 h before conducting the tests. For both materials, two amplitude tests and a frequency test were performed using a Kinexus Ultra+ parallel plates rotational rheometer (NETZSCH-Gerätebau GmbH, Selb, Germany). Frequency sweeps were performed with a constant shear amplitude of 3% by varying the angular frequency from 251.2–0.01 rad/s. Amplitude sweeps were performed by varying the shear amplitude from 0.5% to 5% at a constant frequency of 10 rad/s.
2.8. Production of Hybrid Components
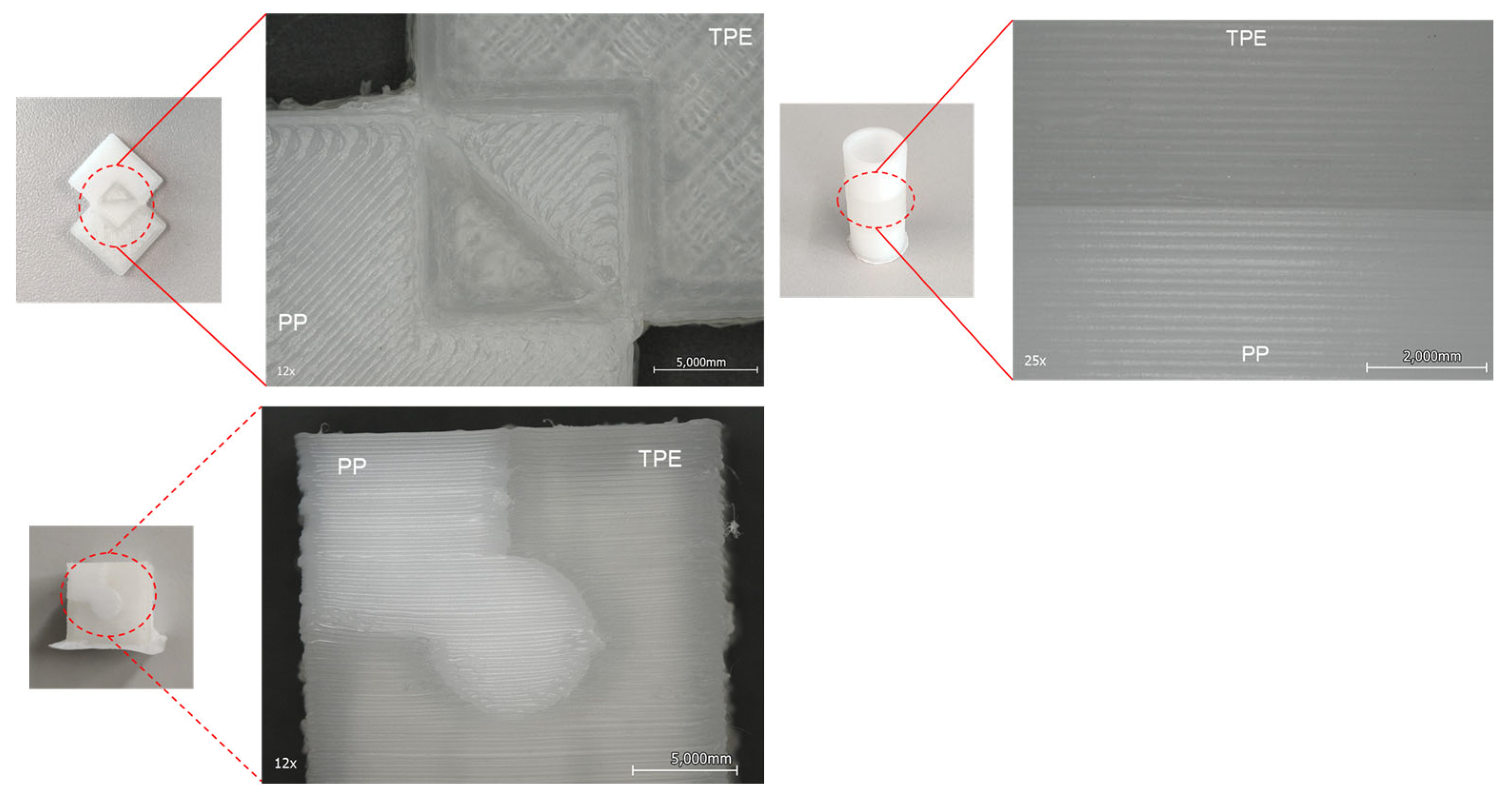
In addition to polymer recycling, the aim of this study is to manufacture hybrid components based on PP and TPE. As mentioned earlier, the manufacturer of the TPE pellets already indicated that the provided pellets have bonding properties with different polymers, including PP. To achieve a multi-material part, an AM process based on extrusion was used. This technology helps to create complex and functional components to obtain unique combinations of properties from the materials used. In this case, the AM printer used was the NX pro dual from the manufacturer Tumaker from Valencia, Spain, which has two separate extruders for material deposition. The most important factor when seeking to manufacture a hybrid component was to calibrate the height of the extruder nozzle so that it is equally aligned for both extruders and to calibrate the offset between both extruders. To select and to optimize the printing parameters, the slicing software Simplify3D (version 4.1.2) was used.
In this study, the components shown in
Figure 7 were manufactured. The processing temperature used for producing the samples was 235 °C for both materials. The regions where the two materials meet are critical for assessing the strength of the bond. These divisions create multiple types of interfaces, such as flat, cylindrical, and angled, which simulate different bonding challenges. The varying geometry and layer transitions in each model ensure the capability of the printer to deposit and to adhere the materials uniformly under different conditions. These tests could also help to identify which combinations and geometries work best for multi-material designs.
4. Conclusions
This study focused on recycling PP and TPE materials by repeatedly processing these materials through five recycling cycles and producing and examining hybrid components from PP and TPE. After each recycling cycle, specimens are additively manufactured based on the FFF process. To perform a recycling cycle, a specific methodology is followed. Additionally, the proposed methodology was modified for TPE material to improve the pellet form in order to successfully produce specimens using a pellet 3D printer. During AM, the difficulty for PP was to obtain proper adhesion between the deposited material and the build plate, while for TPE, being elastic in nature, it is challenging to obtain consistent deposition. To fully examine and compare the behavior of the material during recycling, thermal, mechanical, and rheological investigations were performed.
The mechanical analysis of PP revealed that its tensile strength slightly increased with multiple recycling cycles, while the strain at break decreased after recycling. The impact strength of PP showed neutral behavior throughout the five recycling cycles. Meanwhile, due to the elastic behavior of TPE, the mechanical test results of TPE show random variation. The DSC results clearly indicated that the melting and crystallization behavior of the specimens for both PP and TPE remained consistent and had not been affected significantly by undergoing recycling. Additionally, from the DSC measurements, the crystallinity of PP after each recycling cycle was studied. It is clearly evident that recycling up to five cycles has no influence on the crystallinity of PP, which supports the consistent impact strength observed during recycling. TGA was conducted to examine the thermal degradation behavior. The thermal degradation trend remained practically the same for all recycling cycles of PP and TPE, with only slight deviations. Furthermore, FTIR analysis was performed to identify the functional groups present in the materials. For TPE, the amplitude of the groups for different recycling cycles remained the same, while for PP, slight variations were observed. As PP undergoes multiple recycling cycles, it can be exposed to thermal and oxidative degradation and might result in slight variations in FTIR peak intensities due to changes in the chemical structure of the material. These changes might lead to a gradual increase in brittleness and hence the mechanical properties of PP are also slightly deteriorated.
The plot of
and
obtained using rheological analysis suggests that the loss modulus dominates for PP, while for TPE the storage modulus is larger. Specifically, PP behaves as a viscoelastic fluid and TPE shows more elastic behavior. As a result, difficulties are faced when processing TPE using AM. According to the literature, the multiple recycling cycles cause the viscosity to decrease, shift moduli towards higher frequencies, and increase the value of
However, after comparing the results for different recycling cycles, this typical behavior is not observed for up to five cycles and only slight variations can be seen. Hence, processing the material after recycling using additive manufacturing remains feasible without requiring further optimization of print properties. The study also aimed to evaluate the potential of producing hybrid components from PP and TPE. Despite different viscoelastic properties, the multi-material components from PP and TPE were successfully produced. The ability of TPE to stick with PP is proved by the results obtained. Further measurements are required to test the bonding strength of the materials. For future work, the initial interlayer bonding strength between layers of recycled material should be investigated. Additionally, the interlayer bonding between layers of hybrid parts made of TPE and PP requires further examination. Furthermore, analyzing the quality of the interface section optically could provide more insight into the material bonding. The use of scanning electron microscopy or transmission electron microscopy could offer valuable information about the homogeneity of the extrusion, as well as the presence of microbubbles and impurities. Incorporating these analyses into future studies would provide a more comprehensive understanding of the effects of several recycling cycles. The implementation of real-time process monitoring methods of the printing process could be beneficial to optimize the part quality, especially when printed from recycled materials [
43,
44,
45].
In summary, the five recycling cycles have a slight impact on the thermal, mechanical, and rheological properties. It must be noted that polymer recycling in this study is performed under laboratory boundary conditions with well-known material properties. However, it would be valuable to explore the suggested recycling methodology with actual polymer waste, considering real-world environmental factors that could influence the material properties. This practical approach could provide a more comprehensive understanding of the recycling process and its applicability beyond the controlled laboratory conditions, enabling us to address plastic waste challenges in a more sustainable manner. The study also suggests a potential further study to improve the feeding mechanism for processing TPE using AM. Conducting more extensive tests would enhance the understanding of the feasibility of polymer recycling. Furthermore, investigating the adhesion behavior of the hybrid components holds the potential for producing functional products in the future.



 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}