Design, Configuration Synthesis, and Experimental Study of Side-Rolling Metamorphic Mechanism for Metal Additive Manufacturing


Abstract
:1. Introduction
- Under drive, the side-rolling mechanism adopts the principle of metamorphic transformation, and only one drive can be realized when unilaterally rolling, which simplifies the driving and control system and increases the practicability;
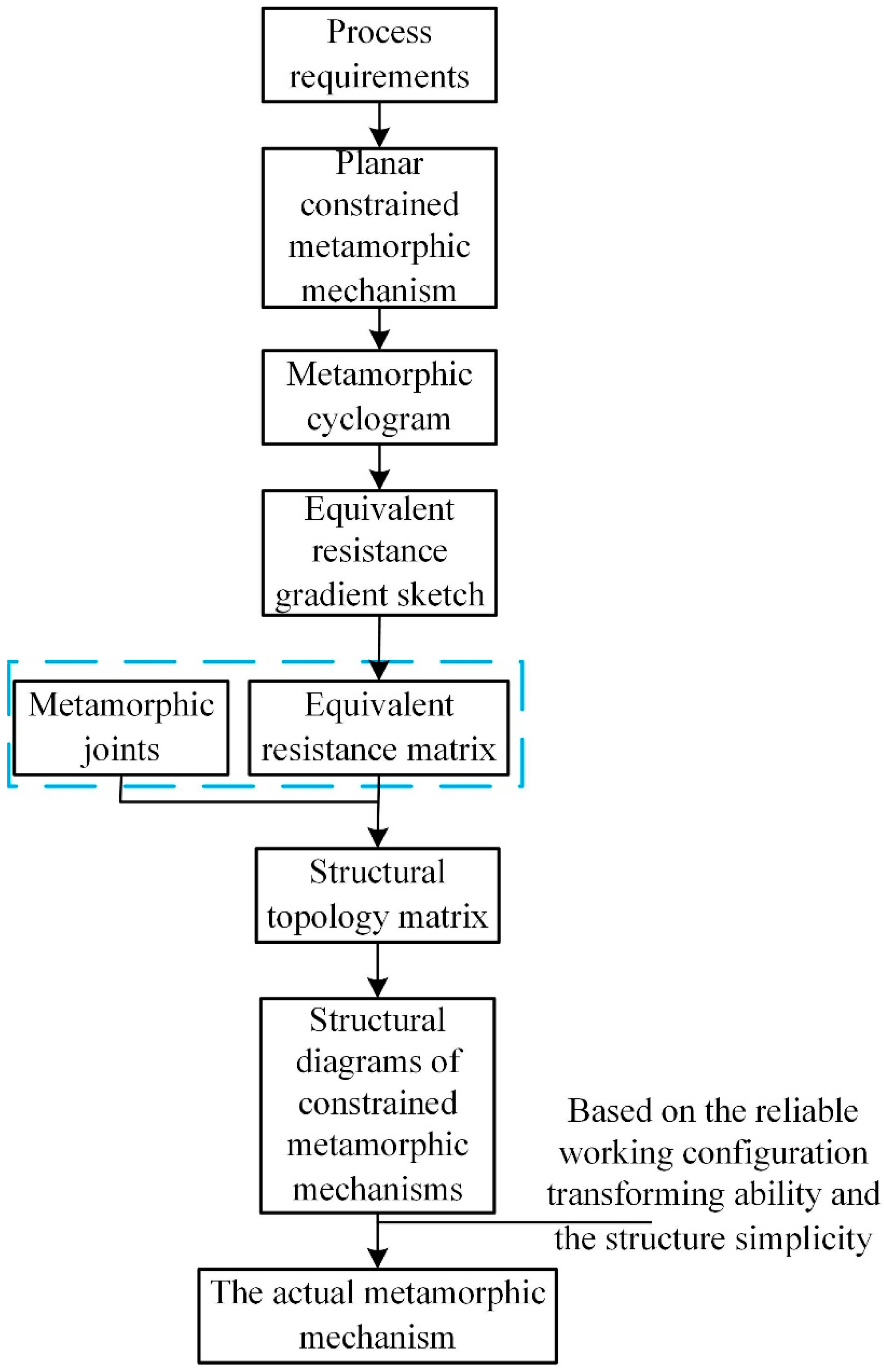
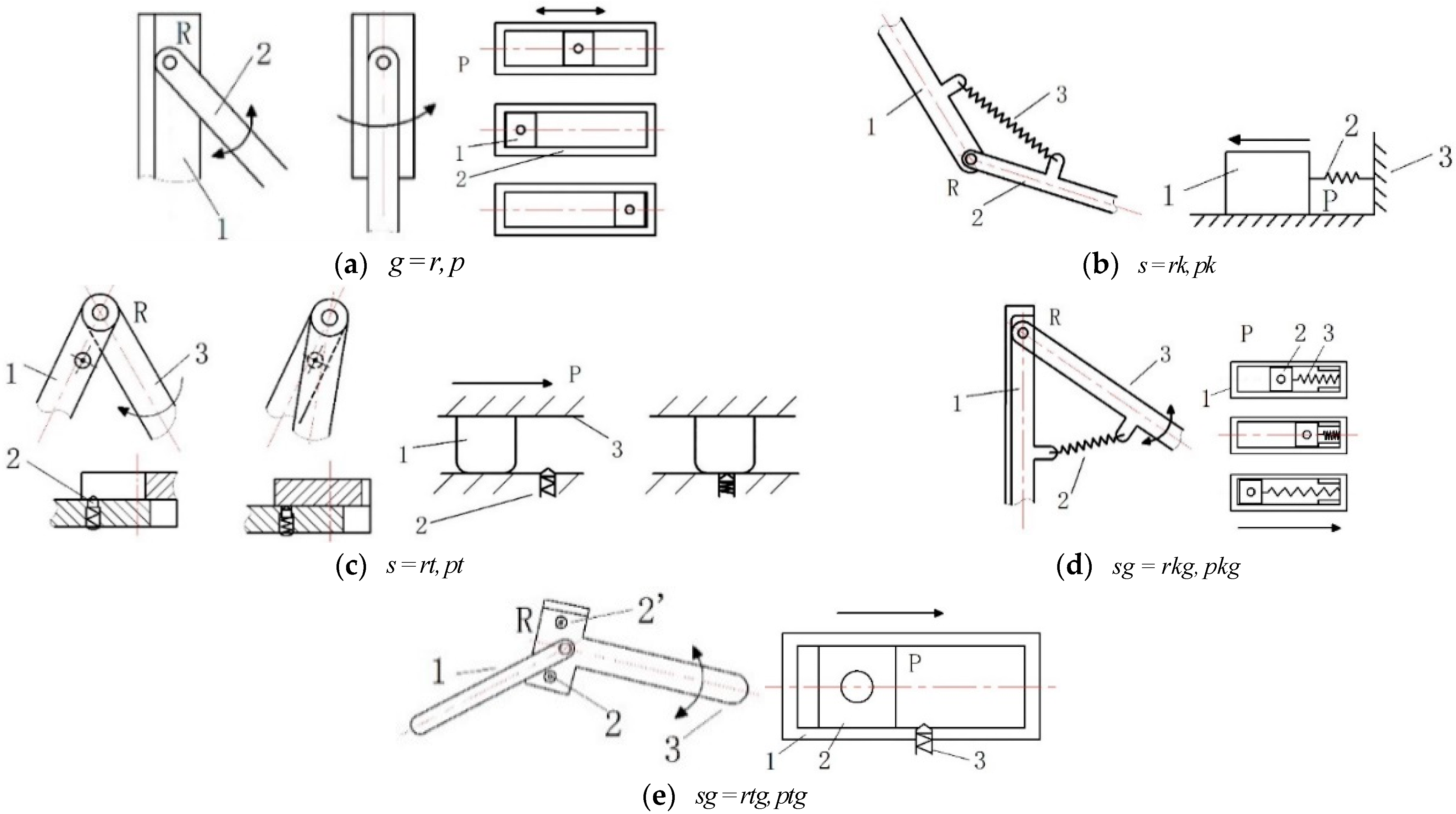
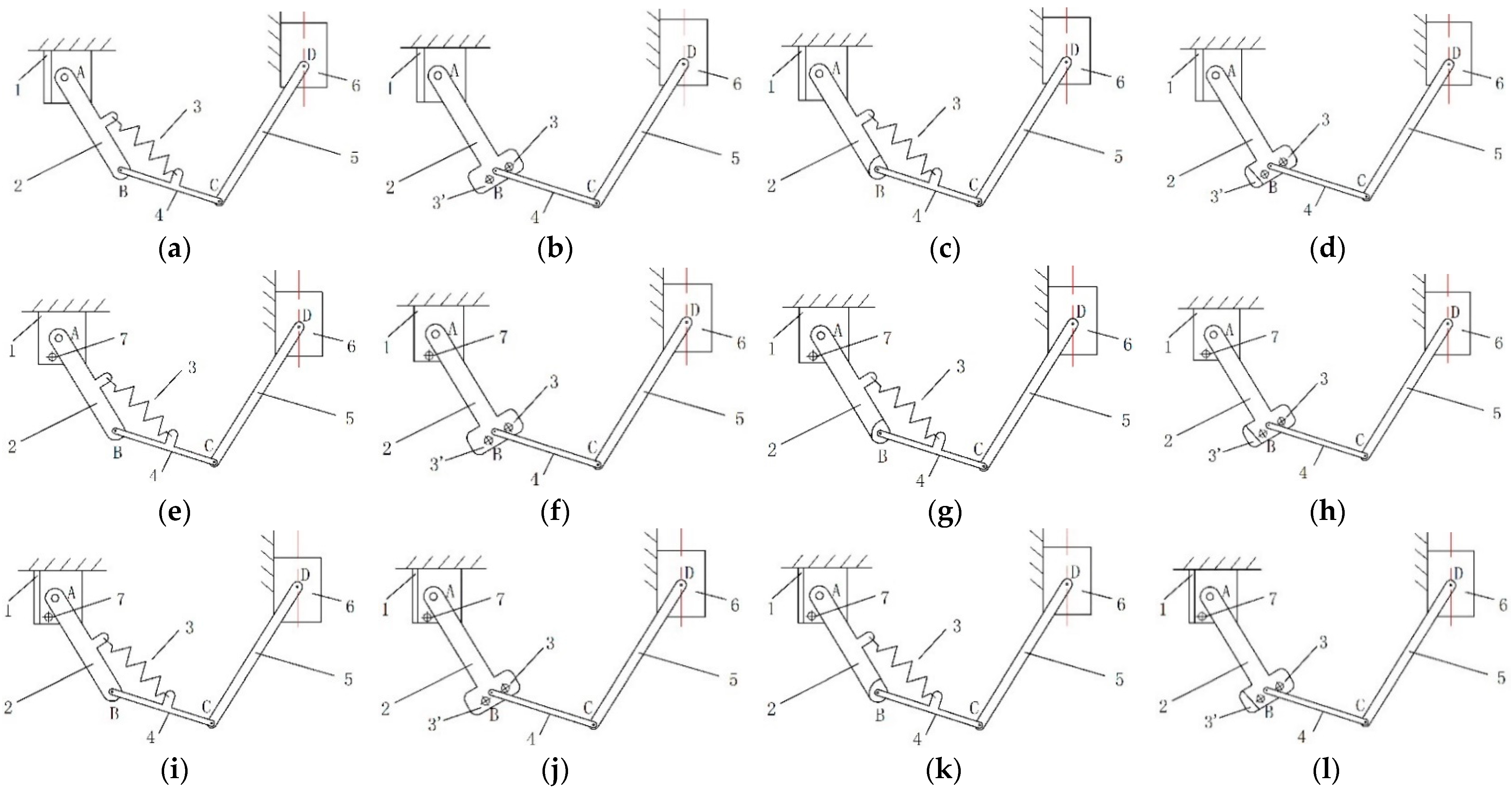
- A method of configuration synthesis of the side-rolling metamorphic mechanism is herein proposed. By establishing the configuration matrix of the side-rolling metamorphic mechanism, all 12 structural forms of constraint metamorphic motion pairs and their corresponding theoretical configurations of the metamorphic mechanism are summarized. According to the principle of high reliability and simple structure, one of them is selected as the side-rolling metamorphic mechanism;
- The method of composite manufacturing and constant pressure control is used in the forming process of the additive material. In addition to making the side roll and the welding gun move synchronously, the side roll applies the rated rolling force to the weld bead, and the constant pressure control method is also used so that the mechanism can react and adjust in time under the condition of overload, so the mechanism can work smoothly.
2. Materials and Methods
2.1. Functional Requirements
2.2. The Design of the Metamorphic Mechanism for Side Rolling
3. The Structural Topology Matrix of the Side-Rolling Metamorphic Mechanism
3.1. The Mode of the Metamorphic Process Used by the Metamorphic Mechanism
3.2. Constrained Metamorphic Joints
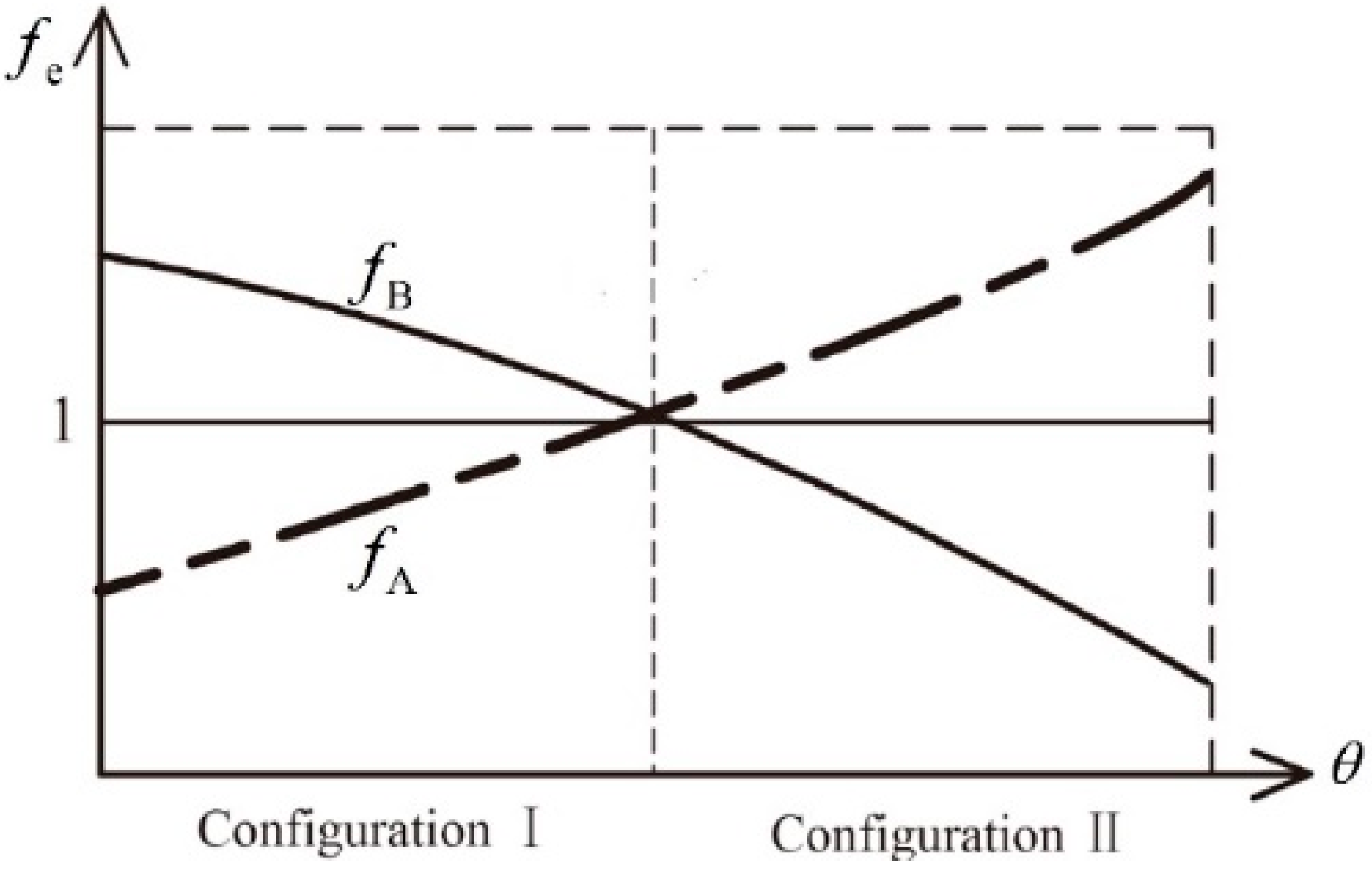
3.3. The Gradient of Equivalent Resistance for the Constrained Metamorphic Joints
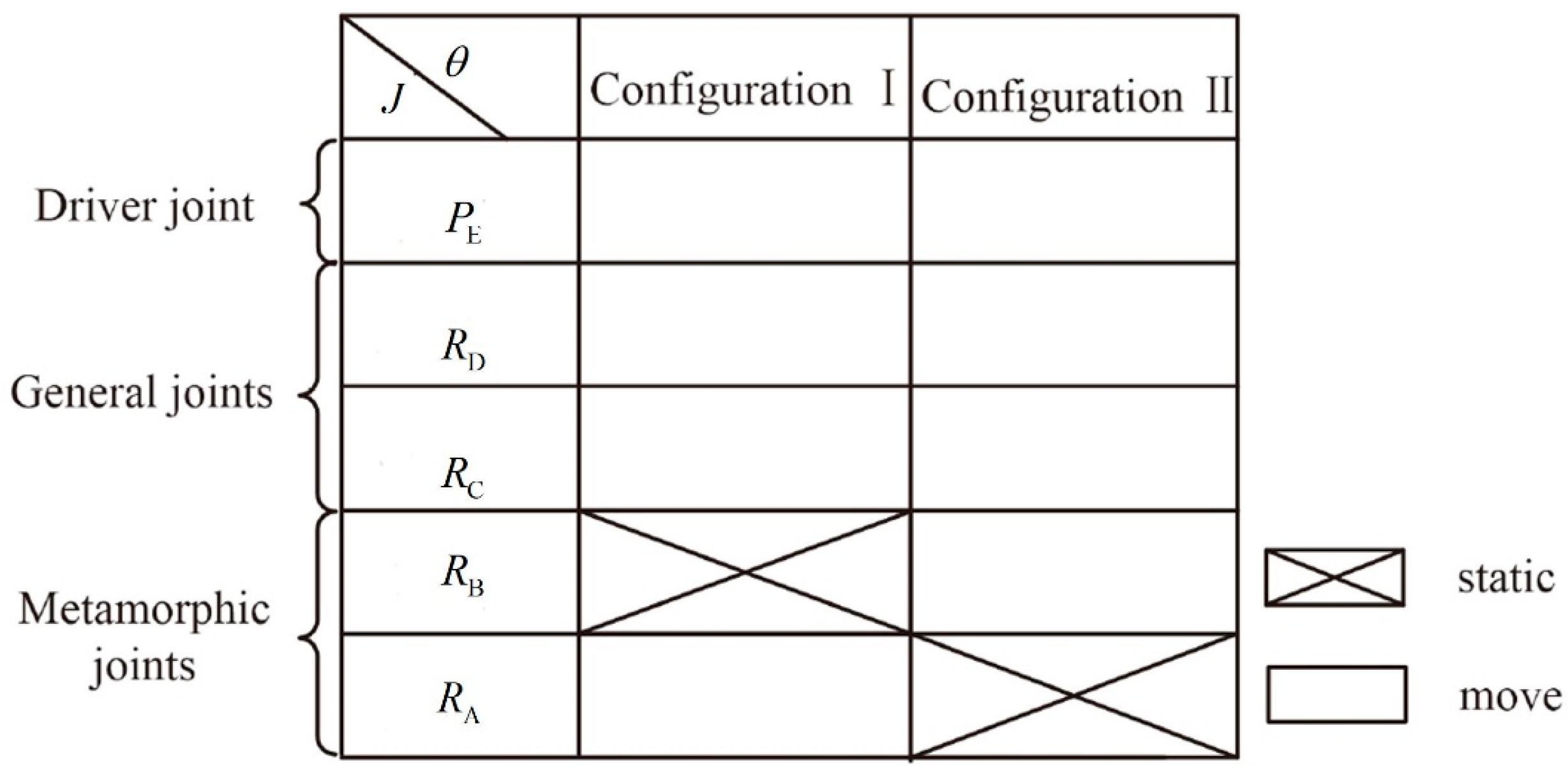
3.4. The Structural Topology Matrix of the Metamorphic Mechanism
- , , , , , , , , , , , .
4. Analysis of Structural Design and Operational Configurations for Side-Rolling Constrained Metamorphic Mechanisms
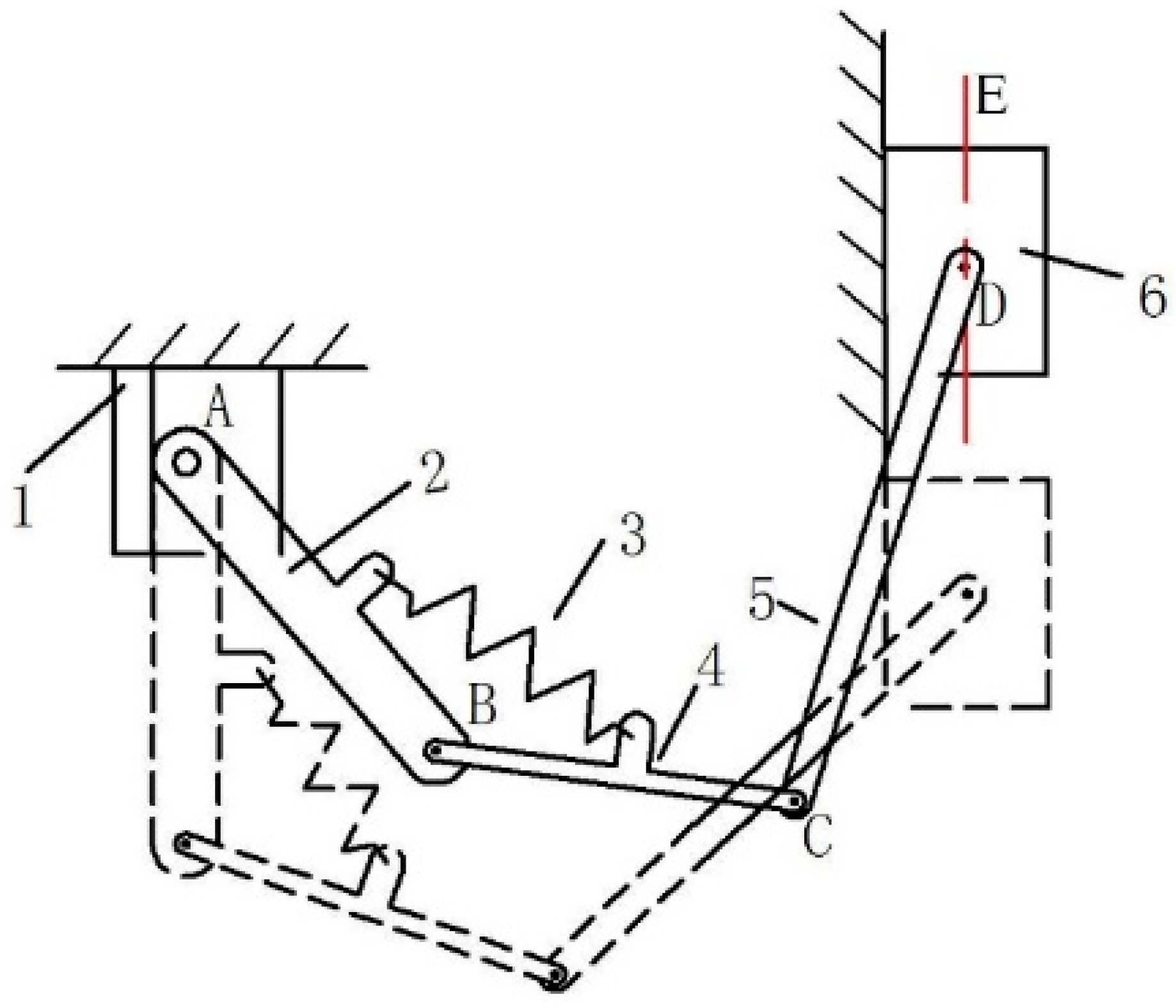
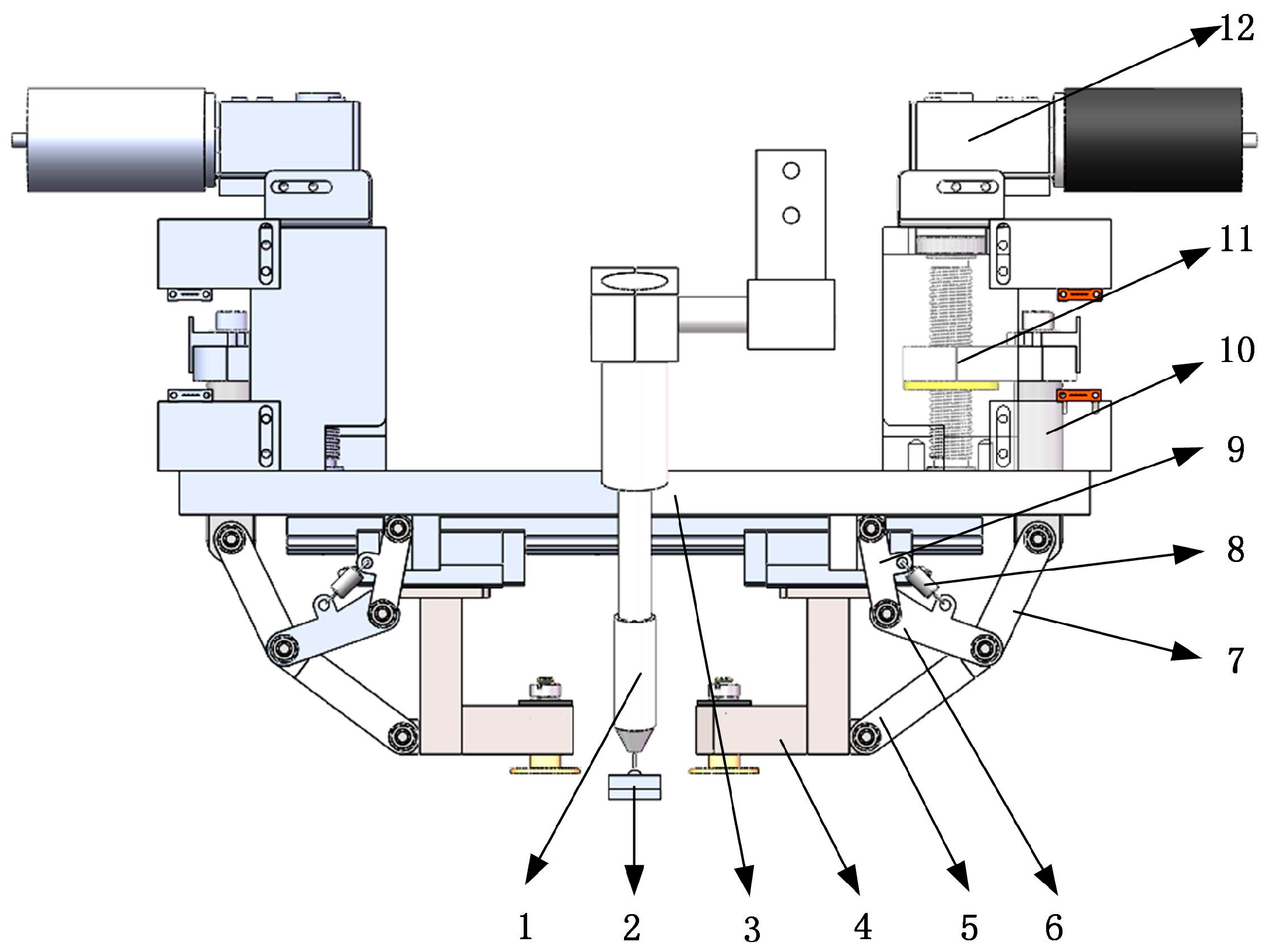
4.1. Structural Diagram of the Constrained Metamorphic Mechanism
4.2. Design and Topological Transformation of Constrained Metamorphic Mechanism for Side Rolling
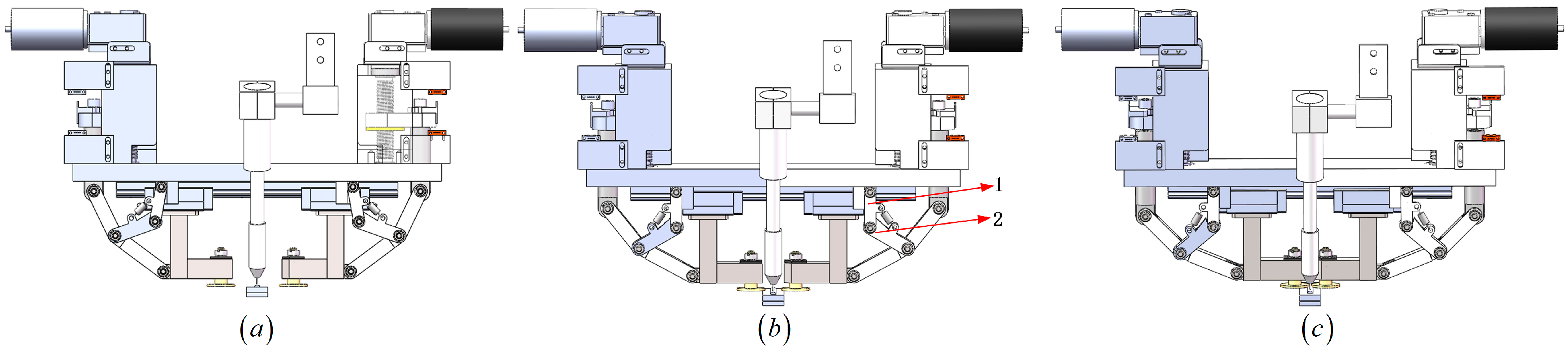
4.3. Analysis of Working Configuration of Mechanism for Side Rolling
5. Evaluations and Results
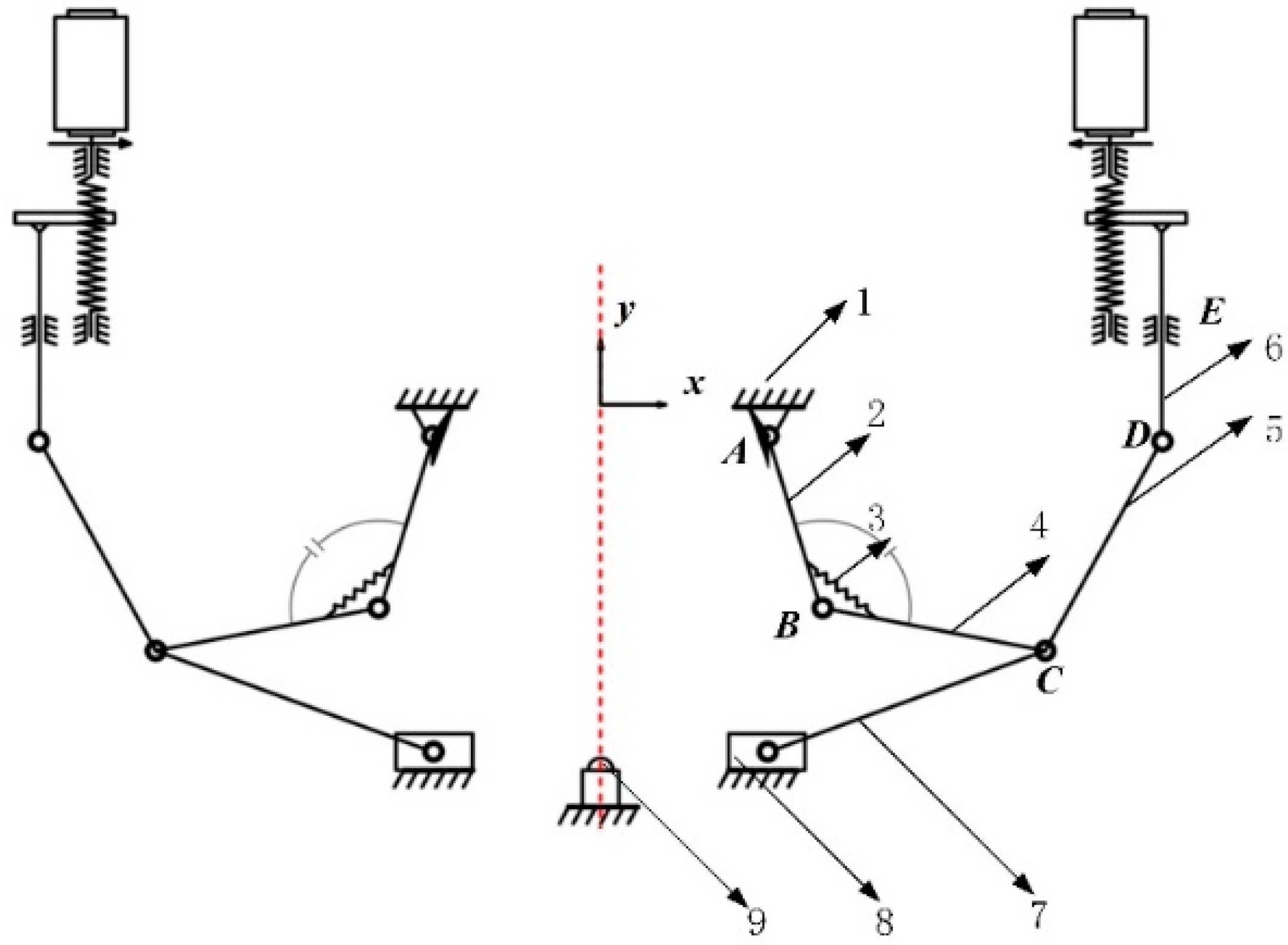
5.1. A Dimensional Parameter of the Mechanism for Side Rolling
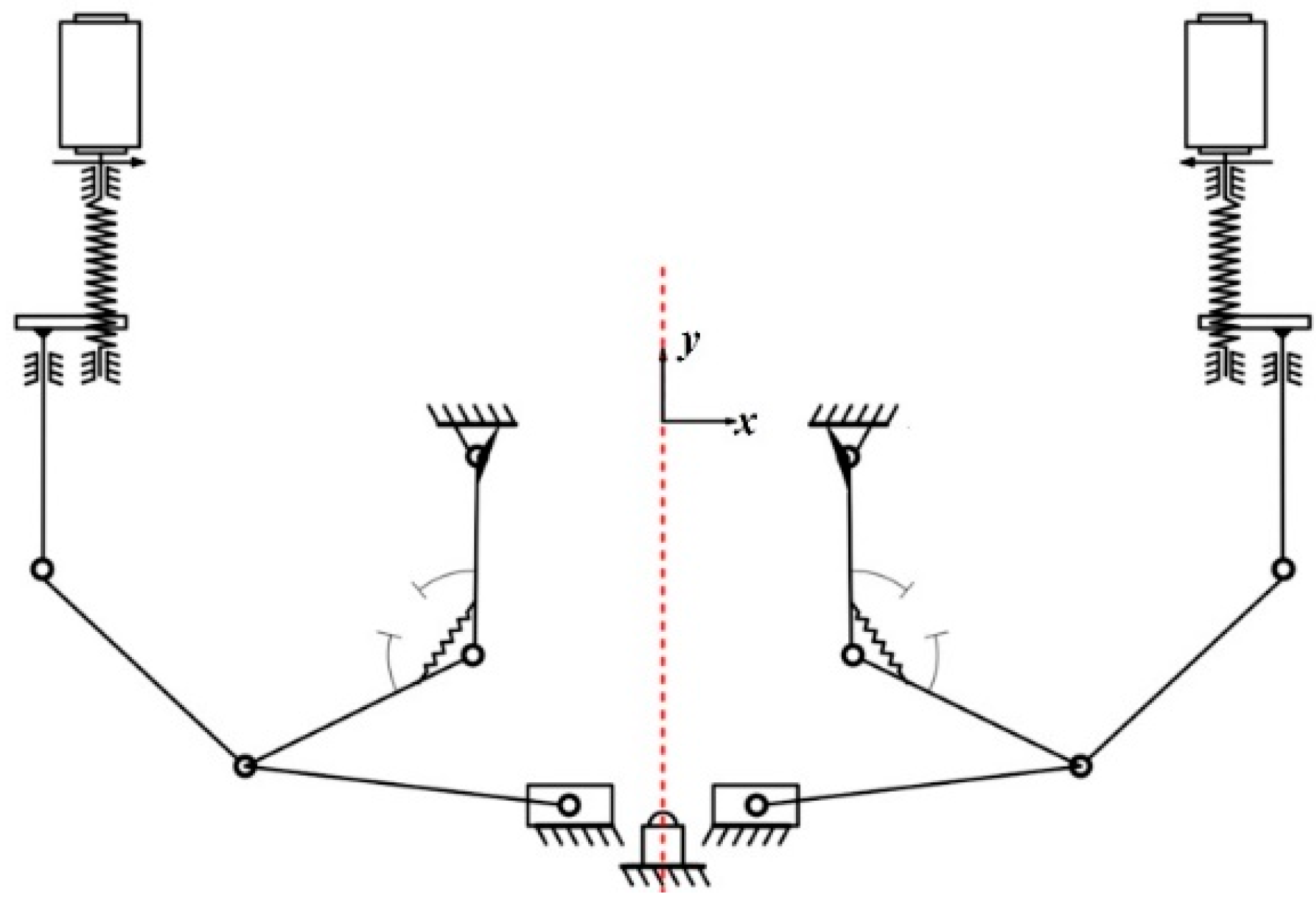
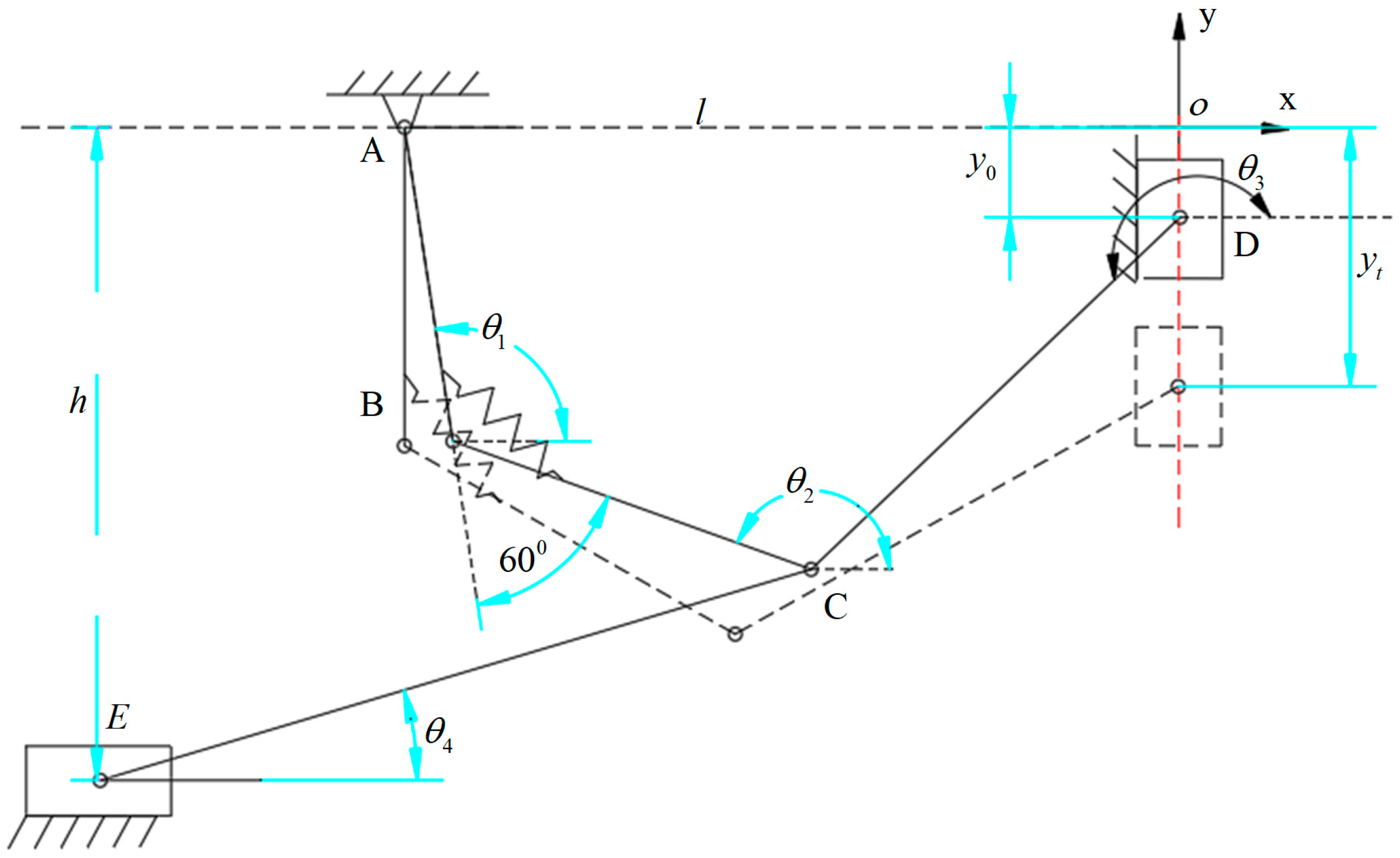
5.2. Position Analysis of Metamorphic Mechanism for Side Rolling
5.2.1. Kinematics Modelling in Configuration I
5.2.2. Kinematics Modelling in Configuration II
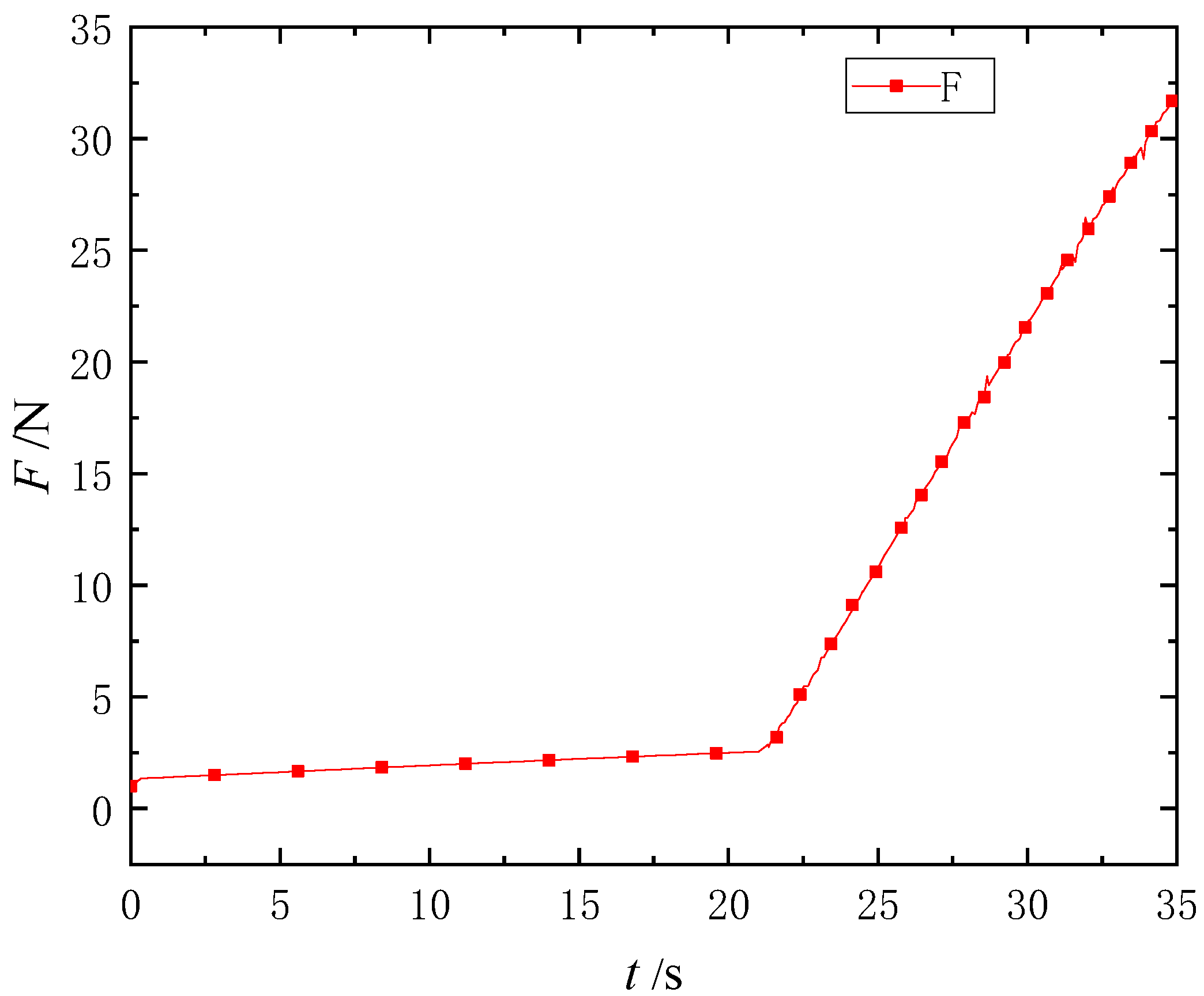
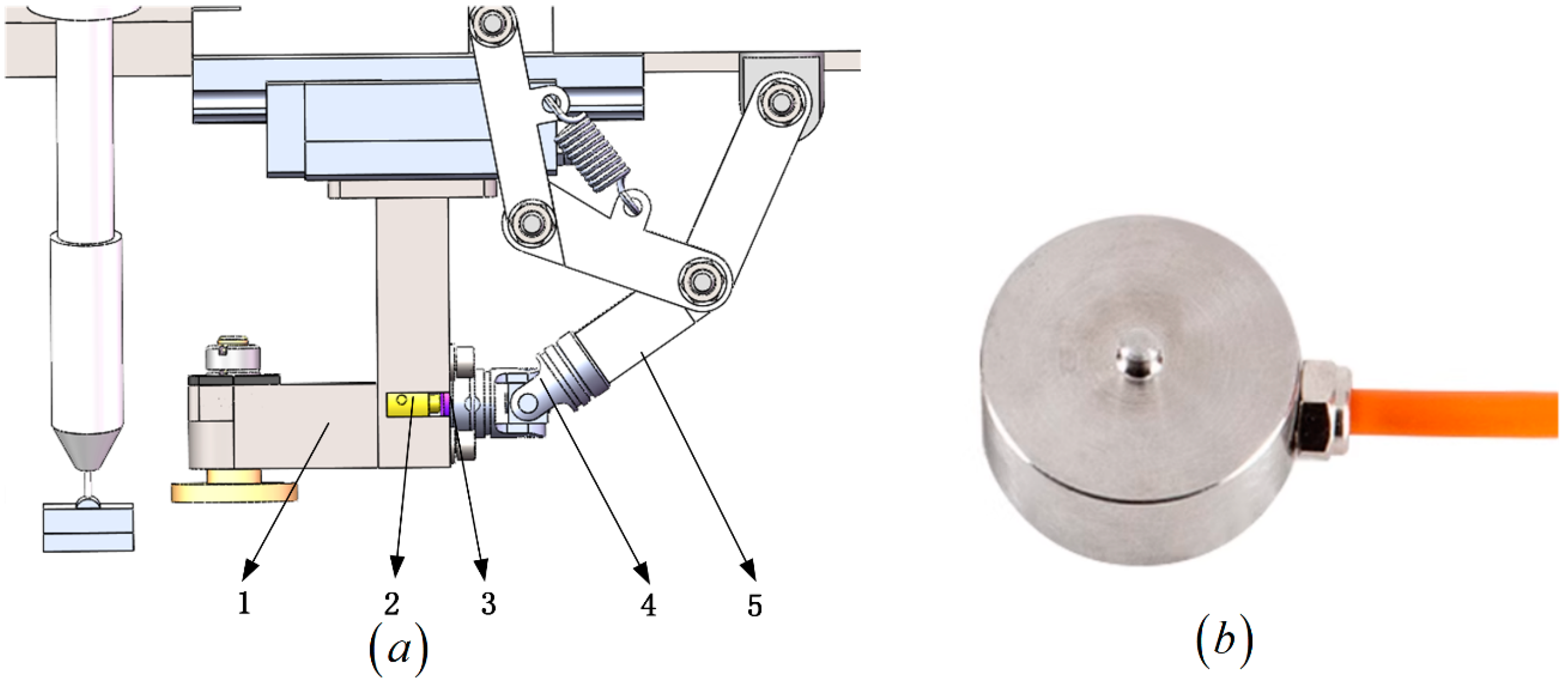
5.3. Dynamic Simulation and Experimental Verification of side-Rolling Metamorphic Mechanism
6. Conclusions
- A comprehensive configuration approach for underactuated side-rolling metamorphic mechanisms is herein presented. This was achieved through the creation of a configuration matrix for the lateral-rolling mechanism. From a comprehensive analysis, the structural forms of all 12 constrained metamorphic joints were derived, along with their corresponding 12 theoretical mechanism configurations. Considering the reliability of structural transformation capability and structural simplicity, one type was selected as the side-rolling metamorphic mechanism;
- A kinematic analysis was conducted on both configurations of the mechanism. Using SolidWorks software 2022, a 3D model of the lateral-rolling mechanism was constructed. Furthermore, a kinematic simulation was executed on the complete configuration of the lateral-rolling mechanism. Finally, a dynamic simulation of the mechanism was conducted using Adams software 2019. The accuracy of the mechanism’s motion was validated via the spring force process;
- The performance of the rolling mechanism was evaluated through comparative experiments between free fusion and lateral-rolling processes, focusing particularly on morphological and mechanical aspects. Experimental results showed that the weld beads generated by the upright lateral rolling process exhibited smoother surfaces than those produced by the free fusion process. Regarding mechanical properties, a significant difference was observed: The average tensile strength of samples formed by the free fusion process was 507 Mpa, whereas that of samples formed by the upright lateral-rolling process was 578 Mpa, representing a 14% increase in strength in comparison with the free fusion method.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Mueller, B. Additive manufacturing technologies-rapid prototyping to direct digital manufacturing. Assem. Autom. 2012, 32. [Google Scholar] [CrossRef]
- Sachs, E.; Cima, M.; Williams, P.; Brancazio, D.; Cornie, J. Three-dimensional printing: Rapid tooling and prototypes directly from a CAD Model. J. Manuf. Sci. Eng. 1992, 114, 481–488. [Google Scholar] [CrossRef]
- Petrik, J.; Sydow, B.; Bambach, M. Beyond parabolic weld bead models: AI-based 3D reconstruction of weld beads under transient conditions in wire-arc additive manufacturing. J. Mater. Process. Technol. 2022, 302, 117457. [Google Scholar] [CrossRef]
- Pelevin, I.A.; Ozherelkov, D.Y.; Chernyshikhin, S.V.; Nalivaiko, A.Y.; Gromov, A.A.; Chzhan, V.B.; Tereshi-na, I.S. Selective laser melting of Nd-Fe-B: Single track study. Mater. Lett. 2022, 315, 131947. [Google Scholar] [CrossRef]
- Lupone, F.; Padovano, E.; Casamento, F.; Badini, C. Process Phenomena and Material Properties in Selective Laser Sintering of Polymers: A Review. Materials 2022, 15, 183. [Google Scholar] [CrossRef]
- Durejko, T.; Łazńska, M. Characterization of Cobalt-Based Stellite 6 Alloy Coating Fabricated by Laser-Engineered Net Shaping (LENS). Materials 2021, 14, 7442. [Google Scholar] [CrossRef]
- Kumar, S.P.; Elangovan, S.; Mohanraj, R.; Narayanan, V.S. Significance of continuous wave and pulsed wave laser in direct metal deposition. Mater. Today Proc. 2021, 46, 8086–8096. [Google Scholar] [CrossRef]
- Flora, F.; Pinto, F.; Meo, M. Manufacturing and characterisation of a new thermal pre-stressed carbon fibre-reinforced lattice core for sandwich panels. J. Compos. Mater. 2022, 56, 1233–1254. [Google Scholar] [CrossRef]
- Cormier, D.; Harrysson, O.; West, H. Characterization of H13 steel produced via electron beam melting. Rapid Prototyp. J. 2003, 10, 35–41. [Google Scholar] [CrossRef]
- Heinl, P.; Müller, L.; Körner, C.; Singer, R.F.; Müller, F.A. Cellular Ti–6Al–4V structures with interconnected macro porosity for bone implants fabricated by selective electron beam melting. Acta Biomater. 2008, 4, 1536–1544. [Google Scholar] [CrossRef]
- Coules, H.E.; Colegrove, P.; Cozzolino, L.D.; Wen, S.W.; Kelleher, J.F. High pressure rolling of low carbon steel weld seams: Part 2–Roller geometry and residual stress. Sci. Technol. Weld. Join. 2013, 18, 84–90. [Google Scholar] [CrossRef]
- Colegrove, P.A.; Coules, H.E.; Fairman, J.; Martina, F.; Kashoob, T.; Mamash, H.; Cozzolino, L.D. Microstructure and residual stress improvement in wire and arc additively manufactured parts through high-pressure rolling. J. Mater. Process. Technol. 2013, 213, 1782–1791. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, X.; Wang, G.; Zhang, Y. Hybrid direct manufacturing method of metallic parts using deposition and micro continuous rolling. Rapid Prototyp. J. 2013, 19, 387–394. [Google Scholar] [CrossRef]
- Zhou, X.; Zhang, H.; Wang, G.; Bai, X.; Fu, Y.; Zhao, J. Simulation of microstructure evolution during hybrid deposition and micro-rolling process. J. Mater. Sci. 2016, 51, 6735–6749. [Google Scholar] [CrossRef]
- Donoghue, J.; Antonysamy, A.A.; Martina, F.; Colegrove, P.A.; Williams, S.W.; Prangnell, P.B. The effectiveness of combining rolling deformation with Wire-Arc Additive Manufacture on β-grain refinement and texture modification in Ti–6Al–4V. Mater. Charact. 2016, 114, 103–114. [Google Scholar] [CrossRef]
- Martina, F.; Colegrove, P.A.; Williams, S.W.; Meyer, J. Microstructure of interpass rolled wire+ arc additive manufacturing Ti-6Al-4V components. Metall. Mater. Trans. A 2015, 46, 6103–6118. [Google Scholar] [CrossRef]
- Martina, F. Investigation of Methods to Manipulate Geometry, Microstructure and Mechanical Properties in Titanium Large Scale Wire + Arc Additive Manufacturing. PhD Thesis, Cranfield University, Cranfield, UK, 2014. [Google Scholar]
- Xie, Y.; Zhang, H.; Zhou, F. Improvement in geometrical accuracy and mechanical property for arc-based additive manufacturing using metamorphic rolling mechanism. J. Manuf. Sci. Eng. 2016, 138, 111002. [Google Scholar] [CrossRef]
- Martina, F.; Roy, M.J.; Szost, B.A.; Terzi, S.; Colegrove, P.A.; Williams, S.W.; Hofmann, M. Residual stress of as-deposited and rolled wire+ arc additive manufacturing Ti–6Al–4V components. Mater. Sci. Technol. 2016, 32, 1439–1448. [Google Scholar] [CrossRef]
- Dai, J.S.; Rees Jones, J. Mobility in metamorphic mechanisms of foldable/erectable kinds. J. Mech. Des. 1999, 121, 375–382. [Google Scholar] [CrossRef]
- Dai, J.S.; Zhang, Q.X. Metamorphic mechanisms and their configuration models. J. Mech. Eng. 2000, 13, 212–218. [Google Scholar] [CrossRef]
- Yan, H.S.; Kuo, C.H. Topological representations and characteristics of variable kinematic joints. J. Mech. Des. 2006, 128, 384–391. [Google Scholar] [CrossRef]
- Li, S.J.; Dai, J.S. The equivalent resistance gradient model of metamorphic mechanisms and the design approach. In Advances in Reconfigurable Mechanisms and Robots I; Springer: London, UK, 2012; pp. 53–62. [Google Scholar]
- Li, S.J. Structure of metamorphic mechanisms based on augmented Assur groups. J. Mech. Eng. 2010, 46, 31004. [Google Scholar] [CrossRef]
- Li, S.J.; Dai, J. Topological representation of planar mechanisms based on Assur group elements. J. Mech. Eng. 2011, 47, 8–13. [Google Scholar] [CrossRef]
- Liu, F.; He, G.; Lu, Z. Research and design of a novel tendon driven underactuated multi-fingered hand. J. Mech. Eng. 2014, 50, 53–59. [Google Scholar] [CrossRef]
- Chu, Z.Y.; Lei, Y.A. Parameters matching of an active-passive composite driver deployable manipulator for a space probe. Acta Aeronaut. Astronaut. Sin. 2014, 33, 268–278. [Google Scholar]
- Sun, L.L.; Zhang, H.O.; Lin, H.; Pan, W.J. Design and Research of an Underactuated Manipulator Based on the Metamorphic Mechanism. Sensors 2022, 22, 4766. [Google Scholar] [CrossRef] [PubMed]
- Li, S.J.; Wang, H.G.; Dai, J.S. The Equivalent Resistance Gradient Model of Metamorphic Mechanisms and the Design Method. J. Mech. Eng. 2014, 50, 18–23. [Google Scholar] [CrossRef]
- Yang, Q.; Wang, H.G.; Li, S.J. Structural synthesis for broken strands repair operation metamorphic mechanism of EHV transmission lines. J. Vibroeng. 2014, 16, 2768–2778. [Google Scholar]
- Li, S.J.; Wang, H.; Meng, Q.; Dai, J.S. Task-based structure synthesis of source metamorphic mechanisms and constrained forms of metamorphic joints. Mech. Mach. Theory 2016, 96, 334–345. [Google Scholar] [CrossRef]
- Sun, L.L.; Zhang, H.O. Dynamic simulation and optimal design of side rolling cellular mechanism. J. Huazhong Univ. Sci. Technol. Nat. Sci. Ed. 2023. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Quantity |
|---|---|
| 5 | |
| 50 | |
| 60 | |
| 70 | |
| 96 |
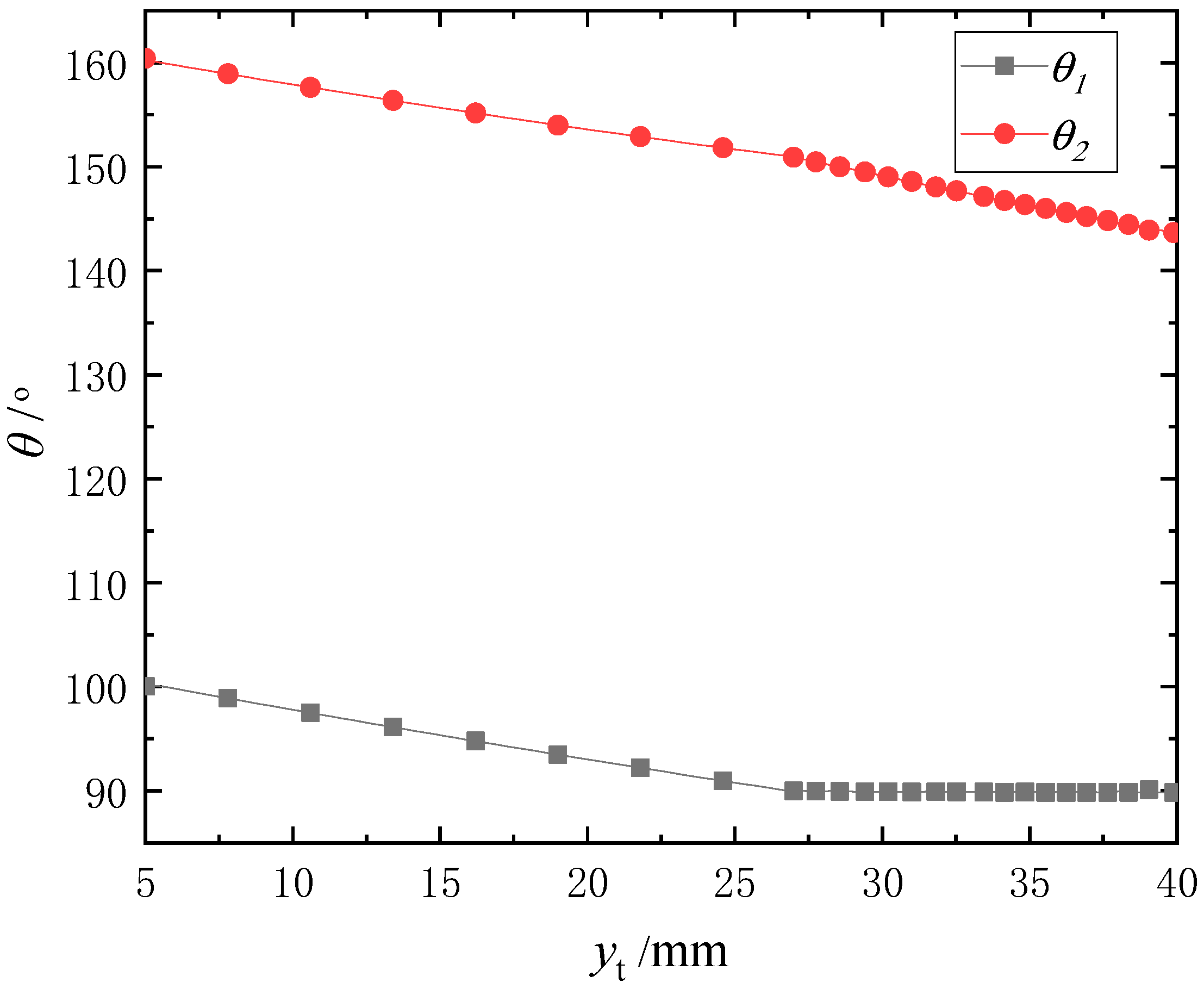
| Stages | (mm) | (°) | (°) |
|---|---|---|---|
| Configuration I | 5–27 | 100–90 | 160–150 |
| Transforming | 27 | 90 | 150 |
| Configuration II | 27–40 | 90 | 150–143 |
| Parameter | k/ | |||||
|---|---|---|---|---|---|---|
| Quantity | 2 | 14 | 18.8 | 41.5 | 6.77 | 153 |
| Type | NTJH-10 |
|---|---|
| Range | 0.1~30 kN |
| Sensitivity | 1.0~1.5 mV/V |
| Operating temperature | −20~65 °C |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, L.; Zhang, H.; Wang, Y. Design, Configuration Synthesis, and Experimental Study of Side-Rolling Metamorphic Mechanism for Metal Additive Manufacturing. J. Manuf. Mater. Process. 2023, 7, 227. https://doi.org/10.3390/jmmp7060227
Sun L, Zhang H, Wang Y. Design, Configuration Synthesis, and Experimental Study of Side-Rolling Metamorphic Mechanism for Metal Additive Manufacturing. Journal of Manufacturing and Materials Processing. 2023; 7(6):227. https://doi.org/10.3390/jmmp7060227
Chicago/Turabian StyleSun, Lele, Haiou Zhang, and Yongchao Wang. 2023. "Design, Configuration Synthesis, and Experimental Study of Side-Rolling Metamorphic Mechanism for Metal Additive Manufacturing" Journal of Manufacturing and Materials Processing 7, no. 6: 227. https://doi.org/10.3390/jmmp7060227
APA StyleSun, L., Zhang, H., & Wang, Y. (2023). Design, Configuration Synthesis, and Experimental Study of Side-Rolling Metamorphic Mechanism for Metal Additive Manufacturing. Journal of Manufacturing and Materials Processing, 7(6), 227. https://doi.org/10.3390/jmmp7060227