
Process Map Definition for Laser Metal Deposition of VDM Alloy 780 on the 316L Substrate

Abstract
1. Introduction
2. Materials and Methods
2.1. Material Preparation
2.2. Experimental Setup
2.3. Experimental Procedure
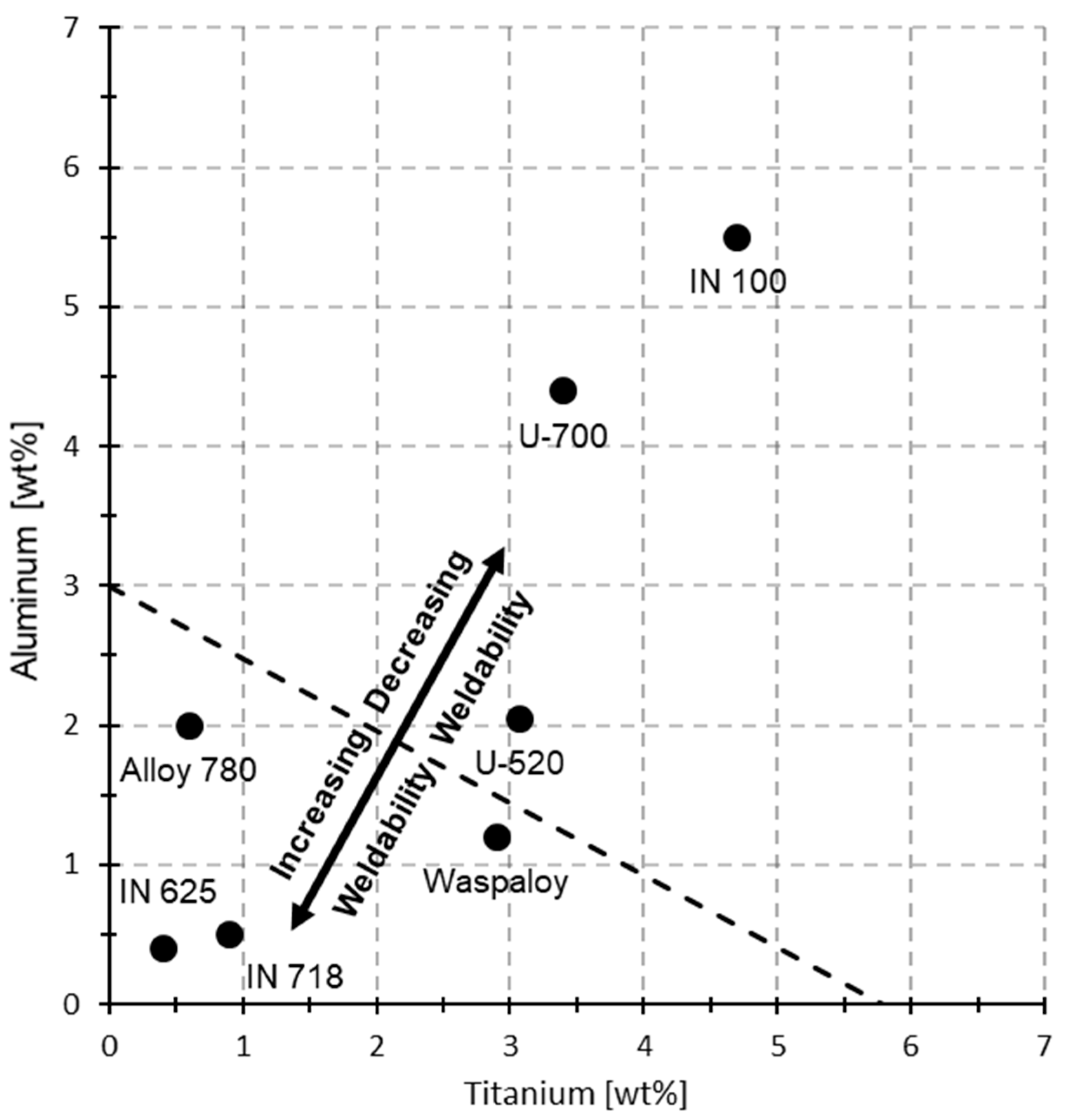
- The parameters for the experimental study are defined on the basis of the literature data for comparable materials such as Inconel 718 [29] and 625 [39]. In advance, the laser power is determined by an approximation equation based on literature information [46]. The equation describes the required laser power as a function of machine- and material-specific factors. Radiation losses due to component reflection are not taken into account, since the assumption is made that these are nearly completely absorbed by the powder stream. For an economically optimized application, the following quality requirements are placed on the weld:
- To ensure that the powder is used optimally, the laser beam is adapted to match the constant powder focus diameter (4 mm), ensuring a nearly complete deposition of the additive.
- At the same time, high build-up rates should be realized in order to achieve an economical process.
2.4. Metallographic Preparation and Evaluation of Quality Characteristics
3. Results and Discussion
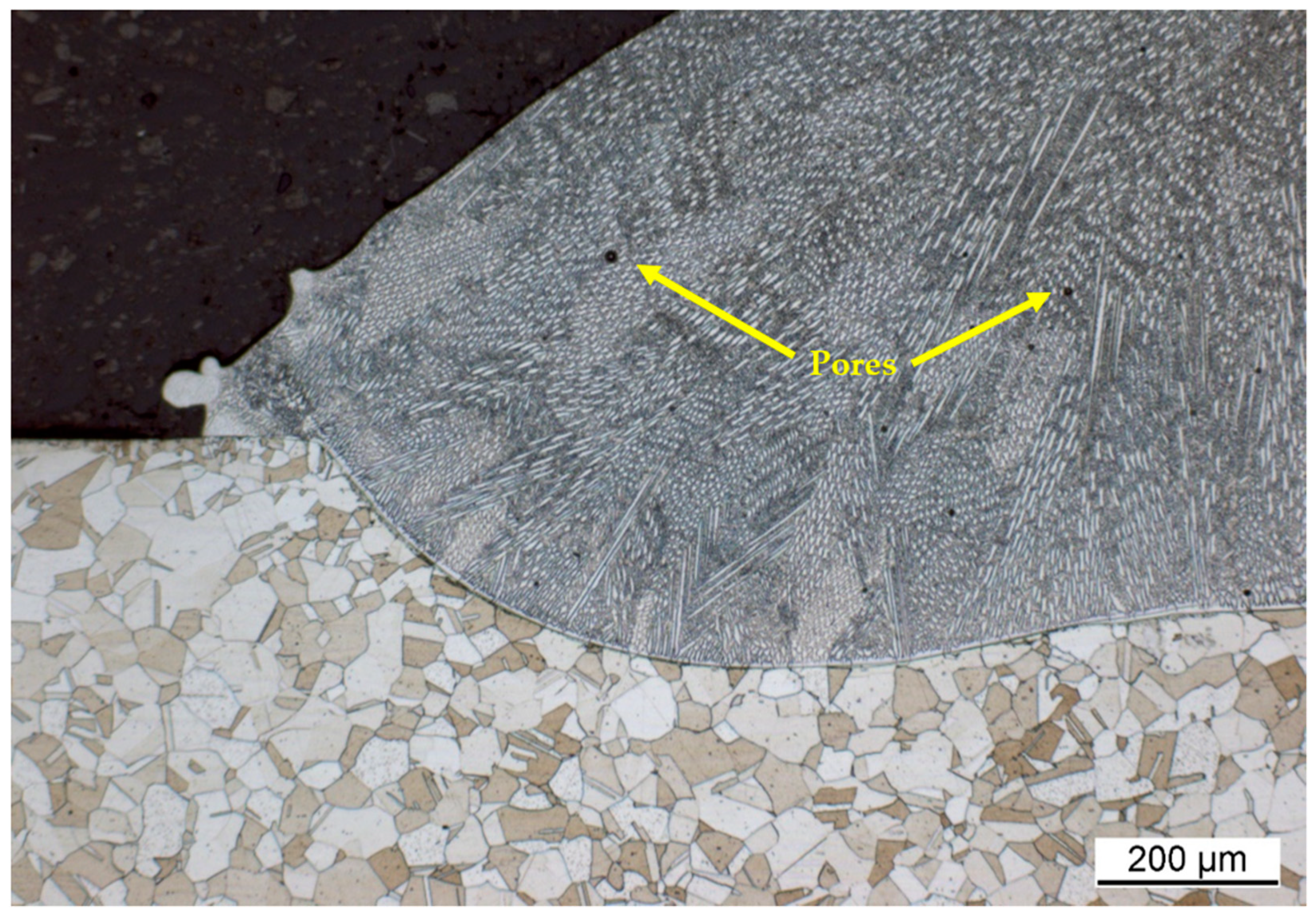
3.1. Metallographic Analysis
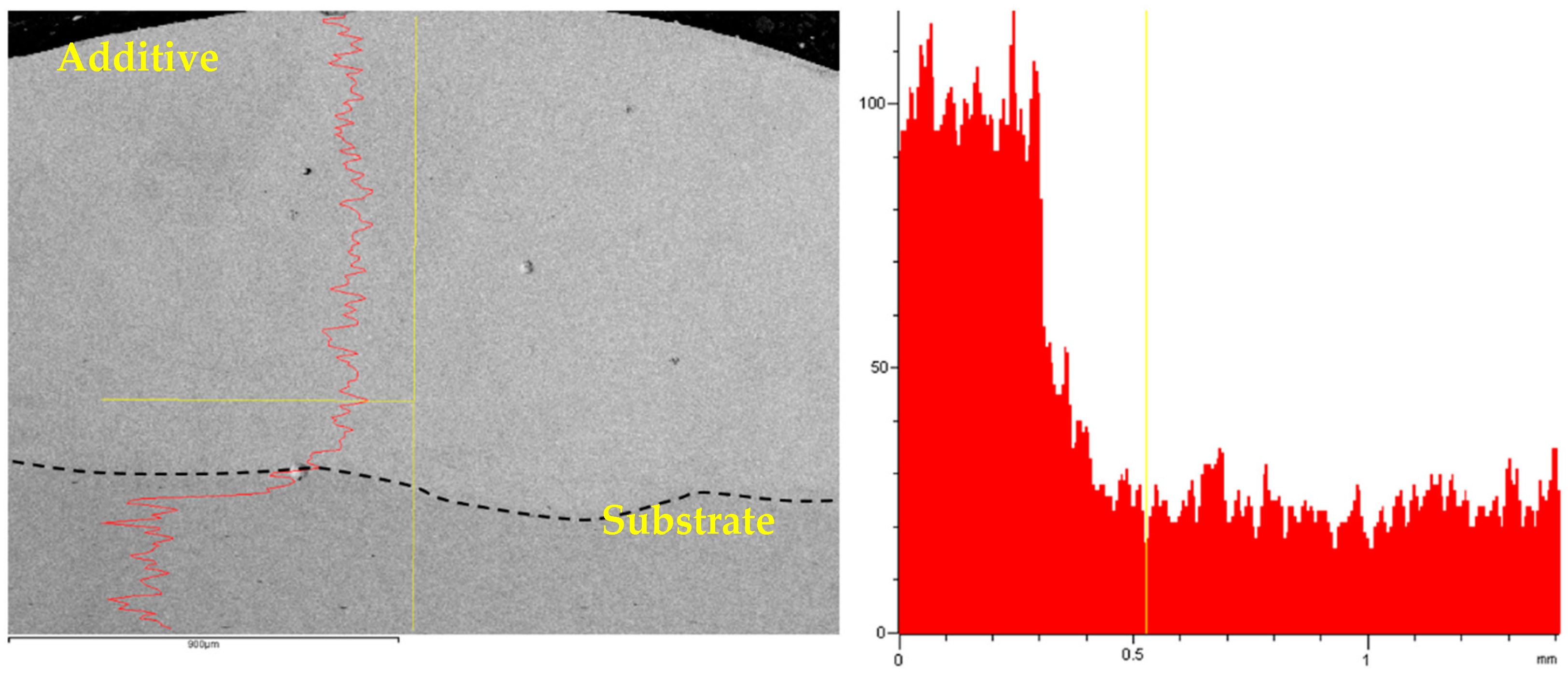
3.2. EDX Linescan Analysis
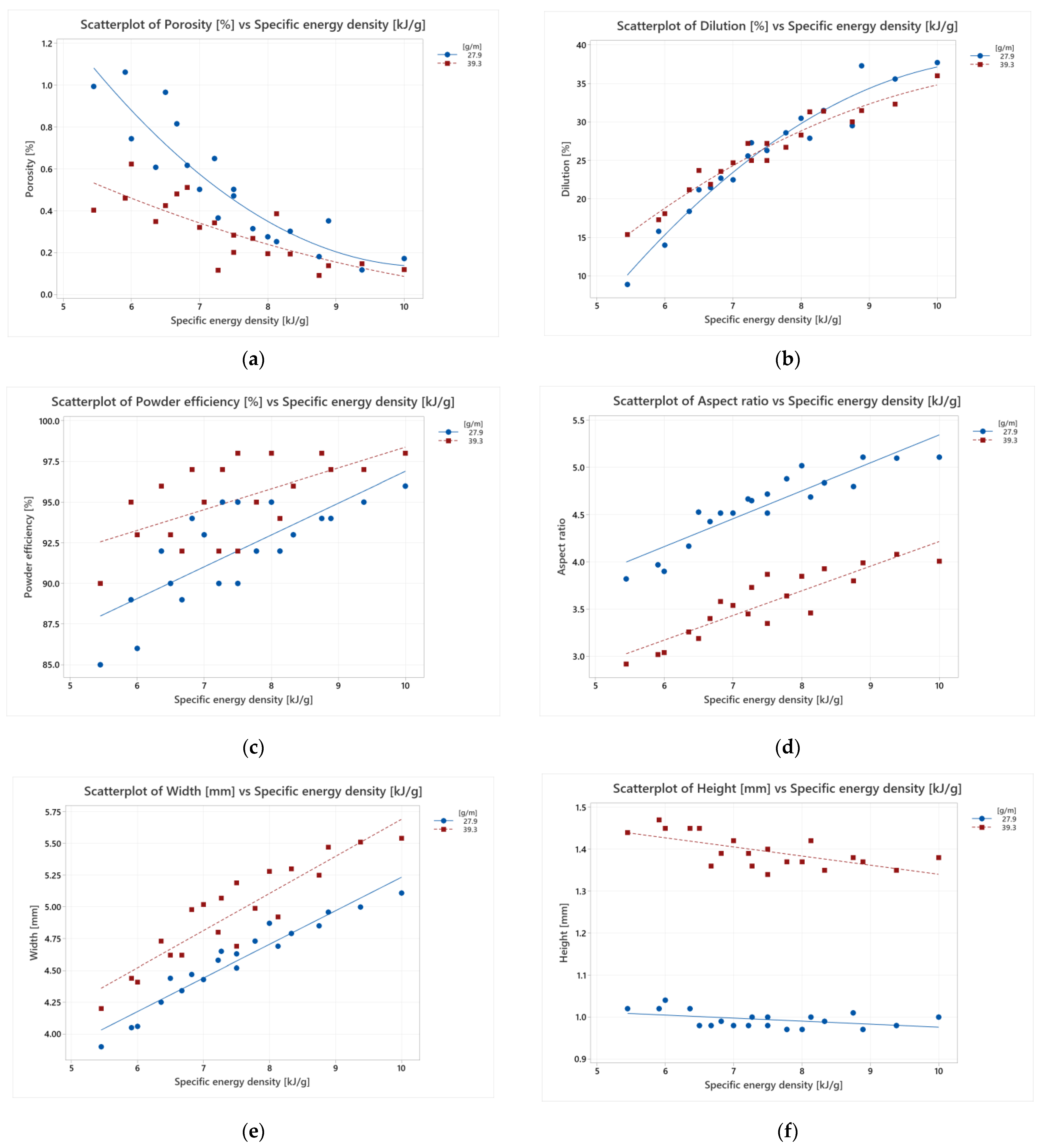
3.3. Statistical Analysis

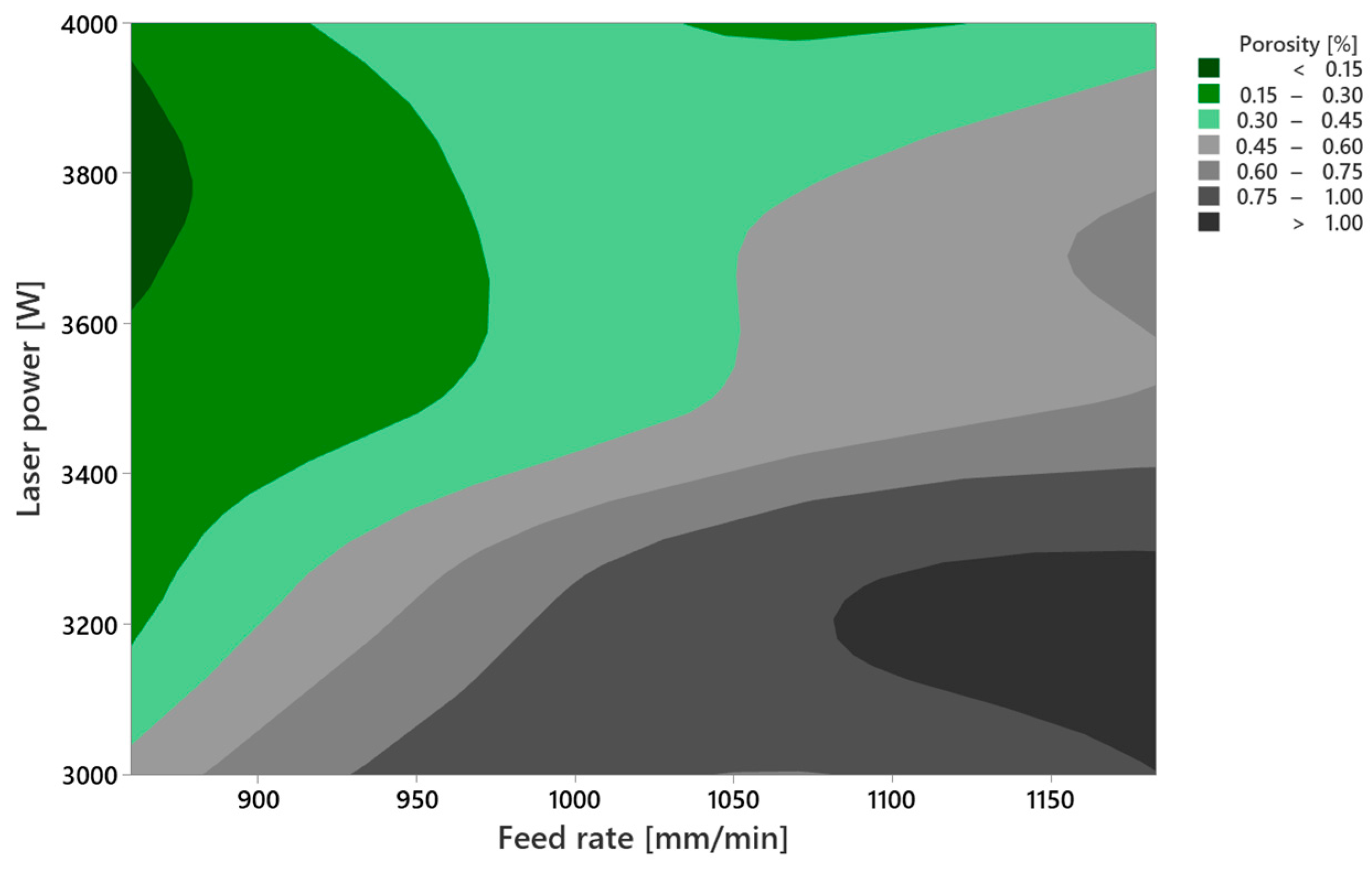
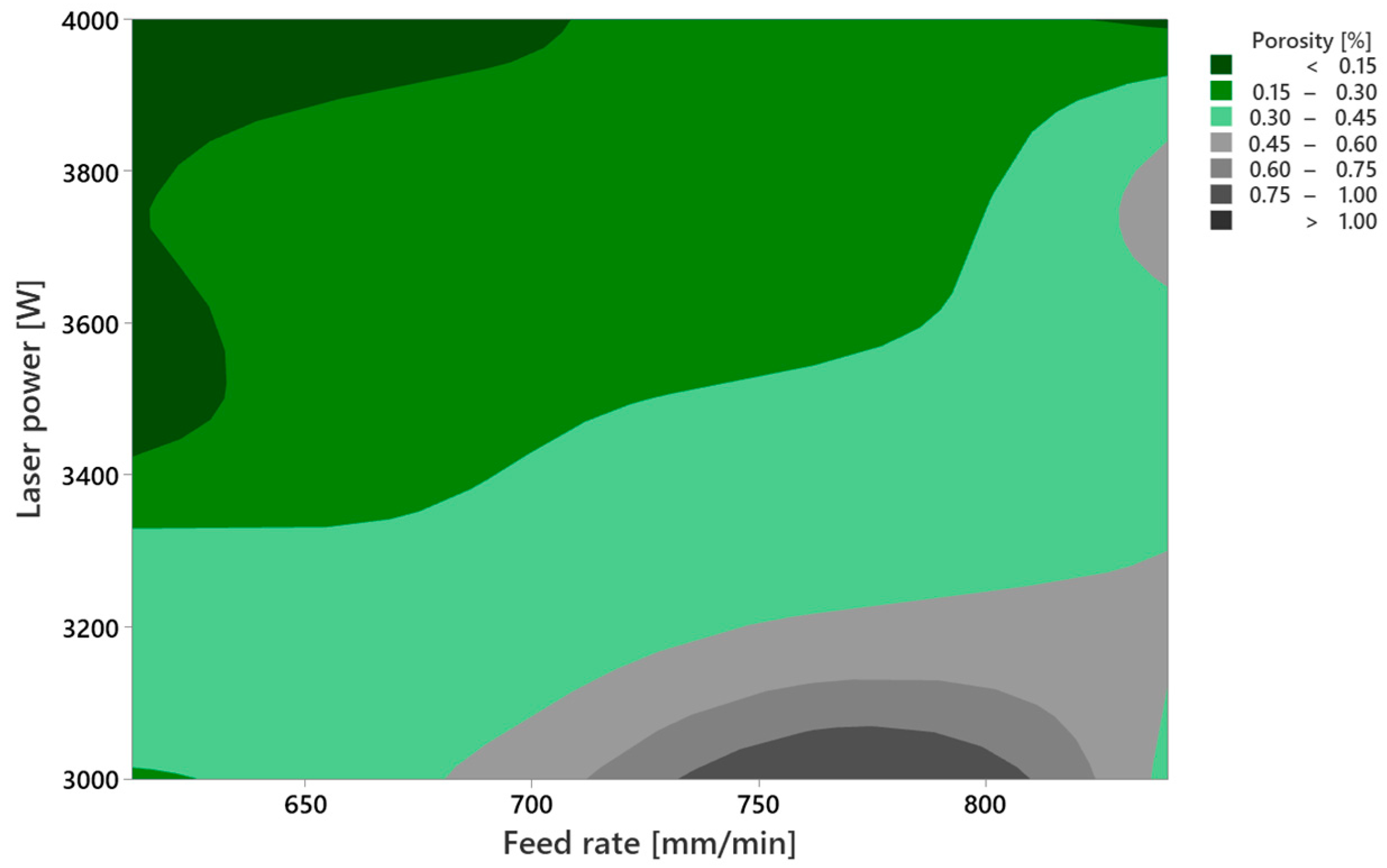
3.4. Process Map Definiton
4. Conclusions
- In powder-based laser metal deposition of the VDM Alloy 780 on the 316L substrate, higher masses per unit length improve the overall porosity values.
- Higher mass per unit lengths are beneficial, since the degree of dilution is reduced at high specific energy densities with low porosity values [57]. In addition, the intermixing of the substrate and the additive must be kept low to avoid different chemical properties of the VDM Alloy 780 clads.
- A mass per unit length of 39.3 g/m with 8.75 kJ/g achieves high clad quality (0.091% porosity, aspect ratio of 3.8 and 30% dilution).
- The appearance of the Laves phase in deposited clads occurs due to the intermixing of the substrate and the additive.
- EDX analyses show that the Fe content strongly depends on the specific energy density of the process. The lowest Fe content of 7.1% was determined for a specific energy density of 5.45 kJ/g. The highest Fe content was observed at a specific energy density of 10 kJ/g, at 22.3%.
- In order to further reduce the porosity (<0.1%) and the Fe content in the clad, higher mass per unit lengths with lower feed rates should also be considered.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Heilemann, M.; Möller, M.; Emmelmann, C.; Burkhardt, I.; Riekehr, S.; Ventzke, V.; Kashaev, N.; Enz, J. Laser Metal Deposition of Ti-6Al-4V Structures: New building strategy for a decreased shape deviation and its influence on the microstructure and mechanical properties. In Proceedings of the Lasers in Manufacturing Conference, München, Germany, 26–29 June 2017. [Google Scholar]
- Yan, J.; Battiato, I.; Fadel, G.M. Planning the process parameters for the direct metal deposition of functionally graded parts based on mathematical models. J. Manuf. Process. 2018, 31, 56–71. [Google Scholar] [CrossRef]
- Güpner, M.; Patschger, A.; Bliedtner, J. Influence of Process Parameters on the Process Efficiency in Laser Metal Deposition Welding. Phys. Procedia 2016, 83, 657–666. [Google Scholar] [CrossRef]
- Graf, B.; Gumenyuk, A.; Rethmeier, M. Laser Metal Deposition as Repair Technology for Stainless Steel and Titanium Alloys. Phys. Procedia 2012, 39, 376–381. [Google Scholar] [CrossRef]
- Qi, H.; Azer, M.; Singh, P. Adaptive toolpath deposition method for laser net shape manufacturing and repair of turbine compressor airfoils. Int. J. Adv. Manuf. Technol. 2010, 48, 121–131. [Google Scholar] [CrossRef]
- Graf, B.; Ammer, S.; Gumenyuk, A.; Rethmeier, M. Design of Experiments for Laser Metal Deposition in Maintenance, Repair and Overhaul Applications. Procedia CIRP 2013, 11, 245–248. [Google Scholar] [CrossRef]
- Fu, Y.; Guo, N.; Wang, G.; Yu, M.; Cheng, Q.; Zhang, D. Underwater additive manufacturing of Ti-6Al-4V alloy by laser metal deposition: Formability, gran growth and microstructure evolution. Mater. Des. 2021, 197, 109196. [Google Scholar] [CrossRef]
- Langebeck, A.; Bohlen, A.; Rentsch, R.; Vollertsen, F. Mechanical Properties of High Strength Aluminum Alloy EN AW-7075 Additively Manufactured by Directed Energy Deposition. Metals 2020, 10, 579. [Google Scholar] [CrossRef]
- Gradl, P.; Tinker, D.C.; Park, A.; Mireles, O.R.; Garcia, M.; Wilkerson, R.; Mckinney, C. Robust Metal Additive Manufacturing Process Selection and Development for Aerospace Components. J. Mater. Eng. Perform. 2022, 31, 6013–6044. [Google Scholar] [CrossRef]
- Amado, J.M.; Montero, J.; Tobar, M.J.; Yáñez, A. Laser Cladding of Ni-WC Layers with Graded WC Content. Phys. Procedia 2014, 56, 269–275. [Google Scholar] [CrossRef]
- Janicki, D.; Górka, J.; Kotarska, A. Laser cladding of Inconel 625-based composite coatings. Weld. Technol. Rev. 2018, 90, 9. [Google Scholar] [CrossRef]
- Łukasz, N.; Marta, W. Finishing Surface After Regeneration with Laser Cladding. Procedia Eng. 2017, 192, 1012–1015. [Google Scholar] [CrossRef]
- Li, T.; Zhang, L.; Bultel, G.G.P.; Schopphoven, T.; Gasser, A.; Schleifenbaum, J.H.; Poprawe, R. Extreme High-Speed Laser Material Deposition (EHLA) of AISI 4340 Steel. Coatings 2019, 9, 778. [Google Scholar] [CrossRef]
- Mahamood, R.M.; Akinlabi, E.T. Processing Parameters Optimization for Material Deposition Efficiency in Laser Metal Deposited Titanium Alloy. Lasers Manuf. Mater. Process. 2016, 3, 9–21. [Google Scholar] [CrossRef]
- Caiazzo, F.; Alfieri, V.; Argenio, P.; Sergi, V. Additive manufacturing by means of laser-aided directed metal deposition of 2024 aluminium powder: Investigation and optimization. Adv. Mech. Eng. 2017, 9, 1687814017714982. [Google Scholar] [CrossRef]
- Biegler, M.; Graf, B.; Rethmeier, M. In-situ distortions in LMD additive manufacturing walls can be measured with digital image correlation and predicted using numerical simulations. Addit. Manuf. 2018, 20, 101–110. [Google Scholar] [CrossRef]
- Tamanna, N.; Crouch, R.; Naher, S. Progress in numerical simulation of the laser cladding process. Opt. Lasers Eng. 2019, 122, 151–163. [Google Scholar] [CrossRef]
- Zeng, Q.; Tian, Y.; Xu, Z.; Qin, Y. Simulation of thermal behaviours and powder flow for direct laser metal deposition process. MATEC Web Conf. 2018, 190, 2001. [Google Scholar] [CrossRef]
- Arrizubieta, J.I.; Martínez, S.; Lamikiz, A.; Ukar, E.; Arntz, K.; Klocke, F. Instantaneous powder flux regulation system for Laser Metal Deposition. J. Manuf. Process. 2017, 29, 242–251. [Google Scholar] [CrossRef]
- Vandone, A.; Baraldo, S.; Valente, A.; Mazzucato, F. Vision-based melt pool monitoring system setup for additive manufacturing. Procedia CIRP 2019, 81, 747–752. [Google Scholar] [CrossRef]
- Bi, G.; Gasser, A.; Wissenbach, K.; Drenker, A.; Poprawe, R. Identification and qualification of temperature signal for monitoring and control in laser cladding. Opt. Lasers Eng. 2006, 44, 1348–1359. [Google Scholar] [CrossRef]
- Marko, A.; Bähring, S.; Raute, J.; Biegler, M.; Rethmeier, M. Quality Prediction in Directed Energy Deposition Using Artificial Neural Networks Based on Process Signals. Appl. Sci. 2022, 12, 3955. [Google Scholar] [CrossRef]
- Jiang, B.; Zhenglong, L.; Xi, C.; Peng, L.; Nannan, L.; Yanbin, C. Microstructure and mechanical properties of TiB2-reinforced 7075 aluminum matrix composites fabricated by laser melting deposition. Ceram. Int. 2019, 45, 5680–5692. [Google Scholar] [CrossRef]
- Li, L.; Wang, J.; Lin, P.; Liu, H. Microstructure and mechanical properties of functionally graded TiCp/Ti6Al4V composite fabricated by laser melting deposition. Ceram. Int. 2017, 43, 16638–16651. [Google Scholar] [CrossRef]
- Loginova, I.S.; Khalil, A.M.; Churyumov, A.; Solonin, A.N.; Popov, N.A. Effect of Direct Laser Deposition on Microstructure and Mechanical Properties of 316L Stainless Steel. KnE Eng. 2019, 1, 82. [Google Scholar] [CrossRef]
- Bambach, M.; Sizova, I.; Silze, F.; Schnick, M. Comparison of laser metal deposition of Inconel 718 from powder, hot and cold wire. Procedia CIRP 2018, 74, 206–209. [Google Scholar] [CrossRef]
- Katayama, S. Handbook of Laser Welding Technologies; Woodhead Publsihing: Cambridge UK; Philadelphia, PA, USA, 2013. [Google Scholar]
- Kelbassa, I. Qualifizieren des Laserstrahl-Auftragsschweißens von BLISKs aus Nickel- und Titanbasislegierungen. Ph.D. Thesis, RWTH Aachen University, Aachen, Germany, 2006. [Google Scholar]
- Witzel, J.M.F. Qualifizierung des Laserstrahl-Auftragschweißens zur Generativen Fertigung von Luftfahrtkomponenten. Ph.D. Thesis, RWTH Aachen University, Aachen, Germany, 2014. [Google Scholar]
- Petrat, T.; Graf, B.; Gumenyuk, A.; Rethmeier, M. Laser Metal Deposition as Repair Technology for a Gas Turbine Burner Made of Inconel 718. Phys. Procedia 2016, 83, 761–768. [Google Scholar] [CrossRef]
- Rauter, R. Laserauftragschweißen von Wolframkarbidschichten in Nickelbasismatrizen zur Herstellung Verschleißfester Beschichtungen von Warmformwerkzeugen. Master’s Thesis, Technischen Universität Graz, Graz, Austria, 2016. [Google Scholar]
- Amado, J.M.; Tobar, M.J.; Yáñez, A.; Amigó, V.; Candel, J.J. Crack Free Tungsten Carbide Reinforced Ni(Cr) Layers obtained by Laser Cladding. Phys. Procedia 2011, 12, 338–344. [Google Scholar] [CrossRef]
- Luo, J.; Liu, X.-B.; Xiang, Z.-F.; Shi, S.-H.; Chen, Y.; Shi, G.-L.; Wu, S.-H.; Wu, Y.-N. Synthesis of High-Temperature Self-lubricating Wear Resistant Composite Coating on Ti6Al4V Alloy by Laser Deposition. J. Mater. Eng. Perform. 2015, 24, 1881–1889. [Google Scholar] [CrossRef]
- Bold, M.-N.; Linnenbrink, S.; Pirch, N.; Gasser, A.; Mund, J.; Schleifenbaum, J.H. Powder based laser material deposition on edges. J. Laser Appl. 2020, 32, 32001. [Google Scholar] [CrossRef]
- Liu, F.; Lyu, F.; Liu, F.; Lin, X.; Huang, C. Laves phase control of inconel 718 superalloy fabricated by laser direct energy deposition via δ aging and solution treatment. J. Mater. Res. Technol. 2020, 9, 9753–9765. [Google Scholar] [CrossRef]
- Ghiaasiaan, R.; Poudel, A.; Ahmad, N.; Gradl, P.R.; Shao, S.; Shamsaei, N. High Temperature Tensile and Fatigue Behaviors of Additively Manufactured IN625 and IN718. Procedia Struct. Integr. 2022, 38, 581–587. [Google Scholar] [CrossRef]
- Artur, V.; Konstantin, B.; Anton, K.; Andrey, A.; Marina, G. Development of laser metal deposition process for a large IN625 part using small trial samples. Procedia CIRP 2020, 94, 310–313. [Google Scholar] [CrossRef]
- Dutkiewicz, J.; Rogal, Ł.; Kalita, D.; Berent, K.; Antoszewski, B.; Danielewski, H.; Węglowski, M.S.; Łazińska, M.; Durejko, T.; Czujko, T. Microstructure and Properties of Inconel 625 Fabricated Using Two Types of Laser Metal Deposition Methods. Materials 2020, 13, 5050. [Google Scholar] [CrossRef]
- Heilemann, M.; Prakash, V.J.; Beulting, L.; Emmelmann, C. Effect of heat accumulation on the single track formation during laser metal deposition and development of a framework for analyzing new process strategies. J. Laser Appl. 2021, 33, 12003. [Google Scholar] [CrossRef]
- Rösler, J.; Hentrich, T.; Gehrmann, B. On the Development Concept for a New 718-Type Superalloy with Improved Temperature Capability. Metals 2019, 9, 1130. [Google Scholar] [CrossRef]
- Solís, C.; Munke, J.; Bergner, M.; Kriele, A.; Mühlbauer, M.J.; Cheptiakov, D.V.; Gehrmann, B.; Rösler, J.; Gilles, R. In Situ Characterization at Elevated Temperatures of a New Ni-Based Superalloy VDM-780 Premium. Met. Mater. Trans. A 2018, 49, 4373–4381. [Google Scholar] [CrossRef]
- Bax, B.; Rajput, R.; Kellet, R.; Reisacher, M. Systematic evaluation of process parameter maps for laser cladding and directed energy deposition. Addit. Manuf. 2018, 21, 487–494. [Google Scholar] [CrossRef]
- Alvarez, P.; Montealegre, M.; Pulido-Jiménez, J.; Arrizubieta, J. Analysis of the Process Parameter Influence in Laser Cladding of 316L Stainless Steel. J. Manuf. Mater. Process. 2018, 2, 55. [Google Scholar] [CrossRef]
- Song, B.; Hussain, T.; Voisey, K.T. Laser Cladding of Ni50Cr: A Parametric and Dilution Study. Phys. Procedia 2016, 83, 706–715. [Google Scholar] [CrossRef]
- Xi, W.; Song, B.; Zhao, Y.; Yu, T.; Wang, J. Geometry and dilution rate analysis and prediction of laser cladding. Int. J. Adv. Manuf. Technol. 2019, 103, 4695–4702. [Google Scholar] [CrossRef]
- Möller, M.L.B. Prozessmanagement für das Laser-Pulver-Auftragschweißen; Springer: Berlin/Heidelberg, Germany, 2021. [Google Scholar]
- Alizadeh-Sh, M.; Marashi, S.; Ranjbarnodeh, E.; Shoja-Razavi, R.; Oliveira, J.P. Prediction of solidification cracking by an empirical-statistical analysis for laser cladding of Inconel 718 powder on a non-weldable substrate. Opt. Laser Technol. 2020, 128, 106244. [Google Scholar] [CrossRef]
- Korsmik, R.; Klimova-Korsmik, O.; Valdaytseva, E.; Udin, I. Investigation of cracking causes during multi-pass laser cladding of heat-resistant single crystal nickel alloy. Procedia CIRP 2020, 94, 314–319. [Google Scholar] [CrossRef]
- Tillack, D.J. Nickel alloys and stainless steels for elevated temperature service: Weldability considerations. In Proceedings from Materials Solutions; Nickel Development Institute: Toronto, ON, Canada, 1997. [Google Scholar]
- Hussein, N.; Segal, J.; McCartney, D.G.; Pashby, I.R. Microstructure formation in Waspaloy multilayer builds following direct metal deposition with laser and wire. Mater. Sci. Eng. A 2008, 497, 260–269. [Google Scholar] [CrossRef]
- Acharya, R.; Das, S. Additive Manufacturing of IN100 Superalloy Through Scanning Laser Epitaxy for Turbine Engine Hot-Section Component Repair: Process Development, Modeling, Microstructural Characterization, and Process Control. Met. Mater. Trans. A 2015, 46, 3864–3875. [Google Scholar] [CrossRef]
- Jambor, T. Funktionalisierung von Bauteiloberflächen Durch Mikro-Laserauftragschweißen. Ph.D. Thesis, RWTH Aachen University, Aachen, Germany, 2012. [Google Scholar]
- Hügel, H.; Graf, T. Laser in der Fertigung: Strahlquellen, Systeme, Fertigungsverfahren, 2nd ed.; neu bearb. Aufl; Vieweg + Teubner: Wiesbaden, Germany, 2009. [Google Scholar]
- Guepner, M.; Rietzke, S.; Paetzold, R.; Bliedtner, J.; Bergman, J.P. Process characterization of powder based laser metal deposition on thin substrates. J. Laser Appl. 2018, 30, 32506. [Google Scholar] [CrossRef]
- Liu, X.; Xiao, H.; Xiao, W.; Song, L. Microstructure and Crystallographic Texture of Laser Additive Manufactured Nickel-Based Superalloys with Different Scanning Strategies. Crystals 2021, 11, 591. [Google Scholar] [CrossRef]
- Maier, H.J.; Niendorf, T.; Bürgel, R. Handbuch Hochtemperatur-Werkstofftechnik: Grundlagen, Werkstoffbeanspruchungen, Hochtemperaturlegierungen und -Beschichtungen, 6th ed.; überarbarbeitete und erweiterte Auflage; Springer Vieweg: Wiesbaden, Germany; Heidelberg, Germany, 2019. [Google Scholar]
- Moussaoui, K.; Rubio, W.; Mousseigne, M.; Sultan, T.; Rezai, F. Effects of Selective Laser Melting additive manufacturing parameters of Inconel 718 on porosity, microstructure and mechanical properties. Mater. Sci. Eng. A 2018, 735, 182–190. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Cr | Fe | C | Mn | Si | Cu | Mo | Co | Nb + Ta | Al | Ti | B | P | S |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| bal. | 18 | ≤4 | ≤0.1 | ≤0.5 | ≤0.3 | ≤0.5 | 3 | 24 | 4–6 | 2 | 0.6 | ≤0.02 | ≤0.03 | ≤0.015 |
| Ni | Cr | Fe | C | Mn | Si | Mo | P | S |
|---|---|---|---|---|---|---|---|---|
| 12.5 | 17.5 | bal. | 0.03 | 2 | 1 | 2.5 | 0.045 | 0.03 |
| Laser Power [W] | Feed Rate [mm/min] | Powder Mass Flow Rate [g/min] | Specific Energy Density [kJ/g] | |
|---|---|---|---|---|
| (a) | (b) | |||
| 3000 | 1183 | 840 | 33 | 5.45 |
| 3250 | 1183 | 840 | 33 | 5.91 |
| 3500 | 1183 | 840 | 33 | 6.36 |
| 3750 | 1183 | 840 | 33 | 6.82 |
| 4000 | 1183 | 840 | 33 | 7.27 |
| 3000 | 1075 | 762 | 30 | 6.00 |
| 3250 | 1075 | 762 | 30 | 6.50 |
| 3500 | 1075 | 762 | 30 | 7.00 |
| 3750 | 1075 | 762 | 30 | 7.50 |
| 4000 | 1075 | 762 | 30 | 8.00 |
| 3000 | 968 | 690 | 27 | 6.67 |
| 3250 | 968 | 690 | 27 | 7.22 |
| 3500 | 968 | 690 | 27 | 7.78 |
| 3750 | 968 | 690 | 27 | 8.33 |
| 4000 | 968 | 690 | 27 | 8.89 |
| 3000 | 860 | 612 | 24 | 7.50 |
| 3250 | 860 | 612 | 24 | 8.13 |
| 3500 | 860 | 612 | 24 | 8.75 |
| 3750 | 860 | 612 | 24 | 9.38 |
| 4000 | 860 | 612 | 24 | 10.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Paulus, P.; Ruppert, Y.; Vielhaber, M.; Griebsch, J. Process Map Definition for Laser Metal Deposition of VDM Alloy 780 on the 316L Substrate. J. Manuf. Mater. Process. 2023, 7, 86. https://doi.org/10.3390/jmmp7030086
Paulus P, Ruppert Y, Vielhaber M, Griebsch J. Process Map Definition for Laser Metal Deposition of VDM Alloy 780 on the 316L Substrate. Journal of Manufacturing and Materials Processing. 2023; 7(3):86. https://doi.org/10.3390/jmmp7030086
Chicago/Turabian StylePaulus, Pascal, Yannick Ruppert, Michael Vielhaber, and Juergen Griebsch. 2023. "Process Map Definition for Laser Metal Deposition of VDM Alloy 780 on the 316L Substrate" Journal of Manufacturing and Materials Processing 7, no. 3: 86. https://doi.org/10.3390/jmmp7030086
APA StylePaulus, P., Ruppert, Y., Vielhaber, M., & Griebsch, J. (2023). Process Map Definition for Laser Metal Deposition of VDM Alloy 780 on the 316L Substrate. Journal of Manufacturing and Materials Processing, 7(3), 86. https://doi.org/10.3390/jmmp7030086