
Image Analysis Based Evaluation of Print Quality for Inkjet Printed Structures

 ,
, 
Abstract
1. Introduction
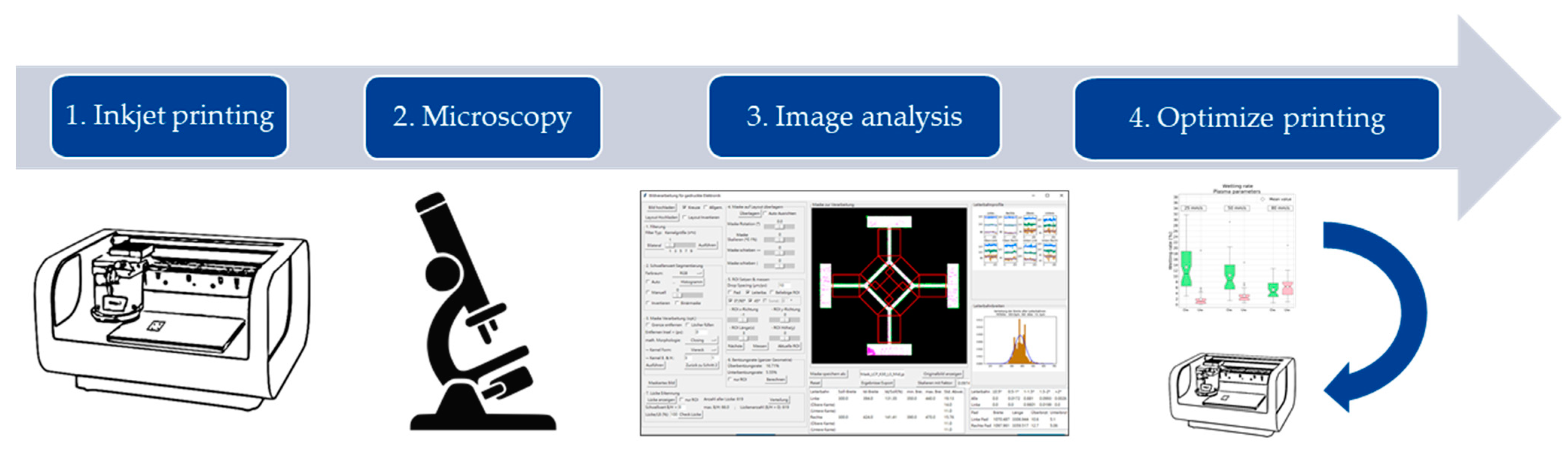
- inkjet printing of a specific test layout,
- microscope imaging,
- image analysis to assess the print quality and
- finally, a manual determination to optimize the pre-treatment and printing parameters.
2. Materials and Methods
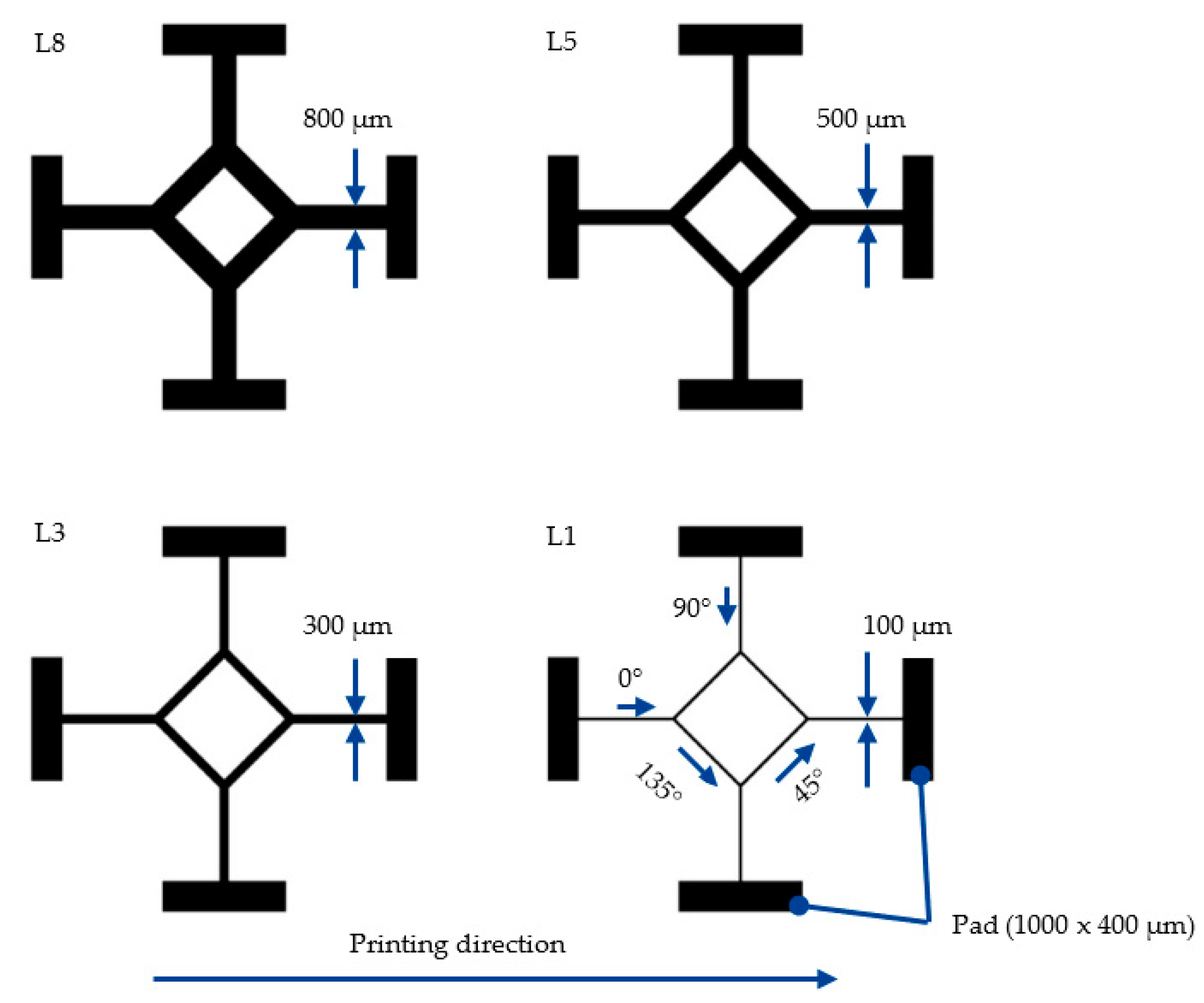
2.1. Experimental Design for Printing
2.1.1. Materials and Pretreatment
2.1.2. Printing
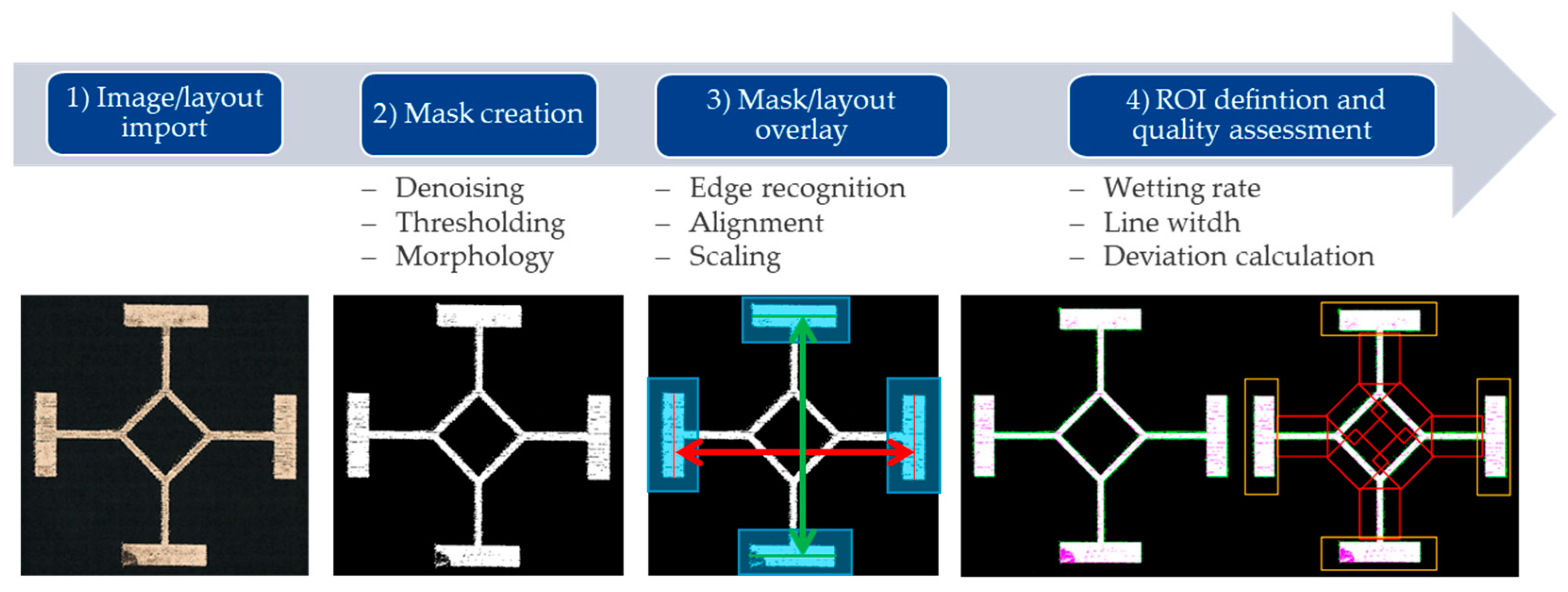
2.2. Microscope Imaging and Image Analysis
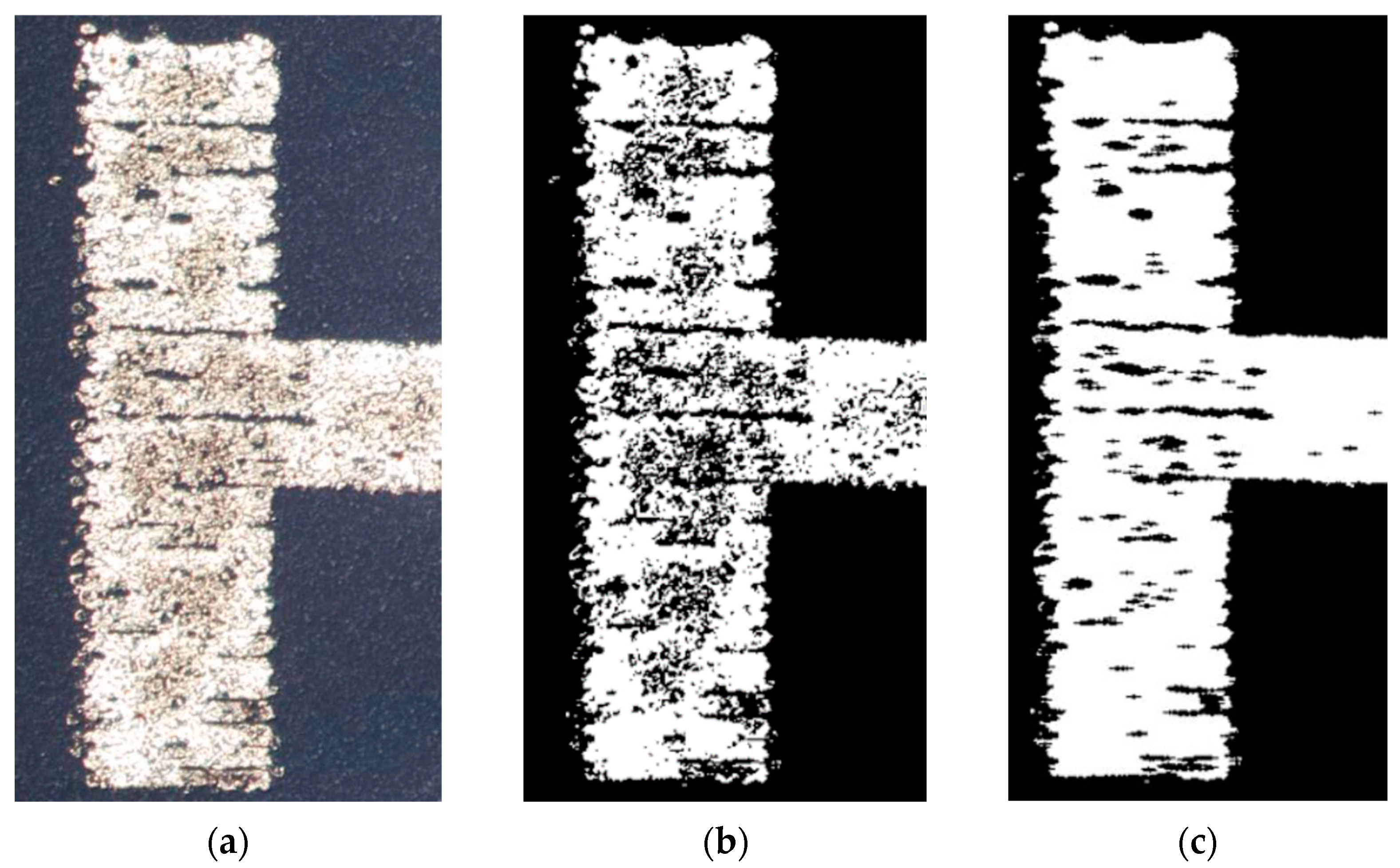
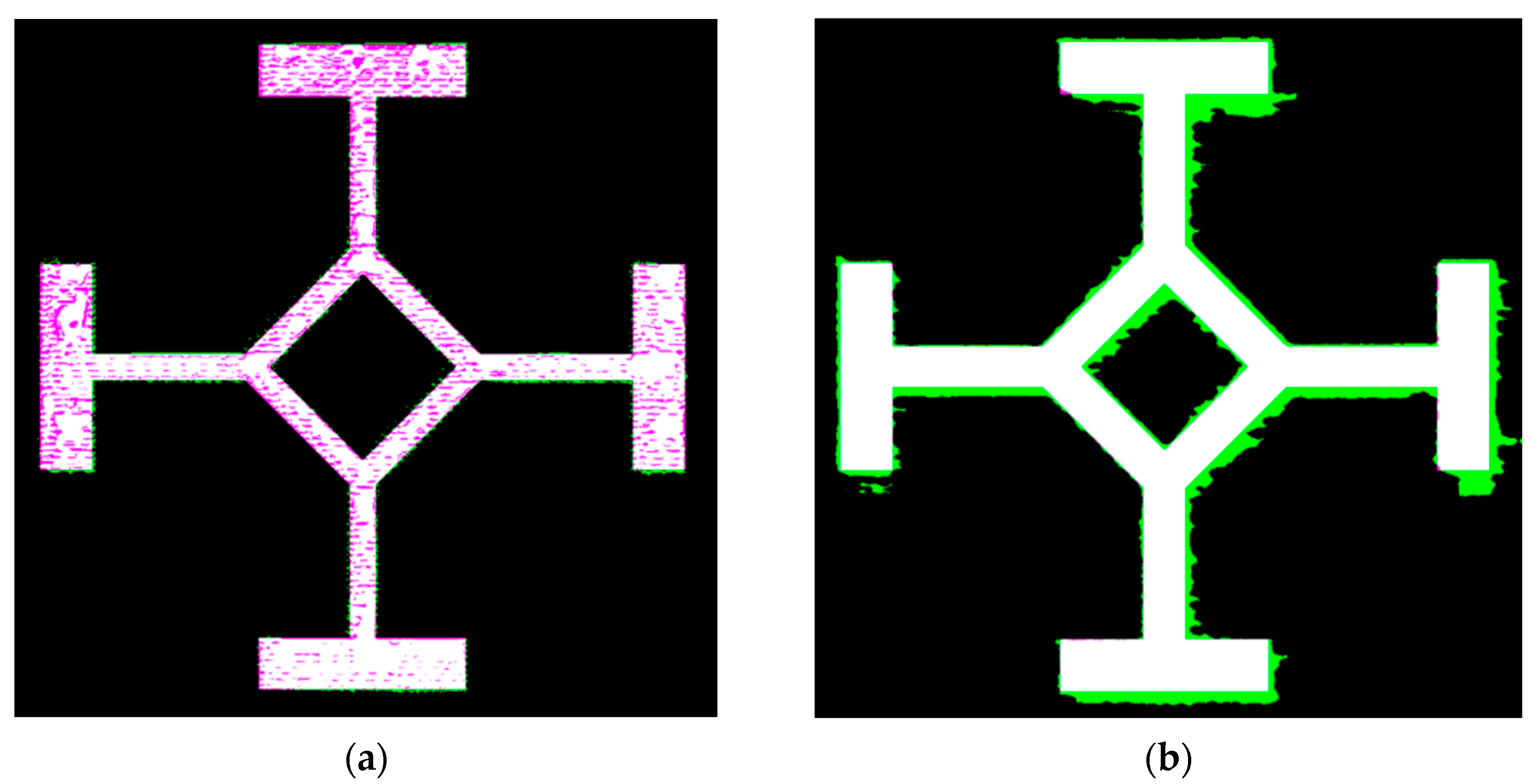
2.2.1. Mask Creation
2.2.2. Mask/Layout Overlay
2.2.3. ROI Definition and Quality Assessment
3. Results
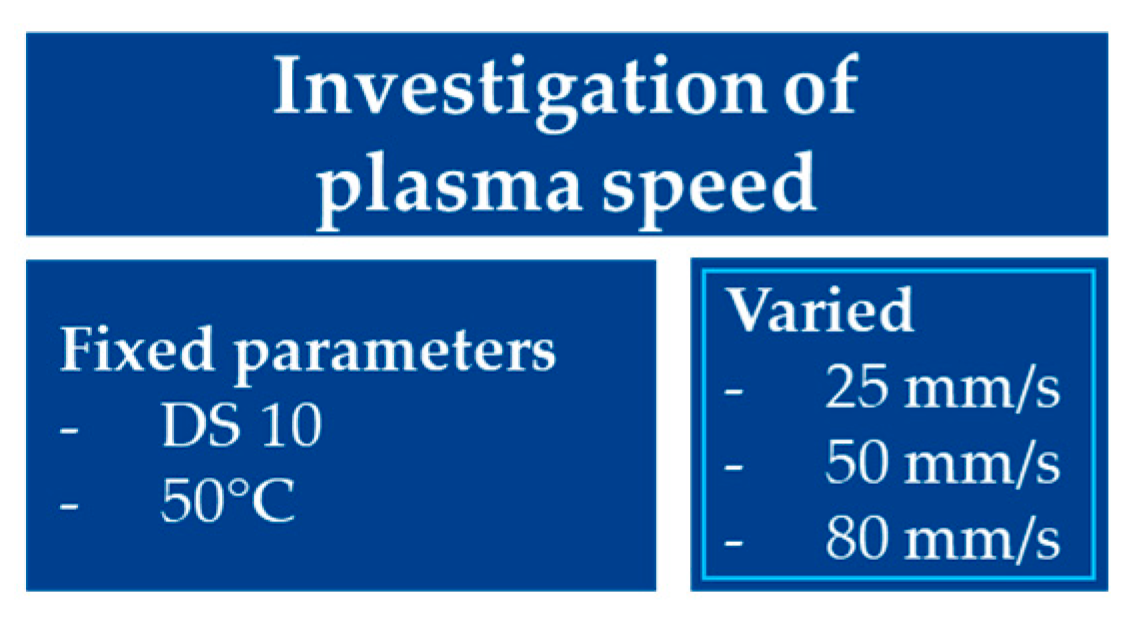
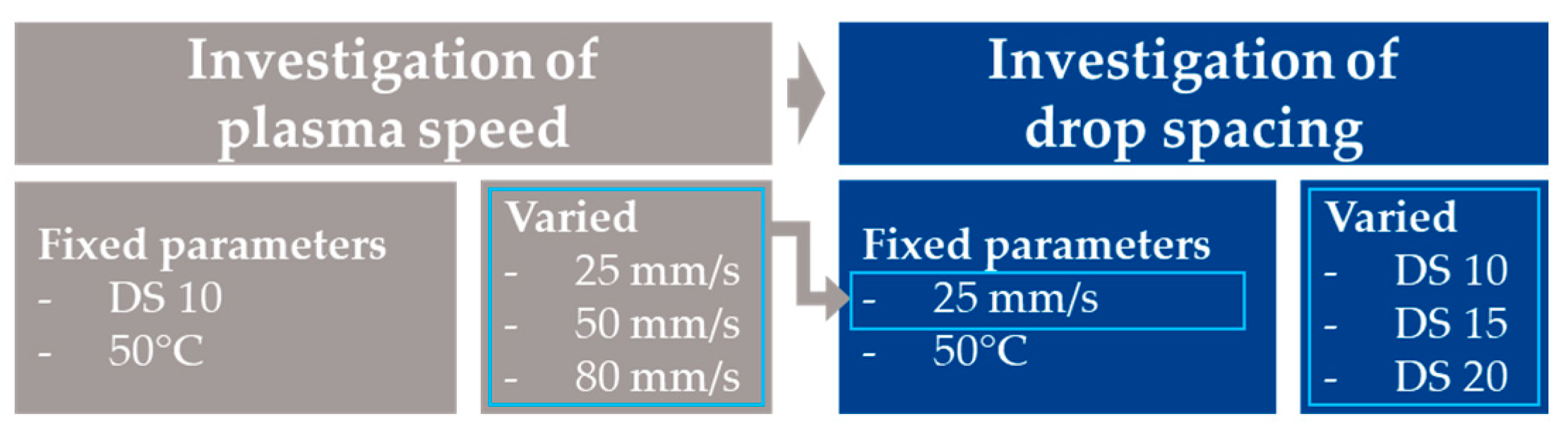
3.1. Plasma Speed
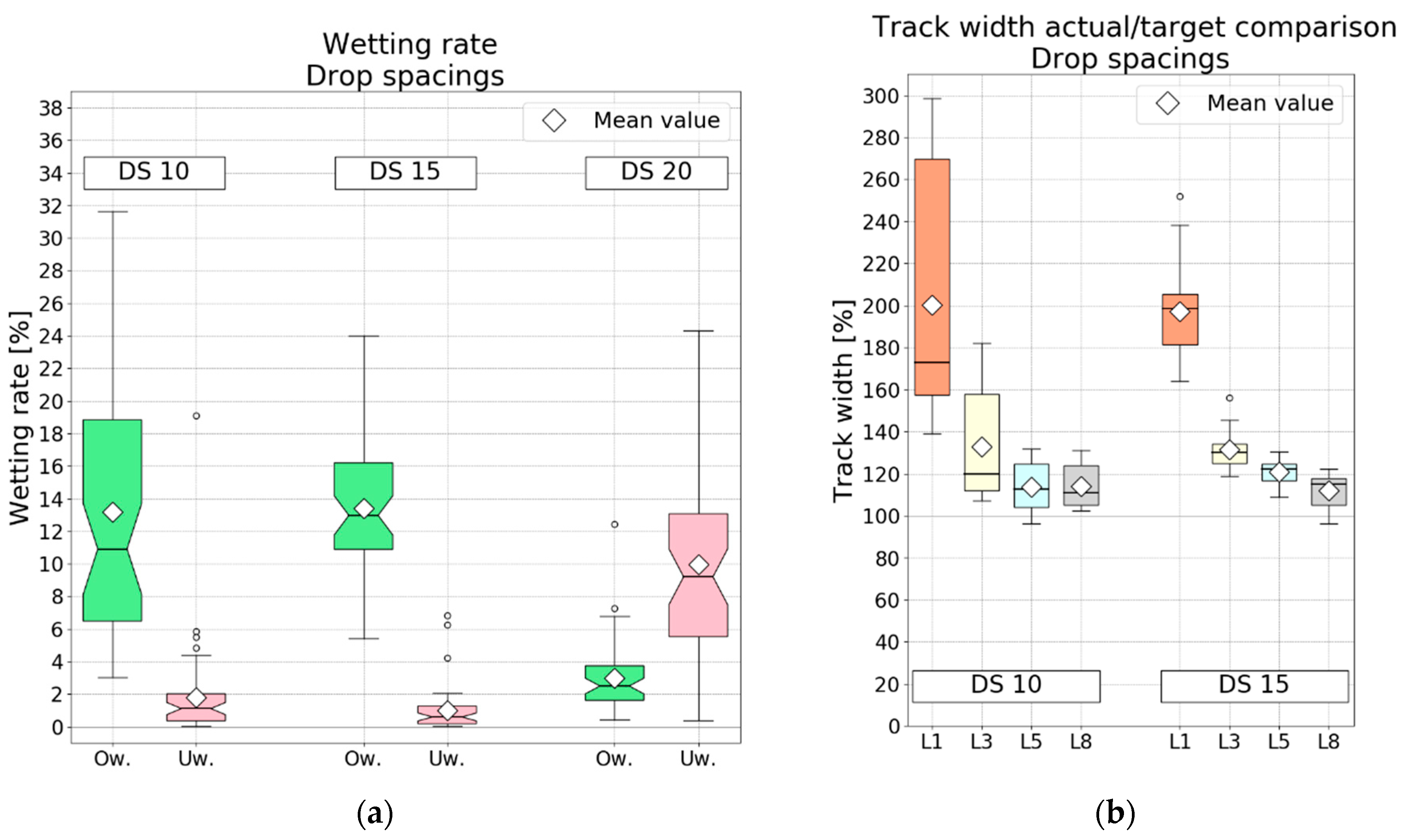
3.2. Drop Spacing
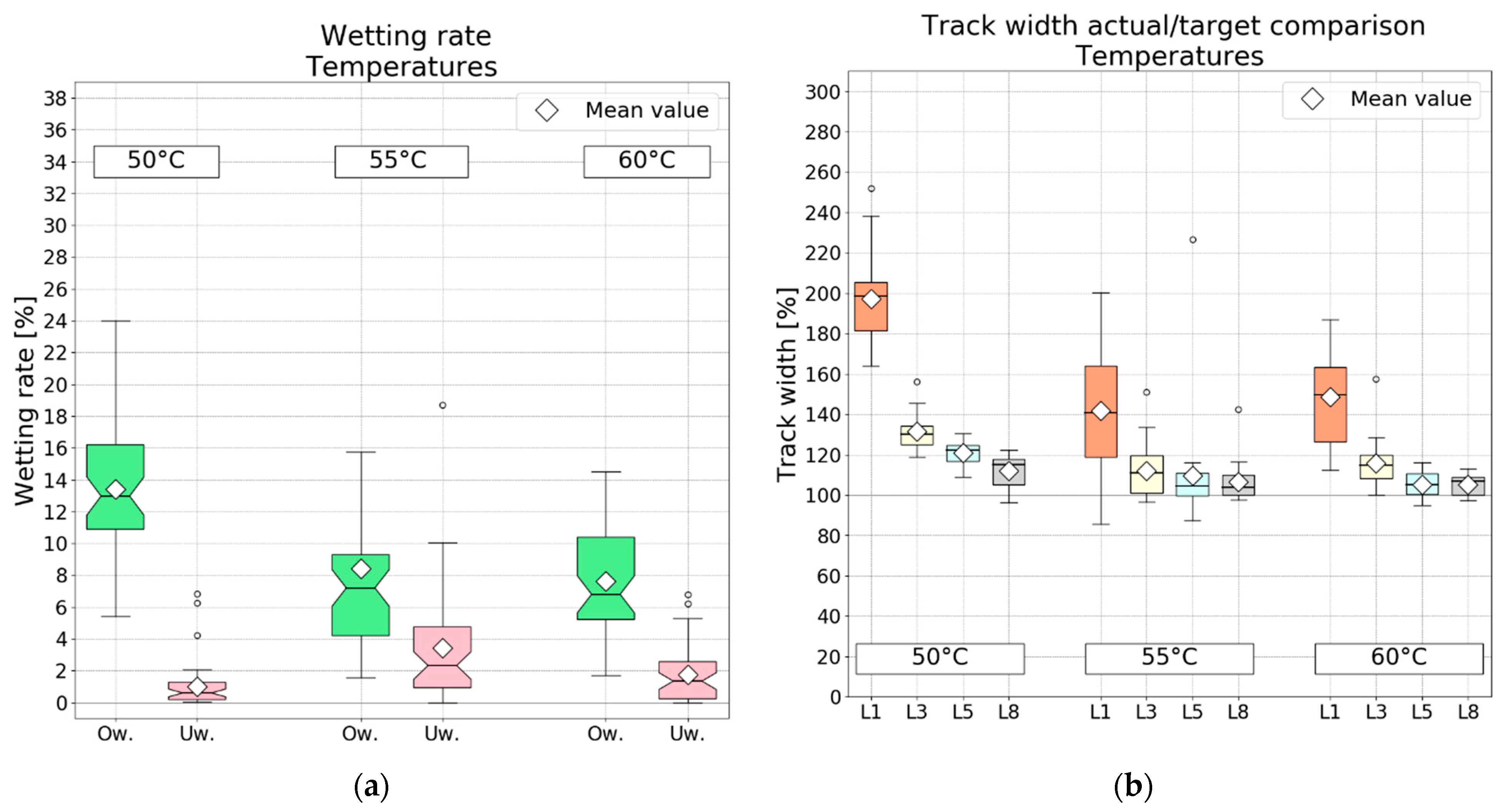
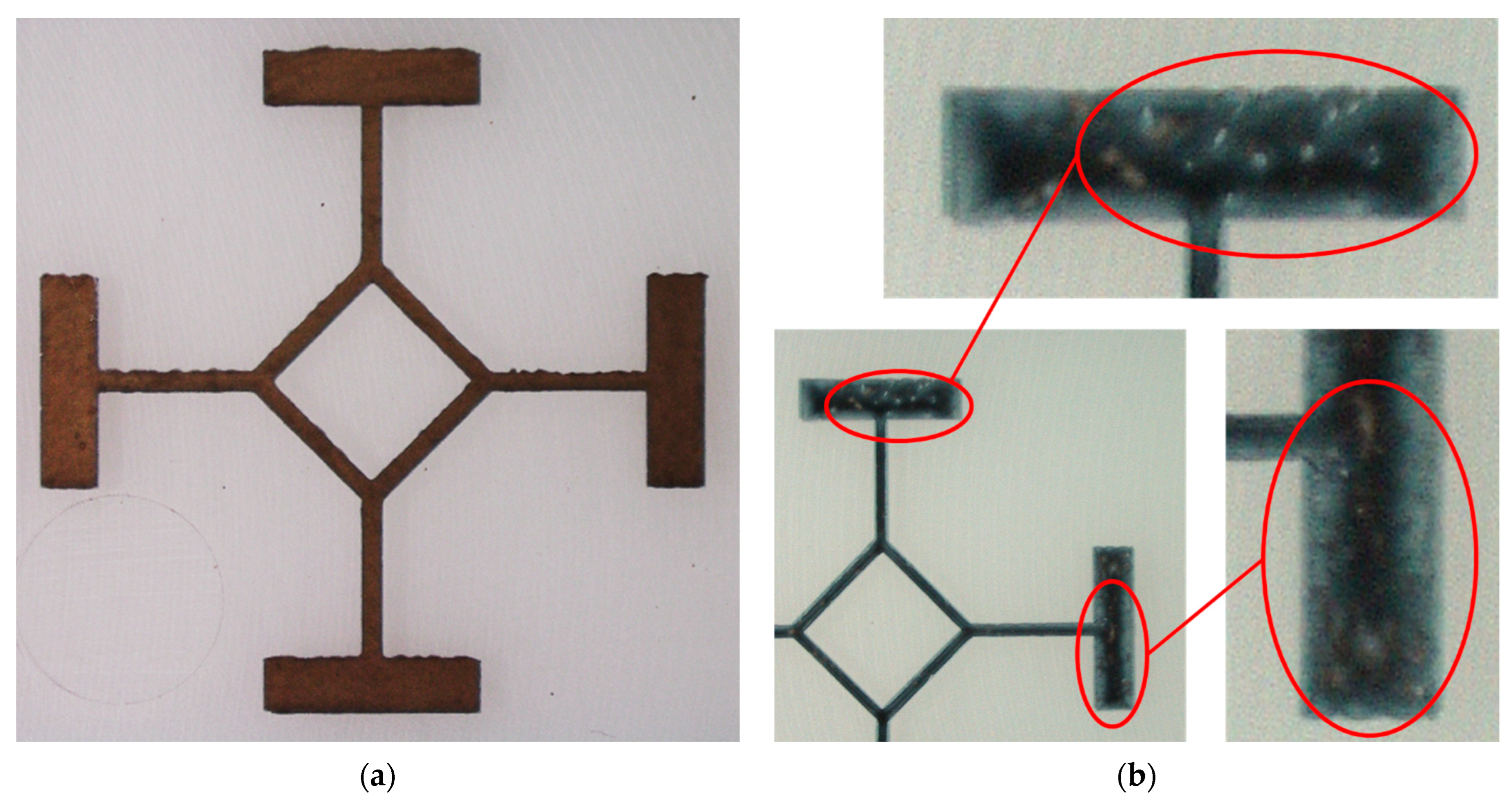
3.3. Substrate Temperature
4. Discussion and Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Trotter, M.; Juric, D.; Bagherian, Z.; Borst, N.; Gläser, K.; Meissner, T.; von Stetten, F.; Zimmermann, A. Inkjet-Printing of Nanoparticle Gold and Silver Ink on Cyclic Olefin Copolymer for DNA-Sensing Applications. Sensors 2020, 20, 1333. [Google Scholar] [CrossRef] [PubMed]
- Hussin, H.; Soin, N.; Wan Muhamad Hatta, S.F.; Md Rezali, F.A.; Abdul Wahab, Y. Review—Recent Progress in the Diversity of Inkjet-Printed Flexible Sensor Structures in Biomedical Engineering Applications. J. Electrochem. Soc. 2021, 168, 077508. [Google Scholar] [CrossRef]
- Wiklund, J.; Karakoç, A.; Palko, T.; Yiğitler, H.; Ruttik, K.; Jäntti, R.; Paltakari, J. A Review on Printed Electronics: Fabrication Methods, Inks, Substrates, Applications and Environmental Impacts. J. Manuf. Mater. Process. 2021, 5, 89. [Google Scholar] [CrossRef]
- Cinquino, M.; Prontera, C.T.; Zizzari, A.; Giuri, A.; Pugliese, M.; Giannuzzi, R.; Monteduro, A.G.; Carugati, M.; Banfi, A.; Carallo, S.; et al. Effect of Surface Tension and Drying Time on Inkjet-Printed PEDOT:PSS for ITO-Free OLED Devices. J. Sci. Adv. Mater. Devices 2021, 7, 100394. [Google Scholar] [CrossRef]
- Zapka, W. (Ed.) Handbook of Industrial Inkjet Printing: A Full System Approach; Wiley-VCH GmbH & Co. KGaA: Weinheim, Germany, 2017; ISBN 9783527687169. [Google Scholar]
- Zhou, L.; Chen, X.; Su, W.; Cui, Z.; Lai, W.-Y. In-Depth Investigation of Inkjet-Printed Silver Electrodes over Large-Area: Ink Recipe, Flow, and Solidification. Adv. Mater. Interfaces 2022, 9, 2102548. [Google Scholar] [CrossRef]
- Guo, Y.; Patanwala, H.; Bognet, B.; Ma, A. Inkjet and Inkjet-Based 3D Printing: Connecting Fluid Properties and Printing Performance. Rapid Prototyp. J. 2017, 23, 562–576. [Google Scholar] [CrossRef]
- Zea, M.; Moya, A.; Villa, R.; Gabriel, G. Reliable Paper Surface Treatments for the Development of Inkjet-Printed Electrochemical Sensors. Adv. Mater. Interfaces 2022, 9, 2200371. [Google Scholar] [CrossRef]
- Brishty, F.P.; Urner, R.; Grau, G. Machine Learning Based Data Driven Inkjet Printed Electronics: Jetting Prediction for Novel Inks. Flex. Print. Electron. 2022, 7, 015009. [Google Scholar] [CrossRef]
- Schlisske, S.; Raths, S.; Ruiz-Preciado, L.A.; Lemmer, U.; Exner, K.; Hernandez-Sosa, G. Surface Energy Patterning for Ink-Independent Process Optimization of Inkjet-Printed Electronics. Flex. Print. Electron. 2021, 6, 015022. [Google Scholar] [CrossRef]
- Lawrence, J.; Li, L. Modification of the Wettability Characteristics of Polymethyl Methacrylate (PMMA) by Means of CO2, Nd:YAG, Excimer and High Power Diode Laser Radiation. Mater. Sci. Eng. A 2001, 303, 142–149. [Google Scholar] [CrossRef]
- Hu, S.; Zhu, W.; Yang, W.; Li, M. Morphology Simulation of Drop-on-Demand Inkjet-Printed Droplets. Npj Flex. Electron. 2022, 6, 64. [Google Scholar] [CrossRef]
- Bischoff, P.; Carreiro, A.V.; Kroh, C.; Schuster, C.; Härtling, T. En Route to Automated Maintenance of Industrial Printing Systems: Digital Quantification of Print-Quality Factors Based on Induced Printing Failure. J. Sens. Sens. Syst. 2022, 11, 277–285. [Google Scholar] [CrossRef]
- Arnal, A.; Terés, L.; Ramon, E. Organic and Printed Process Design Kits: Review, Analysis and Comparison. Flex. Print. Electron. 2021, 6, 033001. [Google Scholar] [CrossRef]
- Diaz, E.; Ramon, E.; Carrabina, J. Inkjet Patterning of Multiline Intersections for Wirings in Printed Electronics. Langmuir 2013, 29, 12608–12614. [Google Scholar] [CrossRef] [PubMed]
- Vila, F.; Pallarès, J.; Ramon, E.; Terés, L. A Systematic Study of Pattern Compensation Methods for All-Inkjet Printing Processes. IEEE Trans. Compon. Packag. Manuf. Technol. 2016, 6, 630–636. [Google Scholar] [CrossRef]
- Mashayekhi, M.; Conde, A.; Ng, T.N.; Mei, P.; Ramon, E.; Martinez-Domingo, C.; Alcalde, A.; Terés, L.; Carrabina Bordoll, J. Inkjet Printing Design Rules Formalization and Improvement. J. Disp. Technol. 2015, 11, 658–665. [Google Scholar] [CrossRef]
- Kwon, J.; Baek, S.; Lee, Y.; Tokito, S.; Jung, S. Layout-to-Bitmap Conversion and Design Rules for Inkjet-Printed Large-Scale Integrated Circuits. Langmuir 2021, 37, 10692–10701. [Google Scholar] [CrossRef] [PubMed]
- Brishty, F.P.; Grau, G. Machine Vision Methodology for Inkjet Printing Drop Sequence Generation and Validation. Flex. Print. Electron. 2021, 6, 035009. [Google Scholar] [CrossRef]
- Gengenbach, U.; Ungerer, M.; Koker, L.; Reichert, K.-M.; Stiller, P.; Allgeier, S.; Köhler, B.; Zhu, X.; Huang, C.; Hagenmeyer, V. Automated Fabrication of Hybrid Printed Electronic Circuits. Mechatronics 2020, 70, 102403. [Google Scholar] [CrossRef]
- von Stetten, F.; Kuderer, M.; Gläser, K. Universelle Mediatorsonden Plattform mit Elektrochemischer Detektion zur Mobilen Point of Care DNA-Diagnostik (Mobi-E); Schlussbericht Zu IGF-Vorhaben Nr. 19364N; Hahn-Schickard, Insitut für Mikrosystemtechnik Uni Freiburg: Stuttgart, Germany, 2020. [Google Scholar]
- Organization for Small & Medium Enterprises and Regional Innovation. Corporate Profile C-INK Co., Ltd. Catalogue. 2018. Available online: https://jgoodtech.smrj.go.jp/en_US/web/page/corp/-/info/JC0000000013257/appeal/eng?get-similar-corp-id=JC0000000013257&freeWord= (accessed on 22 December 2022).
- C-INK Co., Ltd. Safety Data Sheet—Drycure Au-J 1010B. 2018. Available online: https://www.cink.jp/en/data (accessed on 22 December 2022).
- Fujifilm Dimatix, Inc. Dimatix Materials Printer DMP-2850 Data Sheet. 2019. Available online: https://www.fujifilm.com/de/en/business/inkjet-solutions/deposition-products/dmp-2850/support (accessed on 22 December 2022).
- Fujifilm Dimatix, Inc. Guidance on How to Use the New Samba Cartridge Product Data Sheet PDS00142—Dimatix Materials Cartridge—Samba Cartridge. 2021. Available online: http://dimatix-5352080.hs-sites.com/samba-how-to (accessed on 22 December 2022).
- Fujifilm Dimatix, Inc. FUJIFILM Dimatix Materials Printer DMP-2800 Series User Manual 2010. Available online: https://content.ilabsolutions.com/wp-content/uploads/2016/11/DMP-2800-Users-Guide-Version-2.0-6.pdf (accessed on 22 December 2022).
- Kaur, G.; Kaur, R. Image De-Noising Using Wavelet Transform and Various Filters. Int. J. Res. Comput. Sci. 2012, 2, 15–21. [Google Scholar] [CrossRef]
- Image Filtering Using Convolution in OpenCV|LearnOpenCV. 2021. Available online: https://learnopencv.com/image-filtering-using-convolution-in-opencv/ (accessed on 14 October 2022).
- Paris, S.; Kornprobst, P.; Tumblin, J.; Durand, F. A Gentle Introduction to Bilateral Filtering and Its Applications. 130. Available online: https://people.csail.mit.edu/sparis/bf-course (accessed on 14 October 2022).
- Bildfilter: Gaußsche Unschärfe. Available online: https://ichi.pro/de/bildfilter-gausssche-unscharfe-258620841755057 (accessed on 14 October 2022).
- Bora, D.J.; Gupta, A.K.; Khan, F.A. Comparing the Performance of L*A*B* and HSV Color Spaces with Respect to Color Image Segmentation. arXiv 2015, arXiv:1506.01472. [Google Scholar]
- Otsu, N. A Threshold Selection Method from Gray-Level Histograms. IEEE Trans. Syst. Man Cybern. 1979, 9, 62–66. [Google Scholar] [CrossRef]
- Ledda, A. Mathematical Morphology in Image Processing; Universität Gent: Gent, Belgium, 2007. [Google Scholar]
- Smith, S.W. The Scientist and Engineer’s Guide to Digital Signal Processing, 2nd ed.; California Technical Pub.: San Diego, CA, USA, 1999; ISBN 9780966017670. [Google Scholar]
- The Normal Distribution—Sociology 3112—Department of Sociology—The University of Utah. Available online: https://soc.utah.edu/sociology3112/normal-distribution.php (accessed on 8 November 2022).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters [Unit] (Measuring Condition) | Au J 1010B |
|---|---|
| Ink composition [wt%] | Au content concentration 10/ water and additives 90 |
| Viscosity [mPA s] (25 °C) | 10 |
| Surface tension [mN/m] (dispersive/polar share) | 30 32.6 (28.4/4.2) |
| Metal particle size [nm] | 15–20 |
| Volume resistivity [Ωcm] | 5 × 10−5 |
| Specifications | ||
|---|---|---|
| Printer | Printable area (substrate size x thickness [mm]) | 210 × 260 × 25 |
| Substrate holder temperature [°C] | 28 to 60 | |
| Cartridge | Nozzles | 12 |
| drop size [pL] | 2.4–10.0 | |
| Native resolution [DPI] | 75 | |
| Jetting frequency [kHz] | max. 15 | |
| Achievable dot size [µm] | 30 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Horter, T.; Ruehl, H.; Yang, W.; Chiang, Y.-S.; Glaeser, K.; Zimmermann, A. Image Analysis Based Evaluation of Print Quality for Inkjet Printed Structures. J. Manuf. Mater. Process. 2023, 7, 20. https://doi.org/10.3390/jmmp7010020
Horter T, Ruehl H, Yang W, Chiang Y-S, Glaeser K, Zimmermann A. Image Analysis Based Evaluation of Print Quality for Inkjet Printed Structures. Journal of Manufacturing and Materials Processing. 2023; 7(1):20. https://doi.org/10.3390/jmmp7010020
Chicago/Turabian StyleHorter, Tim, Holger Ruehl, Wenqi Yang, Yu-Sheng Chiang, Kerstin Glaeser, and André Zimmermann. 2023. "Image Analysis Based Evaluation of Print Quality for Inkjet Printed Structures" Journal of Manufacturing and Materials Processing 7, no. 1: 20. https://doi.org/10.3390/jmmp7010020
APA StyleHorter, T., Ruehl, H., Yang, W., Chiang, Y.-S., Glaeser, K., & Zimmermann, A. (2023). Image Analysis Based Evaluation of Print Quality for Inkjet Printed Structures. Journal of Manufacturing and Materials Processing, 7(1), 20. https://doi.org/10.3390/jmmp7010020