After printing the different samples, observations and measurements were performed to evaluate the limit of each process used to print architected structures as well as to compare their capabilities. Thus, in the first step, macroscopic observations with qualitative comparisons were realized. Then, these analyses were enriched with microscopic observations using X-ray tomography and local dimensional analyses to verify the quality of the printing of the struts. Finally, these observations were correlated with mass measurements to compare the expected theoretical masses with those obtained.
3.1. Printing Quality
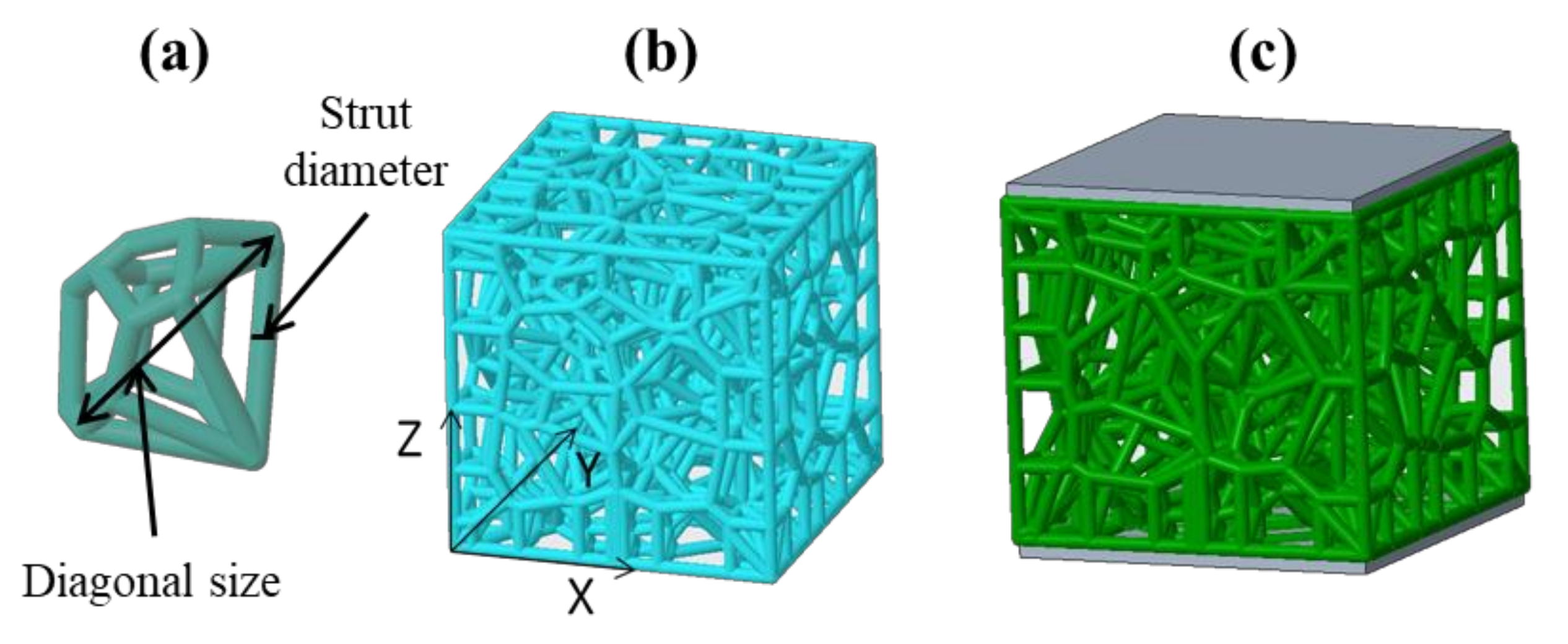
The macroscopic observations evaluated the printing quality of the printed samples, which can be linked to the capability limit of each process. The three processes used were able to print samples with strut diameters superior to 0.5 mm with relatively good quality. Samples with strut diameters less than 0.5 mm were printed with several major defects visible to the naked eye (
Figure 3). The same observation has been made previously on metal lattices obtained with the LPBF process [
21]. For the SLA process, these defects included missing and/or unprinted struts (samples 02 and 03) as well as the presence of non-cured or partially cured resin (sample 02) that could not be cleaned by the post-processing. Sample 01 has not been printed. For the FFF process, we observe a printing lack of struts in some areas and a poor quality for the printed struts which were characterized by the presence of printing residues in the form of fine filaments between them. Sample 01 could only be partially printed (
Figure 3). Additionally, for the SLS process, even if all the specimens could be printed, it is very clear that the thickness of the struts is higher than the one modeled and we observed cavities that were completely closed because of the powder that stays stuck on the struts and trapped inside the structures.
To make the comparison more consistent, for the rest of the study we limited the analysis to the comparison and measurements made on samples with a strut diameter higher than 0.5 mm and which have been printed correctly by all the processes. Thus, the macroscopic observations showed that, even if some samples could be printed, the actual dimensions do not correspond to the targeted dimensions.
Figure 3 illustrates this fact very well: one can observe that the external samples dimensions are greater than the targeted one of 10 mm. Moreover, since these observations were made from outside, we cannot distinguish the printing quality in the core of the samples where struts may not be printed or even material may be trapped. To support these hypotheses, we proposed first to make tomographic observations and then mass comparisons.
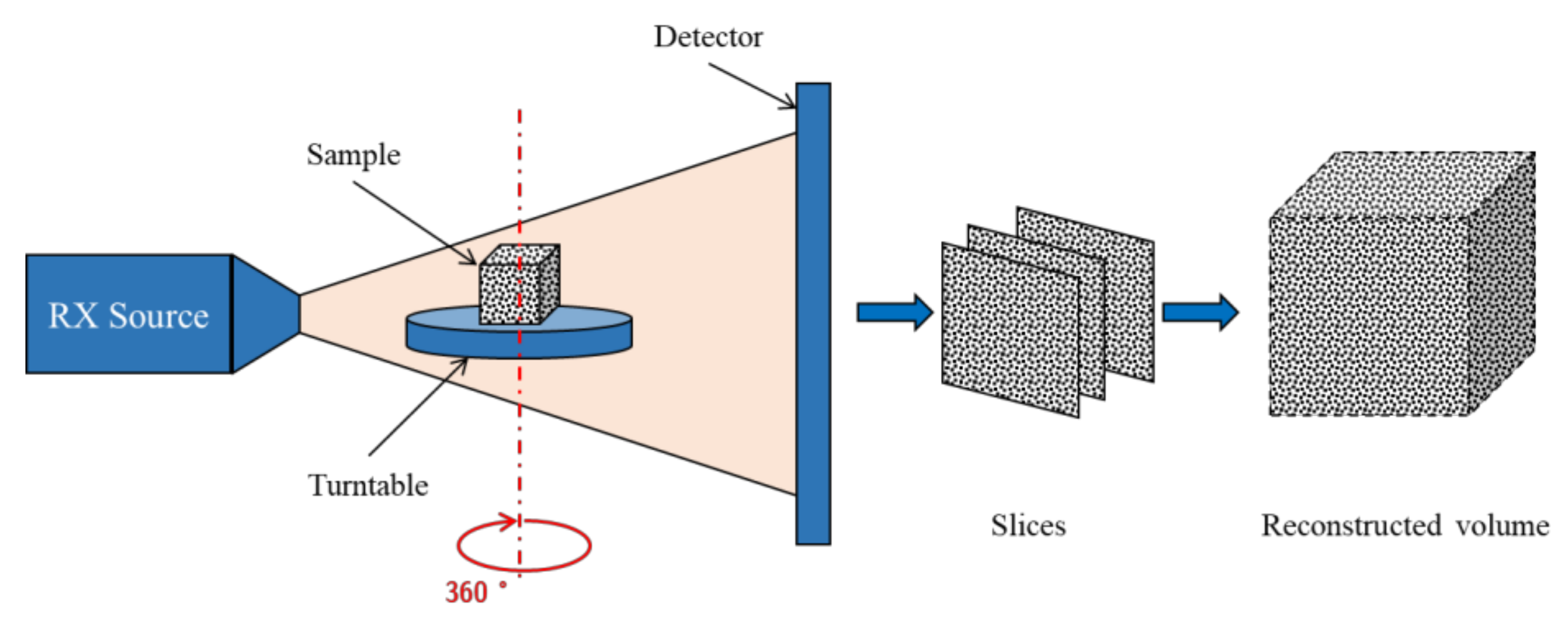
To enhance the macroscopic observations, X-ray tomography observations were performed on the printed samples. The principle of this technique consists of making an X-ray beam pass through the sample at a specific position and recording the beam transmitted by a detector in the form of an image (
Figure 4). Several 2D images are acquired at different rotation angles and the slices obtained are then used to reconstruct the three-dimensional image using dedicated algorithms [
22]. Using this technique and by post-processing the reconstructed volumes with the VGSTUDIO MAX software (Volume Graphics, Charlotte, NC, USA) from the VOLUME GRAPHICS products, one can make non-destructive analyses that give access to the various details of the internal structure: local dimensions, shape, local defects, porosities, etc. This software provides colored images according to the 3D thickness (at local and global scales) of the material’s pattern that is suitable to visualize these details and to highlight them. Since our images were taken at different magnifications, the color code is not relevant and will not be exploited after.
All tomographic scans were performed with an X-ray tomograph RX SOLUTIONS DESKTOM 150 (RX Solutions, France) in simple tomography mode. The main parameters used are: tube power 10 W, voltage 60 kV, intensity 166 µA, voxel size 10 µm and an acquisition time for each scan of 2 h and 30 min.
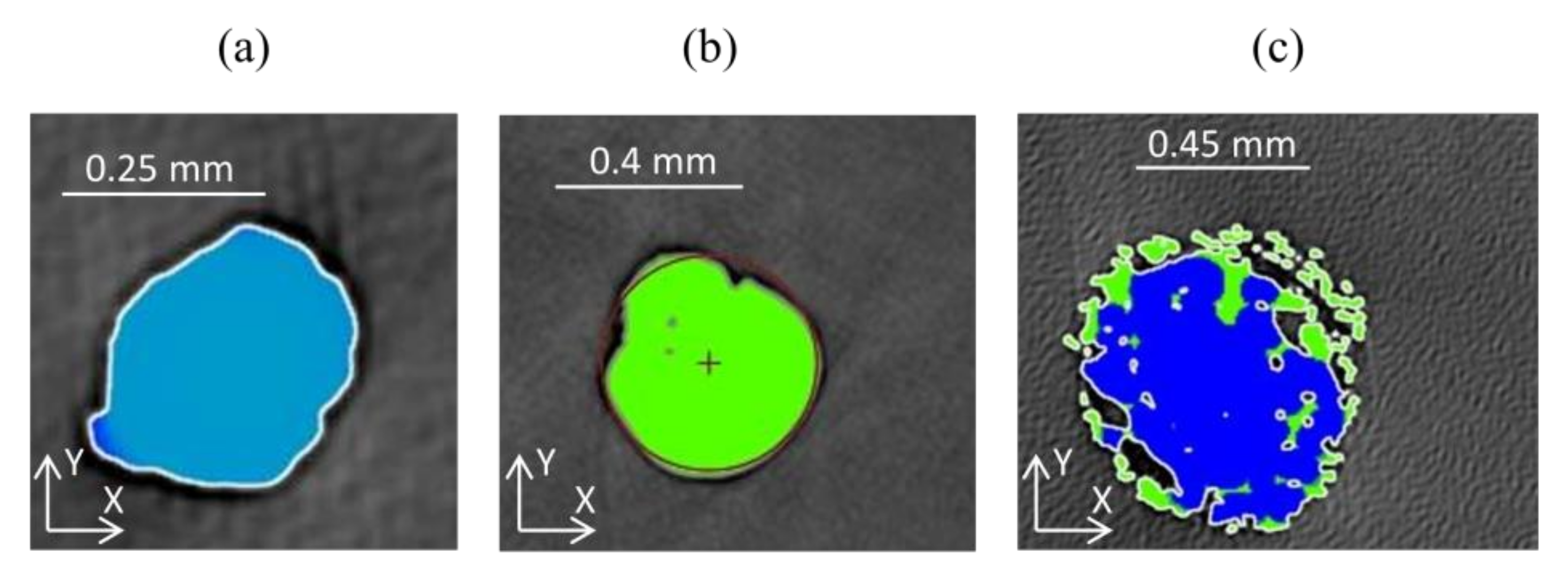
The tomographic observations of the samples obtained by SLA show the best printing quality with little or no porosity (
Figure 5a). Even with this good quality, there were some unprinted zones on the struts or at the nodes, which were mainly located on the borders, which agrees with the observations made by Qi et al. [
23]. The struts were printed with regular sections and their intersections, at the level of the nodes, were obtained with a rather soft rounding, which would give good mechanical properties to the structure (
Figure 5a). Finally, no porosities were observed within the material of the struts and nodes, which would influence the dimensional quality or the excess mass (this is discussed later).
For the samples obtained by FFF, a lower quality is observed compared to that obtained by the SLA process, even if it remains acceptable (
Figure 5b). Even though the process parameters have been optimized, printing residues remain and were observed on all the samples, as highlighted by previous studies [
24]. These residues are mainly due to the displacement of the nozzle between an area where the printing is finished and the next point to print. During this displacement, the nozzle passes over empty places and the material flows out of the print head.
This phenomenon, known as “angel hair”, depends on the fused material, temperature and speed of the flowrate. We can clearly distinguish each stacked layer, as highlighted by [
25], due to its rounded contour along the edges of both vertical and inclined struts. This gives the struts an obvious surface irregularity that, because of their less rounded junctions at the level of the nodes (
Figure 5b), could affect the mechanical performance of the structures. Important porosities were also observed, both in the struts and the plates, which were caused by the non-coalescence between layers but also unprinted areas on the struts, as well as at the nodes. At this stage, we can consider that porosity is the most dominant defect that will generate mass differences (this is discussed later).
Finally, the tomographic analyses of the samples obtained by SLS show that the printing quality is very defective compared to the other two processes (
Figure 5c). The most prevalent defects are the presence of non-fused powder on the struts and in the internal cavities that could not be removed with the post-treatment process, a high rate of porosity on the struts and at the nodes, the presence of sharp edges on the nodes and the presence of unprinted areas. All these defects are attributed to the lack or partial fusion of the powder in the areas concerned, which generates surfaces with a significant roughness. These observations are consistent with the results of the literature on powder bed fusion ([
26] for the SLM (Selective Laser Melting) process, [
27] for the EBM (Electron Beam Melting) process, [
21,
28] for the LPBF process) and material extrusion (FFF process [
29]).
3.2. Dimensional and Geometric Analysis
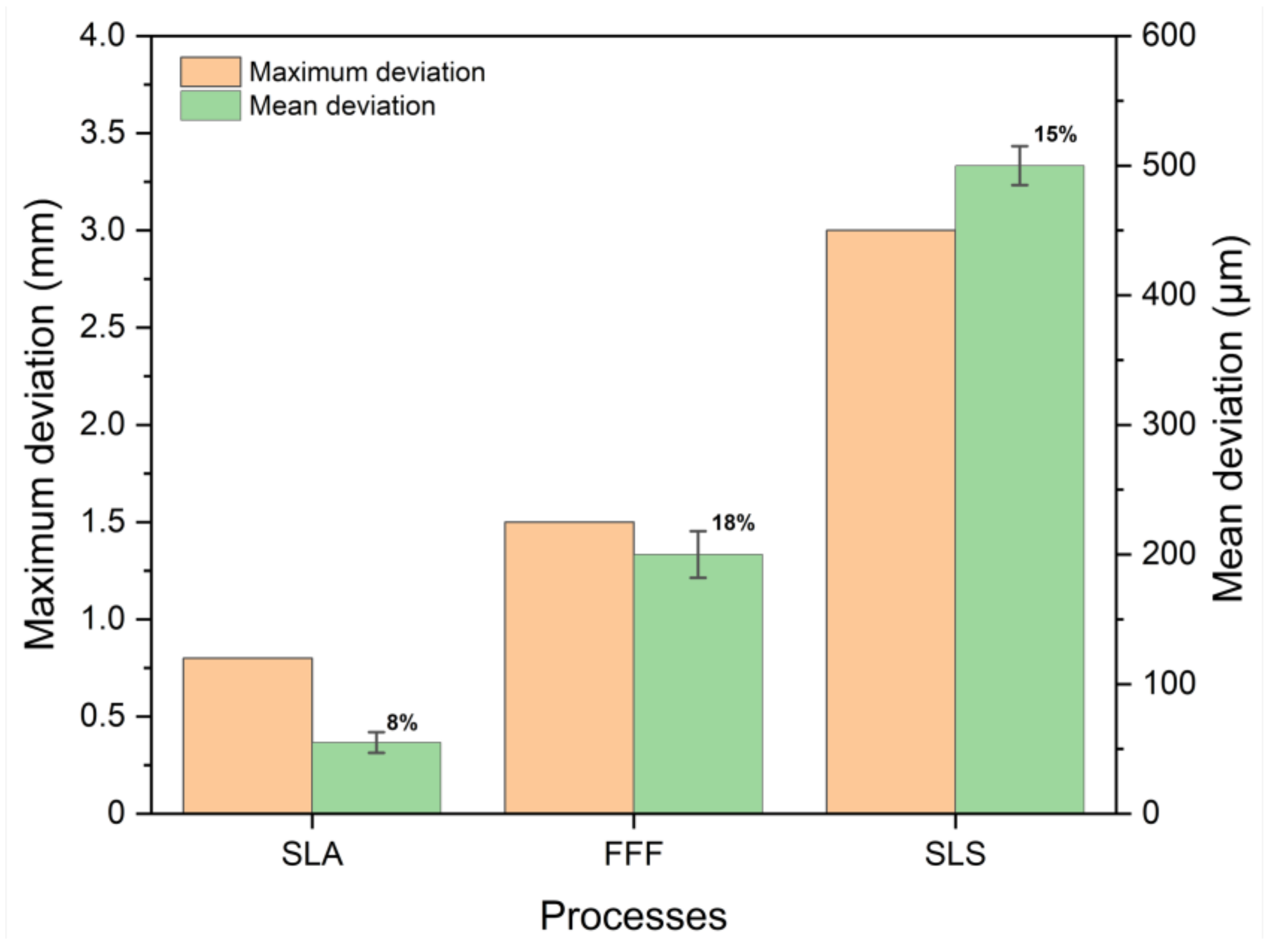
The tomographic analyses also enabled measurements to be taken to evaluate the dimensional and geometrical accuracy of the printed structures. For the dimensional analysis, the volume of each reconstructed structure after the tomographic scan is compared to the CAD model, which is used as a reference, to evaluate the dimensional deviation of both the elements (struts, nodes and plates) and the structure. This comparison was performed using the “CloudCompare” software (Open source, France), which compares two volumes. The results obtained on three samples 05 obtained with the three processes are shown in
Figure 6, where the maximum and mean deviations are plotted. The value given on the bars corresponds to the standard deviation of the measured mean deviations for each configuration. We observed a small dimensional deviation of the sample printed with the SLA process compared to the CAD model. The average deviation was 55 µm both at the level of printed elements and the structure. The maximum deviation was about 0.8 mm, probably measured at the structure level (length of 10 mm) on the plates, which represents less than 10% deviation and remains acceptable. This small deviation can be explained by the good printing quality discussed above. For the FFF process, the average dimensional deviation reached 200 µm before getting worse; for the SLS process it reached 500 µm. The deviation of the dimensions of the plates, and thus of the sample, is around 3 mm for SLS, as illustrated in the images in
Figure 5. This important difference is explained by the excess of powder stuck around the struts and on the plates.
Geometric accuracy analyses were conducted on the struts to verify their coherence with the CAD model, since the tomographic observations showed that the cylindricity of the struts is affected by the three processes due to stacking the layers on each other. In this case, different slices of the reconstructed volumes are compared to the CAD model used as a reference to evaluate their deviation. As we obtained a lot of 3D data, we could not present all of it and we have chosen to present some relevant examples.
The SLA process (
Figure 7a) is the one that obtained the most cylindrical struts with a very negligible deviation from the CAD model, regardless of the orientation of the branches (vertical, inclined or horizontal). This fact can be explained by the precision of the equipment used, as well as the principle of the technique used, which photopolymerizes the necessary quantity of a liquid raw material and does not generate an excess of unusable material with no residual thermal effect affecting the polymerization of following layers. In the FFF process (
Figure 7b), the cylindricity is not completely preserved and we obtained struts with a zigzag shape on the contour due to the superposition of the layers by the head of the nozzle. As a result, printed layers were obtained that are clearly identifiable and displaced from one another, producing an alternation of sections that have variable dimensions. This shift in the section positions may possibly be due to the nozzle positioning precision from one layer to another. The orientation of the struts influences the cylindricity. Indeed, the vertical struts are of better quality than the others. The horizontal struts are those with the worst quality, as can be seen in the image (
Figure 7b) where the struts contain more defects due to the lack of support layer during the deposition of the first layer, as well as the effect of its bending.
Finally, the SLS process (
Figure 7c) is the one where the cylindricity of the struts is the most affected. This poor quality is due to the high presence of porosities on the borders associated with the lack of material in some places and/or the presence of stuck powder residue. All this can be explained by the limits of the process used in relation to the accuracy expected.
Concerning the eccentricity of the struts, the tomographic analyses highlighted that the SLA process is the most respectful of this property. Indeed, the circular shape of the sections of the struts is globally respected even if there are some discontinuities and imperfections at the borders when switching from one layer to another (
Figure 8a). These heterogeneities can be attributed to the laser beam alignment precision and possibly to the polymerization of the peripheral zones of the desired section. For the FFF process, the respect for the strut sections eccentricity remains acceptable, despite the presence of imperfections at the borders (
Figure 8b). One should remember that a 0.2 mm diameter nozzle was used to fill the desired diameter, so the heterogeneities can be explained by the excess of material deposited at each layer and/or the precision of the alignment and trajectory of the nozzle. Finally, for the SLS process, the circular profile is highly affected firstly by the discontinuities and secondly by the powder residues and high porosity rate (
Figure 8c).
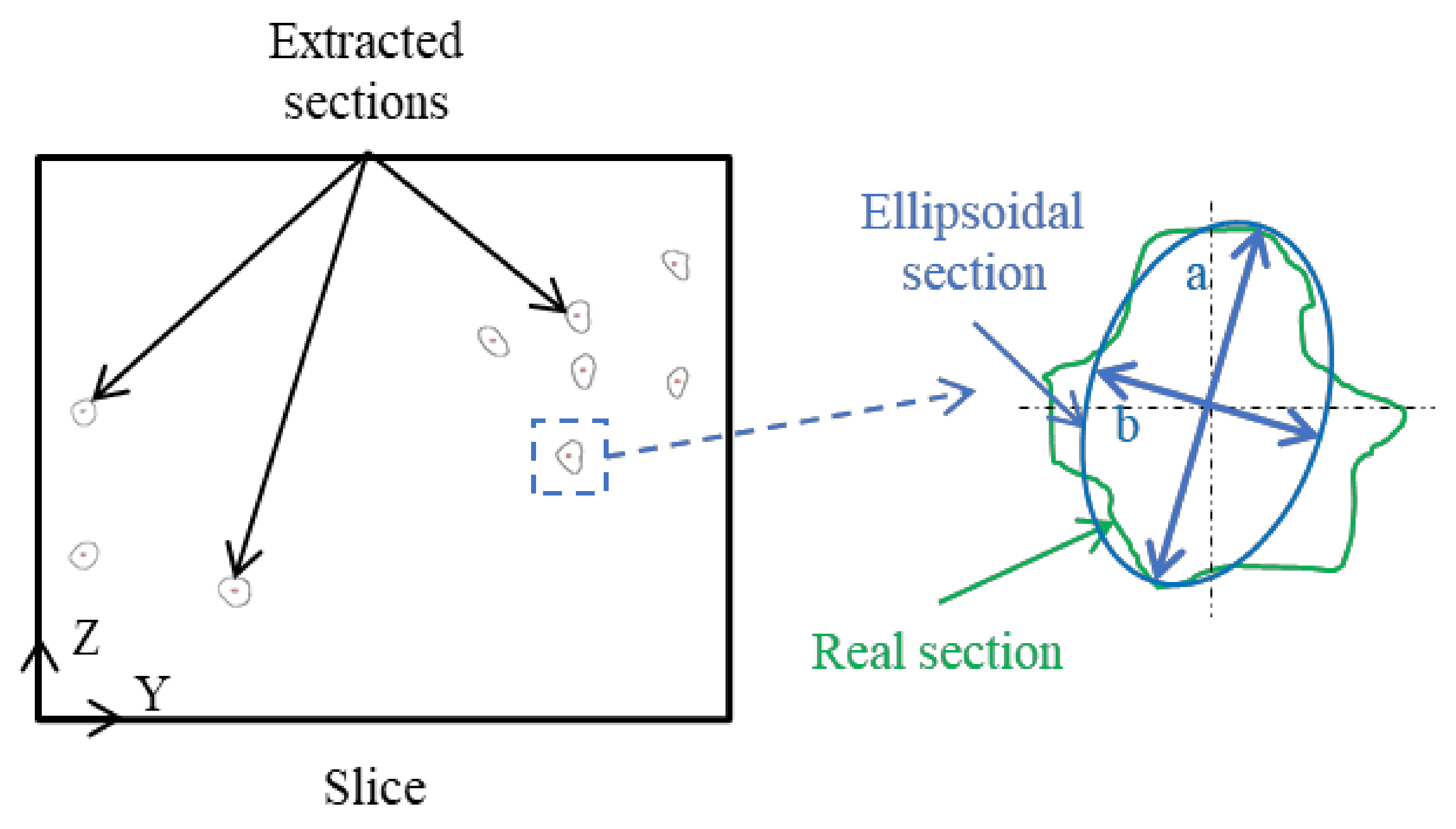
These observations and eccentricity measurements were made on one specific section of each structure. Therefore, their reproducibility is difficult to evaluate because it would require investigating all struts on their whole length. Therefore, to complete the tomographic observations, an evolution of the variation of the section of the struts of the printed architected structures was performed through statistical dimensional analysis. This approach consists of exporting the cross-sections of the struts contained in slices spaced at 0.1 mm along the three directions X, Y and Z (
Figure 9).
This represents about 100 projections in each direction. Once the cross-sections were extracted, a statistical analysis was performed to evaluate their eccentricity “
e” expressed in %. Since the shape of the sections is ellipsoidal, because the slice is not radial to the struts, “
e” was calculated by considering the two diameters
a and
b according to the following expression [
30], where a is the large diameter of the ellipsoidal section and b is the small diameter of the same section, as shown in
Figure 9.
The same approach was applied to the CAD model for which the results were used as a reference. The obtained results for the CAD model and the printed specimens along the three axes are illustrated in
Figure 10. An eccentricity of 0% implies that the slice is perpendicular to the axis of the strut. The more the eccentricity increases, the more the strut is inclined along the slice concerned.
It can be observed that, in the case of the CAD model, most of the sections have an eccentricity between 0% and 50% (
Figure 10) along all the axes. This implies the presence of inclined struts along the three axes, which is normal since the structure is randomly oriented. However, we observed that the density of struts with an eccentricity of 0% is important along the Z and Y axes, which indicates a strong presence of vertical struts (due to the way the architected structures are modeled).
Compared to the CAD model (
Figure 10), a different statistical distribution is observed for the printed structures with the presence of struts with eccentricities higher than 50%. This means that, locally, the large diameter of the ellipsoidal section can be greater than 1.5 times the small one. The results of the SLA process and their statistical distribution are the ones that most converge with those of the reference model with the presence of a higher density of 0% eccentricity in the Z axis compared to the others.
The statistical distribution shows that the most preponderant section’s eccentricities are within the ranges of 20–60%, 40–80% and 60–90%, respectively, for the SLA, FFF and SLS processes while for the CAD model the range is comprised between 0% and 40%. The SLS has a different statistical eccentricity evolution than the other processes. This confirms the previous observations and conclusions that the SLA process is the process with the best dimensional accuracy, followed by the FFF process.
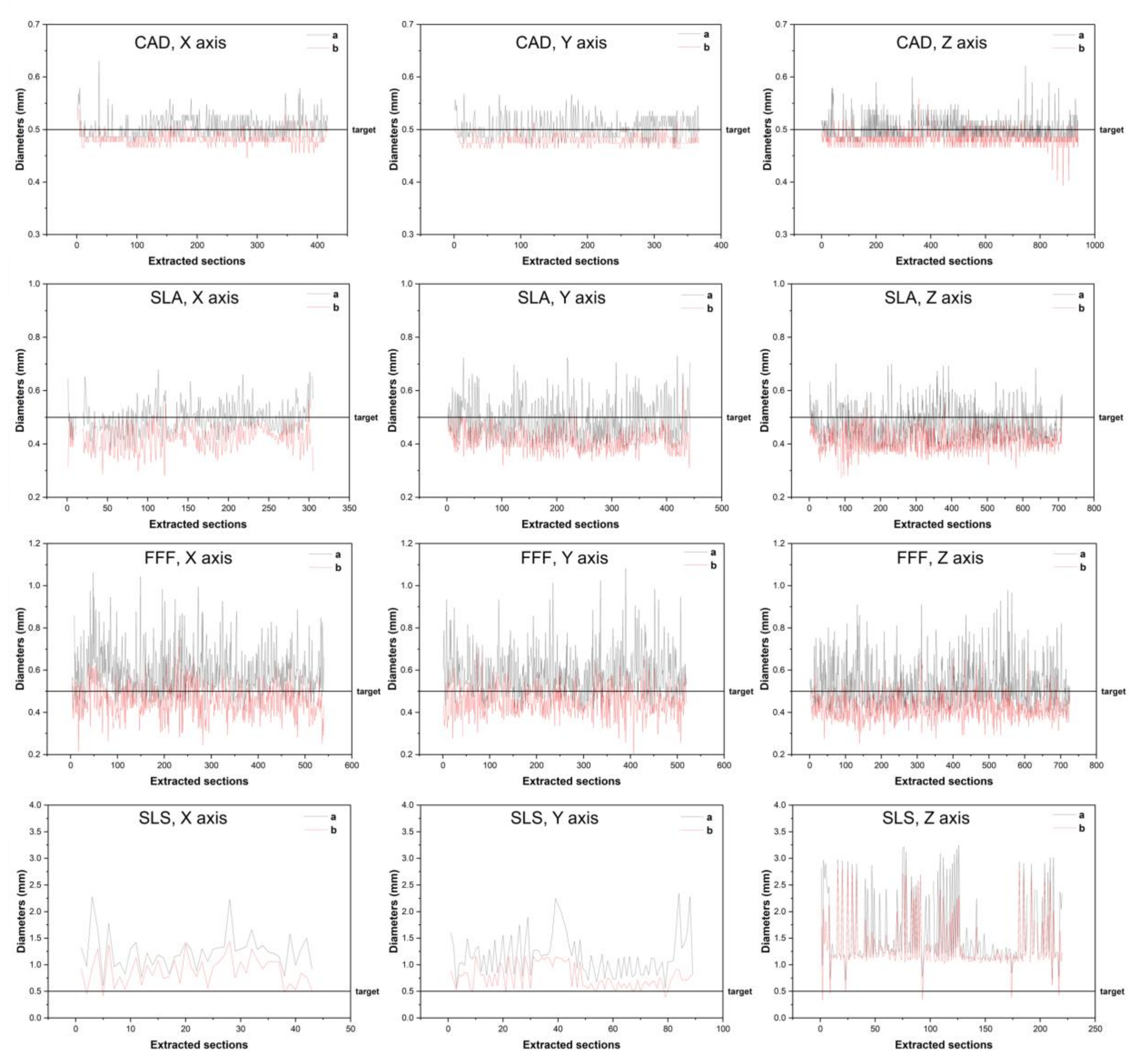
To complete this eccentricity indicator, measurements of the two diameters a and b were performed for each direction for the three processes using an algorithm under “FiJi-ImageJ” software (Open Source, Germany). To consider only the struts and to avoid as much as possible including the measurements of the nodes contained in each slice, since the measurements were made automatically, a domain was defined in advance. This domain includes all sections with diameters between 0.1 mm and 1 mm, representing struts with a diameter of about ±2 times the targeted diameter (0.5 mm) and sections whose axis was not perpendicular to the projection slice. Similarly, the range of sections to consider was defined between 0.1 mm
2 and 0.2 mm
2. The results obtained are illustrated in
Figure 11. We observed that, in the case of the CAD model, the two parameters a and b have a rather stable average value close to the diameter of the strut (around 0.5 mm) with a maximum variation of ±20%. This implies that most of the struts are quite circular or slightly tilted relative to the slice cutting plane.
When considering the printed structures, it can be noted that the average values of the two parameters a and b deviate from the target value (0.5 mm) with significant variability, which indicates a high variation of the section due to the processes’ capability and the defects. Thus, the diameters vary between 0.3 mm and 0.7 mm for the SLA and 0.3 mm and 0.9 mm for the FFF process. For the SLA, the average diameters tend to 0.4 mm. For the SLA, we noted that a large part of the sections has an average diameter of around 0.4 mm, which implies printed sections smaller than the target, while for the SLS process the values diverge a lot from the targeted one, reaching 6 times the target diameter, which can be explained by the excess of fused powder around the struts as seen on
Figure 7. So, the quality of the contour of the struts and the diameter accuracy are better for the SLA process and worse for the SLS process, which correlates well with the global and local tomographic observations.
Considering the number of strut sections identified in the defined domain, with diameters between 0.1 mm and 1 mm, one can observe that it varies between 350 and 900 sections along the three axes X, Y and Z for the CAD model. The cumulative number is around 1650 sections for the specimen. The Z direction is the one where the greatest number of sections is observed because it is in this direction where there is the highest number of vertical struts with an eccentricity close to 0% as seen before (
Figure 9). For the specimens printed with the SLA process, the cumulative number of identified sections decreases moderately to 1450, representing −13%, but with a distribution along the three axes consistent with that of the model (between 300 and 700 depending on the three axes).
For the two other processes, the distribution along the three axes is no longer respected and the number of sections varies differently. Indeed, in the case of the FFF process, the cumulative number of identified sections is 1750 (an increase of 6%) which can be explained by the consideration of “angel hair” during counting. In the case of the SLS process, the number of sections drops drastically to reach 350 (between 40 and 220 along the three axes) which represents a decrease of −80% compared to the CAD model. This strongly confirms the eccentricity results discussed previously (
Figure 9) and tomographic analyses which indicate that the struts are printed with sections greater than those targeted due to the fused powder around the struts.
3.3. Mass Deviations
For each configuration considered in this study, the real mass of each sample was measured and then compared to its theoretical mass, calculated based on CAD model geometry. The real mass was measured after printing the samples using a digital scale with an accuracy of 1/1000 g. The theoretical mass was calculated by multiplying the volume of the CAD model by the real density of the material concerned. The latter was measured, using the printed filled structures, by the double weighing method based on Archimedes’ principle. The choice to measure the real density of each material instead of considering the one given by the supplier’s data sheet was made to consider the potential effect of the process on the material and/or the eventual possible deviations.
The density measured for the polymerized resin used by the SLA process is 1.17 g/cm
3 against a value announced by the data sheet of the order of 1.09 g/cm
3. We noted that the measured density is slightly higher than the theoretical density, which can be attributed to the change of state of the material, i.e., the passage of the resin from a liquid state to a solid state. This tendency is reversed in the case of the two other processes where the densities measured for the PLA used by the FFF process and the PA12 used in SLS are, respectively, 1.09 g/cm
3 and 0.98 g/cm
3 after processing in comparison to 1.25 g/cm
3 and 1.02 g/cm
3 given by the data sheets. This slight diminution of the densities after printing can be attributed to the presence of porosity on the printed material. So, one can say that the manufacturing process has an effect, even if it is not very significant, on the densities of the materials used that were considered in this study. Consequently, the considered densities are averages integrating the effect of porosity, induced by the processes, on the printed material. After measuring the real masses of each sample and evaluating their theoretical masses, the difference between the two values was expressed in % using the following expression:
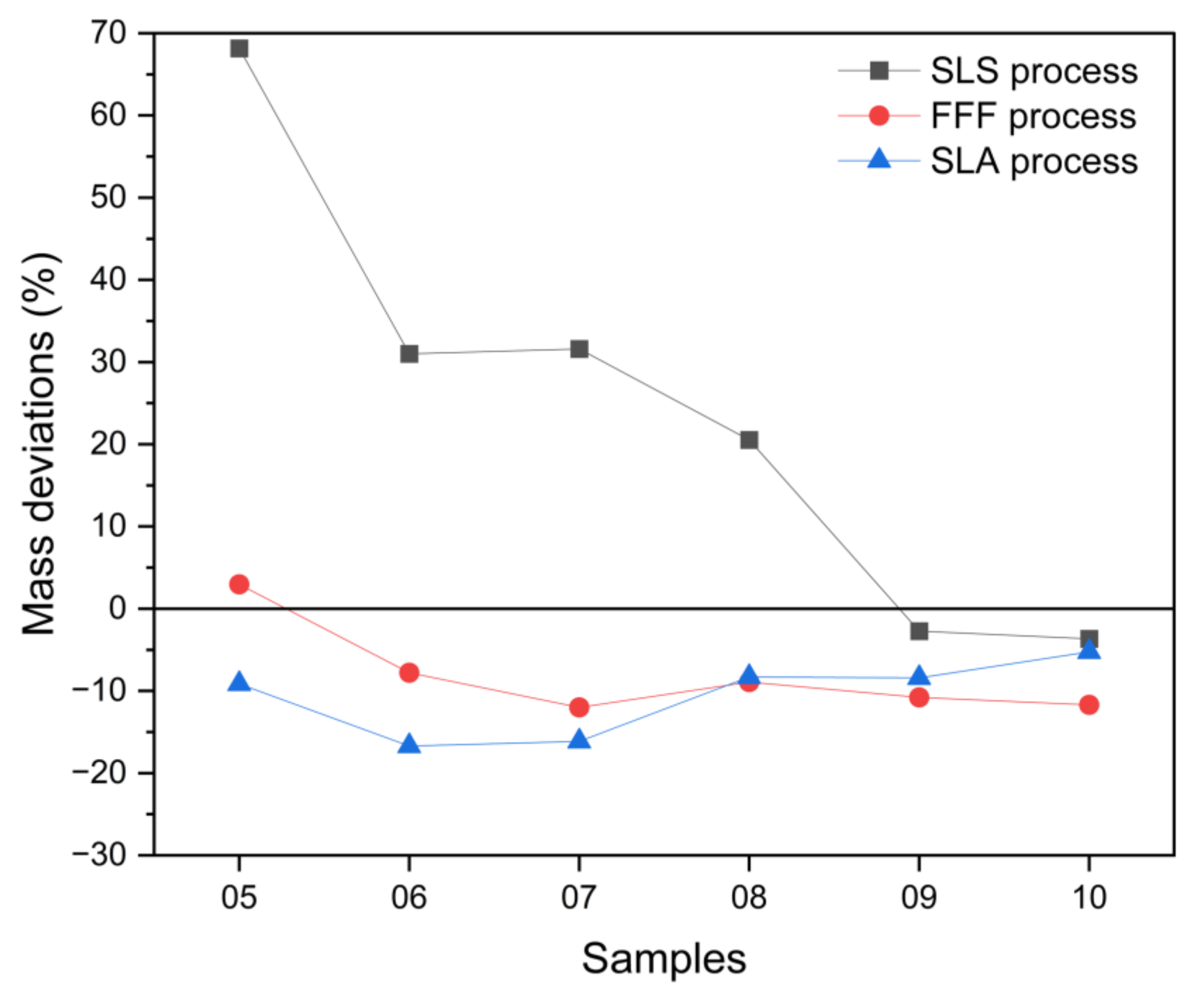
The results of the mass deviations calculated for each process, according to the different configurations of the fabricated structures, are illustrated in
Figure 12.
The SLS process is the one for which the highest deviations, in addition to significant measurement variability (standard deviation of 26%), were obtained compared to the SLA and FFF processes. The mass deviations are significant for the samples from 05 to 08 with a maximum value that reaches 68% for sample 05. This can be explained by the predominant effect of the excess of powder, which remains stuck on the struts and inside the cavities despite the cleaning performed, which increases the weight to the detriment of the other parameters that tend to decrease it (porosities, unprinted struts, lack of material, etc.). This observation is correlated by
Figure 5c where we can observe clumps of powder in certain zones, in addition to struts with diameters largely superior to those of the CAD model despite the fact that the targeted values (diameter between 0.5 mm and 0.8 mm for cubes from 05 to 08) are superior to the minimal width of a machine printable bead (0.1–0.15 mm). This phenomenon can be attributed to the partial melting of polymer grains around the beam application area, identified in the literature [
26], but also to the trapping of the powder in the internal cavities. In addition, we also observed on the same figure the presence of other defects (porosities, unprinted struts…) whose effect was less predominant but limited the deviation of the weighting of the mass. This effect is reversed for cubes 09 and 10 where the printing quality was clearly improved, and the mass deviation drops drastically to negative values around −4%. This can be explained by the fact that the totality of powder trapped in the core of the samples, having a preponderant effect on the difference in mass, could be completely removed by the post-treatment. The fact remains that there is still some powder partially fused to the contours of the printed elements, but the effect of which is less significant and preponderant than that of present defects which tend to decrease the mass (porosities, unprinted struts, lack of material, …).
For the SLA and FFF processes, the deviations are negative and smaller and do not exceed −17%, with a maximum standard deviation of 5.6%.
The FFF process is the one for which the evolution of the mass is less important, with a deviation that remains stable, around −10%, for samples from 06 to 10. The decrease in mass generated by the previously identified defects (see
Figure 5b), such as the presence of porosities and lack of printing certain patterns such as struts, is more preponderant than the increased effect generated by “angel hair” and the positive dimensional deviations of the printed geometries. It should be noted that the positive mass deviation for sample 05 (+4%) can be driven by an excess of printing material due to the process capability limit.
The observations made on the FFF process can be transposed to the SLA process, which reached a low negative deviation of around −5% for samples 09 and 10. The main origins that have driven the mass decrease in SLA samples are the time attributed to the effect of lack of printing certain patterns and especially the small strut diameter that have a significant effect for samples from 05 to 07.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}