
Detection of Release Fabric Defects in Fiber-Reinforced Composites Using Through-Transmission Ultrasound



Abstract
1. Introduction
2. Background
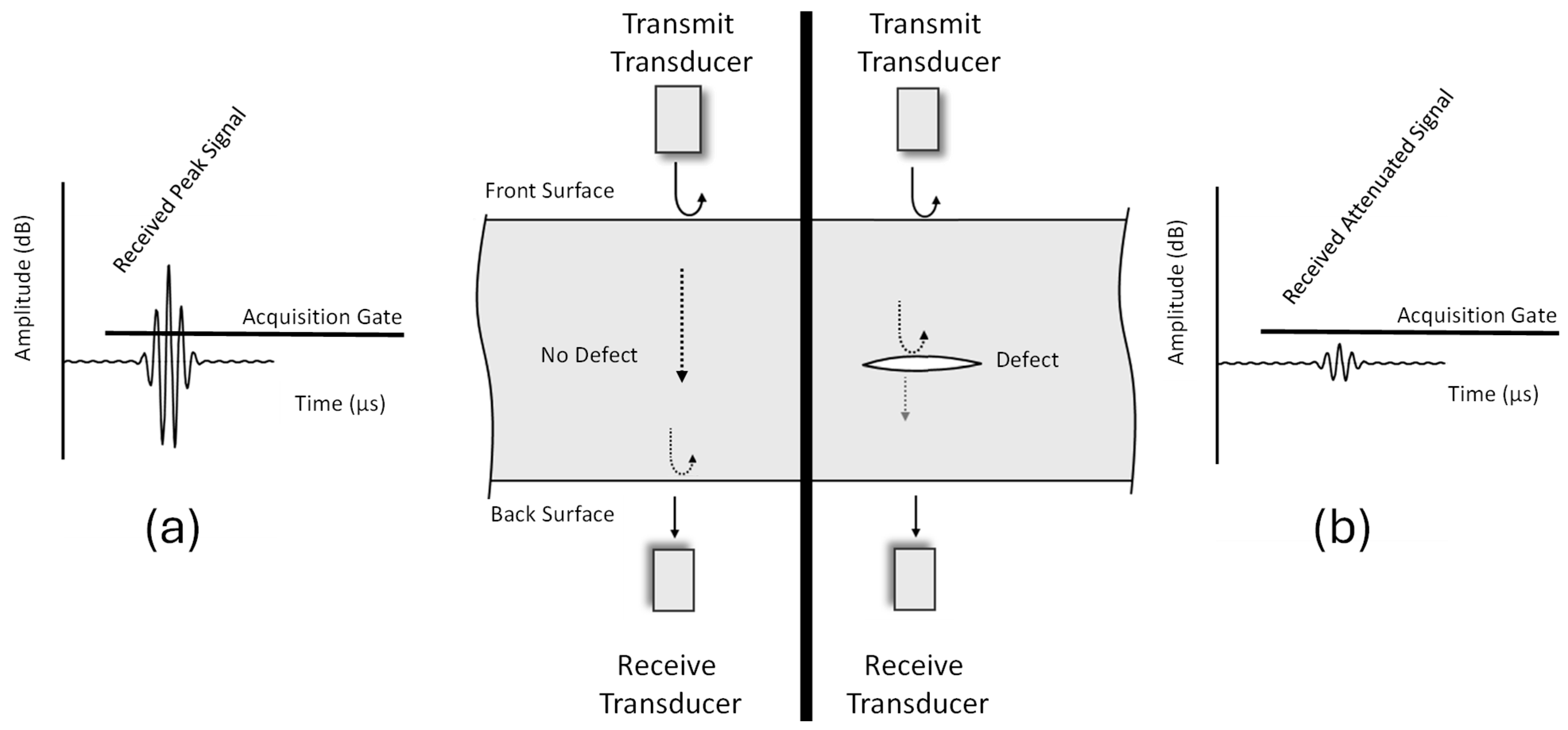
2.1. Ultrasonic Inspection Methods for FRC Laminates
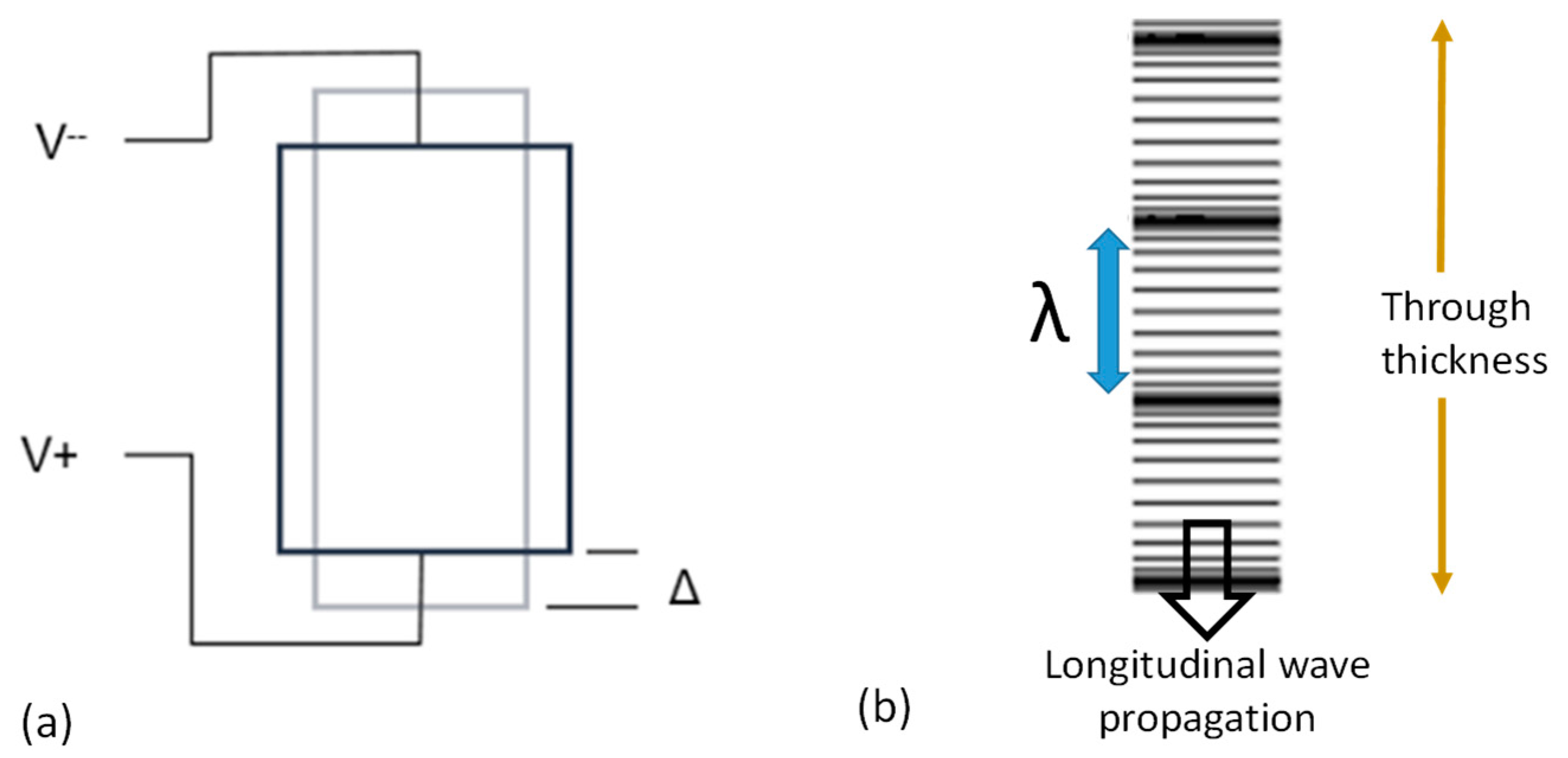
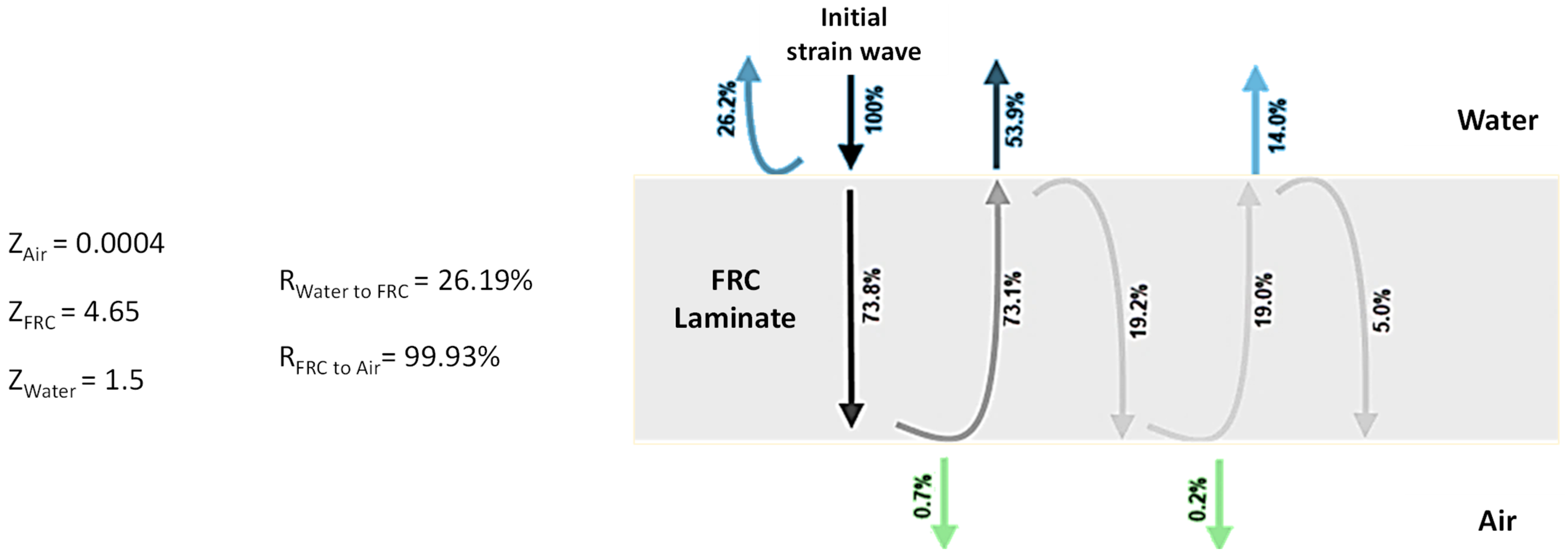
2.2. Principles of Acoustic Impedance
2.3. Release Fabric Detection with Ulrasound
3. Materials and Methods
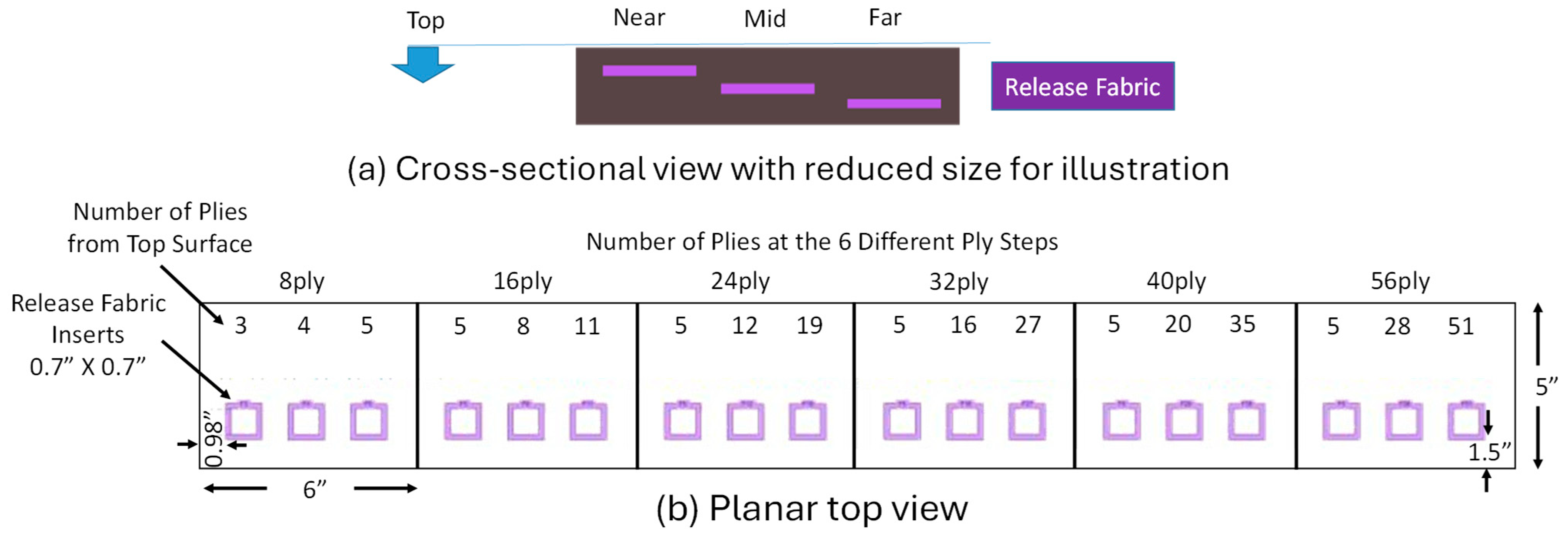
3.1. FRC Laminate Reference Standard
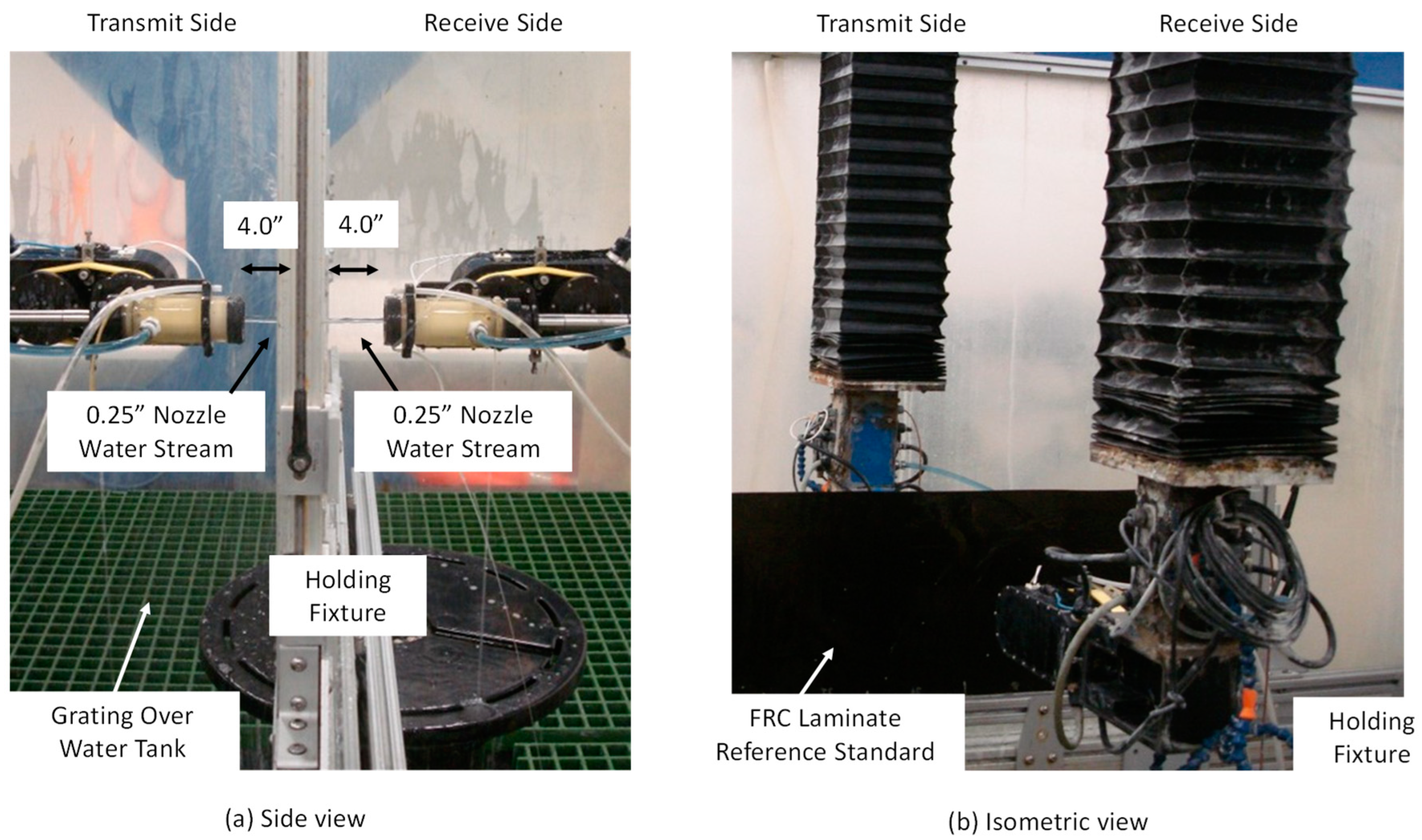
3.2. TTU Inspection
4. Results
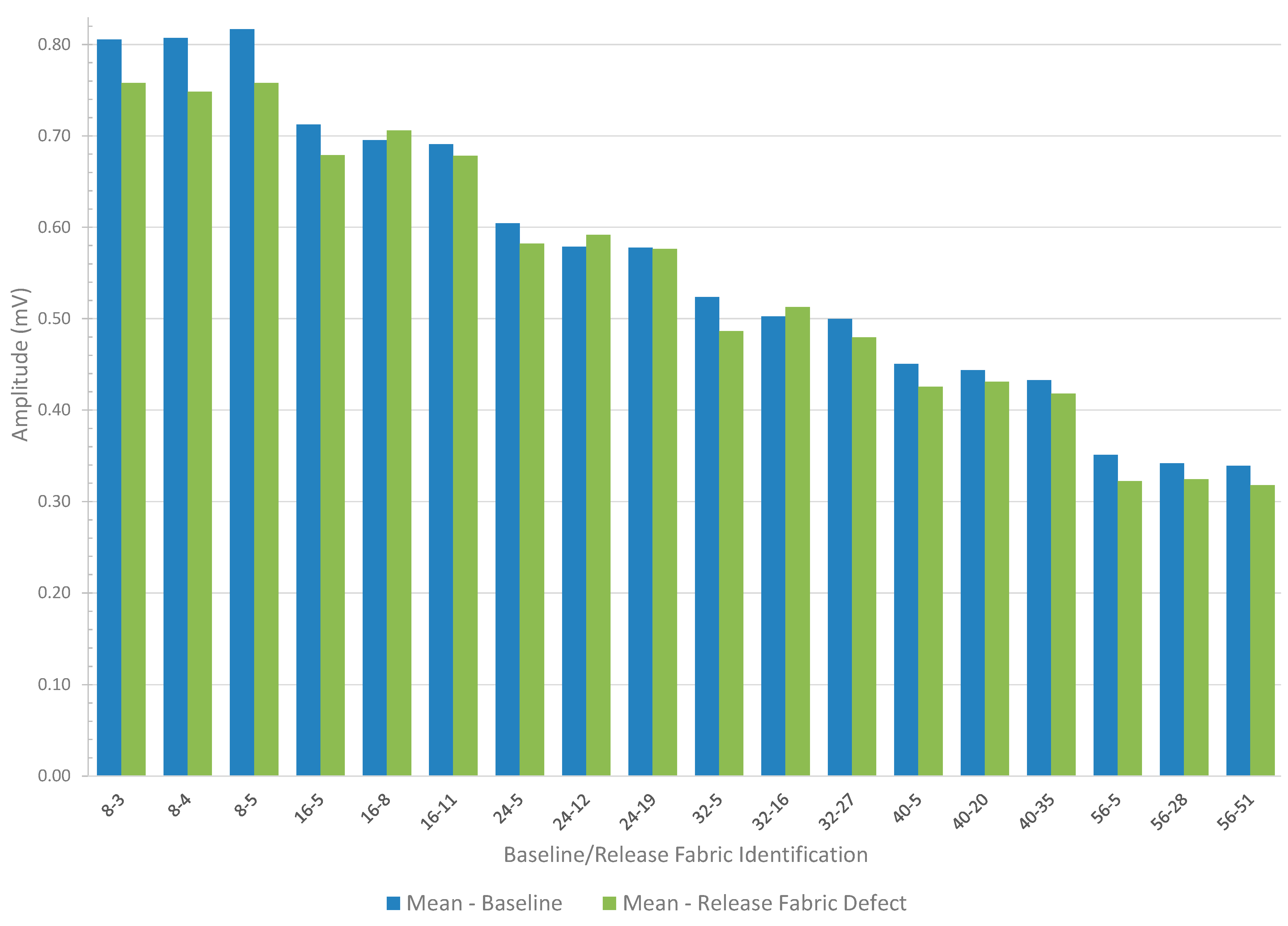
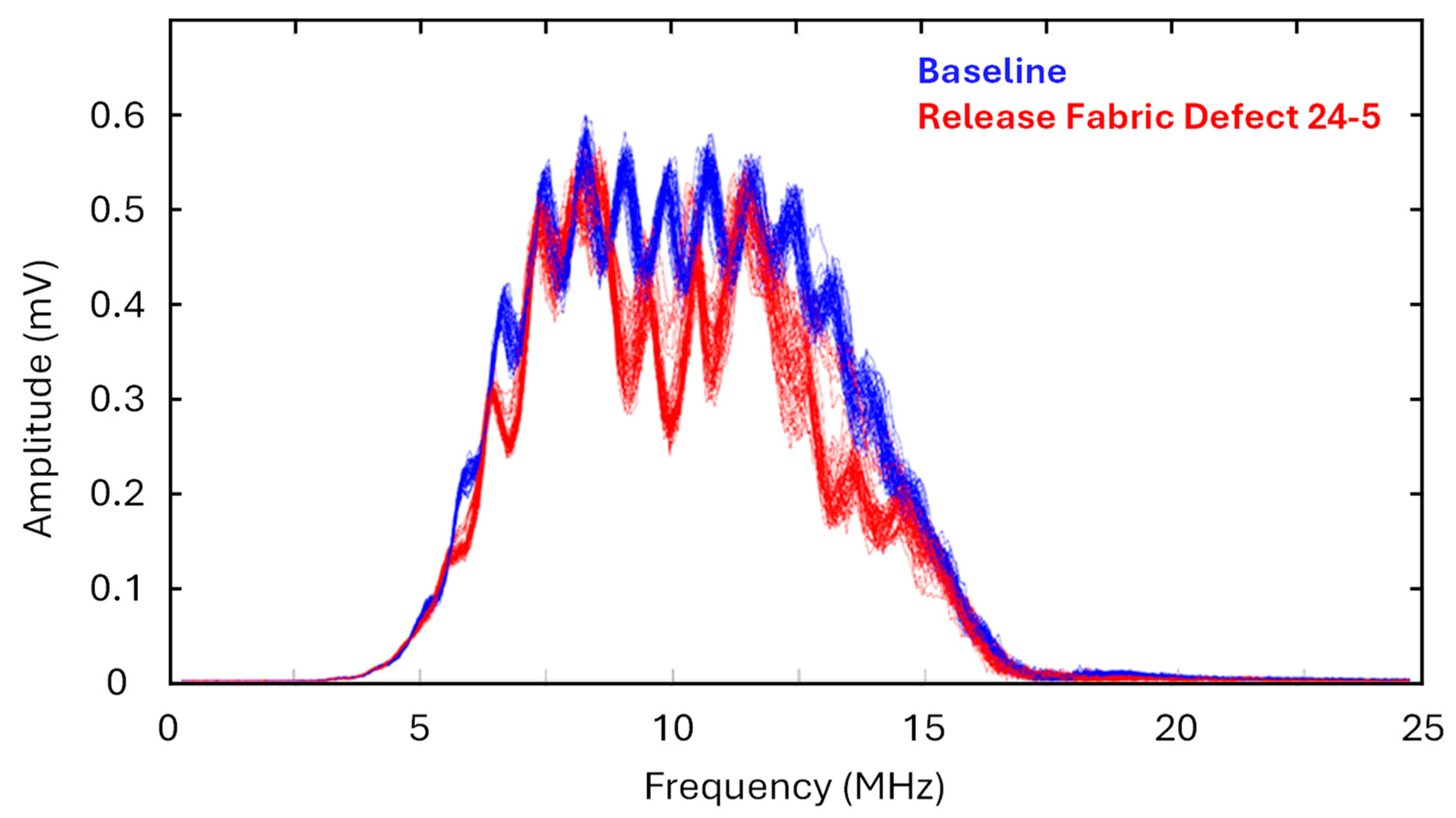
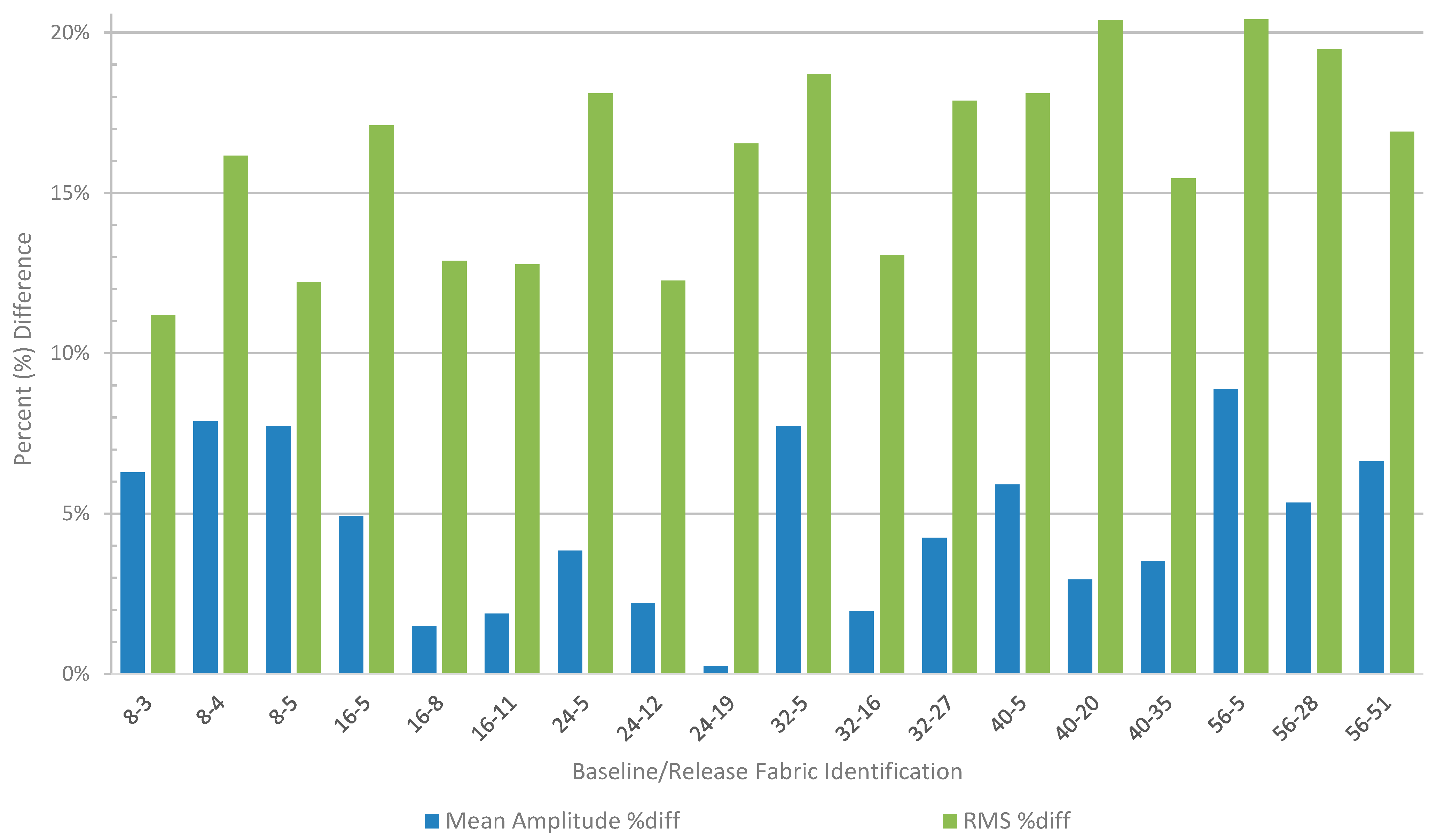
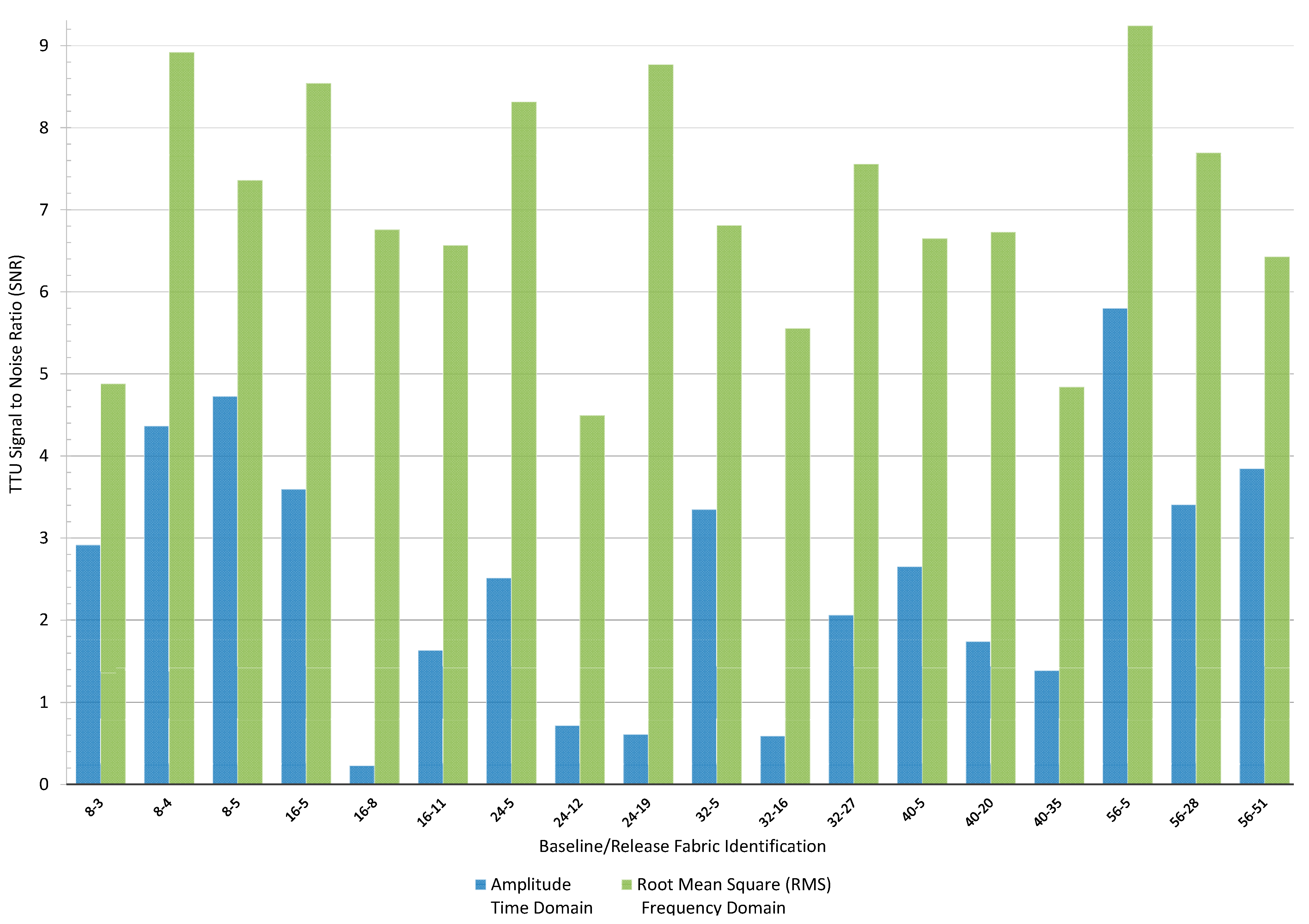
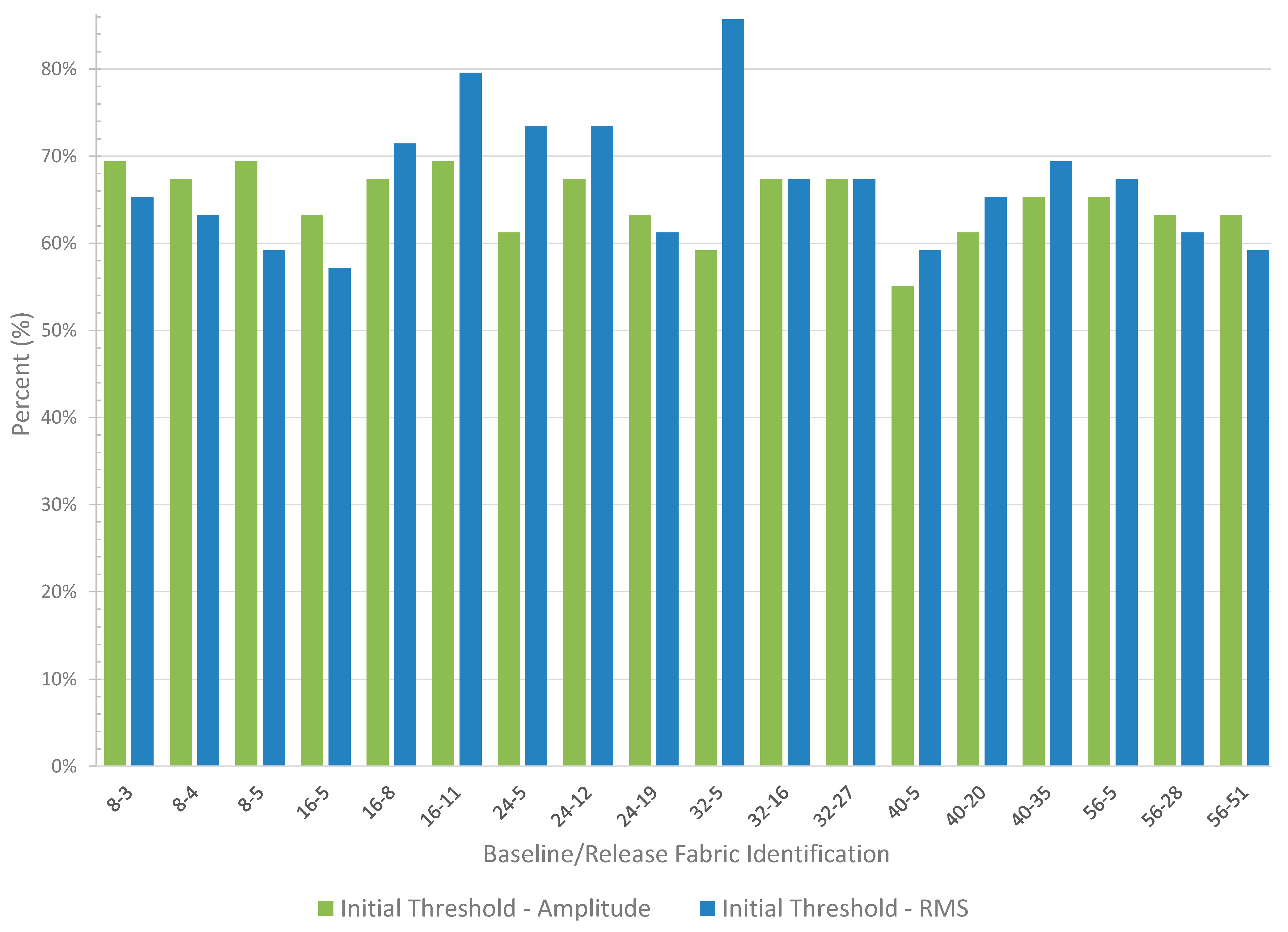
4.1. Preliminary Analysis
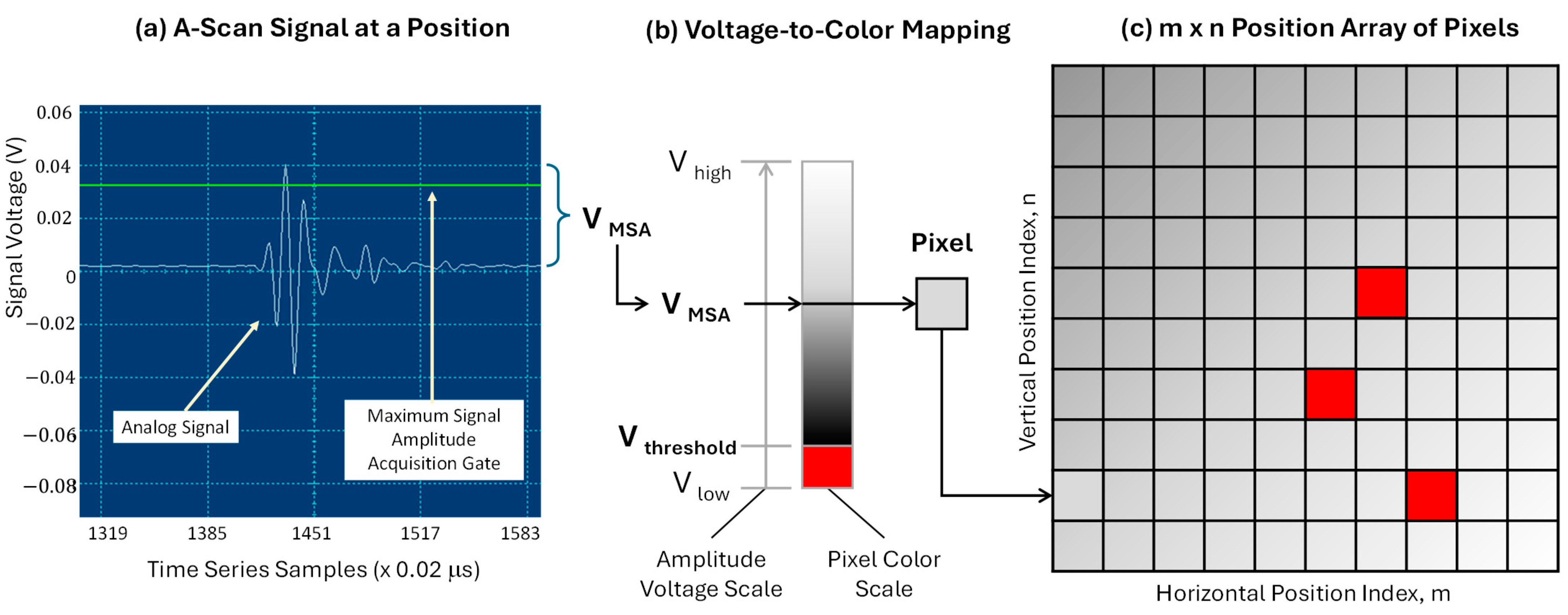
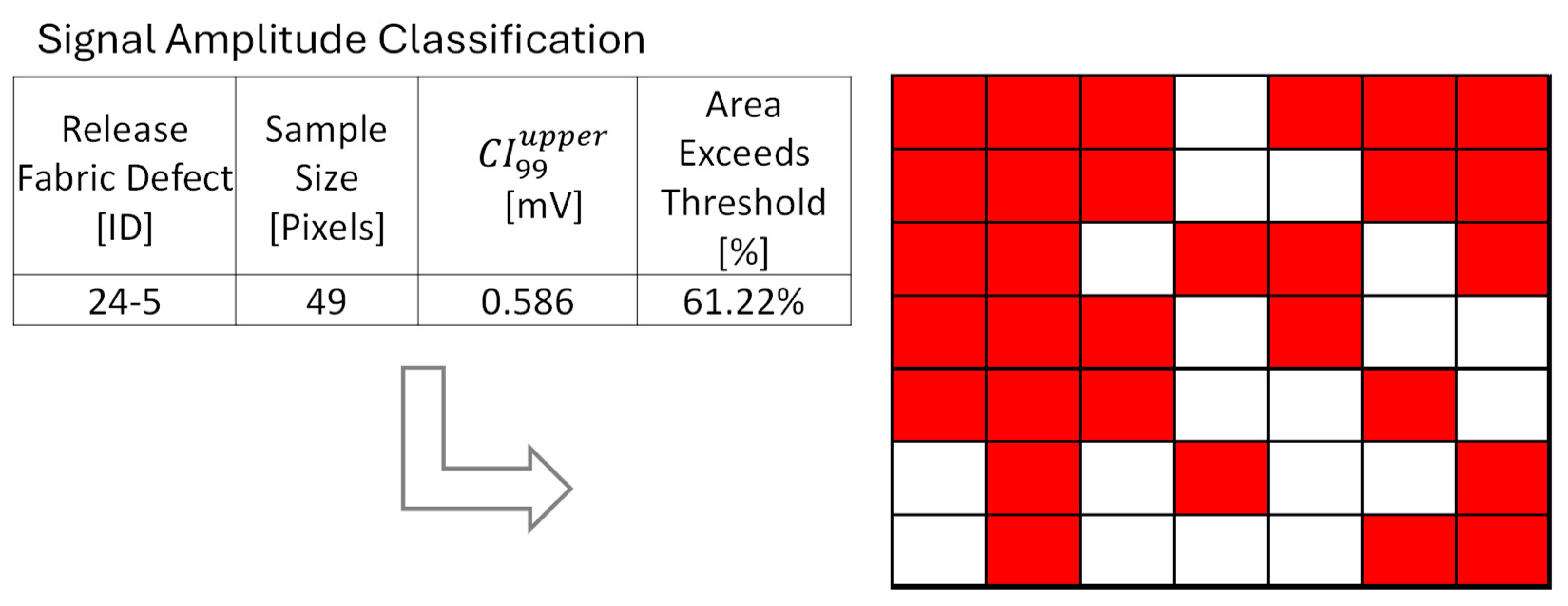
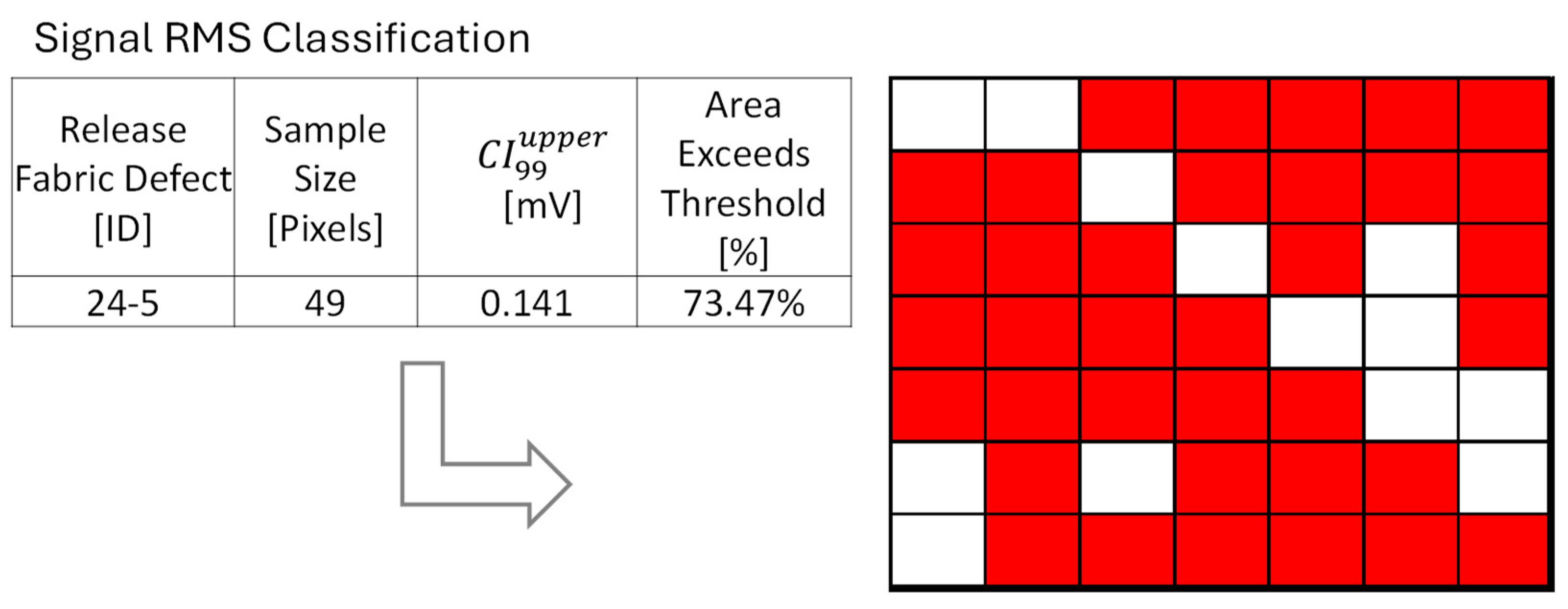
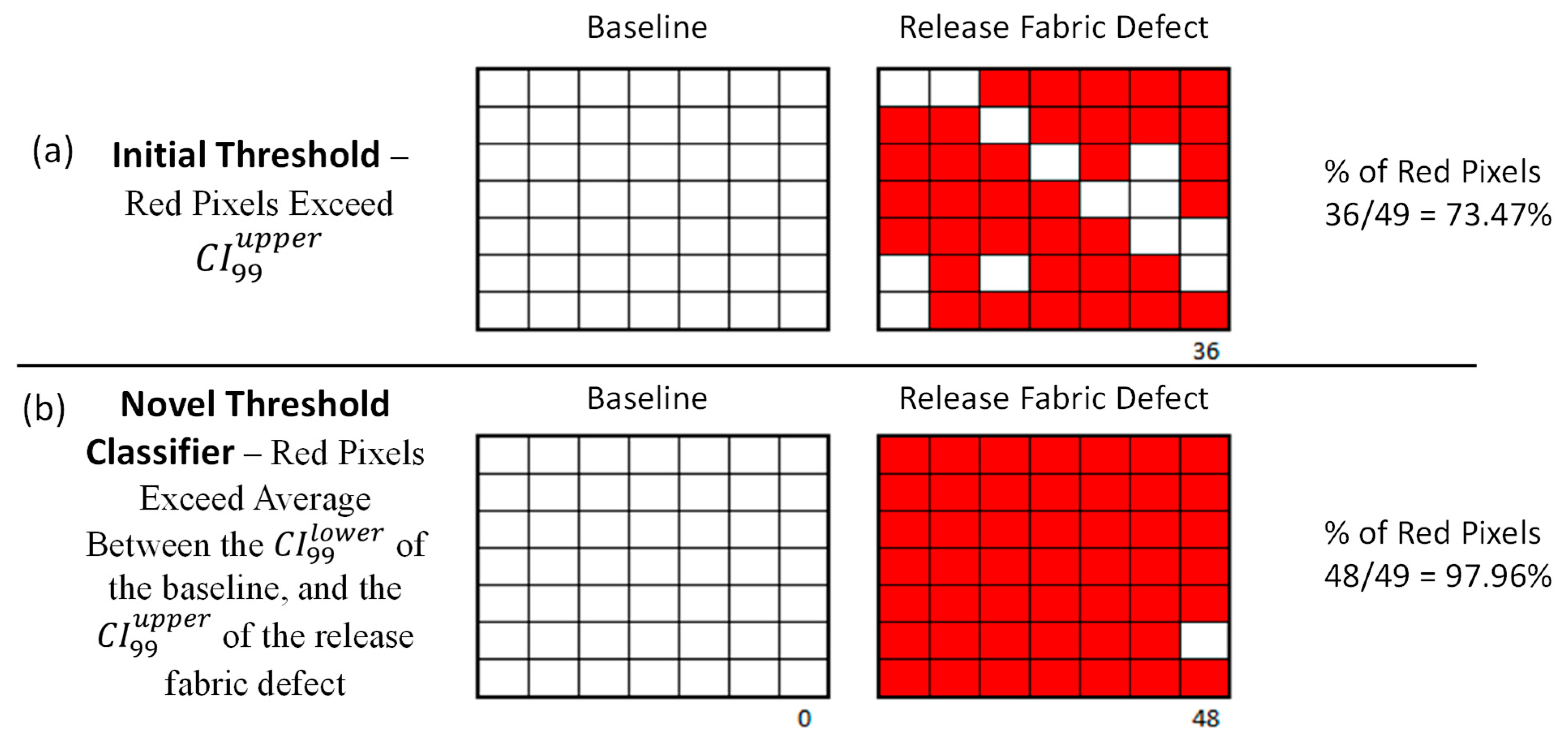
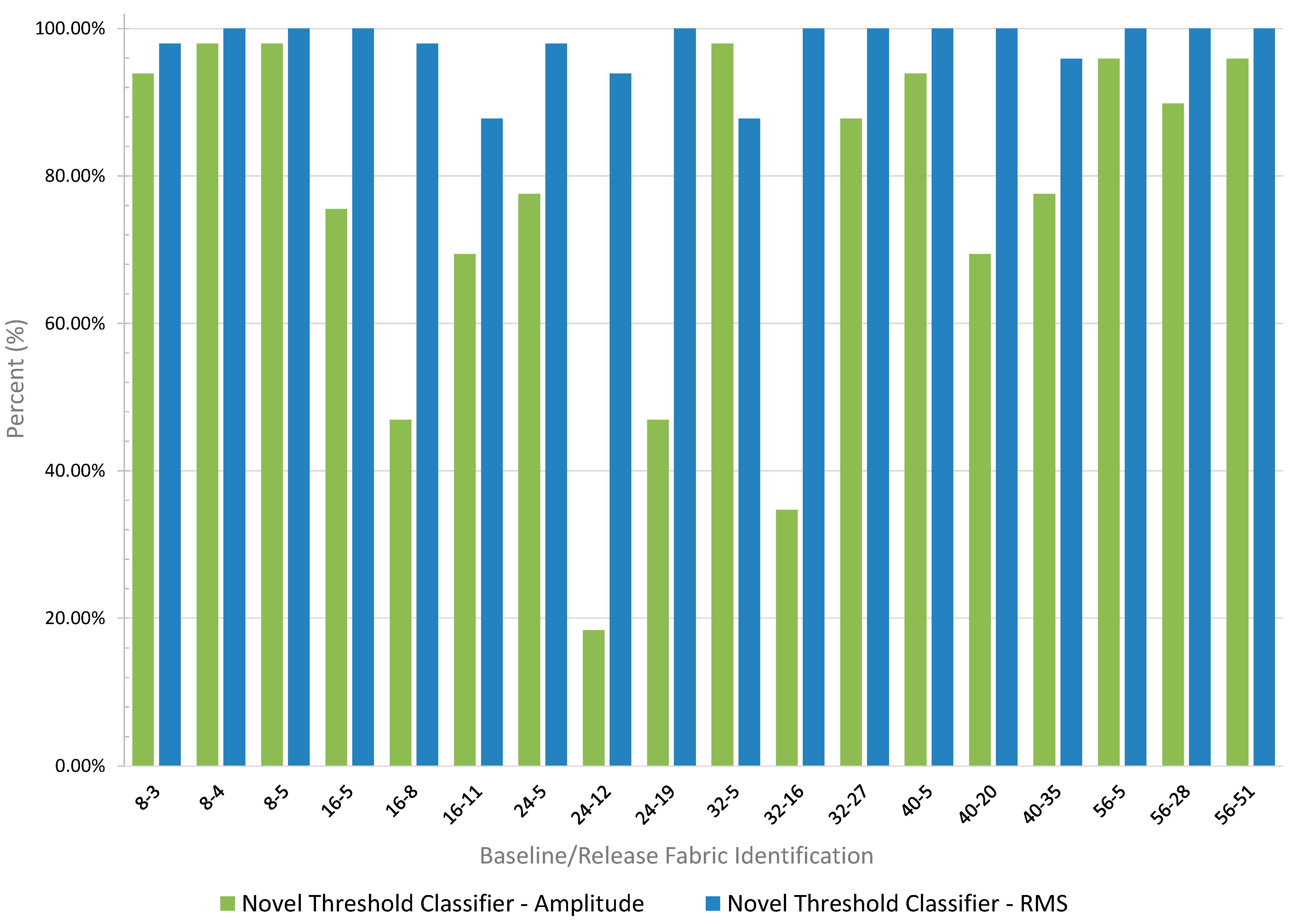
4.2. Threshold Classification
- X is the value from the sample size (e.g., 49 pixels) of the baseline;
- Y is the value from the sample size (e.g., 49 pixels) of the release fabric defect.
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Campbell, F.C. Structural Composite Materials; ASM International: Materials Park, OH, USA, 2010. [Google Scholar]
- Soden, P.D.; Hinton, M.J.; Kaddour, A.S. Lamina properties, lay-up configurations and loading conditions for a range of fibre reinforced composite laminates. In Failure Criteria in Fibre-Reinforced-Polymer Composites; Elsevier: Amsterdam, The Netherlands, 2004; pp. 30–51. [Google Scholar]
- Raimondo, A.; Urcelay, O.I.; Bisagni, C. Influence of interface ply orientation on delamination growth in composite laminates. J. Compos. Mater. 2021, 55, 3955–3972. [Google Scholar] [CrossRef]
- Pervaiz, S.; Qureshi, T.A.; Kashwani, G.; Kannan, S. 3D printing of fiber-reinforced plastic composites using fused deposition modeling: A status review. Materials 2021, 14, 4520. [Google Scholar] [CrossRef] [PubMed]
- Papa, I.; Donadio, F.; Sánchez Gálvez, V.; Lopresto, V. On the low-and high-velocity impact behavior of hybrid composite materials at room and extreme temperature. J. Compos. Mater. 2022, 56, 31–42. [Google Scholar] [CrossRef]
- Askari, D.; Ghasemi-Nejhad, M.N. Effects of vertically aligned carbon nanotubes on shear performance of laminated nanocomposite bonded joints. Sci. Technol. Adv. Mater. 2012, 13, 045002. [Google Scholar] [CrossRef] [PubMed]
- Reynolds, N.; Balan Ramamohan, A. High-Volume Thermoplastic Composite Technology for Automotive Structures. In Advanced Composite Materials for Automotive Applications: Structural Integrity and Crashworthiness; John Wiley & Sons: Hoboken, NJ, USA, 2013; pp. 29–50. [Google Scholar]
- Gardiner, G. Out-of-autoclave prepregs: Hype or revolution. High-Performance Composites, 1 January 2011. [Google Scholar]
- Kelkar, A.; Tate, J.; Bolick, R. Introduction to low cost manufacturing of composite laminates. In Proceedings of the American Society for Engineering Education Annual Conference & Exposition, Nashville, TN, USA, 22–25 June 2003. [Google Scholar]
- Pacific Coast Composites. Bagging Materials. 2022. Available online: https://www.pccomposites.com/category/bagging-materials/wire-systems/ (accessed on 20 February 2022).
- Sloan, J.; Composites World. Out of Autoclave Processing: <1% Void Content. 2015. Available online: http://www.compositesworld.com/articles/out-of-autoclave-processing-1-void-content (accessed on 15 July 2016).
- Iowa State University Center for Nondestructive Evaluation. Ultrasound Basics. Available online: https://www.nde-ed.org/EducationResources/CommunityCollege/Ultrasonics/Introduction/description.php (accessed on 15 July 2016).
- Smith, W.A. The role of piezocomposites in ultrasonic transducers. In Proceedings of the IEEE Ultrasonics Symposium, Piscataway, NJ, USA, 3–6 October 1989; IEEE: Piscataway, NJ, USA, 1989; pp. 755–766. [Google Scholar]
- Chen, B.Y.; Soh, S.K.; Lee, H.P.; Tay, T.E.; Tan, V.B. A vibro-acoustic modulation method for the detection of delamination and kissing bond in composites. J. Compos. Mater. 2016, 50, 3089–3104. [Google Scholar] [CrossRef]
- Adamowski, J.C.; Andrade, M.A.; Perez, N.; Buiochi, F. A large aperture ultrasonic receiver for through-transmission determination of elastic constants of composite materials. In Proceedings of the 2008 IEEE Ultrasonics Symposium, Beijing, China, 2–5 November 2008; IEEE: Piscataway, NJ, USA, 2008; pp. 1524–1527. [Google Scholar]
- Asif, M.; Khan, M.A.; Khan, S.Z.; Choudhry, R.S.; Khan, K.A. Identification of an effective nondestructive technique for bond defect determination in laminate composites—A technical review. J. Compos. Mater. 2018, 52, 3589–3599. [Google Scholar] [CrossRef]
- Papa, I.; Ricciardi, M.R.; Antonucci, V.; Langella, A.; Tirillò, J.; Sarasini, F.; Pagliarulo, V.; Ferraro, P.; Lopresto, V. Comparison between different non-destructive techniques methods to detect and characterize impact damage on composite laminates. J. Compos. Mater. 2020, 54, 617–631. [Google Scholar] [CrossRef]
- Barry, T.J.; Kesharaju, M.; Nagarajah, C.R.; Palanisamy, S. Defect characterization in laminar composite structures using ultrasonic techniques and artificial neural networks. J. Compos. Mater. 2016, 50, 861–871. [Google Scholar] [CrossRef]
- D’orazio, T.; Leo, M.; Distante, A.; Guaragnella, C.; Pianese, V.; Cavaccini, G. Automatic ultrasonic inspection for internal defect detection in composite materials. NDT E Int. 2008, 41, 145–154. [Google Scholar] [CrossRef]
- Wang, B.; He, P.; Kang, Y.; Jia, J.; Liu, X.; Li, N. Ultrasonic Testing of Carbon Fiber-Reinforced Polymer Composites. J. Sens. 2022, 2022, 5462237. [Google Scholar] [CrossRef]
- Hasiotis, T.; Badogiannis, E.; Tsouvalis, N.G. Application of ultrasonic C-scan techniques for tracing defects in laminated composite materials. J. Mech. Eng. 2011, 57, 192–203. [Google Scholar] [CrossRef]
- Hellier, C.J. Handbook of Nondestructive Evaluation; McGraw-Hill Education: New York, NY, USA, 2013. [Google Scholar]
- ASTM E2533-09; Standard Guide for NonDestructive Testing of Polymer Matrix Composites Used in Aerospace Applications. ASTM International: West Conshohocken, PA, USA, 2017.
- Kenny, P.G.; Bar-Cohen, Y. Basic inspection methods (Pulse-echo and transmission methods). In Nondestructive Evaluation and Quality Control; ASM Handbook; ASM International: Almere, The Netherlands, 1989; Volume 17, pp. 231–277. [Google Scholar]
- Berg, R.E.; Encyclopedia Britannica. Sound. 7 September 2023. Available online: https://www.britannica.com/science/sound-physics (accessed on 15 July 2016).
- LeMay, G.S.; Askari, D. A new method for ultrasonic detection of peel ply at the bondline of out-of-autoclave composite assemblies. J. Compos. Mater. 2019, 53, 245–259. [Google Scholar] [CrossRef]
- Heslehurst, R.B. Defects and Damage in Composite Materials and Structures; CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar]
- Kanerva, M.; Saarela, O. The peel ply surface treatment for adhesive bonding of composites: A review. Int. J. Adhes. Adhes. 2013, 43, 60–69. [Google Scholar] [CrossRef]
- Blackman, N.J.; David, A.J.; Blandford, B.M. Improvement in the Quantification of Foreign Object Defects in Carbon Fiber Laminates Using Immersion Pulse-Echo Ultrasound. Materials 2021, 14, 2919. [Google Scholar] [CrossRef] [PubMed]
- Woigk, W. Experimental investigation of the effect of defects in Automated Fibre Placement produced composite laminates. Compos. Struct. 2018, 201, 1004–1017. [Google Scholar] [CrossRef]
- Poudel, A. Comparison and analysis of Acoustography with other NDE techniques for foreign object inclusion detection in graphite epoxy composites. Compos. Part B Eng. 2015, 78, 86–94. [Google Scholar] [CrossRef]
- Kundu, T. Ultrasonic Nondestructive Evaluation: Engineering and Biological Material Characterization; CRC Press: Boca Raton, FL, USA, 2003. [Google Scholar]
- Sezgin, M.; Sankuru, B. Selection of thresholding methods for nondestructive testing applications. In Proceedings of the 2001 International Conference on Image Processing (Cat. No. 01CH37205), Thessaloniki, Greece, 7–10 October 2001; IEEE: Piscataway, NJ, USA, 2001; Volume 3, pp. 764–767. [Google Scholar]
- Kral, Z.T. Development of a Decentralized Artificial Intelligence System for Damage Detection in Composite Laminates for Aerospace Structures. Ph.D. Thesis, Wichita State University, Wichita, KS, USA, 2023. [Google Scholar]
- Chengqiang, G.; Hangong, W.; Nengjun, Y. Ultrasonic testing system of fiber-reinforced composites and wavelet-based echo signal processing. In Proceedings of the 2010 Third International Conference on Information and Computing, Wuxi, China, 4–6 June 2010; IEEE: Piscataway, NJ, USA, 2010; Volume 2, pp. 293–296. [Google Scholar]
- Sin, S.K.; Chen, C.H. A comparison of deconvolution techniques for the ultrasonic nondestructive evaluation of materials. IEEE Trans. Image Process. 1992, 1, 3–10. [Google Scholar] [CrossRef]
- Leo, M.; Looney, D.; D’Orazio, T.; Mandic, D.P. Identification of defective areas in composite materials by bivariate EMD analysis of ultrasound. IEEE Trans. Instrum. Meas. 2011, 61, 221–232. [Google Scholar] [CrossRef]
- Lu, Z. Estimating time-of-flight of multi-superimposed ultrasonic echo signal through envelope. In Proceedings of the 2014 International Conference on Computational Intelligence and Communication Networks, Bhopal, India, 14–16 November 2014; IEEE: Piscataway, NJ, USA, 2014. [Google Scholar]
- Boldsaikhan, E.; Corwin, E.M.; Logar, A.M.; Arbegast, W.J. The use of neural network and discrete Fourier transform for real-time evaluation of friction stir welding. Appl. Soft Comput. 2011, 11, 4839–4846. [Google Scholar] [CrossRef]
- Abbate, A. Signal detection and noise suppression using a wavelet transform signal processor: Application to ultrasonic flaw detection. IEEE Trans. Ultrason. Ferroelectr. Freq. Control. 1997, 44, 14–26. [Google Scholar] [CrossRef]
- Oppenheim, A.V. Discrete-Time Signal Processing; Pearson Education: Noida, India, 1999. [Google Scholar]
- Boldsaikhan, E. Measuring and Estimating Rotary Joint Axes of an Articulated Robot. IEEE Trans. Instrum. Meas. 2020, 69, 8279–8287. [Google Scholar] [CrossRef]
- Boldsaikhan, E.; Milhon, M.; Fukada, S.; Fujimoto, M.; Kamimuki, K. Metrology of Sheet Metal Distortion and Effects of Spot-Welding Sequences on Sheet Metal Distortion. J. Manuf. Mater. Process. 2023, 7, 109. [Google Scholar] [CrossRef]
- Krautkrämer, J.; Krautkrämer, H. Ultrasonic Testing of Materials, 4th ed.; Springer: Berlin/Heidelberg, Germany, 1990. [Google Scholar]
- Viswanathan, M. Significance of RMS (Root Mean Square) Value 2023 GaussianWaves • Built with GeneratePress. Available online: https://www.gaussianwaves.com/2015/07/significance-of-rms-root-mean-square-value/ (accessed on 15 May 2023).
- ASTM Standard E2580; Standard Practice for Ultrasonic Testing of Flat Panel Composites and Sandwich Core Materials Used in Aerospace Applications. ASTM International: West Conshohocken, PA, USA, 2012.
- Aquil, A.; Bond, L.J. Reliability of flaw detection by nondestructive inspection. ASM Handb. 2018, 17, 23–46. [Google Scholar]
- Wikimedia Foundation, Inc. Accuracy and Precision. 12 May 2023. Available online: https://en.wikipedia.org/wiki/Accuracy_and_precision#In_binary_classification (accessed on 7 June 2023).




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Density [lb/in3] | Sound Velocity [in/µsec] | Acoustic Impedance [lb/in2s] | Reflection Coefficient | Transmission Coefficient |
|---|---|---|---|---|---|
| Air | 0.00004 | 0.025 | 1.11 | 99.93% | 0.07% |
| FRC Laminate | 0.05780 | 0.117 | 6762.60 | ||
| Water | 0.03610 | 0.061 | 2184.17 | 26.19% | 73.81% |
| FRC Laminate | 0.05780 | 0.117 | 6762.60 | ||
| Fiberglass Release Fabric | 0.04690 | 0.108 | 5065.20 | 2.06% | 97.94% |
| FRC Laminate | 0.05780 | 0.117 | 6762.60 | ||
| Polyamide Release Fabric | 0.04480 | 0.087 | 3897.60 | 7.22% | 92.78% |
| FRC Laminate | 0.05780 | 0.117 | 6762.60 |
| Standard Ply Step | Insert ID | Insert Type | Insert Area (inch2) | Ply Depth from Top Surface | Insert Location |
|---|---|---|---|---|---|
| 8 | 8-3 | Release Fabric | 0.49 | 3 | Near |
| 8-4 | 0.49 | 4 | Mid | ||
| 8-5 | 0.49 | 5 | Far | ||
| 16 | 16-5 | 0.49 | 5 | Near | |
| 16-8 | 0.49 | 8 | Mid | ||
| 16-11 | 0.49 | 11 | Far | ||
| 24 | 24-5 | 0.49 | 5 | Near | |
| 24-12 | 0.49 | 12 | Mid | ||
| 24-19 | 0.49 | 19 | Far | ||
| 32 | 32-5 | 0.49 | 5 | Near | |
| 32-16 | 0.49 | 16 | Mid | ||
| 32-27 | 0.49 | 27 | Far | ||
| 40 | 40-5 | 0.49 | 5 | Near | |
| 40-20 | 0.49 | 20 | Mid | ||
| 40-35 | 0.49 | 35 | Far | ||
| 56 | 56-5 | 0.49 | 5 | Near | |
| 56-28 | 0.49 | 28 | Mid | ||
| 56-51 | 0.49 | 51 | Far |
| Predicted Values | Actual Values | |
|---|---|---|
| Negative | Positive | |
| Negative | True Negative (TN) | False Negative (FN) |
| Positive | False Positive (FP) | True Positive (TP) |
| Amplitude | |||
|---|---|---|---|
| Baseline/Defect ID | Accuracy | Percision | Recall |
| 8-3 | 91.84% | 90.20% | 93.88% |
| 8-4 | 98.98% | 100.00% | 97.96% |
| 8-5 | 97.96% | 97.96% | 97.96% |
| 16-5 | 80.61% | 84.09% | 75.51% |
| 16-8 | 41.84% | 42.59% | 46.94% |
| 16-11 | 68.37% | 68.00% | 69.39% |
| 24-5 | 81.63% | 84.44% | 77.55% |
| 24-12 | 23.47% | 20.45% | 18.37% |
| 24-19 | 48.98% | 48.94% | 46.94% |
| 32-5 | 93.88% | 90.57% | 97.96% |
| 32-16 | 31.63% | 32.69% | 34.69% |
| 32-27 | 88.78% | 89.58% | 87.76% |
| 40-5 | 92.86% | 92.00% | 93.88% |
| 40-20 | 69.39% | 69.39% | 69.39% |
| 40-35 | 75.51% | 74.51% | 77.55% |
| 56-5 | 97.96% | 100.00% | 95.92% |
| 56-28 | 91.84% | 93.62% | 89.80% |
| 56-51 | 96.94% | 97.92% | 95.92% |
| Average | 76.25% | 76.50% | 75.96% |
| Standard Deviation | 0.2423 | 0.2465 | 0.2427 |
| RMS | |||
|---|---|---|---|
| Baseline/Defect ID | Accuracy | Percision | Recall |
| 8-3 | 98.98% | 100.00% | 97.96% |
| 8-4 | 100.00% | 100.00% | 100.00% |
| 8-5 | 100.00% | 100.00% | 100.00% |
| 16-5 | 100.00% | 100.00% | 100.00% |
| 16-8 | 98.98% | 100.00% | 97.96% |
| 16-11 | 93.88% | 100.00% | 87.76% |
| 24-5 | 98.98% | 100.00% | 97.96% |
| 24-12 | 94.94% | 95.91% | 93.88% |
| 24-19 | 100.00% | 100.00% | 100.00% |
| 32-5 | 93.88% | 100.00% | 87.76% |
| 32-16 | 100.00% | 100.00% | 100.00% |
| 32-27 | 100.00% | 100.00% | 100.00% |
| 40-5 | 100.00% | 100.00% | 100.00% |
| 40-20 | 100.00% | 100.00% | 100.00% |
| 40-35 | 97.96% | 100.00% | 95.92% |
| 56-5 | 100.00% | 100.00% | 100.00% |
| 56-28 | 100.00% | 100.00% | 100.00% |
| 56-51 | 100.00% | 100.00% | 100.00% |
| Average | 98.76% | 99.77% | 97.73% |
| Standard Deviation | 0.0217 | 0.0096 | 0.0401 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
LeMay, G.; Boldsaikhan, E. Detection of Release Fabric Defects in Fiber-Reinforced Composites Using Through-Transmission Ultrasound. J. Manuf. Mater. Process. 2025, 9, 94. https://doi.org/10.3390/jmmp9030094
LeMay G, Boldsaikhan E. Detection of Release Fabric Defects in Fiber-Reinforced Composites Using Through-Transmission Ultrasound. Journal of Manufacturing and Materials Processing. 2025; 9(3):94. https://doi.org/10.3390/jmmp9030094
Chicago/Turabian StyleLeMay, Gary, and Enkhsaikhan Boldsaikhan. 2025. "Detection of Release Fabric Defects in Fiber-Reinforced Composites Using Through-Transmission Ultrasound" Journal of Manufacturing and Materials Processing 9, no. 3: 94. https://doi.org/10.3390/jmmp9030094
APA StyleLeMay, G., & Boldsaikhan, E. (2025). Detection of Release Fabric Defects in Fiber-Reinforced Composites Using Through-Transmission Ultrasound. Journal of Manufacturing and Materials Processing, 9(3), 94. https://doi.org/10.3390/jmmp9030094