
Experimental Study on Dry Milling of Stir-Casted and Heat-Treated Mg-Gd-Y-Er Alloy Using TOPSIS



Abstract
1. Introduction
2. Experimental Methods
2.1. Material Preparation Methods
2.2. Process Parameters and Design of Experiments (DOE)
2.3. Measurements of Responses and Optimization
3. Results and Discussions
4. Conclusions
- ❖
- According to the TOPSIS, the optimal conditions for the as-cast and the age-hardened samples (225 °C for 8 h) were achieved in experimental run 7. The best run for the T4-treated and the age-hardened samples (200 °C for 16 h) was determined to be run 9. Furthermore, after subjecting the as-cast and the age-hardened samples to 225 °C for 8 h, experiment 9 was shown to be the second best.
- ❖
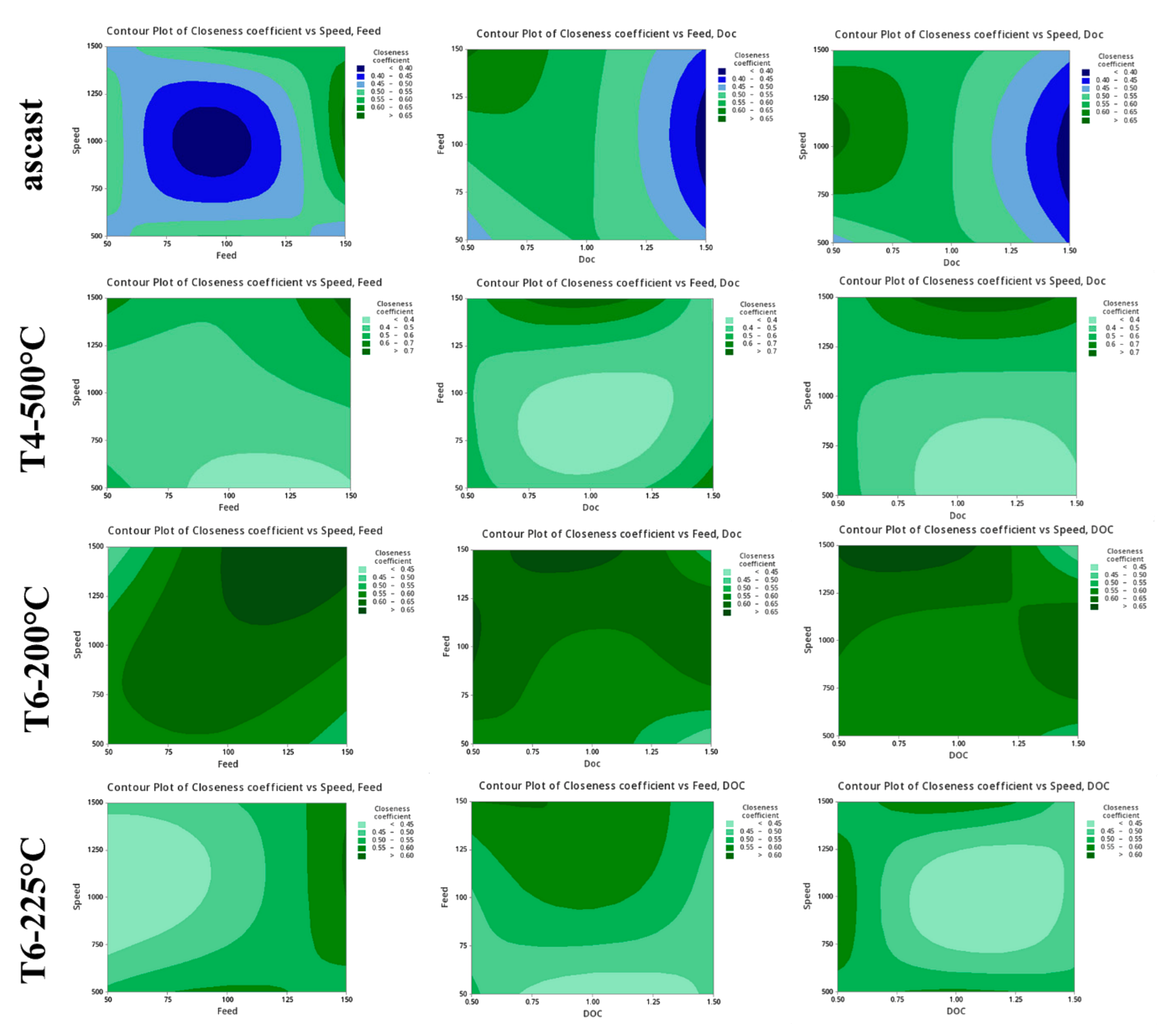
- The TOPSIS converts the many objectives listed into a single response system and is evaluated using the closeness coefficient. The highest closeness coefficient value is achieved using a spindle speed ranging from 1000 to 1500 rpm, a feed rate of 150 mm/min, and a depth of cut between 0.5 mm and 1 mm.
- ❖
- The ANOVA result indicates that the depth of cut and the spindle speed are the most influential factors in both the as-cast and the T4-treated samples. The feed rate was the most crucial factor while analyzing the age-hardened samples. Additionally, the second most influential factor was the feed rate in the as-cast and the T4-treated samples.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Baral, S.K.; Thawre, M.M.; Sunil, B.R.; Dumpala, R. A review on developing high-performance ZE41 magnesium alloy by using bulk deformation and surface modification methods. J. Magnes. Alloys 2023, 11, 776–800. [Google Scholar] [CrossRef]
- Rakshith, M.; Seenuvasaperumal, P. Review on the effect of different processing techniques on the microstructure and mechanical behaviour of AZ31 Magnesium alloy. J. Magnes. Alloys 2021, 9, 1692–1714. [Google Scholar] [CrossRef]
- Staiger, M.P.; Pietak, A.M.; Huadmai, J.; Dias, G. Magnesium and its alloys as orthopedic biomaterials: A review. Biomaterials 2006, 27, 1728–1734. [Google Scholar] [CrossRef] [PubMed]
- Shi, K.; Zhang, D.; Ren, J.; Yao, C.; Huang, X. Effect of cutting parameters on machinability characteristics in milling of magnesium alloy with carbide tool. Adv. Mech. Eng. 2016, 8, 168781401662839. [Google Scholar] [CrossRef]
- Gobivel, K.; Sekar, K.V. Influence of cutting parameters on end milling of magnesium alloy AZ31B. Mater. Today Proc. 2022, 62, 933–937. [Google Scholar] [CrossRef]
- Mostafapour, A.; Mohammadi, M.; Ebrahimpour, A. The Influence of Milling Parameters on Surface Properties in Milled AZ91C Magnesium Alloy. IJMSE 2021, 18, 1–13. [Google Scholar] [CrossRef]
- Ahuja, N.; Batra, U.; Kumar, K. Experimental Investigation and Optimization of Wire Electrical Discharge Machining for Surface Characteristics and Corrosion Rate of Biodegradable Mg Alloy. J. Mater. Eng. Perform. 2020, 29, 4117–4129. [Google Scholar] [CrossRef]
- Chirita, B.; Grigoras, C.; Tampu, C.; Herghelegiu, E. Analysis of cutting forces and surface quality during face milling of a magnesium alloy. IOP Conf. Ser. Mater. Sci. Eng. 2019, 591, 012006. [Google Scholar] [CrossRef]
- Wojtowicz, N.; Danis, I.; Monies, F.; Lamesle, P.; Chieragati, R. The Influence of Cutting Conditions on Surface Integrity of a Wrought Magnesium Alloy. Procedia Eng. 2013, 63, 20–28. [Google Scholar] [CrossRef]
- Suresh, A.; Nancharaiah, T.; Dumpala, R.; Sunil, B.R. Role of heat treatment on machining characteristics and surface roughness of AZ91 Mg alloy. Mater. Today Proc. 2022, 50, 2488–2492. [Google Scholar] [CrossRef]
- Xu, J.; Shen, J.; Li, L.; Guo, G.; Zhu, X.; Meng, Y.; Chen, M. Milling machinability analysis of GW63K rare-earth magnesium alloys based on the concept of clean cutting. J. Mater. Res. Technol. 2023, 26, 9380–9391. [Google Scholar] [CrossRef]
- Li, L.; Xu, J.; Guo, G.; Gupta, M.K.; Chen, M. Wear behavior of different coated tools in MQL-assisted milling of magnesium-based rare-earth alloys. J. Mater. Res. Technol. 2023, 27, 1665–1682. [Google Scholar] [CrossRef]
- Dinesh, S.; Senthilkumar, V.; Asokan, P.; Arulkirubakaran, D. Effect of cryogenic cooling on machinability and surface quality of bio-degradable ZK60 Mg alloy. Mater. Des. 2015, 87, 1030–1036. [Google Scholar] [CrossRef]
- Jouini, N.; Ruslan, M.S.M.; Ghani, J.A.; Haron, C.H.C. Sustainable High-Speed Milling of Magnesium Alloy AZ91D in Dry and Cryogenic Conditions. Sustainability 2023, 15, 3760. [Google Scholar] [CrossRef]
- Shi, K.; Zhang, D.; Ren, J. Optimization of process parameters for surface roughness and microhardness in dry milling of magnesium alloy using Taguchi with grey relational analysis. Int. J. Adv. Manuf. Technol. 2015, 81, 645–651. [Google Scholar] [CrossRef]
- Parsana, S.; Radadia, N.; Sheth, M.; Sheth, N.; Savsani, V.; Prasad, N.E.; Ramprabhu, T. Machining parameter optimization for EDM machining of Mg–RE–Zn–Zr alloy using multi-objective Passing Vehicle Search algorithm. Arch. Civ. Mech. Eng. 2018, 18, 799–817. [Google Scholar] [CrossRef]
- Kumar, R.; Katyal, P.; Kumar, K. Effect of End Milling Process Parameters and Corrosion Behaviour of ZE41A Magnesium Alloy using Taguchi Based GRA. Biointerface Res. Appl. Chem. 2022, 13, 214. [Google Scholar] [CrossRef]
- Kumar, R.; Katyal, P.; Mandhania, S. Grey relational analysis based multiresponse optimization for WEDM of ZE41A magnesium alloy. Int. J. Lightweight Mater. Manuf. 2022, 5, 543–554. [Google Scholar] [CrossRef]
- Suneesh, E.; Sivapragash, M. Multi-response optimisation of micro-milling performance while machining a novel magnesium alloy and its alumina composites. Measurement 2021, 168, 108345. [Google Scholar] [CrossRef]
- Shi, K.; Li, S.; Yu, Z.; Du, B.; Liu, K.; Du, W. Microstructure and mechanical performance of Mg-Gd-Y-Nd-Zr alloys prepared via pre-annealing, hot extrusion and ageing. J. Alloys Compd. 2023, 931, 167476. [Google Scholar] [CrossRef]
- Hantzsche, K.; Bohlen, J.; Wendt, J.; Kainer, K.U.; Yi, S.B.; Letzig, D. Effect of rare earth additions on microstructure and texture development of magnesium alloy sheets. Scr. Mater. 2010, 63, 725–730. [Google Scholar] [CrossRef]
- Stanford, N.; Barnett, M.R. The origin of “rare earth” texture development in extruded Mg-based alloys and its effect on tensile ductility. Mater. Sci. Eng. A 2008, 496, 399–408. [Google Scholar] [CrossRef]
- Tekumalla, S.; Seetharaman, S.; Almajid, A.; Gupta, M. Mechanical Properties of Magnesium-Rare Earth Alloy Systems: A Review. Metals 2014, 5, 1–39. [Google Scholar] [CrossRef]
- Li, X.; Qi, W.; Zheng, K.; Zhou, N. Enhanced strength and ductility of Mg–Gd–Y–Zr alloys by secondary extrusion. J. Magnes. Alloys 2013, 1, 54–63. [Google Scholar] [CrossRef]
- Zhao, H.; Qin, G.; Ren, Y.; Pei, W.; Chen, D.; Guo, Y. The maximum solubility of Y in α-Mg and composition ranges of Mg24Y5−x and Mg2Y1−x intermetallic phases in Mg–Y binary system. J. Alloys Compd. 2011, 509, 627–631. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, S.; Wu, R.; Hou, L.; Zhang, M. Recent developments in high-strength Mg-RE-based alloys: Focusing on Mg-Gd and Mg-Y systems. J. Magnes. Alloys 2018, 6, 277–291. [Google Scholar] [CrossRef]
- Cai, H.; Zhao, Z.; Wang, Q.; Zhang, N.; Lei, C. Study on solution and aging heat treatment of a super high strength cast Mg-7.8Gd-2.7Y-2.0Ag-0.4Zr alloy. Mater. Sci. Eng. A 2022, 849, 143523. [Google Scholar] [CrossRef]
- Li, X.; Liu, C.; Al-Samman, T. Microstructure and mechanical properties of Mg –2Gd –3Y –0.6Zr alloy upon conventional and hydrostatic extrusion. Mater. Lett. 2011, 65, 1726–1729. [Google Scholar] [CrossRef]
- Zhang, P.; Ding, W.; Lindemann, J.; Leyens, C. Mechanical properties of the hot-rolled Mg–12Gd–3Y magnesium alloy. Mater. Chem. Phys. 2009, 118, 453–458. [Google Scholar] [CrossRef]
- Dong, J.; Liu, W.; Song, X.; Zhang, P.; Ding, W.; Korsunsky, A. Influence of heat treatment on fatigue behaviour of high-strength Mg–10Gd–3Y alloy. Mater. Sci. Eng. A 2010, 527, 6053–6063. [Google Scholar] [CrossRef]
- Angelini, V.; Ceschini, L.; Morri, A.; Apelian, D. Influence of Heat Treatment on Microstructure and Mechanical Properties of Rare Earth-Rich Magnesium Alloy. Int. J. Met. 2017, 11, 382–395. [Google Scholar] [CrossRef]
- Wang, D.; Fu, P.; Peng, L.; Wang, Y.; Ding, W. Development of high strength sand cast Mg–Gd–Zn alloy by co-precipitation of the prismatic β′ and β1 phases. Mater. Charact. 2019, 153, 157–168. [Google Scholar] [CrossRef]
- Varatharajulu, M.; Duraiselvam, M.; Pradeep, G.K.; Jagadeesh, B. Tool temperature thermographic study on end milling magnesium AZ31 using carbide tool. Mater. Chem. Phys. 2023, 295, 127077. [Google Scholar] [CrossRef]
- Mahesh, G.; Muthu, S.; Devadasan, S.R. Prediction of surface roughness of end milling operation using genetic algorithm. Int. J. Adv. Manuf. Technol. 2015, 77, 369–381. [Google Scholar] [CrossRef]
- Reddy, N.S.K.; Rao, P.V. Selection of an optimal parametric combination for achieving a better surface finish in dry milling using genetic algorithms. Int. J. Adv. Manuf. Technol. 2006, 28, 463–473. [Google Scholar] [CrossRef]
- Narooei, K.D.; Ramli, R. Optimal Selection of Cutting Parameters for Surface Roughness in Milling Machining of AA6061-T6. Int. J. Eng. 2022, 35, 1170–1177. [Google Scholar] [CrossRef]
- Salahshoor, M.; Guo, Y.B. Surface integrity of biodegradable orthopedic magnesium–calcium alloy by high-speed dry face milling. Prod. Eng. 2011, 5, 641–650. [Google Scholar] [CrossRef]
- Premnath, A.A.; Alwarsamy, T.; Rajmohan, T. Experimental Investigation and Optimization of Process Parameters in Milling of Hybrid Metal Matrix Composites. Mater. Manuf. Process. 2012, 27, 1035–1044. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
| Factors | Units | Level 1 | Level 2 | Level 3 |
|---|---|---|---|---|
| Spindle Speed | RPM | 500 | 1000 | 1500 |
| Feed Rate | mm/min | 50 | 100 | 150 |
| Depth of Cut | mm | 0.5 | 1 | 1.5 |
| Run No. | Spindle Speed | Feed Rate | Depth of Cut |
|---|---|---|---|
| 1 | 500 | 50 | 0.5 |
| 2 | 500 | 100 | 1 |
| 3 | 500 | 150 | 1.5 |
| 4 | 1000 | 50 | 1 |
| 5 | 1000 | 100 | 1.5 |
| 6 | 1000 | 150 | 0.5 |
| 7 | 1500 | 50 | 1.5 |
| 8 | 1500 | 100 | 0.5 |
| 9 | 1500 | 150 | 1 |
| Run No | Ra (µm) | Rz (µm) | Sa (µm) | Sz (µm) | MRR (gm/min) | F (N) | Ci | Rank |
|---|---|---|---|---|---|---|---|---|
| 1 | 0.17 | 0.76 | 1.23 | 10.00 | 1.53 | 33.07 | 0.47 | 6 |
| 2 | 0.10 | 0.48 | 0.66 | 5.02 | 0.25 | 9.70 | 0.56 | 4 |
| 3 | 0.08 | 0.37 | 1.13 | 10.58 | 0.78 | 40.75 | 0.45 | 8 |
| 4 | 0.12 | 0.55 | 0.83 | 5.05 | 0.75 | 23.14 | 0.55 | 5 |
| 5 | 0.21 | 0.98 | 0.61 | 9.22 | 0.44 | 17.35 | 0.38 | 9 |
| 6 | 0.12 | 0.50 | 0.55 | 5.22 | 0.83 | 18.03 | 0.66 | 1 |
| 7 | 0.15 | 0.70 | 1.04 | 10.07 | 1.39 | 38.13 | 0.47 | 7 |
| 8 | 0.12 | 0.53 | 0.28 | 5.01 | 0.20 | 10.73 | 0.57 | 3 |
| 9 | 0.15 | 0.64 | 0.49 | 5.07 | 0.63 | 18.03 | 0.57 | 2 |
| Run No. | Ra (µm) | Rz (µm) | Sa (µm) | Sz (µm) | MRR (gm/min) | F (N) | Ci | Rank |
|---|---|---|---|---|---|---|---|---|
| 1 | 0.09 | 0.43 | 0.95 | 9.96 | 0.84 | 20.06 | 0.56 | 3 |
| 2 | 0.21 | 0.92 | 0.75 | 10.04 | 0.33 | 21.19 | 0.36 | 9 |
| 3 | 0.20 | 0.86 | 1.18 | 10.02 | 1.55 | 49.57 | 0.39 | 8 |
| 4 | 0.14 | 0.67 | 1.24 | 10.12 | 1.04 | 26.57 | 0.45 | 7 |
| 5 | 0.18 | 0.79 | 0.47 | 4.99 | 0.47 | 23.41 | 0.46 | 6 |
| 6 | 0.13 | 0.60 | 0.66 | 5.02 | 0.44 | 17.40 | 0.53 | 4 |
| 7 | 0.12 | 0.56 | 0.73 | 5.03 | 1.40 | 24.45 | 0.66 | 2 |
| 8 | 0.15 | 0.66 | 0.34 | 5.02 | 0.19 | 13.89 | 0.51 | 5 |
| 9 | 0.04 | 0.17 | 0.66 | 5.10 | 1.29 | 28.66 | 0.76 | 1 |
| Run No. | Ra (µm) | Rz (µm) | Sa (µm) | Sz (µm) | MRR (gm/min) | F (N) | Ci | Rank |
|---|---|---|---|---|---|---|---|---|
| 1 | 0.14 | 0.62 | 1.35 | 10.45 | 0.66 | 15.03 | 0.57 | 7 |
| 2 | 0.13 | 0.62 | 0.66 | 9.96 | 0.35 | 16.67 | 0.59 | 5 |
| 3 | 0.13 | 0.67 | 0.77 | 10.01 | 0.97 | 59.50 | 0.51 | 8 |
| 4 | 0.22 | 0.94 | 0.91 | 9.97 | 1.03 | 27.17 | 0.58 | 6 |
| 5 | 0.15 | 0.67 | 0.49 | 4.96 | 0.47 | 20.81 | 0.64 | 3 |
| 6 | 0.19 | 0.84 | 0.61 | 5.26 | 0.41 | 12.49 | 0.61 | 4 |
| 7 | 0.11 | 0.51 | 1.02 | 9.95 | 1.43 | 96.44 | 0.44 | 9 |
| 8 | 0.14 | 0.63 | 0.55 | 5.06 | 0.59 | 25.78 | 0.66 | 2 |
| 9 | 0.16 | 0.67 | 0.64 | 5.08 | 0.63 | 18.71 | 0.67 | 1 |
| Run No. | Ra (µm) | Rz (µm) | Sa (µm) | Sz (µm) | MRR (gm/min) | F (N) | Ci | Rank |
|---|---|---|---|---|---|---|---|---|
| 1 | 0.21 | 0.88 | 0.01 | 9.99 | 1.01 | 64.85 | 0.51 | 5 |
| 2 | 0.11 | 0.51 | 0.55 | 5.18 | 0.63 | 37.28 | 0.56 | 3 |
| 3 | 0.13 | 0.60 | 0.61 | 5.04 | 1.41 | 87.56 | 0.52 | 4 |
| 4 | 0.16 | 0.74 | 0.87 | 10.11 | 1.90 | 110.56 | 0.40 | 9 |
| 5 | 0.18 | 0.79 | 0.78 | 9.91 | 0.74 | 27.63 | 0.47 | 7 |
| 6 | 0.14 | 0.58 | 0.54 | 4.95 | 1.01 | 26.49 | 0.60 | 1 |
| 7 | 0.07 | 0.34 | 0.82 | 5.02 | 2.32 | 176.11 | 0.47 | 8 |
| 8 | 0.15 | 0.69 | 0.70 | 10.39 | 0.48 | 15.95 | 0.49 | 6 |
| 9 | 0.12 | 0.61 | 0.59 | 5.01 | 1.25 | 47.19 | 0.59 | 2 |
| Source | DoF | Adj SS | Adj MS | F-Value | p-Value | % |
|---|---|---|---|---|---|---|
| Speed | 2 | 0.003455 | 0.001728 | 0.29 | 0.777 | 6.09 |
| Feed | 2 | 0.007092 | 0.003546 | 0.59 | 0.629 | 12.51 |
| DOC | 2 | 0.034147 | 0.017074 | 2.84 | 0.260 | 60.21 |
| Error | 2 | 0.012014 | 0.006007 | 21.19 | ||
| Total | 8 | 0.056709 |
| Source | DoF | Adj SS | Adj MS | F-Value | p-Value | % |
|---|---|---|---|---|---|---|
| Speed | 2 | 0.07285 | 0.036425 | 2.39 | 0.295 | 56.09 |
| Feed | 2 | 0.025372 | 0.012686 | 0.83 | 0.546 | 19.53 |
| DOC | 2 | 0.001152 | 0.000576 | 0.04 | 0.964 | 0.89 |
| Error | 2 | 0.030517 | 0.015258 | 23.49 | ||
| Total | 8 | 0.129891 |
| Source | DoF | Adj SS | Adj MS | F-Value | p-Value | % |
|---|---|---|---|---|---|---|
| Speed | 2 | 0.004185 | 0.002093 | 0.46 | 0.686 | 10.14 |
| Feed | 2 | 0.015477 | 0.007738 | 1.69 | 0.372 | 37.49 |
| DOC | 2 | 0.012475 | 0.006238 | 1.36 | 0.423 | 30.21 |
| Error | 2 | 0.009151 | 0.004576 | 22.16 | ||
| Total | 8 | 0.041288 |
| Source | DoF | Adj SS | Adj MS | F-Value | p-Value | % |
|---|---|---|---|---|---|---|
| Speed | 2 | 0.002557 | 0.001279 | 0.32 | 0.756 | 7.94 |
| Feed | 2 | 0.017505 | 0.008752 | 2.21 | 0.311 | 54.35 |
| DOC | 2 | 0.004231 | 0.002116 | 0.53 | 0.652 | 13.14 |
| Error | 2 | 0.007913 | 0.003957 | 24.57 | ||
| Total | 8 | 0.032207 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Upadrashta, A.; Saravanan, S.; Annamalai, A.R. Experimental Study on Dry Milling of Stir-Casted and Heat-Treated Mg-Gd-Y-Er Alloy Using TOPSIS. J. Manuf. Mater. Process. 2024, 8, 205. https://doi.org/10.3390/jmmp8050205
Upadrashta A, Saravanan S, Annamalai AR. Experimental Study on Dry Milling of Stir-Casted and Heat-Treated Mg-Gd-Y-Er Alloy Using TOPSIS. Journal of Manufacturing and Materials Processing. 2024; 8(5):205. https://doi.org/10.3390/jmmp8050205
Chicago/Turabian StyleUpadrashta, Abhinav, Sudharsan Saravanan, and A. Raja Annamalai. 2024. "Experimental Study on Dry Milling of Stir-Casted and Heat-Treated Mg-Gd-Y-Er Alloy Using TOPSIS" Journal of Manufacturing and Materials Processing 8, no. 5: 205. https://doi.org/10.3390/jmmp8050205
APA StyleUpadrashta, A., Saravanan, S., & Annamalai, A. R. (2024). Experimental Study on Dry Milling of Stir-Casted and Heat-Treated Mg-Gd-Y-Er Alloy Using TOPSIS. Journal of Manufacturing and Materials Processing, 8(5), 205. https://doi.org/10.3390/jmmp8050205