1. Introduction
Custom machine manufacturers and industrial companies are constantly looking for ways to reduce the time-to-market and time-to-commissioning of automation projects. According to Reinhart et al. [
1], control system design is responsible for more than 50 percent of the functionality of automated production equipment and has become a crucial element, leading to an increase in the complexity of control logic. At present, many companies still design their production systems in a conventional, non-synchronized way. This means that the engineering results of the disciplines involved, namely mechanical, electrical, and software engineering, mostly do not converge until the commissioning stage. Further, this means that existing solutions and existing technical know-how are difficult to re-use in different applications. These factors lead to delays in the commissioning process.
The continuous shift towards Internet of Things and Industry 4.0 applications presents numerous opportunities for SMEs, suppliers, software vendors, research centers, and universities globally. However, this shift also introduces challenges in testing and overcoming technical hurdles [
2]. In case the application involves many control systems that are extensively linked and connected to a virtual cloud, utilizing process data to support innovative functions of Industry 4.0, the manufacturing process becomes significantly more complex [
3]. Virtual commissioning is now regarded as a key technology for Industry 4.0, aiding developers of manufacturing systems from the early design stages [
4]. The ability to virtually test and verify solutions before real commissioning is among the many benefits of virtual preparation and commissioning. This approach can result in shorter lead times and reduces the time required for actual commissioning [
5].
Selecting the best virtual commissioning software can be challenging due to the abundance of alternatives and the need for compatibility with the intended deployment system. For instance, Eriksson et al. [
6] used visual components, Hovanec et al. [
7] utilized plant simulation, Wu et al. [
8] employed Siemens NX MCD, and Xia et al. [
9] used Process Simulate in their research.
In this paper, we first summarize existing research in the field of virtual commissioning, detailing its definition and the rationale behind it, its phases, and the ways in which its implementations can be categorized. After identifying key limitations of the existing solutions, we describe a case study in which a part of a production cell available at Széchenyi István University was commissioned. Based on the lessons drawn from recent literature, and the experience gained from the design and evaluation of the case study, we develop a framework referred to as the Virtual Commissioning House (VCH).
The paper is structured as follows. In
Section 2, existing configurations and methods of virtual commissioning are reviewed. In
Section 3, prior works on virtual commissioning are analyzed and categorized. In
Section 4, one specific section of the experimental production cell on which our case study is based is presented and commissioned virtually.
Section 5 describes the VCH framework proposed by the authors, and
Section 6 summarizes the results and limitations of the framework and the case study. Finally, conclusions are drawn and directions for further research are given in
Section 7.
2. Literature Review
2.1. Virtual Commissioning
Over the years, several approaches have been developed to implement virtual commissioning. In the beginning, simulation of control programs was used for automation systems, which can be used to pre-test the control program during development. With such an implementation, not all errors can be detected and further improvements may be necessary during commissioning [
10]. The writing and testing of the control logic depends to a large extent on the availability of the overall technical concept or even of all the hardware. In many cases, this makes this process one of the last phases of the automation project. Currently, commissioning is mainly performed when the actual plant/machine is already available. The traditional commissioning approach is a combination of real control logic and physical setup. This combination is also called real commissioning [
5].
Real commissioning can also be hampered by unforeseen and unnecessary expenses, damage, or injury. This can affect the reputation of the manufacturing company and the condition of future orders [
11,
12]. Furthermore, for refurbishment projects, machine downtime, and for complete upgrades, delivery time is a key factor in the manufacturer’s market position, in which case real commissioning does not guarantee short lead times [
11,
12]. Moreover, the commissioning phase can take up to 25 percent of the total project time [
1]. Software debugging is the main consumer of time in this phase.
The virtual commissioning approach is based on digital factory applications [
10]. A digital factory is a collective term for digital models, methods, and tools with integrated data management, aiming at knowledge acquisition at an early stage; accelerating the development and design process and continuously improving all structures involved throughout the development process [
13]. The 3D model used for this purpose enables parallel, interdisciplinary plant development [
14]. In this case, computer-aided design (CAD) geometry is extended with kinematics, functionality, and electrical properties. Typical features include interfacing with real industrial controllers, incorporating the physics and dynamics of the world using a physics engine capable of 3D visualization. Once a component has been created and its behavior proven to be similar to its physical twin, it can be stored in a library for reuse. This form of VC, called a virtual twin VC, is mainly used in manufacturing technology [
5].
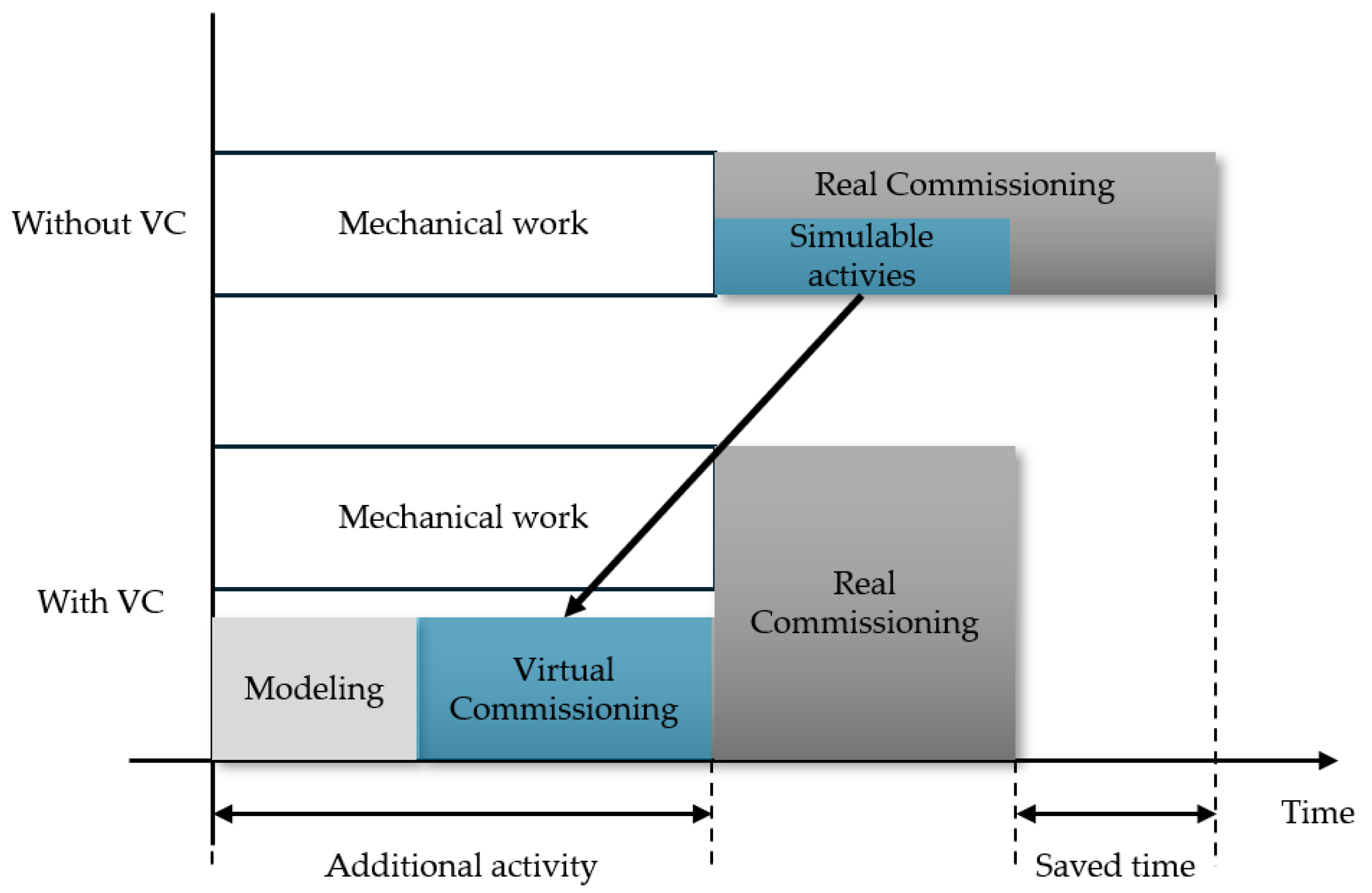
No mechanical work can be carried out during virtual commissioning, but activities that can be simulated can be carried out before real commissioning (See
Figure 1). This reduces the time to market and improves quality. However, this requires more tools and software, and skilled people to operate them [
1].
2.2. The Relationship between Virtual Commissioning and Digital Twins
According to the literature, digital twins can be categorized into three levels based on the level of integration: digital model, digital shadow (DS), and digital twin (DT) [
15,
16]. A digital model is a static virtual representation of a physical system. A digital shadow is a simulation that uses one-way communication to monitor events occurring in a physical system. In contrast, a digital twin involves two-way communication, allowing the virtual representation to not only track events but also to intervene in them [
11].
Nowadays, DT technology is becoming increasingly common, with a growing number of papers being published on the topic [
5]. For example, Monek [
17] developed a modular DT integrated with an IIoT (Industrial Internet of Things) system that can identify malfunctions and alert users to deviations from standard operation. Additionally, the expert twin concept, also developed by Monek [
18], combines the advantages of traditional process simulations with a real-time data gathering and transmission technique using programmable logic controllers designed to operate automated systems. This system is further enhanced by utilizing human expertise and fuzzy logic modeling to develop a digital twin control system. Fuwen [
19] described a Petri-net-based digital twin architecture for a robotic dual-arm cooperative system. This proposed framework not only represents the highly hybrid nature of the two-arm cooperative operation process but also avoids the laborious decomposition computation of closed kinematic chains involved in the dual-arm manipulation of industrial arms. Instead, it creates a conceptually embodied and situated DT environment.
According to Singh [
15] and Kritzinger [
16], the term “virtual twin VC” is used in virtual commissioning and can also refer to digital models. These models are created and utilized prior to the actual physical construction of the plant and during the production stage. In their final form at the end of plant development, coupled, multi-scale, and multi-physics models of the VC represent the interaction of the entire system. The digital models of the VC act as precursors to the eventual digital twin [
20].
2.3. Pre-Phases of Virtual Commissioning
Model in the loop (MiL) is a preliminary phase of virtual commissioning, where the available static 3D models are used to create a simulation model that simulates the behavior of the plant. This is called a behavioral model [
21]. In most cases, 3D simulation tools are used, but for physical simulations, complex solutions are needed to make this possible. The human resource requirements for this are very high and should be considered.
The preparation of the control logic is another preliminary phase of virtual commissioning, where the PLC (programmable logic controller) programmer can prepare the control software with the information available. This process is completely independent of MiL. In this phase, part of the control software can be prepared, but due to the limitations of the simulation of the control software, the lack of operation time does not provide sufficiently accurate results.
2.4. The Phases of Virtual Commissioning
In virtual commissioning, three different methods can be used to link the control of the manufacturing system to a simulation model that imitates the behavior of the real plant [
14]: software in the loop (SiL), hardware in the loop (HiL), and hybrid commissioning (HC)—also known as reality in the loop (RiL). These methods progressively lead to real commissioning [
22].
In the SiL approach, the control hardware is emulated in addition to the simulated process. It is convenient for use in both the test and design phases, as no hardware is required and software programming is accelerated. It is therefore a purely off-line analysis, where all hardware components are simulated [
14,
22,
23,
24,
25].
In the HiL approach, real control hardware is linked to real-time simulation of virtual devices. This allows even complex automation tasks to be tested with the control system to be used during real commissioning. HiL simulation can be used at different levels of manufacturing [
23].
The hybrid deployment proposed by [
26] represents an incremental procedure that starts as HiL and gradually replaces virtual devices with real devices, leading to real deployment. In [
26], the authors presented the RiL approach through an example of a PROFIBUS controlled manufacturing plant, where signal values of real and simulated components were compared and combined.
Additionally, virtual commissioning can be enhanced using virtual reality (VR) or augmented reality (AR) environments, increasing its efficiency even further [
27]. This complementary solution to the virtual commissioning phases is called human in the loop (HiTL) [
28]. With the help of HiTL, compared to conventional 2D tools, VR enabled a more efficient station equipment arrangement and better manual object picking for varying worker heights. HiTL also enables the design of appropriate ergonomics to increase worker safety, efficiency, and comfort. Furthermore, HiTL provides the possibility for offline training, which can familiarize workers with the production processes, safety regulations, and operator tasks before a real plant enters into operation, so that the risk at the start of the job is reduced and the efficiency is increased compared to standard procedures [
29].
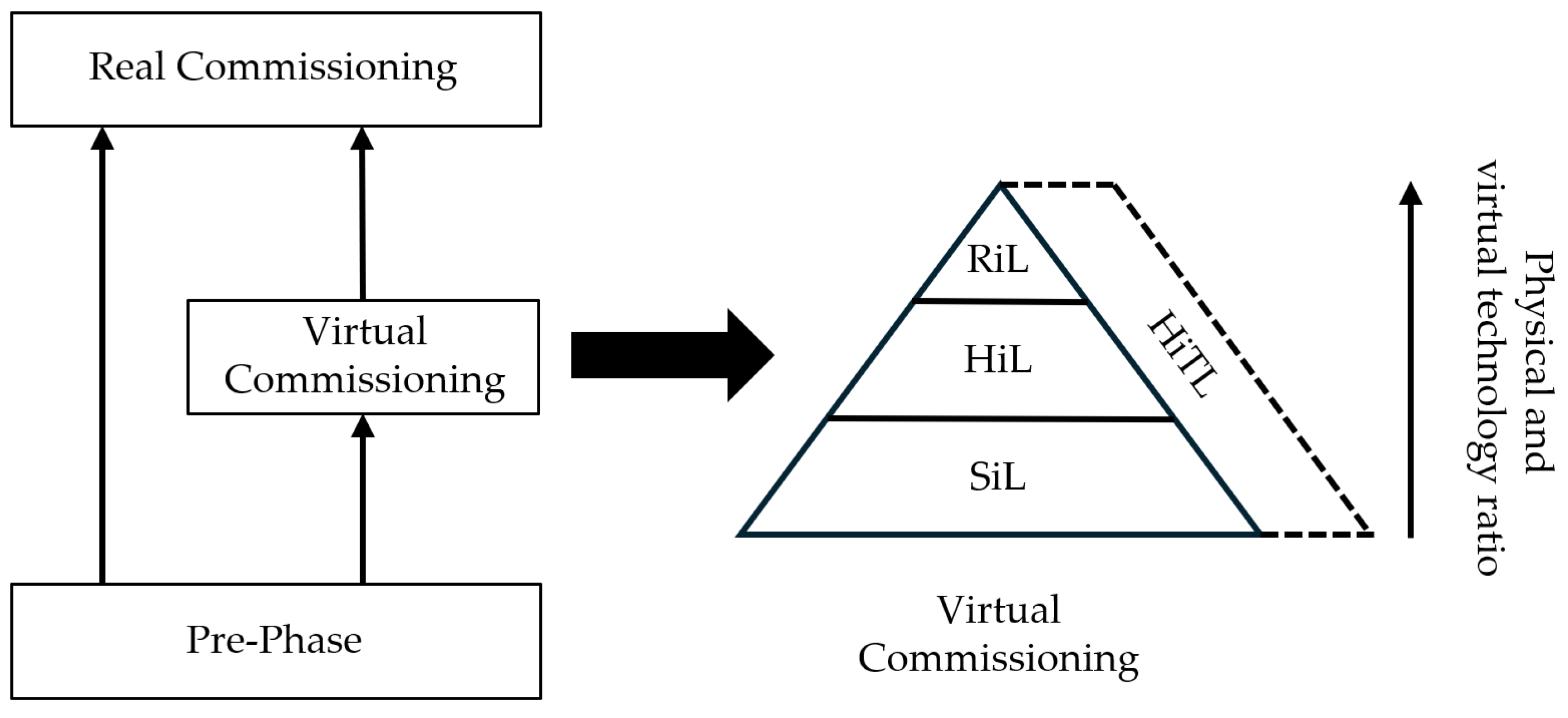
Figure 2 shows a simplified flowchart for achieving real commissioning, which can be used to approach commissioning from two directions. Both procedures require the completion of a pre-stage. This can be followed by commissioning in the traditional approach. The other approach is to use virtual commissioning. It can be seen that virtual commissioning can be separated into the phases described above, which are arranged in relation to each other according to their proportion of physical and virtual assets. As the physical assets increase, the level of technology becomes higher and higher. Further, these levels can be arbitrarily extended by using HiTL, which can be applied anywhere, regardless of the physical devices.
3. Analysis and Categorization of Different Virtual Commissioning Implementations
Several papers have been written on the topic of virtual commissioning, including some that presented concrete practical examples. Several of them suggested somewhat new approaches within the applicability of VC. These new approaches involve different phases of virtual commissioning, using different software. The aim was to analyze these prior works to gain an insight into the extent to which they present practical examples and the software used.
Relevant related works were reviewed and selected using several screening criteria. First, papers available starting from 2019 onward were examined using the keywords virtual commissioning, remote control, PLC, digital twin, and simulation. Subsequently, the papers with the most references were reviewed using these keywords, regardless of the date of publication.
First, it was examined whether the collected literature was presented at a theoretical level, without a case study or with a case study. Subsequently, the literature supported by a case study was further disaggregated into SiL and HiL approaches. The MiL approach and the HC approach were not categorized separately, as the MiL approach is a simulation in the normal sense, thus none of the papers addressed this based on the keywords searched, and the RiL approach was only used by the authors of [
26]. The results of this analysis are shown in
Table 1.
The following study focused on the software used in the literature, supplemented by case studies, to give an overview of the most common software currently used for virtual commissioning. The results of this study are shown in
Table 2.
The first analysis (
Table 1) showed that the SiL approach is the most widespread in the literature. The reason for this is that, in a corporate environment, there is no possibility to test hardware for a sufficient period of time, while in an academic environment the appropriate hardware is not always available.
The second analysis (
Table 2) showed that Siemens software dominates. The reason for this is that Siemens sells software and tools that provide complete coverage of automation systems, from design, through factory, production, and process simulation, to digital twins. This creates a system of tools that can be easily connected and used together.
Based on the papers reviewed, the current focus is on the further development of virtual commissioning, but little is said about whether it is actually profitable. For both SMEs and multinationals, it is important to know whether the technology they are considering using, which is unknown to them, is actually more efficient than the tried and tested solutions currently in use. In order to define this, and an overall framework for doing so, a case study is presented below.
4. Case Study
The case study was developed using an educational production cell located at the Cyber-Physical Manufacturing Systems Laboratory of the Széchenyi István University. The aim of the development was to achieve virtual commissioning, which could serve as a precursor to a future digital shadow or twin. As a result of the development, a further objective was expected to be the comparison of virtual and conventional commissioning, the identification of advantages and disadvantages, with all this illustrated by a practical example, which can form the basis of the framework to be developed.
The educational production cell is controlled by a Siemens S7-1516P/N PLC, which is equipped with a 32 digital input and a 32 digital output module, which are fully utilized by the sample production cell. The section on which the case study was based requires 12 inputs and 12 outputs. For PLC programming and VC, a computer with a 10-core 3.0 GHz Intel i7-6950X processor, 32 GB RAM, and a GTX 1080 video card was used.
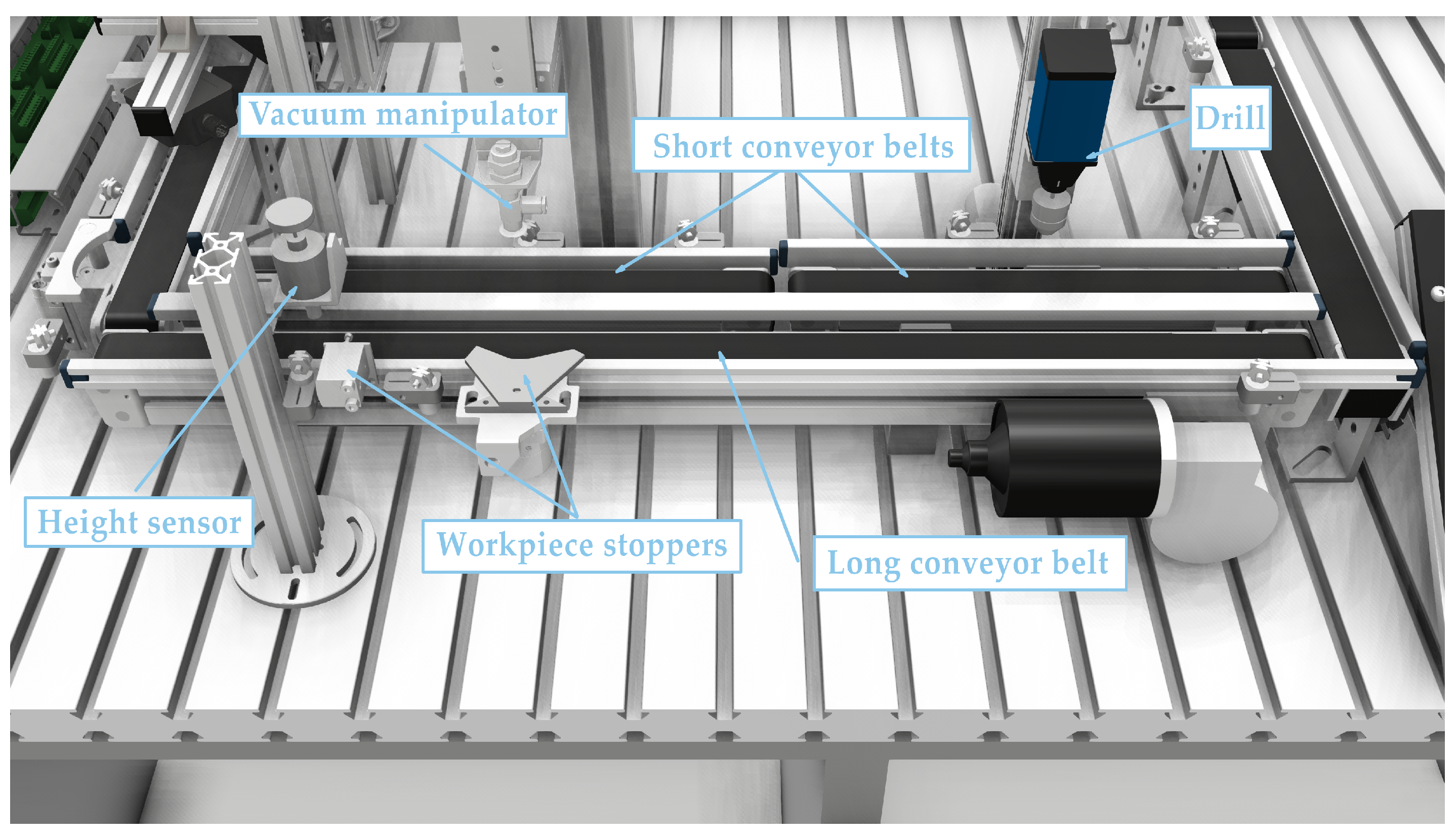
The educational production cell consists of several sections, of which only the middle section (
Figure 3) is presented, which has sufficient complexity to illustrate the virtual commissioning methodology.
The central stage of the educational production cell consists of a parallel conveyor belt system on which the workpieces shown in
Figure 4 may occur. These workpieces can be either drilled (two pieces on the edge) or undrilled (middle), which determines the direction of the process on the conveyor belt system.
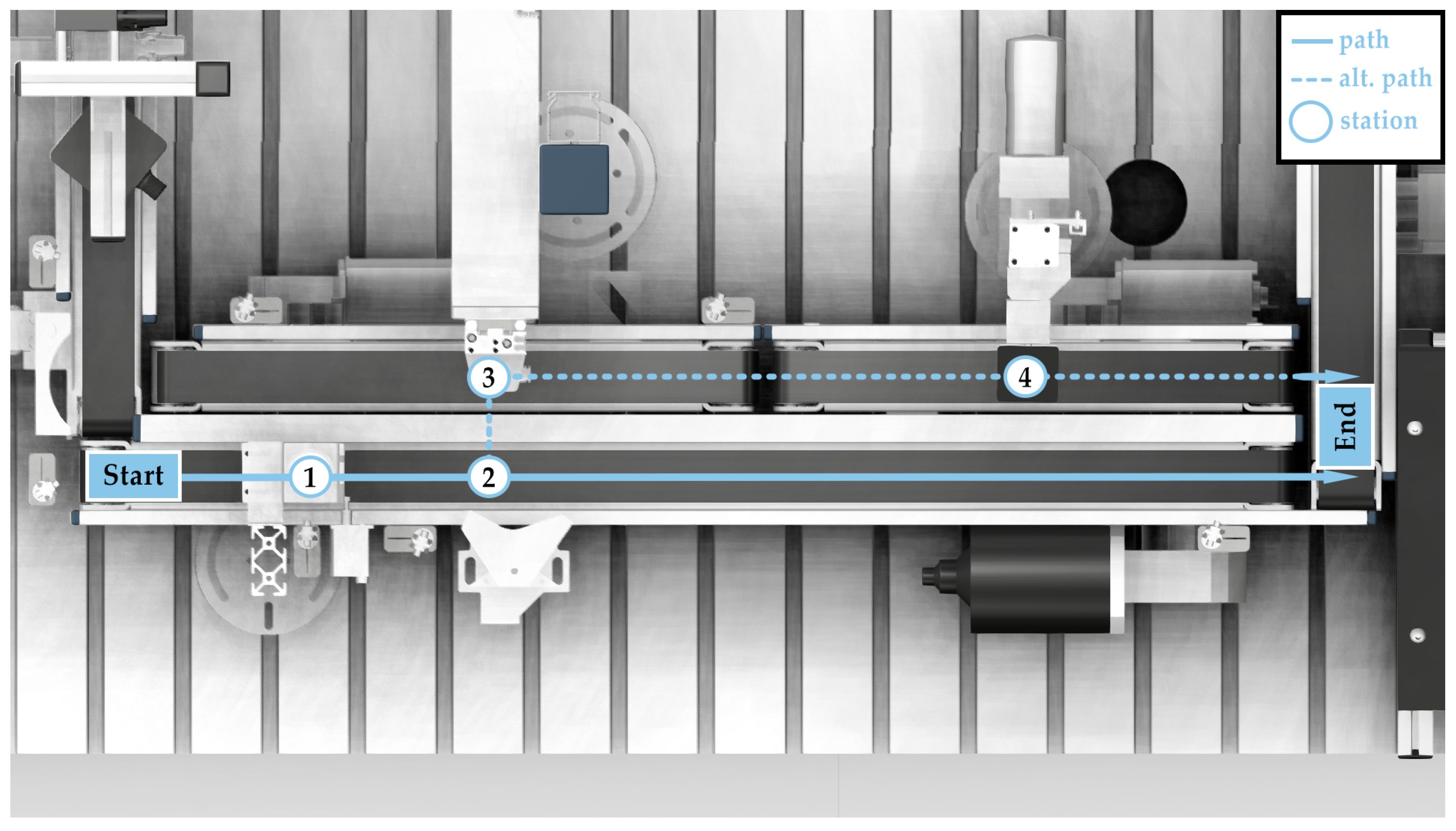
The process can be seen in
Figure 5 and starts at START. As soon as a workpiece is placed and sensed by a sensor, the process is started and a sensor checks if the workpiece is drilled (1). Its state is saved and then it goes to (2), where if the workpiece is drilled, it will be released if there is no workpiece on the rest of the conveyor. Otherwise, it must wait to run out. This can be carried out if the subsequent conveyor is free. If there is no workpiece, the vacuum manipulator moves the workpiece from the long conveyor to the first short conveyor (2->3), stops at the sensor at the end of this conveyor, and checks whether the next conveyor is free. If not, it waits until it is free. If there is a free signal, the transfer takes place. Then, the workpiece stops at a sensor in the middle of the second short conveyor and simulates drilling (4), checking at the end of the conveyor if the next conveyor is free, if free, then the workpiece passes.
As can be seen, the presented parallel conveyor stage is sufficiently complex to use VC, since the process is non-linear and the manipulator involved in the process, which performs the workpiece transfer, has four inputs and four outputs. Its control software is difficult to test with a PLC, as all signals have to be manually modified during testing, making this time-consuming and error-prone. VC allows these steps to be eliminated, as a behavior model can be created in the software from the available 3D CAD file and a functional specification that includes the exact function of the outputs and inputs. The implementation of VC requires software that can communicate with each other, are easy to manage and scale, and can interface with both simulated devices and real devices. For PLC programming, Siemens TIA Portal V17 software with PLCSIM Advanced V4.0 was used. For virtual commissioning, the software Visual Components Premium V4.6 was used. Communication between the software was achieved via OPC UA (Open Platform Communications Unified Architecture) protocol, which was run by the Siemens PLC, as shown in
Figure 6. OPC UA is a platform-independent, standardized, fast, and widely-used industrial communication protocol that enables bidirectional communication [
57]. In addition, Hoppe [
58] claimed that Industry 4.0 is not possible without OPC UA, which was recommended as the communication protocol for Industry 4.0 by Reference Architectural Model Industry 4.0 (RAMI 4.0) in April 2015.
Keeping the focus of this paper, only the additional tasks of each technical area compared to conventional commissioning will be presented in the following.
4.1. PLC Programming
PLC programming requires continuous consultation with the virtual commissioning expert, who designs the behavior model of the production cell in parallel with the programmer from the start of programming. During design and programming, it is recommended to name everything the same, so that everyone knows exactly what everything is, and also to ensure accurate operation, so that there is continuous coordination, to minimize the possibility of error in the event of a change [
8].
To test with simulation, it is important to set up the input cards of the PLC correctly. To do this, Process Images must be changed from Automatic to None on the PLC, otherwise PLCSIM Advanced will want to read the inputs of the simulated PLC where there is no signal change, and these cannot be manually changed if the automatic option is selected, which is necessary for testing. However, care must be taken to reset this before real commissioning, otherwise it will not detect the signals from the real sensors.
Visual components and Siemens PLCs can communicate with each other in several ways. For older Siemens PLCs, only Siemens S7 communication can be used, and for Siemens S7 communication only inputs, outputs, and global variables can be used; thus, for an object-oriented PLC program consisting of function blocks, a lot of important information that might be important for a digital twin is not accessible. The PLC in the case study is capable of running its own OPC UA server, which also runs in PLCSIM Advanced, so this was used.
The OPC UA server can be implemented in two ways. One method is when the OPC UA information model is used with Siemens PLC’s own standard interface. In this case, all variables that have been enabled on the PLC to be visible on the OPC UA are displayed on the server. In this case, the data are not structured. The other method is where a custom information model is created, where variables and other objects can be created as arbitrarily structured (based on predefined descriptions). In addition to testing the programs, this method can be used to test communication with higher-level devices and to prepare for communication with the digital twin.
The software SiOME 2.7.2. (Siemens OPC UA Modeling Editor) was used to create the customized OPC UA information model, and after the information model had been loaded onto the PLC, the OPC UA server could be started.
4.2. Visual Components Programming
The first step in creating a behavior model in Visual Components is to import the 3D CAD model of the system. The program supports the most common CAD files, but it is advisable to use files with wide support. After importing, the model must be placed in the desired position and, if necessary, rotated according to the appropriate orientation. Since only parallel conveyors are presented in this paper, only its setup will be presented below. The next step is to decompose the imported CAD model into several components. It is advisable to create a separate component for each element that is intended to perform a function (conveyor belt, drill, etc.). This way, the created system can be modular, so that if changes are made to the design of the real system, it is easy to modify the behavior model according to the changes. Setting up the components that will handle the material comes first. It is advisable to now ascertain or consult the parameters of the intended material handling components (conveyor belt speed, acceleration, and deceleration) and to subsequently make the required modifications. The creation of the sensors comes after the material handling has been configured. Since the sensors were already attached to the system model described in this paper, determining their individual positions was not necessary. It is imperative to consider the type of sensor used during the design phase and to ensure that the appropriate sensor is configured properly. The components that need to be moved (drill, baffle, manipulator) are set once the sensors have been built and configured. Since a behavioral model is being developed, they must be configured in the same manner as the earlier ones. This enables the elimination of any mechanical defects that might still be present in the design, such as baffles that stop the workpiece at the incorrect location or prevent it from moving. The creation of the required variables is the penultimate stage. In addition to providing input from the sensors, these variables are crucial for control. To make the connection between the PLC and the behavior model even simpler, it is advisable to identify these variables in the same was as those found in the electrical designs. Using Python scripts, the control logic is created in the last stage. These scripts keep an eye on variations in the values of the aforementioned variables, and they regulate the simulation accordingly. There are various protocols that can underpin communication between the behavior model and the PLC. In this work, the OPC UA communication protocol, which Visual Components supports as an official protocol, was utilized. Notably, it is advised to have frequent discussions with the engineer who is building the PLC code, in order to expedite the creation of a behavior model that is free from errors. It is recommended to test the behavior model being developed after every milestone.
4.3. Linking the Behavior Model to the PLC
The next step in the virtual commissioning process is to link the completed behavior model to the control system. The OPC UA server mentioned above was used for the connection. The variables in the behavior model must be linked to the variables in the virtual PLC. Since this is a virtual commissioning, the communication must be bidirectional. The communication from simulation to server is mainly sensor signals, while the communication from server to simulation is mainly model control (conveyor belt, actuators).
In Visual Components, pairing variables is only possible when the OPC UA server is active. After pairing the variables, the PLC program created can be tested. Thanks to this, possible errors can be detected and optimization can be performed. The advantage of the SIL system really comes to the fore at this stage, as the behavior model is essentially a simulation, allowing much faster testing than the physical system: processes can be restarted at the push of a button, the simulation speed can be increased/decreased, and debugging is easier. Depending on the test results, both the PLC program and the behavior model can be improved/optimized before the next step, which is to move to the HIL system. Essentially, the only change is that the previously emulated PLC is replaced by a real PLC. The OPC UA server remains the same, and so do the addresses, so no changes are required there. Once the PLC code has been uploaded, the system can be tested. The advantage of the behavior model is that it is easy to modify and thus the PLC code can be tested quickly. The benefit of this is that the physical system can change as it is built, e.g., new functions can be added, and it follows that the PLC program can be prepared for these changes. The physical system may have been built, but some elements might be missing due to slow procurement. In such cases, RiL may be used to further reduce the commissioning time. With RiL, the behavior model will essentially become a digital shadow. This is possible because, as the number of physical devices increases, eventually there will be no devices left to simulate, so the behavioral model will eventually shadow the sensors and actuators of the physical devices, from which the operational parameters of those devices can be extracted. With the knowledge of the operating parameters, a realistic simulation can be created, which can be used for future extensions and changes.
The case study has shown that virtual commissioning requires a sufficient amount of planning, even in a simple process. It is essential that the professionals involved in virtual commissioning are fully aware of the details of system components, behaviors, and interactions. This requires appropriate multidisciplinary collaboration design. In addition, the experience gained in the case study shows that one of the key elements of virtual commissioning is the creation of an appropriate simulation environment setup. A flawed, poorly configured simulation environment will not reduce the time required for commissioning, but increase it. The efficient use of a simulation requires the parallel but highly interdependent work of several people. These parallel efforts must converge at a certain point, following a strategy that allows seamless integration of data from each area. That said, another key element for successful virtual commissioning is proper interdisciplinary collaboration and data integration. Finally, interactive testing and validation of the simulation is an essential part of the virtual commissioning process. It is at this point that the final simulation model is produced, which will largely determine the success of the virtual commissioning.
5. The Virtual Commissioning House Framework
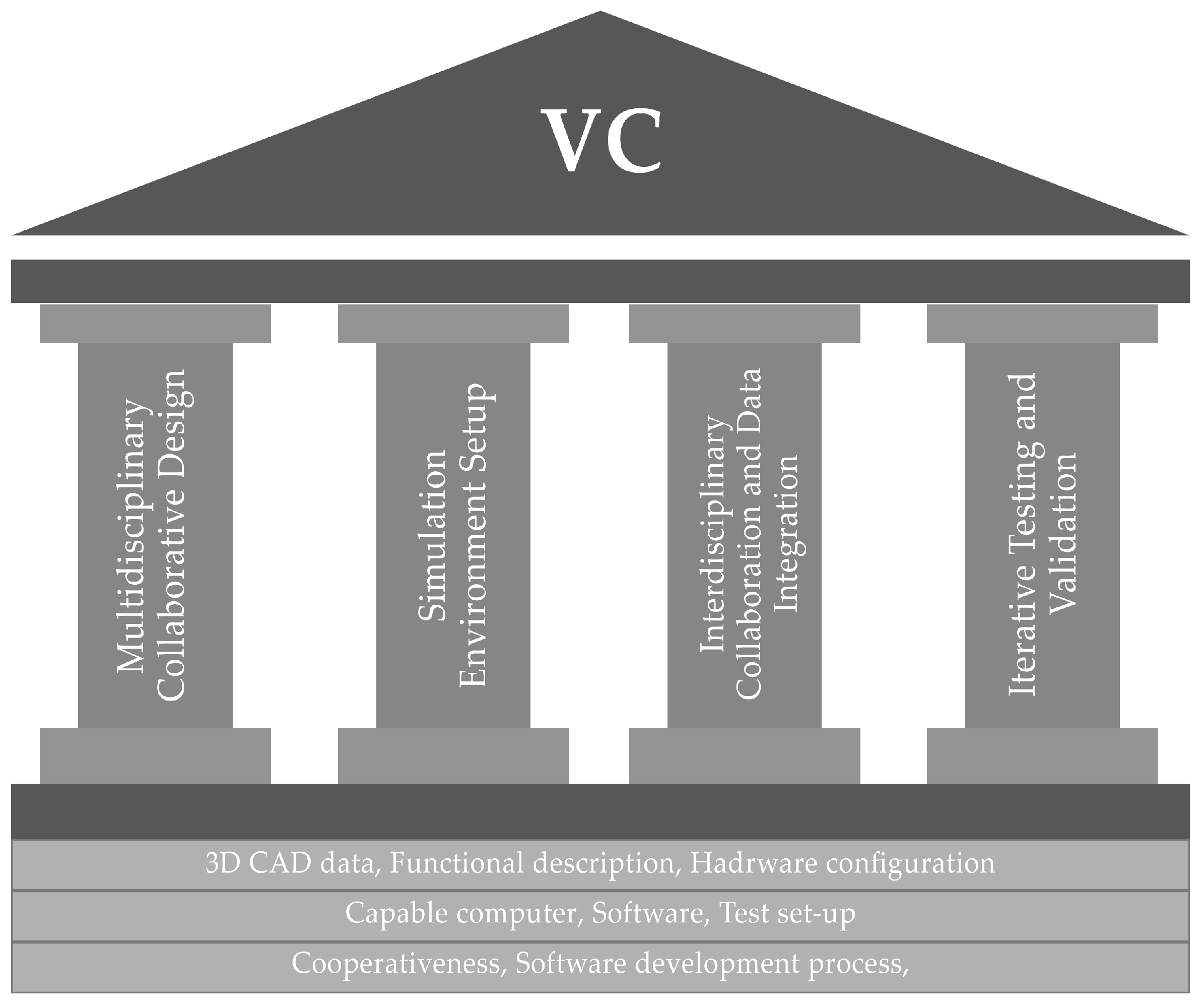
Based on the authors’ own experiences gained in the case study and the literature review, a framework has been compiled that summarizes the key considerations and recommendations that are essential for a successful and efficient virtual commissioning (see
Figure 7). The four pillars of the framework are as follows:
Multidisciplinary Collaborative Design: In virtual commissioning, multidisciplinary collaboration design is the integrated method of assembling specialists from different engineering and design domains to jointly develop, model, and verify a production process or manufacturing system in a virtual environment prior to real-world physical deployment. This method improves overall system efficiency, streamlines design processes, and facilitates communication by utilizing simulation tools [
8].
Simulation Environment Setup: A well-defined simulation environment is essential for accurate and reliable virtual commissioning. This pillar focuses on creating a realistic digital replica of the physical system, including both dynamic and static elements. Particular attention should be paid to the scalability and adaptability of the simulation environment to adapt to the complexity of the evolving system [
32].
Interdisciplinary Collaboration and Data Integration: Virtual commissioning involves different stakeholders, each contributing with unique expertise. The framework emphasizes the importance of interdisciplinary collaboration, encouraging effective communication and coordination between engineers, designers, and experts. The framework also addresses strategies to seamlessly integrate data from different sources, ensuring a holistic representation of the system [
7].
Iterative Testing and Validation: Continuous testing and validation is an integral part of the success of virtual deployment. This pillar outlines iterative processes to refine the virtual commissioning model based on feedback from simulations. The focus will be on the adaptability of the framework to adapt to changing requirements and changing system dynamics [
25].
In addition to the basic pillars, several essential requirements have been defined, without which virtual commissioning cannot be implemented. These are as follows:
3D CAD data: The 3D model of the planned system
Functional description: Functional description of the different elements of the system
Hardware configuration: The exact definition of the devices in the system
Capable computer: Computer capable of performing the VC
Software: Software capable of virtual commissioning
Test setup: The use of a test setup for a more efficient virtual commissioning.
Cooperativeness: The tendency toward cooperation/teamwork.
Software development process: The correct application of a software development process to ensure that the final product meets the requirements defined by the customer.
Despite the many published scientific papers and case studies, virtual commissioning is used in a small number of industry segments. The literature search carried out shows that the papers focused on the large enterprise sector, with few examples of its use in the SME sector. This may be mainly due to the high initial investment required for virtual commissioning and the need for a wider range of expertise compared to traditional commissioning [
14]. As mentioned above, the initial investment costs are high when implementing virtual commissioning. Among other things, the necessary software and, if not available, the hardware to run it, must be acquired. Additional costs and time are required to create CAD models of the components of the planned system (if the virtual commissioning is carried out in a 3D environment). The implementation of virtual commissioning requires the creation and configuration of a behavior model, which requires expertise, which means hiring new staff or training existing staff, which again means increased costs. These disadvantages and the advantages described above should be taken into account by companies when deciding whether it is worthwhile to use virtual commissioning as opposed to traditional commissioning.
6. Discussion
In this research, our goal was to provide custom machine manufacturers—particularly manufacturers within the competitive sector—with key considerations and recommendations for implementing virtual commissioning. This goal was facilitated by the proposed VCH framework, which offers a comprehensive overview of the requisite knowledge for successful virtual commissioning.
In theory, one of the primary benefits of virtual commissioning in terms of enhancing custom machine manufacturers’ competitiveness is that it can lead to significant time savings during the commissioning process. However, our literature review showed that the existing methodologies do not explicitly address the question of whether virtual commissioning can remain profitable, even while taking into consideration the associated overhead costs. Assessing this profitability is crucial, as the extra efforts associated with virtual commissioning could escalate overall project costs. Consequently, based on the VCH framework, we have developed a procedure to ascertain the break-even point for virtual commissioning, enabling the determination of its cost effectiveness.
The case study showed that the VCH used can help to avoid many of the errors that occur during the design phase of a traditional commissioning project, thanks to the detailed knowledge of the whole system to be designed and the multidisciplinarity of the experts. Since the progress of both the PLC programmer and the expert using the virtual commissioning software depends on the progress of the other, it can be said that the working time of both parties is roughly equal, as the authors of this paper experienced in the case study.
The development process of the case study started with concept planning, where the basic requirements presented in the VCH were defined (see
Figure 8). This was followed by the pre-phase phase, from where the two experts worked in parallel. The PLC programmer wrote the control program and then configured the OPC UA server chosen as the communication protocol for the case study. In the meantime, the modeling of the components was completed, followed by the behavior model necessary for virtual commissioning. The next stage was the virtual commissioning itself, where the two experts iterated the testing process.
During the initial stage of the iteration process, the emphasis was on software debugging to correct potential errors, such as operational deviations (e.g., incorrect or incomplete functioning of certain features) or improper timings. Traditionally, PLC programmers rely on their experience to develop the PLC program to a higher state of readiness. However, employing a behavioral model reduces this dependence on experience, as it provides immediate feedback on the resulting program. This immediate feedback significantly accelerates the software debugging process and enhances the efficiency of less experienced PLC programmers.
As the iteration process advances and both the PLC program and the behavioral model are developed, the focus shifts to optimization. At this stage, progressing through the technological hierarchy of virtual commissioning allows for the creation of increasingly precise PLC programs and behavioral models as more physical devices become available. This progression facilitates the optimization of existing program codes as the system approaches real commissioning. Optimization efforts yield more accurate cycle times, more efficient PLC programs, and refined behavioral models, ultimately contributing to the design of a future digital shadow or twin.
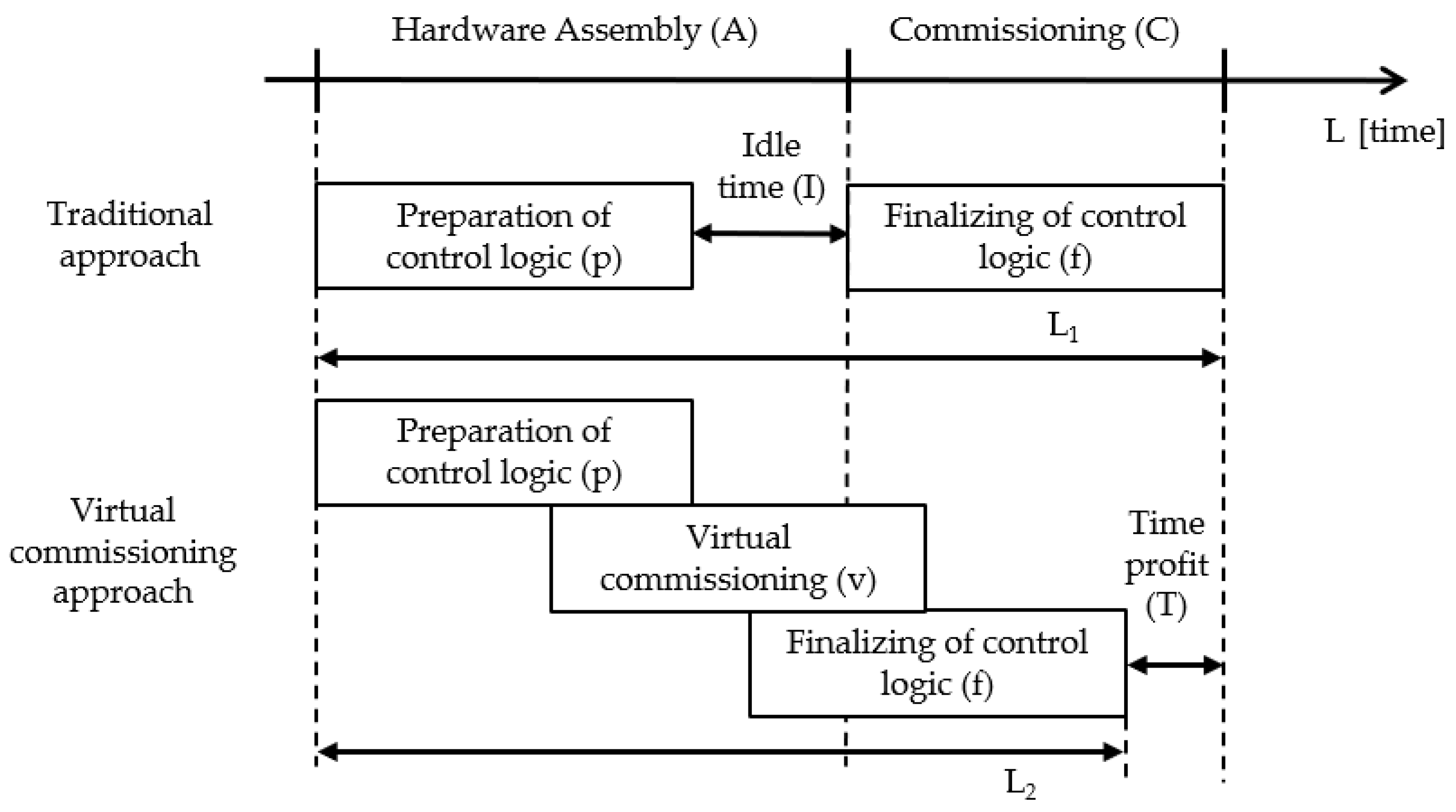
The case study showed the project lead time
of a conventional and VC approach based implementation after the conceptual design phase in
Figure 9. The following observations were made about the case study:
For the traditional approach, the following observations were made:
The time required for hardware assembly was greater than the time required to prepare the control logic, with idle development time between the two.
In terms of ratios, the assembly lead time was almost twice the preparation time:
The commissioning time was the same as the time needed to finalize the control logic, and their start time was the same:
The lead time () consisted of preparing the control logic, waiting for the assembly to be completed, and finalizing the control logic:
Based on the case study, it can be stated that the preparation time (p) and the finalization time (f) were the same under both approaches.
For the virtual commissioning approach, the following observations were made:
The preparation of the control logic and the virtual commissioning process had roughly the same time requirements, but they were parallel in terms of lead time:
The lead time () was equal to the difference between the lead time of the traditional approach () and the lead time reduction (T):
Based on
Figure 9, the number of hours of development work required to develop the traditional and VC approaches can be determined as follows:
In the conventional approach, the required man-hours consist of preparing and finalizing the control logic:
For the VC approach, the required man-hours consist of preparing the control logic, virtual commissioning, and finalizing the control logic:
The results show that the lead time of the VC approach was shorter
, while the total time spent on the work was higher
than the traditional approach. To further evaluate the results and to compare the different approaches and to define the break-even point, the value
was introduced, which is the unit of the lead time. The unit price of working time was introduced as
. Based on these
Based on the formulas, the break-even point of the commissioning could be determined, below which it is more feasible to use the traditional approach, and over which the vc approach is more economical.
If , then the VC approach is more efficient.
If , then the traditional approach is more efficient.
Limitations
The biggest limitation of virtual commissioning is the lack of real execution time for physical operations, as exact timing can only be determined by the physical hardware. Additionally, simulating analog signals such as temperature and speed requires complex mathematical models, which not only complicate the task of virtual commissioning but also introduce potential error. To avoid these issues, PLC programmers often do not test those parts of the program that deal with the timing of physical operations and the modeling of analog signals. This, in turn, leads to significant downstream overhead costs when real commissioning needs to be performed, as the virtual commissioning program needs to be modified even more significantly than otherwise would be necessary.
Another limitation is the wide range of available software, each suitable for different scenarios and capable of handling different communication protocols and data formats. This diversity makes it difficult to select the appropriate software. Companies typically use a specific brand of PLC for each case, meaning the same software cannot always be used for virtual commissioning. This increases the diversity of specialists required for implementation.
Finally, a limitation that often arises is that, depending on the size of the project, the hardware requirements for virtual commissioning will increase, which can lead to additional costs.
7. Conclusions
The objective of this research was to develop a systematic approach for determining the viability of virtual commissioning and to encapsulate the essential knowledge relevant to virtual commissioning within a structured framework.
In this paper, the virtual commissioning of a specific section of an experimental production cell is presented, in which the VCH proposed by the authors of the paper was defined based on the experience gathered and the related literature reviewed. The VCH includes all the necessary approaches and expectations without which virtual commissioning is not feasible, or much more difficult to achieve. It was thus developed as a comprehensive and standardized approach that can serve as a guide for effective virtual commissioning.
Beyond the VCH, the authors of the paper pointed out that, although virtual commissioning could reduce commissioning time by allowing early debugging of the control program, at the same time it requires more energy input, as well as higher work intensity and added value from engineers. The cost implications of this can be very high, so virtual commissioning without a guiding framework like VCH should be adopted with circumspection.
Based on the case study, the lead time and the working time invested in the two approaches (virtual commissioning and VCH) were summarized, for which the introduction of weighting factors was proposed. In addition to the weighting, the break-even point can be determined to determine which approach is more feasible.
One of the biggest energy investments in virtual commissioning is the creation of a behavioral model, which is currently the biggest limitation of this technology. The case study also highlighted the importance of multidisciplinary collaborative design, which is part of VCH and one of its key pillars. Ongoing collaboration and transparency are essential for successful virtual commissioning. The experience gained clearly shows that the virtual commissioning process requires multiple collaborations between at least two engineers.
Based on the case study, reality in the loop (RiL) should be used in all cases, as the time requirements of the processes in the simulation are only theoretical and do not give sufficiently accurate results. The operating times that can be extracted from a continuously built production cell can be critical points for a PLC program to accurately plan the total cycle time. Furthermore, with accurate operating times, the behavior model used for virtual commissioning can be converted into an accurate digital shadow. Thus, part of our planned future work is to develop and apply more accurate models of physical effects, including among others the start/stop dynamics of conveyor belts and the dynamics of the manipulators.
With these considerations in mind, we conclude that, generally speaking, the use of VCH will allow individual machine manufacturers and industrial companies to commission more efficiently and to better consider the possibility of using virtual commissioning. This is a case-by-case decision, depending on the complexity of the system, the material and human resources available, and on the time-frame and the budget available.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}